Nézetek
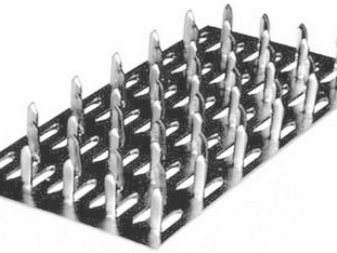
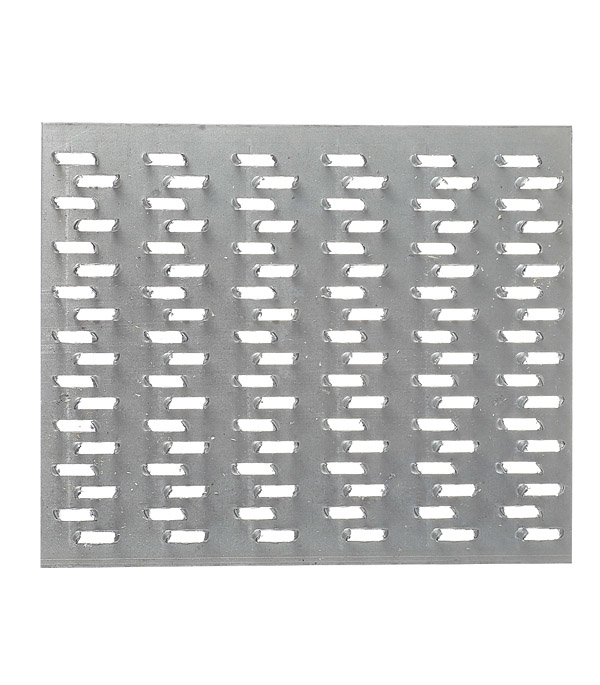
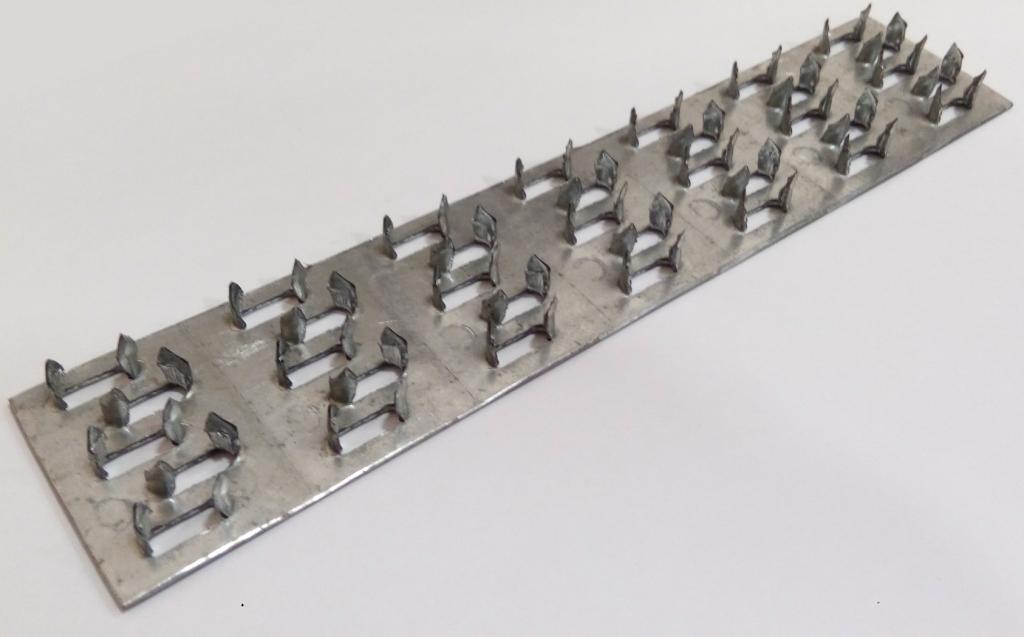
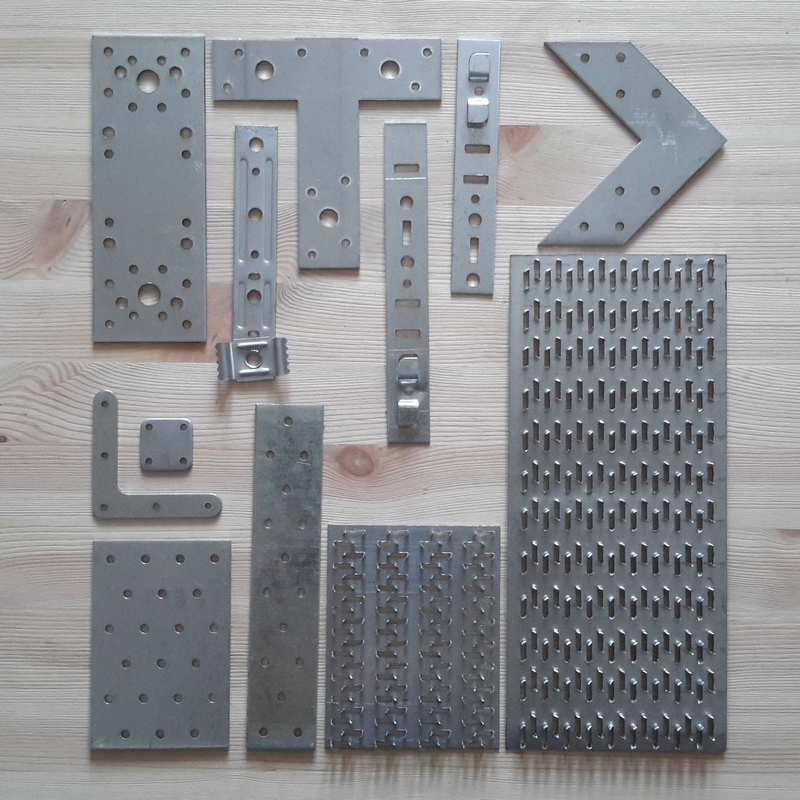
Az MWP -k megjelenésükben különböznek egymástól. Különböző vastagságú a fém alapjuk, különböző számú tüskés soruk van, amelyek hossza széles tartományban változik. Az acéllemezből készült termékeket GP (RK) szimbólumokkal, horganyzott acéllemezeket - GPZ jelzéssel látják el.

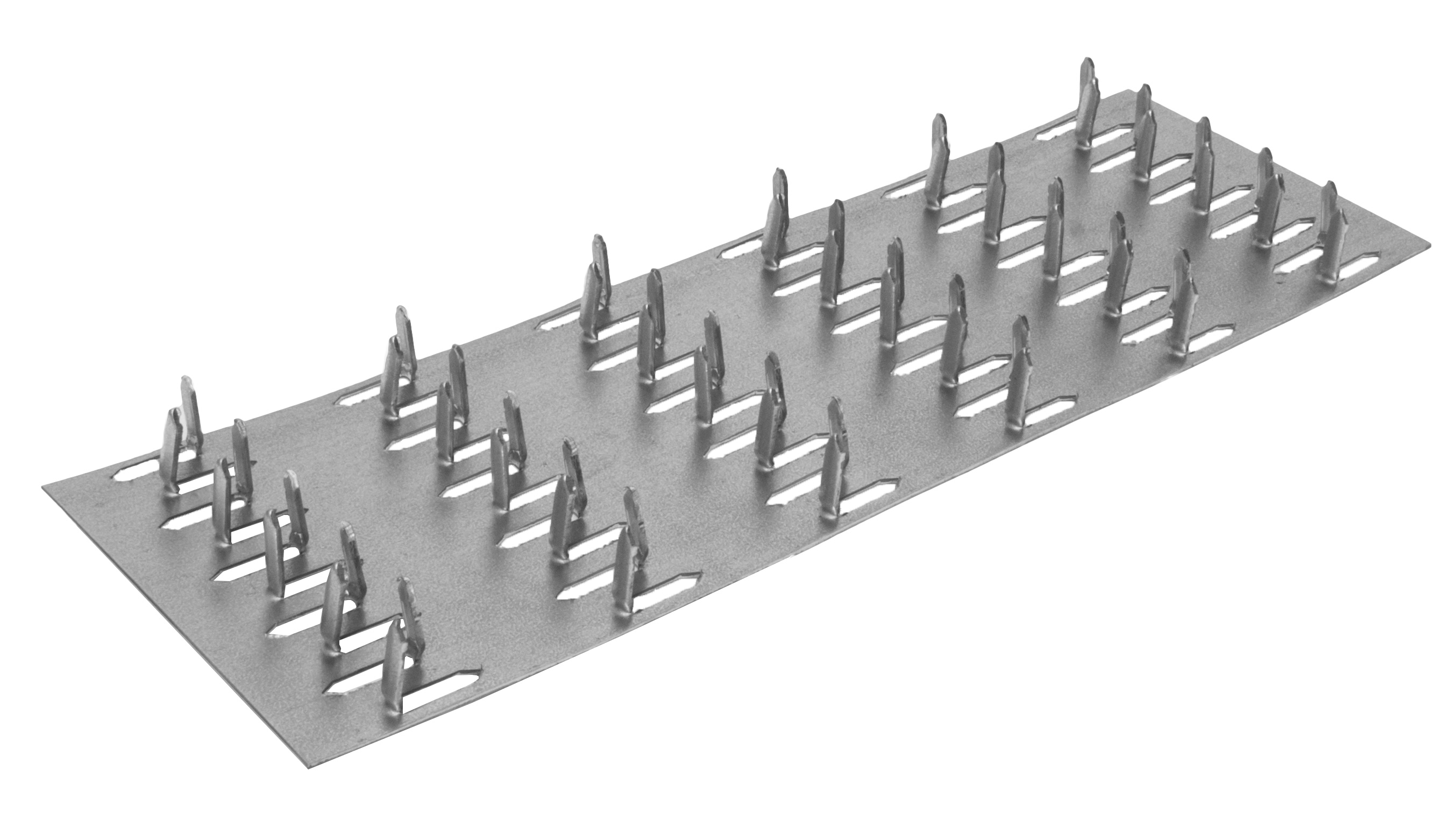
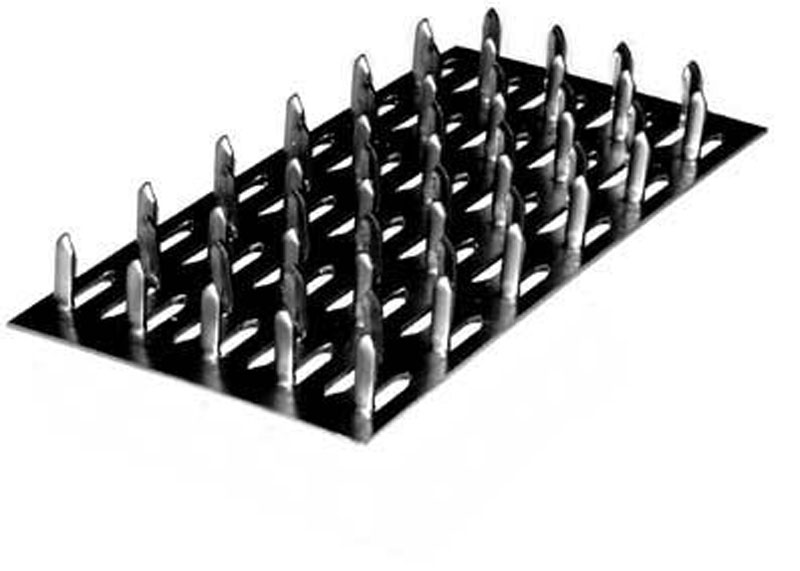
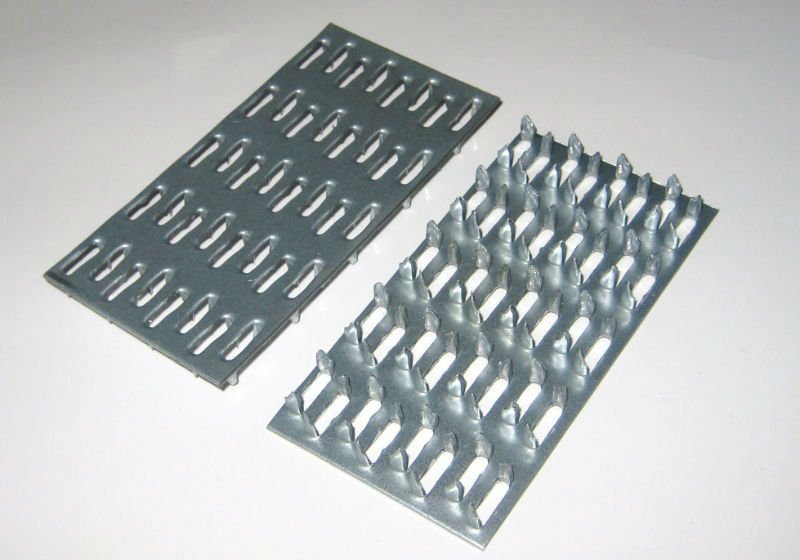
A körömlemezek egyirányú vagy kétirányú csapszeleppel kaphatók.
- Az első kötőelemek gyártási technológiája egyszerűbb és olcsóbb. Eszerint az MZP -t hazai gyárakban gyártják. Az egyirányú fogakkal ellátott lemezek kevésbé megbízhatóak, mint a kétirányú csapok.
- A másodiknak különböző irányú tövisei vannak - párhuzamosan helyezkednek el a lemez oldalaival és átlóival (vizuálisan elrendezésük "karácsonyfára" hasonlít). A többirányú körömlemezek gyártási folyamata munkaigényesebb és anyagilag költséges. A legtöbb ilyen kötőelem Lengyelországban, Németországban és Finnországban készül.

A fém fogazott lemezek rögzítésének jellemzői
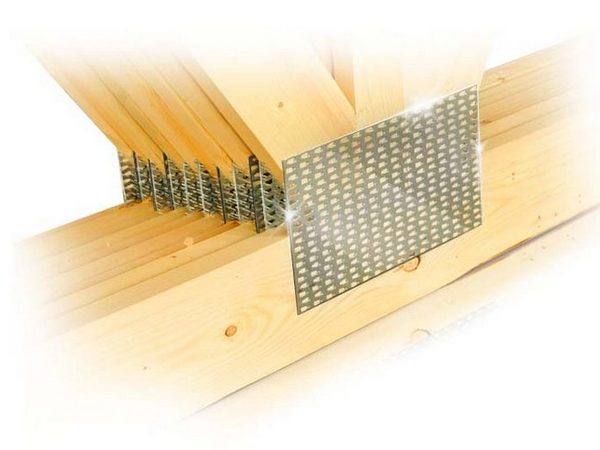
- A kötést mindkét oldalon lemezekkel rögzítik.
- Az MZP telepítése nem biztosítja a munkát kalapáccsal, kalapáccsal vagy más ütős szerszámmal. Használatuk nem hatékony az egyenetlen nyomás és a csapokat deformáló rezgés miatt.
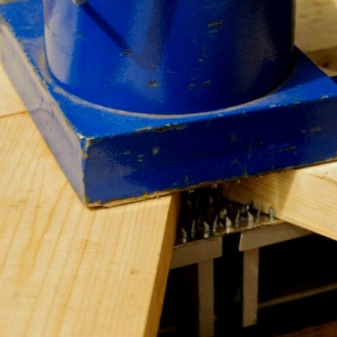
- Ideális körülmények között az MZP -t gördülő prés segítségével rögzítik a szerelési helyeken, és a kész alkatrészt a telepítési helyre szállítják.
- Amikor az MZP -t közvetlenül az építkezésre telepíti, tiszta és egyenletes felületet kell felszerelni, és bilincsekkel vagy emelőkkel kell a lemezeket a fába nyomni. Először is a szerkezet külső sarkait összenyomják, majd más ízületeket.

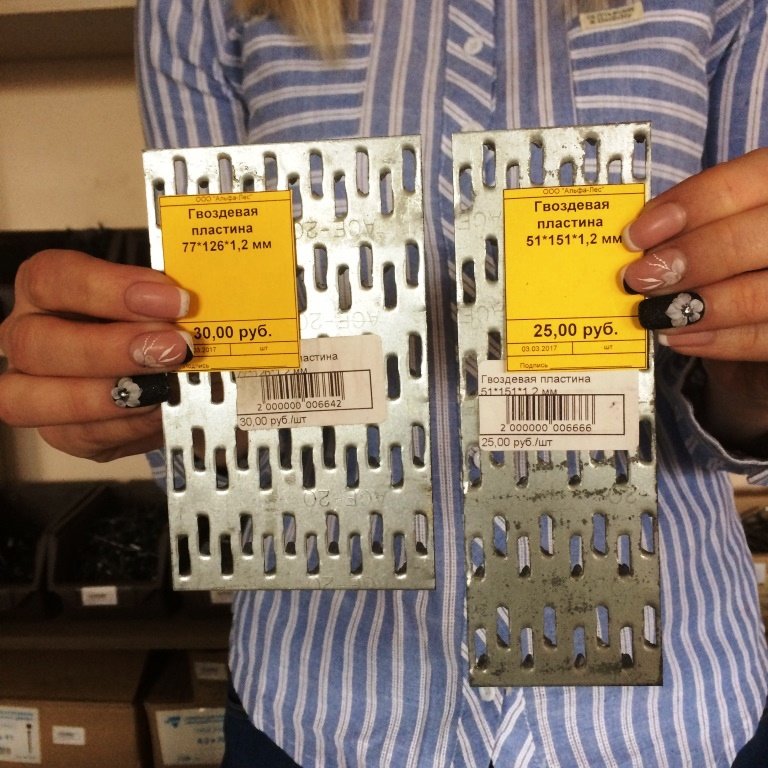
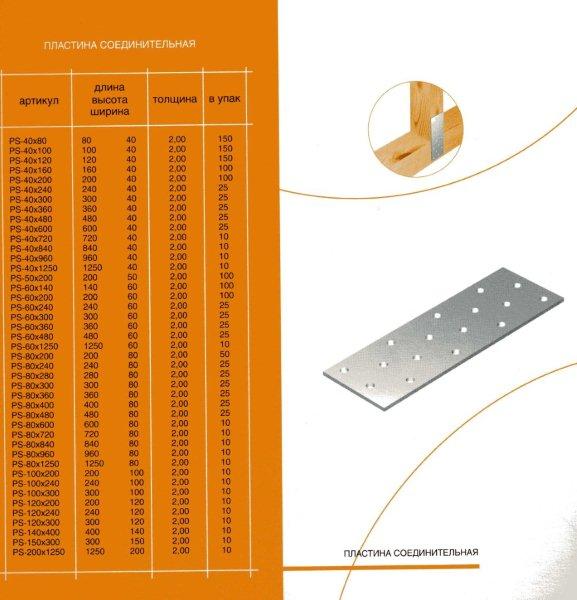
Fém fogazott lemezek méretei
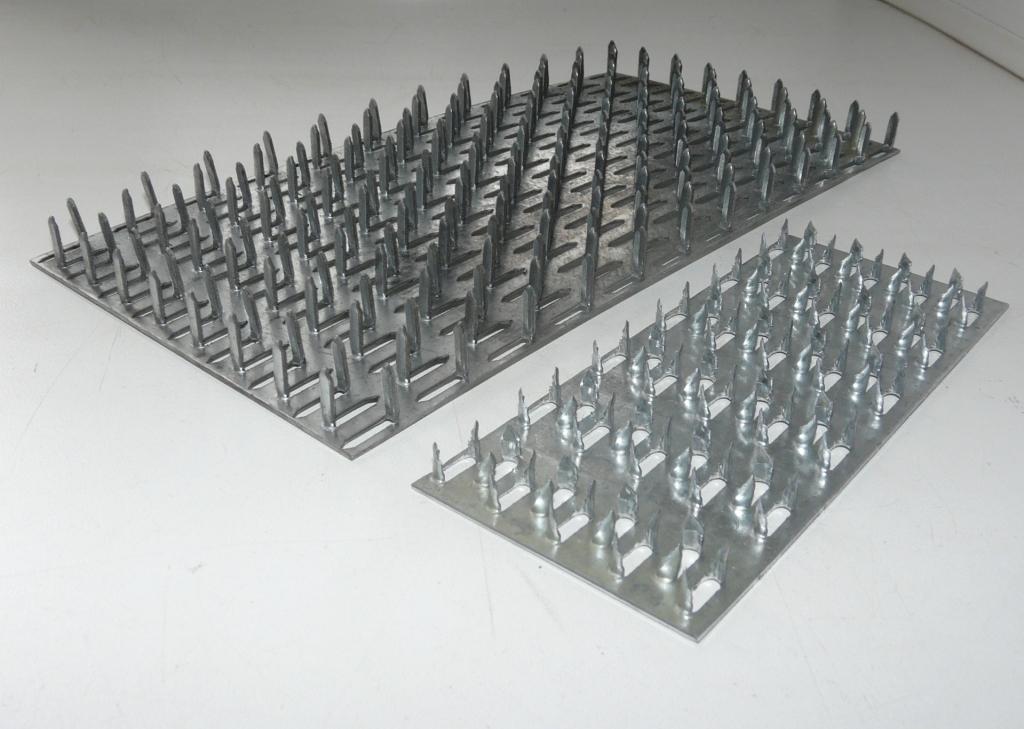
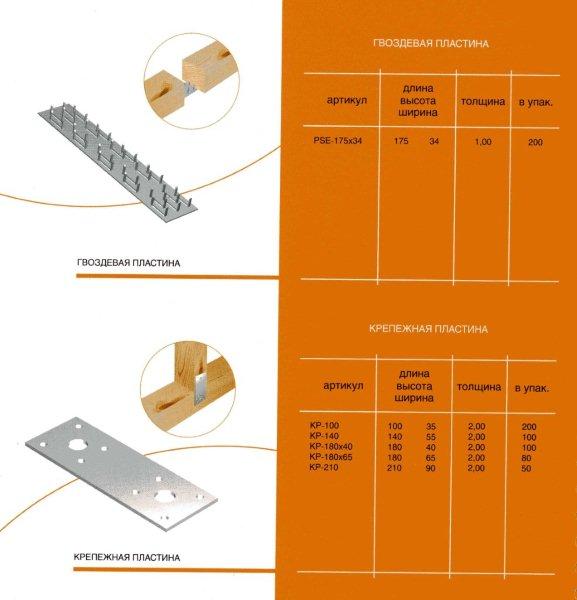
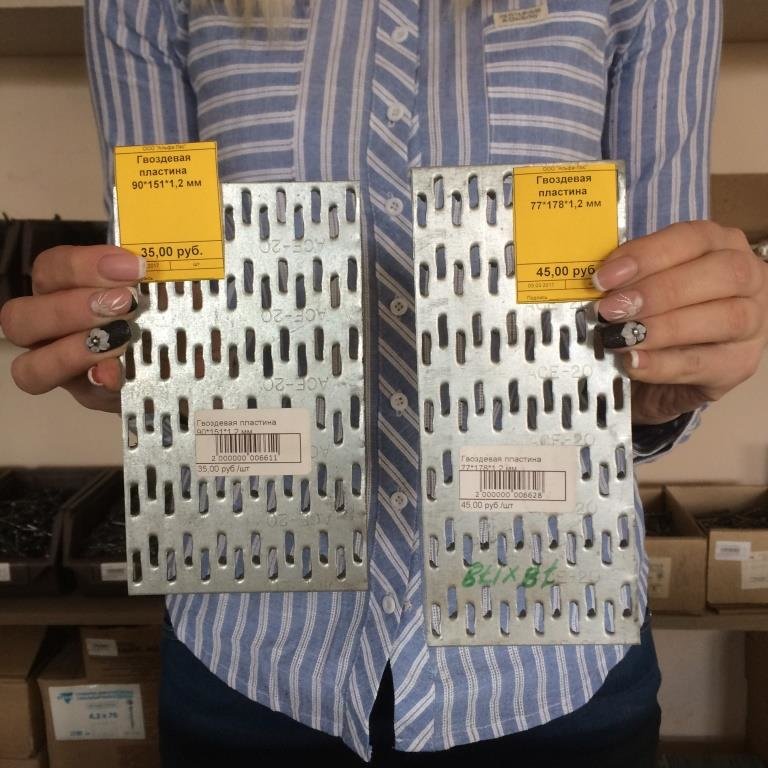
A fém fogazott lemezeket 25–180 mm szélességben szállítjuk, és a legkeresettebbek a 300 mm hosszú MZP -k. Ezek a méretek az ügyfél igényeitől függően változhatnak, és egyedi megrendelés alapján állíthatók elő. Maga a tövis magassága is változik. A klasszikus lehetőség a fogak hossza 8-10 mm. Szükség esetén elérheti a 25-26 mm-t. Általában a lemez vastagságának növekedésével a fog hossza is nő.
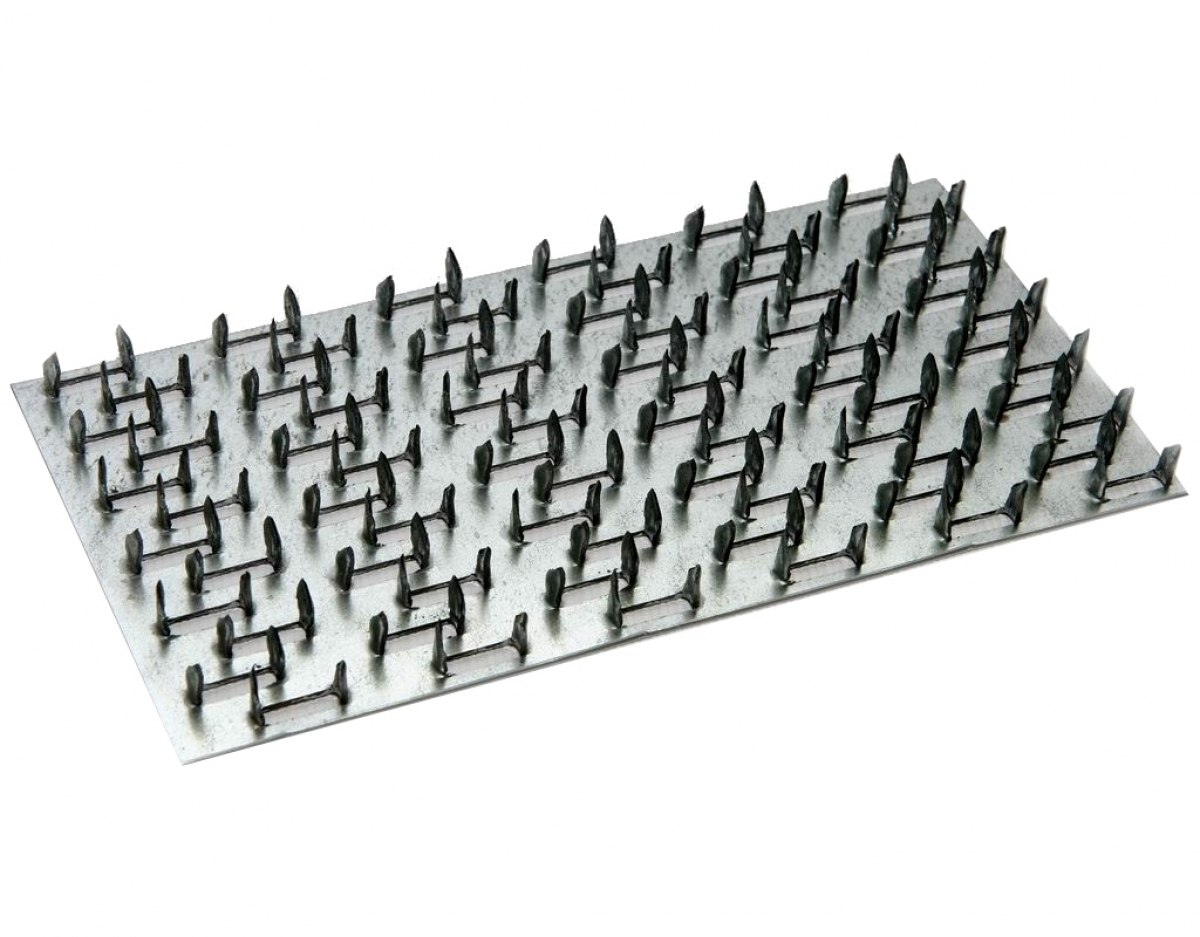
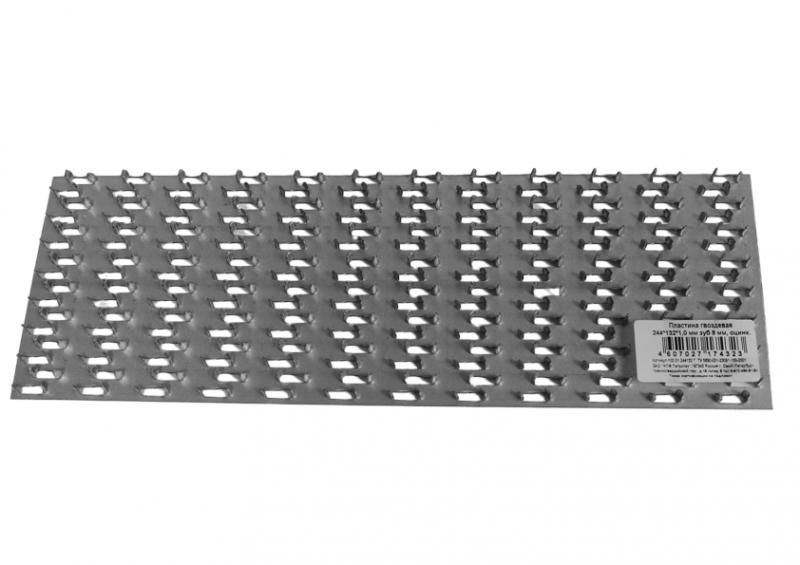
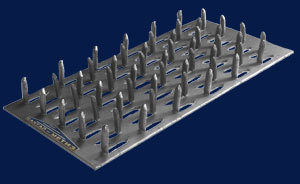
A csavarokhoz, önmetsző csavarokhoz, horgonyokhoz vagy szögekhez perforált hagyományos kötőelemekhez képest az MZP saját csapszeggel rendelkezik, amelyet lyukasztott típusú sajtolóprésen extrudálással nyernek. Számuk elérheti a 80 egységet a lemez négyzet deciméterenként. Hozzáértő megközelítéssel és helyesen beállított munkával minden tövis a fába szúródik, és az alkatrész egyetlen rögzítő tömbként kezd működni. Még a fűrészárutermékek legerősebb terhelése esetén is nagy a valószínűsége az integritás megsértésének a szerkezet testében, de nem az MZP -ből készült összekötő kötésben.

Hogyan lehet otthon forrasztani a keményfém betétet a vágóhoz

6. kép: A keményfém rész forrasztása a P18 acéltartóhoz
A forrasztott keményfém lemezekkel ellátott vágószerszámok gyártása hazai körülmények között lehetséges. Ebből a célból argon-ívhegesztést használnak. Az alábbiakban egy elemet forrasztunk egy R18 acéllemezre. A munkához szüksége lesz egy egyenáramú üzemmódban működő argon-ívkészülékre, fúróra és sárgaréz töltőanyagra (huzalra).

7. fotó: Bórax felhelyezése a tartóra
A forrasztás előtt a felületeket zsírtalanítják, fluxust öntenek a jövőbeli kötés helyére, és kemény ötvözetből készült lemezt fednek le. 15-20 másodpercbe telik az alkatrészek összeillesztése.

8. fotó: Kész rész a tisztítás előtt
Ezután az alkatrészt drótkefével megtisztítják, és a szabadban hagyják megszilárdulni.
A minimálbér típusai
A különböző méretjellemzők és lemezvastagságok mellett ezeknek a kötőelemeknek van még egy jelentős különbségük. Ez a fogak megszerzésének különböző módszereiből és ennek eredményeként különböző formájukból áll:
- Egyirányú tenonálás. Jól bevált azoknak az illesztéseknek a beépítésénél, amelyekre a terhelés egy síkban hat - akár hosszanti, akár keresztirányú. Egyidejű többirányú terheléssel hatékonyságuk csökken. A telepítés során figyelembe kell venni a fa szemének irányát.
- MZP többirányú vágással. Az ilyen kötőelemek ugyanúgy megbirkóznak a fűrészáru felé irányuló terhelésekkel, és nem igényelnek világos orientációt szálai mentén.

A körömlemez tulajdonságai
Az összekötő szeg (fogazott) lemeznek fontos előnyei vannak más típusú rögzítőelemekkel szemben. Például külön hajtott körmökből, amelyek mindegyike saját. - * A fához való kötés erősségét a fogak alakja és hajlásszögük, sorokba való elrendezésük éri el. A fa szerkezetek elemeinek találkozásánál a körömlemez nagy szilárdsági jellemzőkkel rendelkező kapcsolatot képez, amellyel más rögzítőelem nem versenyezhet. Ezeket a mutatókat a szerkezetek számos mechanikai vizsgálata igazolta.
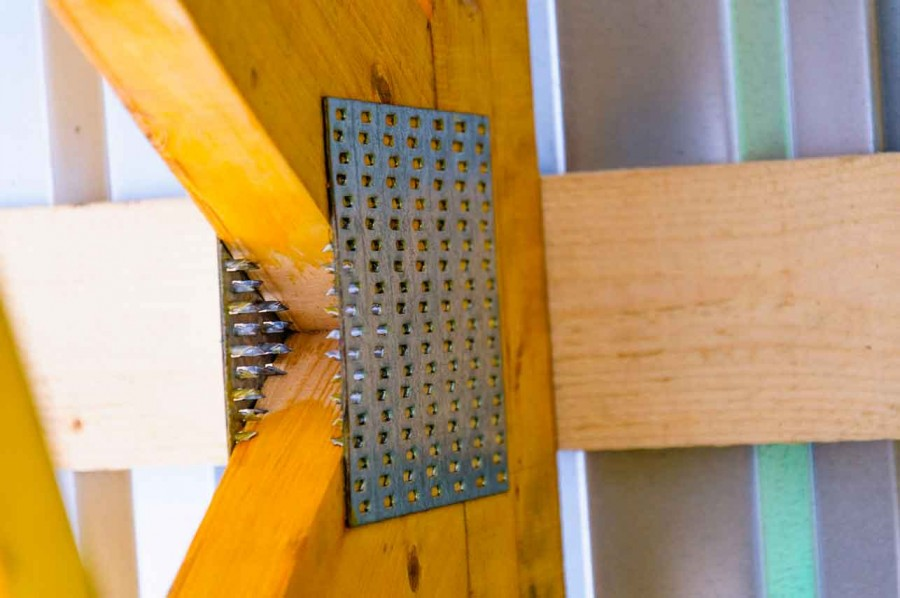



- * Egy közös monolit platform - az alap, amelyre az összes fog rögzítve van, kizárja azok mozgékonyságát és megingását. A platform közös, összekötő alappá válik a szerkezet összekapcsolt részei számára, ami miatt a csatlakozás ismét biztosított az erő minősége.
- * A fém fogazott lemezek kiváló szilárdságot biztosítanak, még akkor is, ha fa szerkezeti elemeket csuklócsuklóval illesztenek össze.
- * A részletek rendkívül szorosan vannak rögzítve. Ezt empirikusan is bebizonyították. Például egy gerenda, amelyet két, tompacsatlakoztatású fagerendából készült lemez segítségével szereltek össze, törésnek kitéve, nem a szerkezeti elemek találkozásánál tört el, hanem a gerenda monolitikus részén. Így a körömlemez monolitikus platformja teljesen megakadályozza a fogak eltolódását vagy meglazulását, és megbízható alapja lesz az ízületnek.
- * Szükség esetén lehetőség van galvanikus bevonat felvitelére - ez egy esetleges kiegészítő szolgáltatás az ügyfél kérésére. Ez a bevonat extra tartósságot kölcsönöz az acél körömlemeznek.
- * A fém fogazott lemezek egyedi kialakításuknak köszönhetően gyorsabban szerelhetők fel, mint a hagyományos kötőelemek. Ez jelentősen időt takarít meg a gerenda- és szarufarendszerek rögzítőelemeinek építési és szerelési munkálataihoz.
- * Az erre a célra kialakított "folyosókkal" ellátott padlógerendák gyártásának lehetősége miatt ez a rögzítési módszer megkönnyíti a kommunikáció (szellőzőcsatornák) lefektetését.
A körömcsatlakozó lemezek felsorolt tulajdonságai váltak az oka annak, hogy széles körben elterjedtek a fa szerkezetek bármilyen célú építése és építése során. A körömlemezek kialakításának egyszerűsége kivételes szilárdságot és tartósságot kölcsönöz az ízületnek.
Típusok fogrendezés szerint
A gyártók gyakran megpróbálják csökkenteni az általuk gyártott építőanyag árát. Ennek egyik módja a tervezési és gyártási technikák egyszerűsítése. E tekintetben a legtöbb használt körömlemez a legegyszerűbb és legolcsóbb típus, egyirányú fogakkal. De vannak más lehetőségek is, amelyeket a kritikus szerkezetekben használnak: többirányú fogakkal a szomszédos sorokban és olyan fogakkal, amelyek a lemez hossztengelyéhez képest 45 fokos szögben helyezkednek el.Ezeket a lehetőségeket nehezebb előállítani, ezért az ilyen típusú kötőelemek építőanyagainak ára valamivel magasabb.
Az esztergabetétek használatának előnyei
A vágó- vagy unalmas vágólapkák különböző minőségű kemény ötvözetek alapján készülnek. Ez nagyon kényelmes, mivel lehetővé teszi, hogy felkarolja magát egy nagy darab vágóelemmel, amely feldolgozza a különböző elemekből származó munkadarabokat.
A cserélhető esztergaberendezések használata a vágószerszámokhoz gazdasági szempontból is bátran előnyös megoldásnak nevezhető, mivel ha meghibásodás vagy kopás következik be, akkor nem kell a teljes marót, csak annak vágó részét cserélni. A legjobb, ha cserélhető keményfém betétekkel ellátott szerszámot használ, amikor automatizálnia kell a technológiai folyamatokat
Ez különösen fontos a különböző termékek kis és közepes sorozatú gyártásakor.
Az esztergaszerszámokra helyezett keményfém termékeknek számos előnye van:
- olcsóbbak, mint a tömör vágók;
- a keményfém vágóelem cseréje egy újra nagyon gyors lehet;
- a keményfém alapú betétek nagy megbízhatósággal rendelkeznek még intenzív működés közben is;
- szükség esetén az ilyen cserélhető vágóelemek újra beállíthatók;
- Ezeknek a vágóelemeknek minden létező modellje egységes, így könnyen kiválaszthatja a megfelelő opciót egy adott feldolgozási típushoz, valamint a feldolgozandó munkadarab anyagának minőségét.
És a cserélhető keményfém betétek használata, mechanikus rögzítéssel, jelentősen megnövelheti az esztergaszerszám -tartó élettartamát, és nem kell élezni és forrasztani a vágó részét. Ezenkívül ennek a szerszámnak a használata körülményei között a hőmérséklet és a vágóerő akár 40 százalékkal is csökkenthető. A keményfém ötvözetek olyan tulajdonságokkal rendelkeznek, hogy lemezek előállítására használhatók, és segítségükkel lehetőség van a fémek feldolgozására, a változó vágási feltételek függvényében.





Jelenleg különféle típusú keményfém termékeket gyártanak. Az egyes típusokra vonatkozó követelményeket az állami szabványok írják le. Az alábbiakban bemutatjuk őket:
- GOST 19086–80 - a tartó- és vágólemezek, valamint a forgácstörők jellemzőit jelenti;
- GOST 19042–80 - előírja a keményfém anyagokon alapuló cserélhető típuslemezek alakjára, osztályozására, valamint jelölési rendszerére vonatkozó követelményeket;
- GOST 25395–90 - többféle keményfém betét gyártását szabályozza, forrasztással rögzítik a szerszámtartóra. Ez vonatkozik a forgó, furatos vagy furatos szerszámokhoz forrasztott elemekre.
Forrasztási technológia keményfém lapkákhoz
A körfűrészeken és más vágószerszámokon alkalmazott keményfém lapkák keményforrasztásának technológiája a munkadarabok tartós összeillesztésének folyamata. A jövőbeli termék részei nem olvadnak meg, hanem dokkolnak a folyékony forrasztás bevezetése miatt. Emiatt a jövőben a forrasztási pont elválasztható az alkatrészek károsodása nélkül.
A gyártás fő problémája a keményötvözetből készült termékek és az acél lineáris hőtágulási együtthatóinak különbsége, ezért a lemezek megrepednek, és lehűléskor elveszítik szilárdsági jellemzőiket.
2. fotó: TP-1M forrasztás
A forrasztást a belső feszültség 30-50 MPa -val történő csökkentésére használják. A kohászati iparban jó eredményeket mutatnak a TP-1M háromrétegű termékek. Ez az anyag nem olvadó bronz BrNB7-0.5-ből áll, amelyeket az LNMts50-2-2 sárgaréz rétegei kereteznek.
Felület előkészítése
A wolfram -karbid nyílások nyitottak, zártak és félig zártak. A legkényelmesebbek a nyitottak, amelyek acél és karbid vastagsága 3: 1.
Az oxidfóliák eltávolításához mechanikai és kémiai öblítést végeznek. Ebben az esetben az alkatrészt szabad csiszolóanyaggal kezelik forgó dob segítségével.Az eljárás hozzávetőleges ideje 3-4 óra.
Flux választék
A fluxus egy közbenső anyag, amelyet a forraszanyag és a lemez közé helyeznek. Ideális esetben az olvadáspontja 370-400 fokkal legyen alacsonyabb, mint a forrasztóé. Széles körben használják bórax -fluxus formájában, különben - nátrium -tetraborátot. Az anyag olvadáspontja 741 fok.
3. fotó: Borax (forrasztási fluxus)
Szerelési sorrend
A fluxust 0,3–0,5 mm mélységű előkészített lyukba öntik, a forrasztót a tetejére helyezik (széleinek ki kell nyúlniuk, hogy a forrasztási folyamatot 0,5–1 mm -rel a horony kerületén túl irányítsák). Tányér kerül a tetejére. Az alkatrészeket egy darabban rögzítik dróttal, technológiai csapszeggel vagy ragasztóval, salakzárványok nélkül.
Forrasztási folyamat HDTV telepítéseknél
Az alkatrészek hevítését és forrasztását 60–66 kHz frekvenciájú berendezéseken végzik. Először is, a tartót 700-800 fokra melegítik, majd hőt szolgáltatnak a többieknek, mozgatva az induktorba. Az alkatrészek és a szerszám között 10-15 mm-es rés marad. A hevítési sebességet a lemezek vastagságától és az ötvözet minőségétől függően határozzák meg.
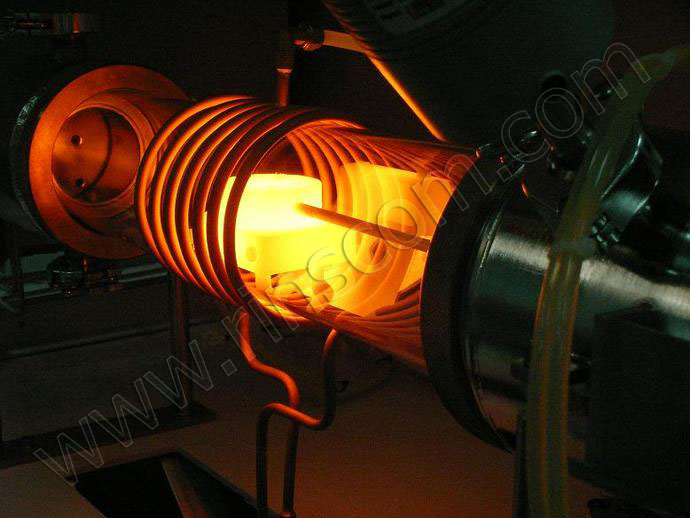
4. fotó: HDTV telepítése forrasztólemezekhez
Az olvadási folyamat során megfigyelhető, hogy a felületek barna színűek. Amikor lefolyik, új réteg kerül hozzáadásra. Miután a forrasztóanyag megolvadt, 5-10 másodpercig tartjuk, majd kivesszük a készülékből, a lemezt szorítóval rögzítjük, és 200 fokos sütőbe helyezzük 2-4 órára.






Hőkezelés és tisztítás
A termékek forrasztását keményítéssel kombinálják. Ez az eljárás enyhíti a maradék feszültséget és növeli a kész blokkok keménységét. A 45 és 40X acélból készült tartók vízben vagy olajban edzettek. A 35ХГСА, 5ХНВ és 20ХГНМ fémből készült szerszámokat levegőben kezelik. A keményítéshez nitráttal töltött fürdőket is használnak. A kezelés végén a felesleges forraszanyagot és bóraxot reszelővel eltávolítjuk, és 10% -os szódabikarbónában felforraljuk, majd homokfúvó kamrában ragasztjuk.
Forrasztásvezérlés
A forrasztási hibákat szemrevételezéssel ellenőrzik. A termékeket elutasítják, ha a varrat több mint 10% -a nincs forrasztva, repedések vannak, az élezési ráta egyharmadával eltolódik. A repedéseket színhiba -érzékeléssel ellenőrzik.

5. kép: Az alkatrészek repedéseinek ellenőrzése színhiba -érzékeléssel
Ebben az esetben a vörös festéket egy előzőleg zsírtalanított felületre kell felhordani, megszárítani és 30% -os kerozinnal hígított olajjal eltávolítani. Ezután a lemezt fehér vegyülettel festik, amelyen repedések jelennek meg (ha vannak).
Hogyan jelölik a lemezeket és ki gyártja őket
Az esztergaszerszámok keményfém szerkezeteinek megjelölésével meghatározhatja a gyártási anyag összetételét. A T15K6 jelölés különösen azt jelenti, hogy a termék titán-volfrám-kobalt csoport ötvözete alapján készült. Ezekben az ötvözetekben a volfrám kötelező. A volfrám mellett az ötvözetnek tartalmaznia kell továbbá:
- tantál;
- kobalt;
- titán és mások.
Egy ilyen ötvözet összetételében a jelölésnek megfelelően 15 százalék titán -karbid, 6 százalékban kobalt van.
Ezeknek a termékeknek a leghíresebb gyártói a vágókhoz való mechanikus rögzítéshez:
- Ceratizit (Luxemburg);
- BDS-Machinen és Proxxon (Németország);
- Instrument-Service és Novomoskovsk Pipe Plant (Ukrajna).
Felépítése és gyártási anyaga
A név alapján egyértelmű, hogy a körömlemez kialakítása szerint fémszalag, körmök analógjával. Vastagsága 1-2 mm, méretei 40-200 mm szélesek, és bármilyen hosszúságú lehet. A különböző gyártók saját méretszabványokkal rendelkeznek. Leggyakrabban a körömlemezeket 25 mm hosszúságban állítják elő.
A gyártás kiindulási anyaga nagy szilárdságú ötvözött vagy horganyzott acéllemez.A gyártás során a kívánt méretű lemezekre vágják, majd egy speciális présen vékony kinyúlásokat préselnek ki akár 8 mm hosszú... A szögek szerepét töltik be, szilárdan belépnek a fa szerkezetekbe.
Körömlemezek használatában szerzett tapasztalat
Az acél körömlemezeket több mint húsz éve használják Kanadában és az USA -ban, Észak -Amerikában kezdték el tömegesen használni őket a fa szerkezetek építésében. Ezt a rögzítési módszert ma széles körben használják Európában. Szinte minden típusú tető, padlás, padlás, tetőablak stb. A kereskedelemben kapható lemez alapú tetőszerkezetek felhasználásával építhető.
A körömlemezeket használó tetők minden típusú szerkezetben alkalmazhatók, például: -lakóházak, -ipari, -mezőgazdasági, sport és kereskedelmi épületek.
A tetőszerkezetek mellett ez a technológia sikeresen alkalmazható: - épületek és lapos tetők rekonstrukciójára, ahol a lemezek nélkülözhetetlen rögzítőelemek; - panelek gyártása falakhoz; - rácskeret gyártása, - betonszerkezetek zsaluzatának építése, - nagy fesztávú épületek építése teljes egészében fából.
Széles körben használják (például teniszpályák) azt a lehetőséget, hogy belső tartóelemek nélkül több mint 30 méteres fesztávú rácsokat hozzanak létre (például teniszpályák). A lemezek sikeresen használhatók a táblák hosszirányú összeillesztésekor.



A fogazott (köröm) lemez erős, gyors és gazdaságos csatlakozás a fa szerkezetekhez. Ennek a rögzítésnek a megkülönböztető előnyei és tulajdonságai hozzájárulnak hazánkban egyre szélesebb körű elterjedéséhez a faházak és szerkezetek építésében. Ennek a terméknek a megvásárlásának lehetősége egyre megfizethetőbbé válik, és az érdeklődők a gyakorlatban értékelhetik ennek a kötőelemnek a kényelmét és minőségét.
Miért lehet probléma a szerelés
A rögzítés kérdése nagyon fontos a fa tulajdonságai, az időjárási viszonyoktól függő "viselkedése" miatt. A páratartalom változásával a fa építőelemek mérete csökken vagy nő, és gyakran hajlik. Ennek eredményeképpen nagy és hosszú távú "feszültségek" keletkeznek kapcsolataik és támaszaik helyén. Ennek oka lehet egy könnyű alapzat felállítása vagy annak teljes hiánya is (ami a fa szerkezetek kis súlya és rugalmassága alapján lehetséges), ami ezen szerkezetek geometriájának megváltozásához vezet. Fémlemez használata esetén a csatlakozóelem fokozott korrózióállósága biztosított, ami elősegíti annak működését magas páratartalom mellett, valamint külső munkák során.
A tüskés rögzítőlemezek előnyei
A tüskés rögzítőcsatlakozók széles körű népszerűségre tettek szert a használatuk által ígért számos előny és előny miatt.
A legfontosabb talán az, hogy ez a rögzítőelem garantálja a fa alkatrészek erős és tartós összekapcsolását. Ugyanakkor a fa nem hasad, épsége megmarad.
A kiváló minőségű korróziógátló bevonat miatt a körömlemezek gyakorlatilag nem rozsdásodnak, ami különösen fontos egy ilyen higroszkópos anyagnál, mint a fa. A körömlemezt a ház szarufarészének rögzítésére, valamint a keretház építésének összekötésére használják
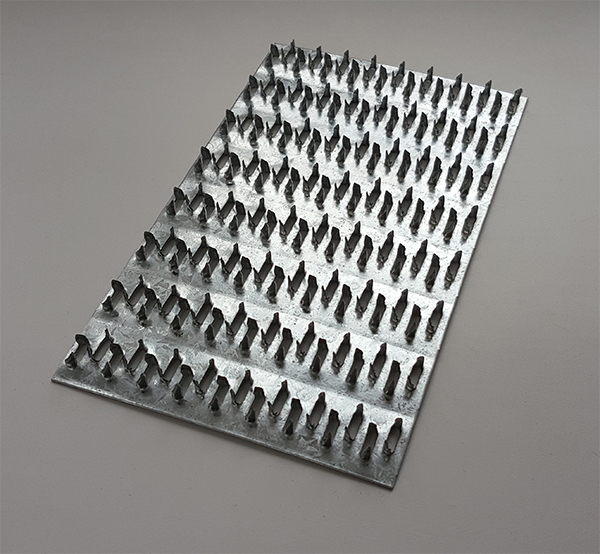
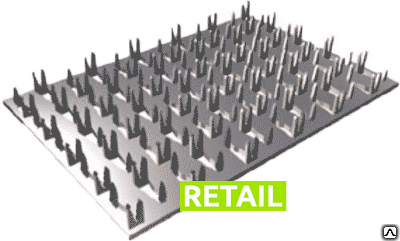
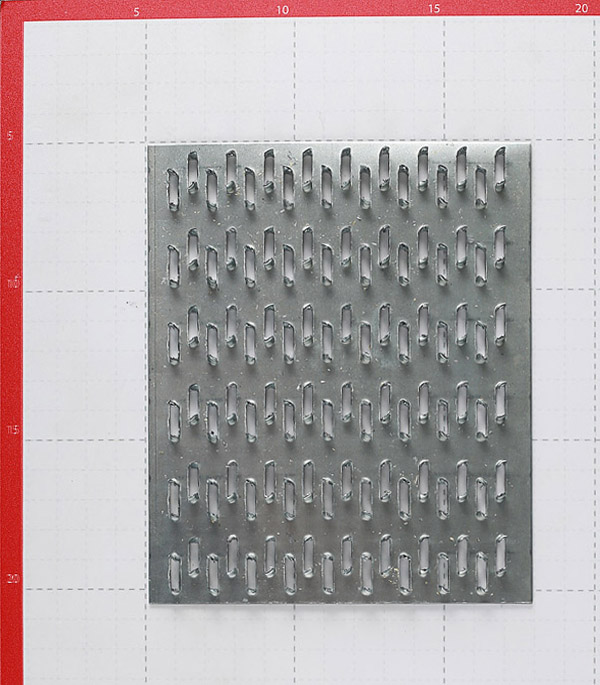
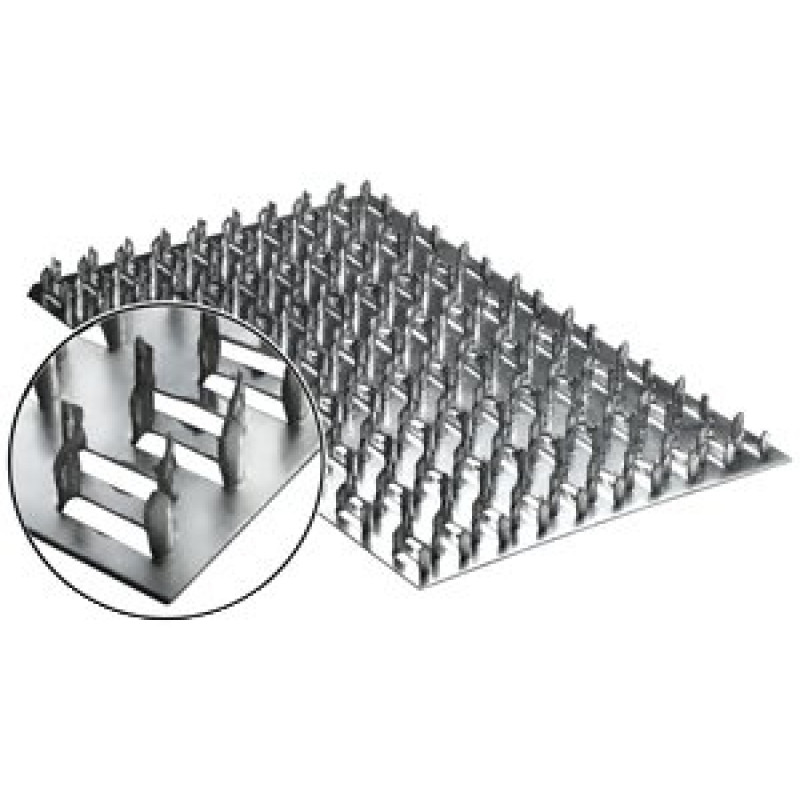
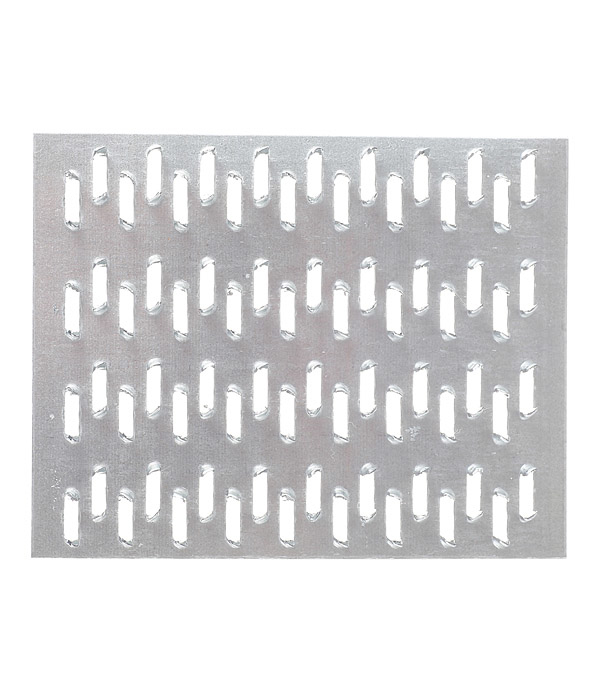
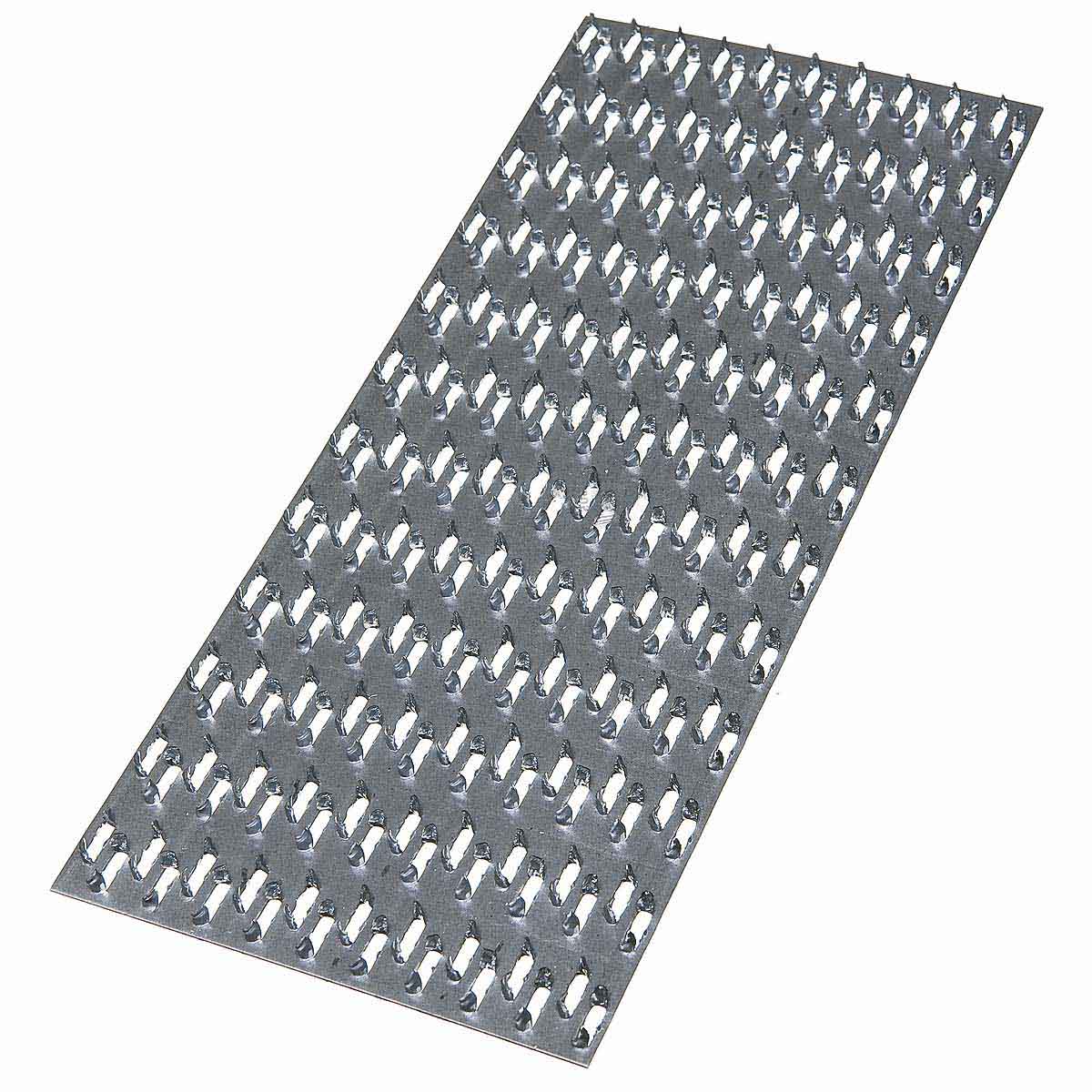
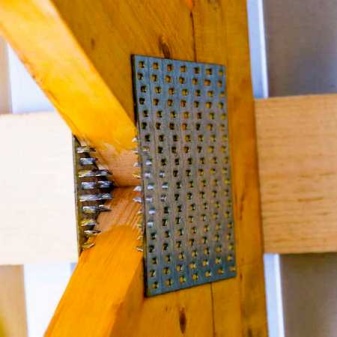
Ez egy horganyzott acéllemezből készült szalag (lemez), bélyegzett szögekkel (fogakkal). A körömlemezek hidraulikus présen történő hideg sajtolással történő előállítása lehetővé teszi kiváló minőségű összekötő elemek előállítását. A standard betétfogak 8 milliméter magasak. Egy körömlemez 2–16 soros fogat tartalmazhat
A körömlemezt a ház szarufarészének rögzítésére, valamint a keretház építésének csatlakoztatására használják. Ez egy horganyzott acéllemezből készült szalag (lemez), bélyegzett szögekkel (fogakkal). A körömlemezek hidraulikus présen történő hideg sajtolással történő előállítása lehetővé teszi kiváló minőségű összekötő elemek előállítását. A standard betétfogak 8 milliméter magasak. Egy körömlemez 2–16 soros fogat tartalmazhat.
 A körömlemez vastagsága 1 milliméter, a szélesség a szabványos mérettől függően 20-132 milliméter, a hossza pedig 76-1250 milliméter. A fém fogazatú összekötő lemezek segítségével ugyanabban a síkban fekvő fa szerkezeti elemeket, például deszkákat, gerendákat, gerendákat lehet szögek, csavarok vagy egyéb rögzítőelemek használata nélkül csatlakoztatni.
A körömlemez vastagsága 1 milliméter, a szélesség a szabványos mérettől függően 20-132 milliméter, a hossza pedig 76-1250 milliméter. A fém fogazatú összekötő lemezek segítségével ugyanabban a síkban fekvő fa szerkezeti elemeket, például deszkákat, gerendákat, gerendákat lehet szögek, csavarok vagy egyéb rögzítőelemek használata nélkül csatlakoztatni.
Mi ez és mire való?
A körömlemez egy rögzítőelem, amelyet fával való munkánál használnak. Ez egy fémcsík, éles fogakkal a munkarészen (a körmök analógja). A rögzítőelemek típusától függően az ilyen csapok különböző formájúak és méretűek lehetnek. A lemezek minimális vastagságúak, ezért az ilyen rögzítőelemek a szerkezetek építésének bármely szakaszában használhatók.
A fém fogazott lemezeket (rövidítve MZP) széles körben használják a fa szerkezetek építésére bármilyen célra. Ezeket tömegesen használják ipari és magánlakásokban, favázas szerkezetek felállításakor vagy szarvasrendszerek telepítésekor.

A modern konstrukcióban az ilyen kötőelemek nagyon népszerűek számos előnye miatt:
- a faelemeket nyúlványok nélkül kötik össze;
- kis súlyuk van, ami miatt nem terhelik tovább a szerkezetet;
- lehetővé teszi összetett rendszerek felszerelését nagyméretű speciális berendezések bevonása nélkül;
- megbízható és tartós kapcsolatot biztosít;
- korróziónak ellenálló.
