Csavar jelölés
A versengő gyártók sokáig a saját szabványaikat használták. Ez a rendszer számos jelentős változáson ment keresztül, ezután minden alkatrész kezdett megfelelni bizonyos paramétereknek, és ezek szerint van megjelölve. Ez a rendelkezés szükséges volt egy gyorsan fejlődő iparágban, ahol a szabványok hiánya bonyolította a gyártási folyamatot.

Jelenleg három egységes szabvány létezik, amelyek alapján a jelöléseket a csavarokra kell helyezni a könnyű használat érdekében:
- GOST;
- ISO;
- LÁRMA.
A csavarok és csavarok GOST szerinti ajánlott megnevezési sémáját a FÁK országaiban használják. A minőségi előírások követelményei érvényesek az élelmiszerekre, az ipari termékekre, a ruházatra stb. Az ISO egy 1964 -ben elfogadott nemzetközi mérési rendszer. Jelenleg ezt a szabványt a világ számos országában használják. A DIN -t Németországban alkalmazzák és használják. Ennek a rendszernek számos szabványa van.
Leírás
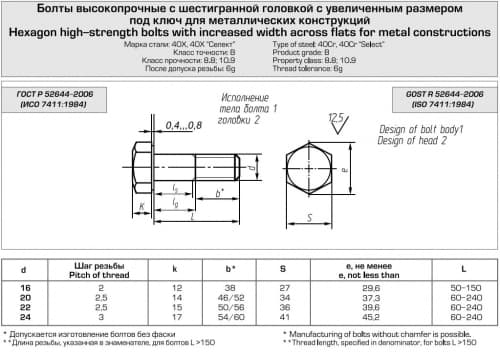
A nagy szilárdságú csavarokhoz hivatalos, érvényes GOST 52644-2006 van. Ez a törvény egységesíti:
-
csavarok méretei;
-
az ilyen kötőelem menetének hossza;
-
a szerkezeti elemek és a tervek változatai;
-
csavarási együtthatók;
-
az egyes termékek elméleti súlyát.
A DIN 6914 szabvány is vonatkozik rájuk. Alapértelmezés szerint ez a termék hatlapfejű csavarkulccsal rendelkezik. Erősen igénybevett acél kötésekhez készült. A rögzítőelem átmérője M12 és M36 között lehet. Méretük 3 és 24 cm között mozog.
Az ilyen csavarok használhatók a gépiparban, a motorépítésben. Hasznosak olyan területeken is, ahol erős rezgés aktív; végül felhasználhatók különféle típusú épületszerkezetekben. A helyes meghúzási nyomaték azonban fontos szerepet játszik. A túl kis nyomás gyakran a csatlakozás idő előtti tönkremeneteléhez vezet, a túl erős károsíthatja a kötőelemeket vagy a csatlakoztatandó szerkezeteket.


5 Hogyan húzzák meg a csavarokat?
A VPB feszítőereje többféleképpen állítható. Az alábbiakban felsoroljuk őket:
- A csavarkulcs ütéseinek száma szerint.
- A rögzítőelem tengelyirányú feszítésével.
- Az anya forgásszöge szerint.
- A csavarás pillanatára.
Itt tudnia kell, hogy a nagy szilárdságú kötőelemek meghúzási lehetőségétől függetlenül elengedhetetlen a kötőcsavarok használata. A feszültség kezdeti szakaszában a VPB fejét meg kell tartani. Maga a folyamat a kapcsolat legnehezebb részétől vagy annak közepétől történik. Nyomatékkulcsot használnak a csavar meghúzására bizonyos erőfeszítés érdekében. Ez az eszköz lehetővé teszi a csatlakozás meghúzási nyomatékának (együtthatójának) egyértelmű meghatározását.
A csatlakozó meghúzása nyomatékkulccsal a következő:
- a csomagot rögzítőelemekkel húzzák meg;
- minden csavar (beleértve a rögzítőcsavarokat is) meg van húzva egy adott erőre;
- a dugók ki vannak ütve, a VPB a helyükre van szerelve.
Ezt követően a beszerelt rögzítőelemeket csavarkulccsal meg kell húzni. Az M24 csavarokat gyakran csavarkulccsal húzzák meg, amelyet az anya bizonyos szögben történő elforgatásával kalibrálnak. Egy ilyen szerszám lehetővé teszi legalább 1600 Nm meghúzási nyomaték elérését. A készülék kalibrálása az M24 csavarokhoz a munka megkezdése előtt történik. A leírt csavarhúzó felszerelhető cserélhető kúpos fejjel. Túlsúlyosak. Ennek eredményeképpen csökkenthető a csavarás miatti teljesítményveszteség. A fejek nagy súlya nem az egyetlen jellemzőjük. Ezenkívül szükségszerűen hőkezelésnek vannak kitéve. Ezenkívül úgy történik, hogy a cserélhető eszközök keménysége a HRC skálán 35–45 egység.
 A nagy szilárdságú csavarok meghúzása
A nagy szilárdságú csavarok meghúzása
Az M24 csavarokat nem egy csavarkulccsal, hanem kettővel lehet meghúzni. Ez a technika lehetővé teszi a legpontosabb nyomaték elérését. Elég gyakran használják. Ebben az esetben az első kulcs (kiskulcsnak nevezett) legfeljebb 200 Nm nyomatékot hoz létre. Ezután vegye be a második szerszámot (nagy). Ezzel a kulccsal végezzük el a végső meghúzást. 1600 Nm nyomatékot biztosít. A nagy szilárdságú csavarok M20, M16, M30 és így tovább (minden M24 kivételével) meghúzását a legtöbb esetben az axiális erőre való hivatkozással kell elvégezni. A műveletet elektromos vagy pneumatikus kulccsal végezzük. A fémszerkezet összeszerelése előtt tárolni kell.
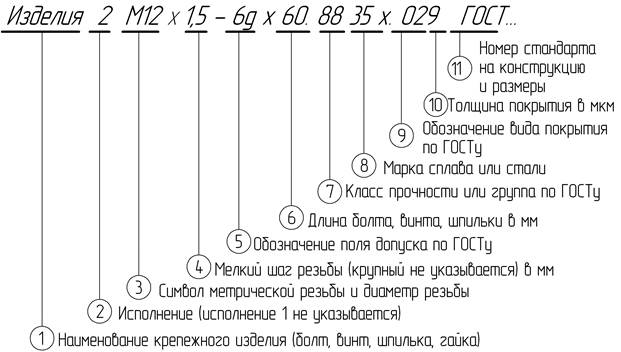

Termék 2M12x1.50LH-5gx50.66.A.047 GOST 7798-70
- Termék. Ezen a helyen írják az alkatrész nevét: csavar, csavar, hajtű stb.
- A minőségi osztályt a GOST diktálja, ezért előfordulhat, hogy nem adható meg. Három osztály létezik - A, B és C, ahol az A jelölés az alkatrész legnagyobb pontosságát jelzi.
- A 2 -es szám a teljesítményt jelöli. Csak négyféle teljesítmény létezik. Az 1. végrehajtás alapértelmezés szerint nincs megadva.
- M a menet típusának megjelölése. Nevének első betűje szerepel: metrikus, kúpos vagy trapéz alakú.
- 12 - csavar átmérője milliméterben.
- 1,5 menetmenet, nem adható meg, ha egy adott átmérőjű menethez alapvető.
- LH - annak jelölése, hogy ennek a csavarnak bal menete van. Ha a termék a fő (jobb) szállal készült, akkor ezt nem tüntetik fel.
- Az 5g jelzi, hogy a szál milyen pontossággal van elvágva. Az osztályokat 4 -től 8 -ig lehet számozni, a 4 a legpontosabb osztályzat.
- 50 - csavarhossz (jelölés milliméterben).
- 66 - a termék szilárdsági osztálya. A csavar fején ezeket az indikátorokat egy ponttal kell elhelyezni a számok között. Ne tegyen egy pontot a legendába.
- A - az acél gyártásához használt jellemző. Ebben az esetben jelezni kell, hogy a csavart szabadon vágott acélból öntötték. A C betű azt mondja, hogy az alkatrész nyugodt acélból készült. Ez a paraméter jellemzi a csavar szilárdsági osztályát. Ez azt jelenti, hogy az osztály magasabb, mint 8,8.
- A 047 jelzi a bevonat típusát és vastagságát a terméken. Többféle bevonat létezik - 01 -től 13 -ig. Ebben az esetben a bevonat típusa 04, vastagsága 07 µm.

A csavaros rögzítők szimbóluma lehetővé teszi, hogy a lehető legpontosabban teljesítse az adott termékre és kialakításra vonatkozó követelményeket. A minőségi előírások betartása a kulcs a projektkövetelmények sikeres teljesítéséhez. Megjegyzés, hogy a termék megfelel a GOST -nak, lehetővé teszi az alkatrész tulajdonságainak tanulmányozását ezen dokumentumok szerint, és azt jelenti, hogy teljes mértékben megfelel a szabványoknak. A GOST szabványok megfelelnek más egységes rendszereknek. Az egyik rendszerről a másikra történő átvitelhez elegendő a metrikus konverziós táblázat használata.
2
A hardver szimbóluma a Szovjetunióban jelent meg a múlt század elején. A teljes megnevezésben feltétlenül minden paraméter szerepel, a hardver nevétől és erősségi osztályától kezdve a szabvány számáig. 13 pozícióból áll. Először a termék nevét, majd a pontossági osztályt kell feltüntetni. A harmadik pozíciót a termék kivitelezése foglalja el. Az állami szabványtól függően 4 változatban lehet. Ha az 1. végrehajtást alkalmazzák, akkor nincs feltüntetve. A 2 -es verzió termékei a menetes rész végén lyukkal vannak ellátva, és 3 - egy pár átmenő lyuk a fejben. A hardver 4 -es verziója nem tartalmaz további lyukakat.
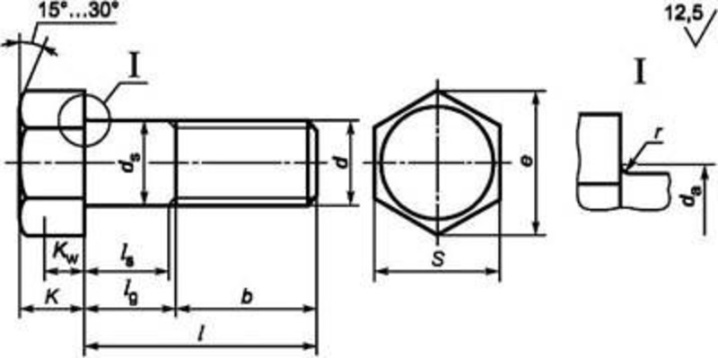
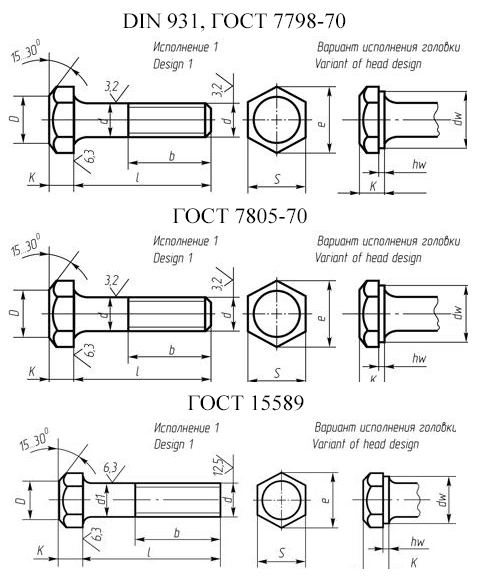
A referenciakönyvekben elhelyezett rajzokon olyan paraméterek vannak megjelölve, mint a rúd hossza, átmérője és menete az egyes hardvertípusokhoz. Ezenkívül a megnevezés meghatározza a menet névleges átmérőjét, menetét, irányát és tűrését. A nyolcadik pozíciót a termék hossza foglalja el. Az erősségi osztály mögötte van feltüntetve. Ezenkívül ebben az esetben a névleges végső ellenállás és a hozampont értékeit nem lehet határolni ponttal.Az alábbiakban az önálló vagy csendes acél használatát mutatjuk be. Ezt követi az anyag minősége. Az utolsó két pozíciót a lefedettségi információ és az állami szabványszám foglalja el.
Miben különböznek a nagy szilárdságú csavarok a hagyományos csavaroktól?
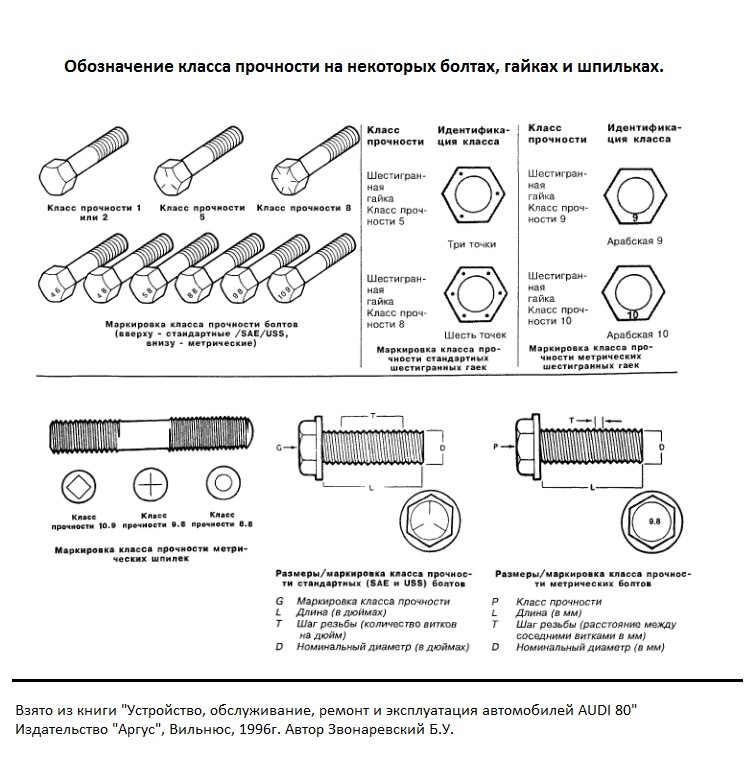
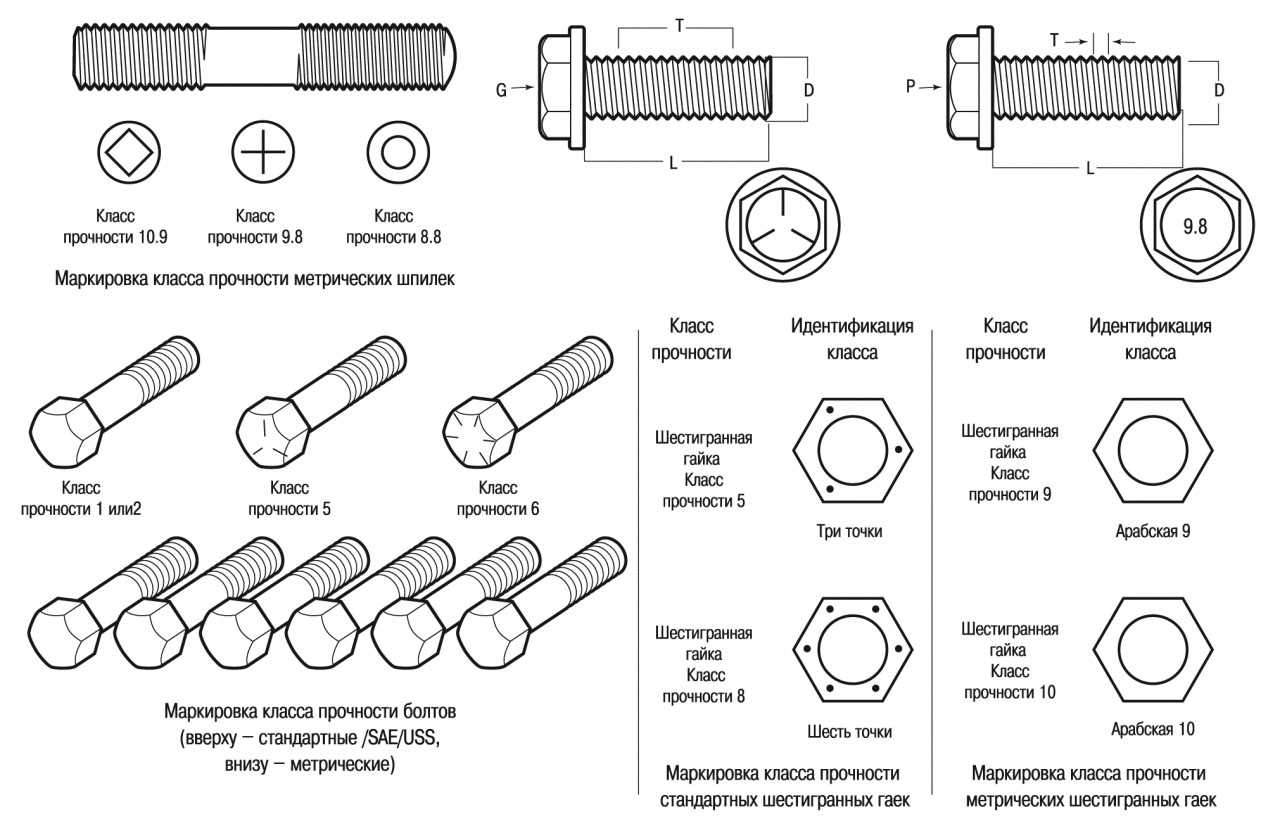
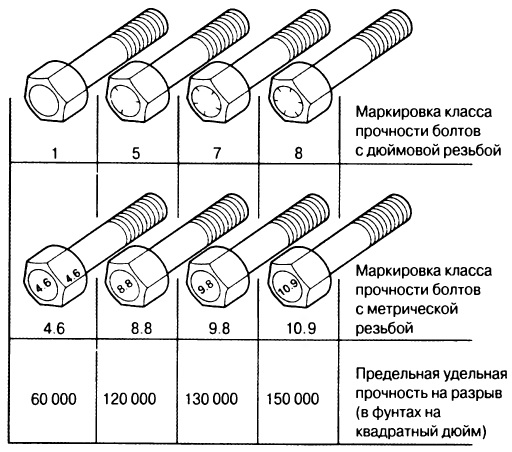
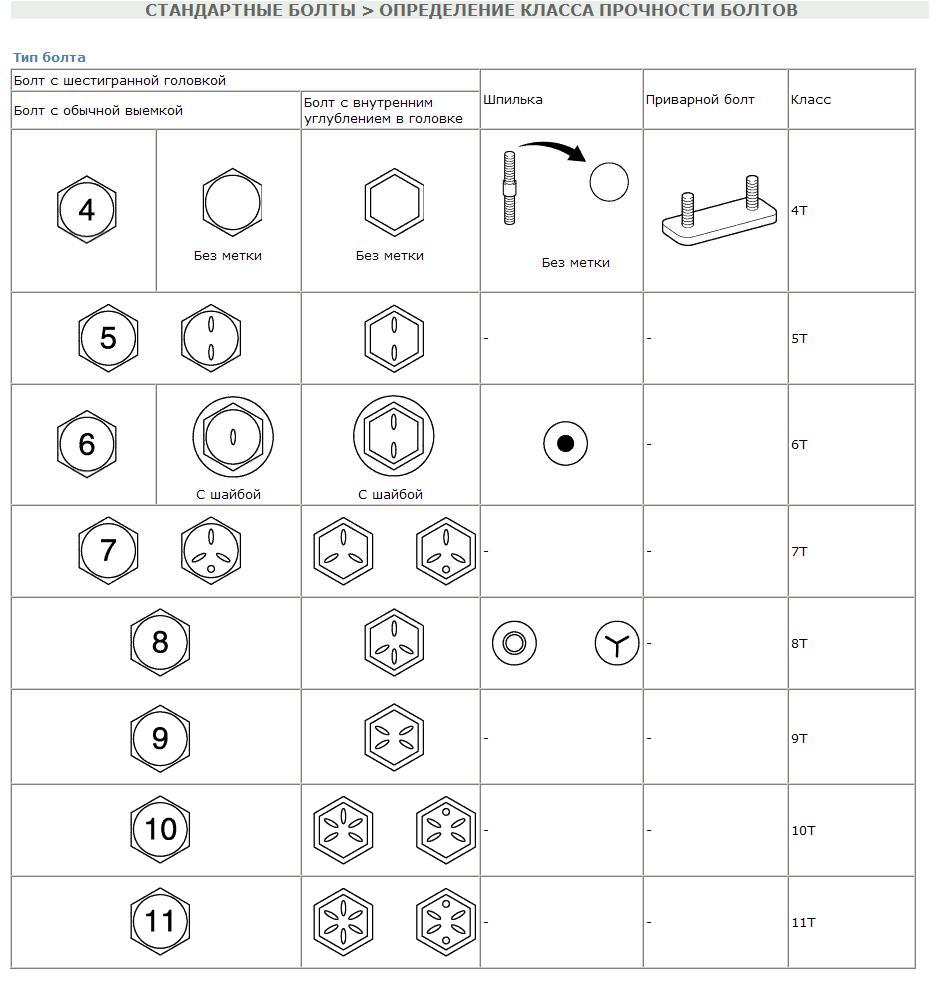
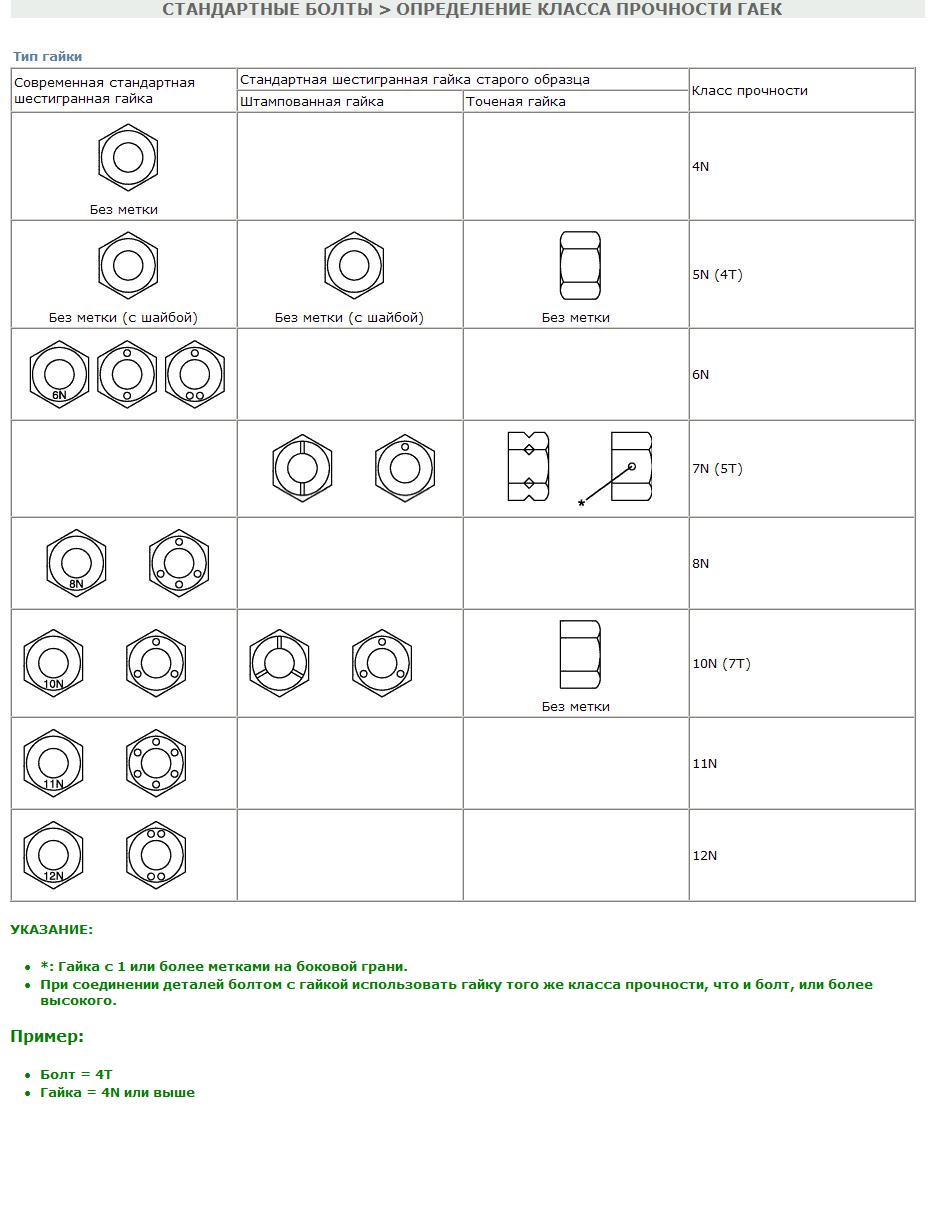
Minden rögzítőelemnek meg kell felelnie a jelenlegi GOST szabványokban meghatározott szilárdsági osztálynak. Az erősségi osztálynak 11 jelölési kategóriája van. A jelző számok az erőt jelzik. Ha megszorozzuk az első számjegyet 100 -zal - a végső erőt kapjuk. A második számjegyet megszorozzuk 10 -gyel - megkapjuk a kamatláb korrelációs szakítószilárdságát.
A nagy szilárdságú csavarokat a 9.8, 10 és annál magasabb osztályba sorolják. A fő különbség a hagyományos csavarok és a maximális szilárdsági osztályú csavarok között az a fizikai és mechanikai tulajdonság, amely lehetővé teszi a rögzítőelemek nagy terhelésének elviselését. A nagy szilárdságú csavarok működése zord éghajlaton ("ХЛ" jelölés), átlagos hideg hőmérsékleten ("U" jelölés) történhet. A csavarok m12 - m36 menettel készülnek.
4.5. A csatlakozók elfogadása és lezárása, teljes szétszerelésüktől függően
4.5.1. Nem számít az út
feszültség, a vezérlőnek mindenekelőtt külső vizsgálatot kell végeznie
nagy szilárdságú csavarokat szállít, és győződjön meg arról, hogy minden csavar megfelelő
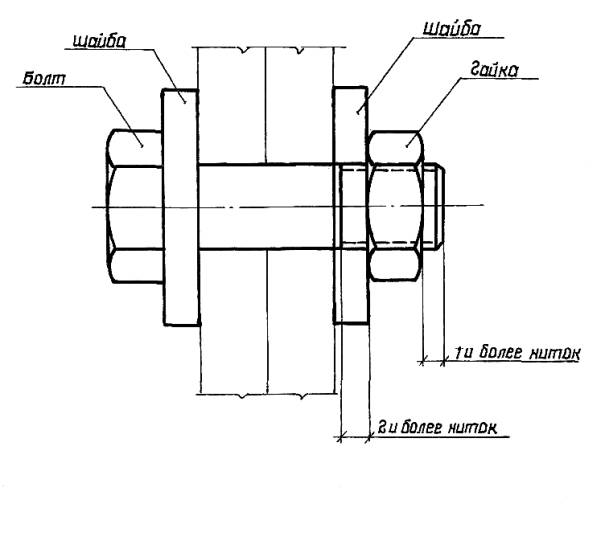
a megállapított jelölések, alátétek minden fej és anya alatt vannak; hangszórók
az anyán kívül a csavarok részei legalább egy menettel rendelkeznek az anya felett és
kettő az anya alatt; az összeszerelt egység viseli az ezeket végrehajtó dandár bélyegzőjét
munka ().
4.5.2. A csavarok száma az egységben,
táblázatban fel van tüntetve az ellenőrzés. 3.
3. táblázat
|
Mennyiség |
Mennyiség |
|
Előtt |
100 |
|
6-20 |
5 |
|
21 |
nem |
4.5.3. Ha az eredmények nem egyeznek
pont 3.5.1. legalább egy csavar esetén dupla
csavarok száma. Ha ebben az esetben hibás csavart talál,
az adott csatlakozás összes csavarját figyelik.

Rizs. 3
4.5.4. Ellenőrzési eredmények
függetlenül a feszítési módtól, külön naplóban kell rögzíteni ().
4.5.5. Felelősség azért
a csavarbeállítás minőségét a vállalkozó viseli.
4.5.6 A csomag esztrich tömítettsége
vastagságmérővel ellenőrizni. 0,3 mm a meghúzott csavarral szemben,
az alátét korlátozza. A szonda nem mehet át a területen összeszerelt alkatrészek között
korlátozza az alátét (a továbbiakban a kapott alátét).
4.5.7. Minden kapcsolaton, mint pl
általában a magjelzést alkalmazzák a kapcsolatot végző csapatra és a személyre
aki irányította. A bélyegző számát a felosztáshoz sorrendben rendelik hozzá,
kapcsolatok létrehozása. Ha a csavarokat viaszos módszerrel készítik elő,
a "P" betűt a bélyegzővel kell ellátni.
4.5.8. A kapcsolat elfogadása után
szabályozó, a kontúr mentén minden kötést alapozni kell. Ha a projektben
az objektum nem rendelkezik primer márkával, megengedett primerek használata
FL-03K, GF-021 száraz pigment hozzáadásával olyan konzisztenciához, amely kizárja
az alapozó beáramlása a csomagba.
4.5.9. Feszítő eszköz
szerint a csavarozást és a felület előkészítését fogadják el
«Alkalmazási útmutató beállított hangszer a színpadra állításhoz
nagy szilárdságú csavarok ". MMSS Szovjetunió Moszkva 1985 ().
1
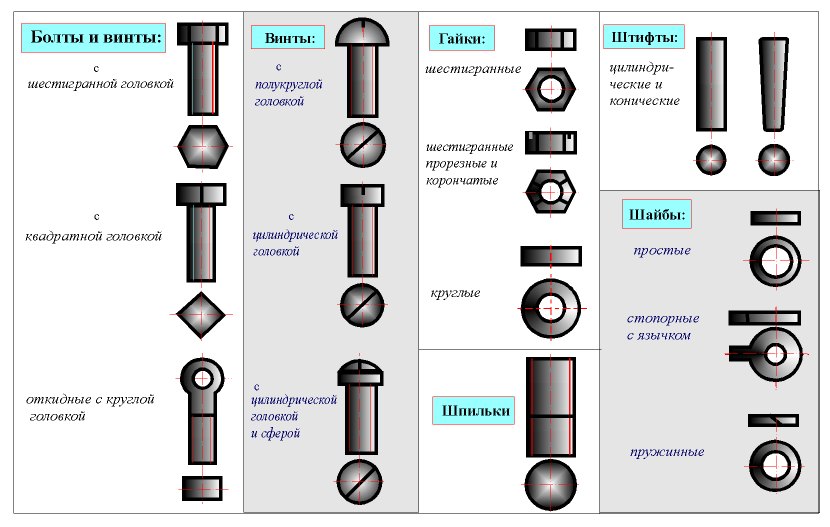
Ez a rögzítő széles alkalmazást talált. Lehetetlen elképzelni olyan ipari területet, amely nem használ csavarokat. Építőipar, repülés, gépipar, hajógyártás és csak a mindennapi élet - mindezen területeken pótolhatatlanok. Segítségükkel erős, megbízható és nagyon kényelmes, leválasztható csatlakozást kaphat. Ez a rögzítő két részből áll - egy rúdból, amelyre a menetet felviszik, és egy fejből. Leggyakrabban hatszög alakú.
A hardvereket a termék célja, alakja és szilárdsága alapján osztályozzák. Maradjunk részletesebben az erőosztály fogalmánál.Ez a tulajdonság határozza meg a rögzítőelem mechanikai tulajdonságait. Összesen 11 osztály van. Két számmal vannak jelölve, ponttal határolva. Az első szám 100 -zal megszorozva a névleges ideiglenes ellenállásnak felel meg. Például a 3,6 pontossági osztályú kötőelemeknél 300 N / mm 2. És ha megszorozzuk a következő számot 10 -gyel, megtudjuk a névleges hozamszilárdságot. A fenti csavar esetében 60 N / mm 2 lesz.
Bútorcsavar
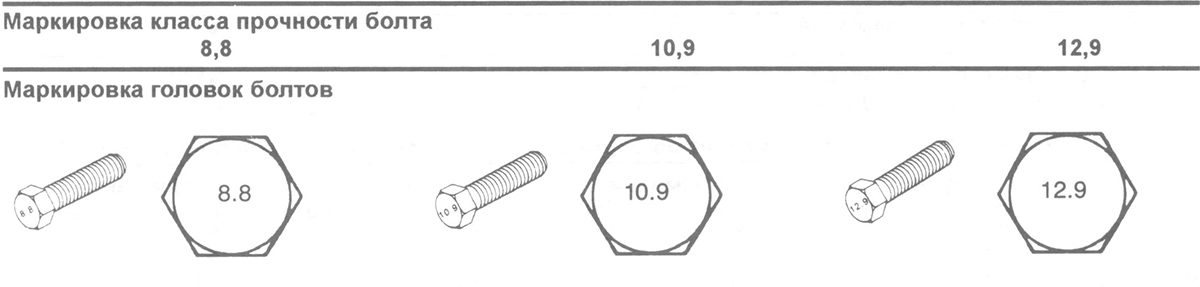
Vannak különlegesek, amelyek erősségi osztálya legfeljebb 5,8. Elsősorban az építőiparban és a bútoriparban használják. De az ekevasaknak és a közúti rögzítőknek már magasabb szilárdsági osztályuk is lehet - 8,8. Az első a mezőgazdasági gépekhez való tartozékok telepítésében találta meg alkalmazását. A legmagasabb szilárdsági osztályt (12,9 -ig) a gépészeti termékek birtokolják, mivel ők vesznek részt a kritikus szerkezetek összeszerelésében.
A csavarok csuklópántosak, a GOST 3033–78 szabvány szerint készülnek. Jellemzőjük a fej, amely a csuklós csukló mozgatható része formájában készül. De a szemcsavar felső része, amelynek jellemzőivel részletesebben megismerkedhet a GOST 4751-73 tanulmányozása után, egy gyűrű. Ezek a termékek különösen relevánsak a telepítések, a ki- és berakási műveletek, valamint a vontatás szempontjából. És mindezt az egyedi kialakításnak köszönhetően. A csavarrúd be van csavarva a furatba, és egy horog akasztható a gyűrűre, kötél köthető.
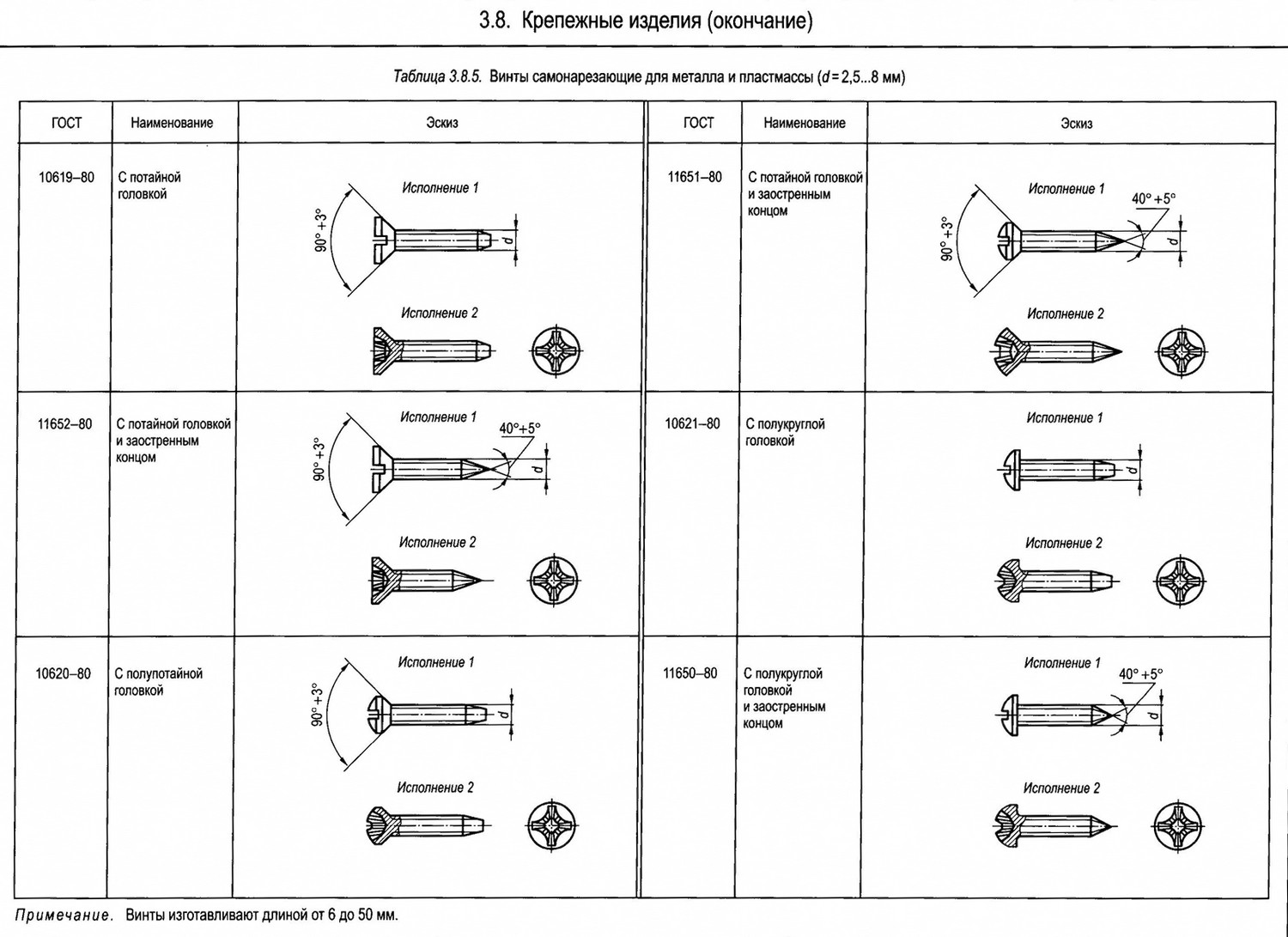
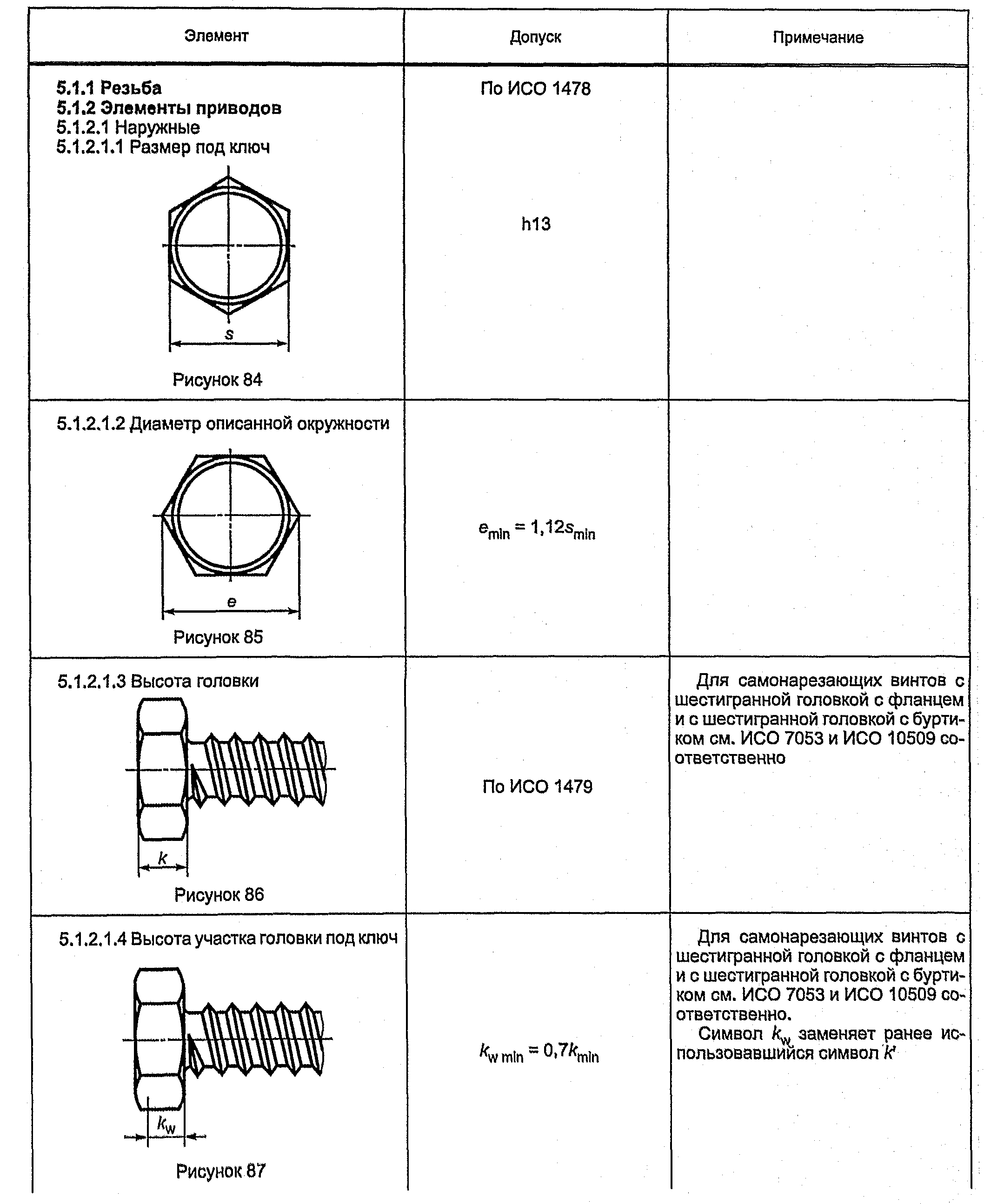
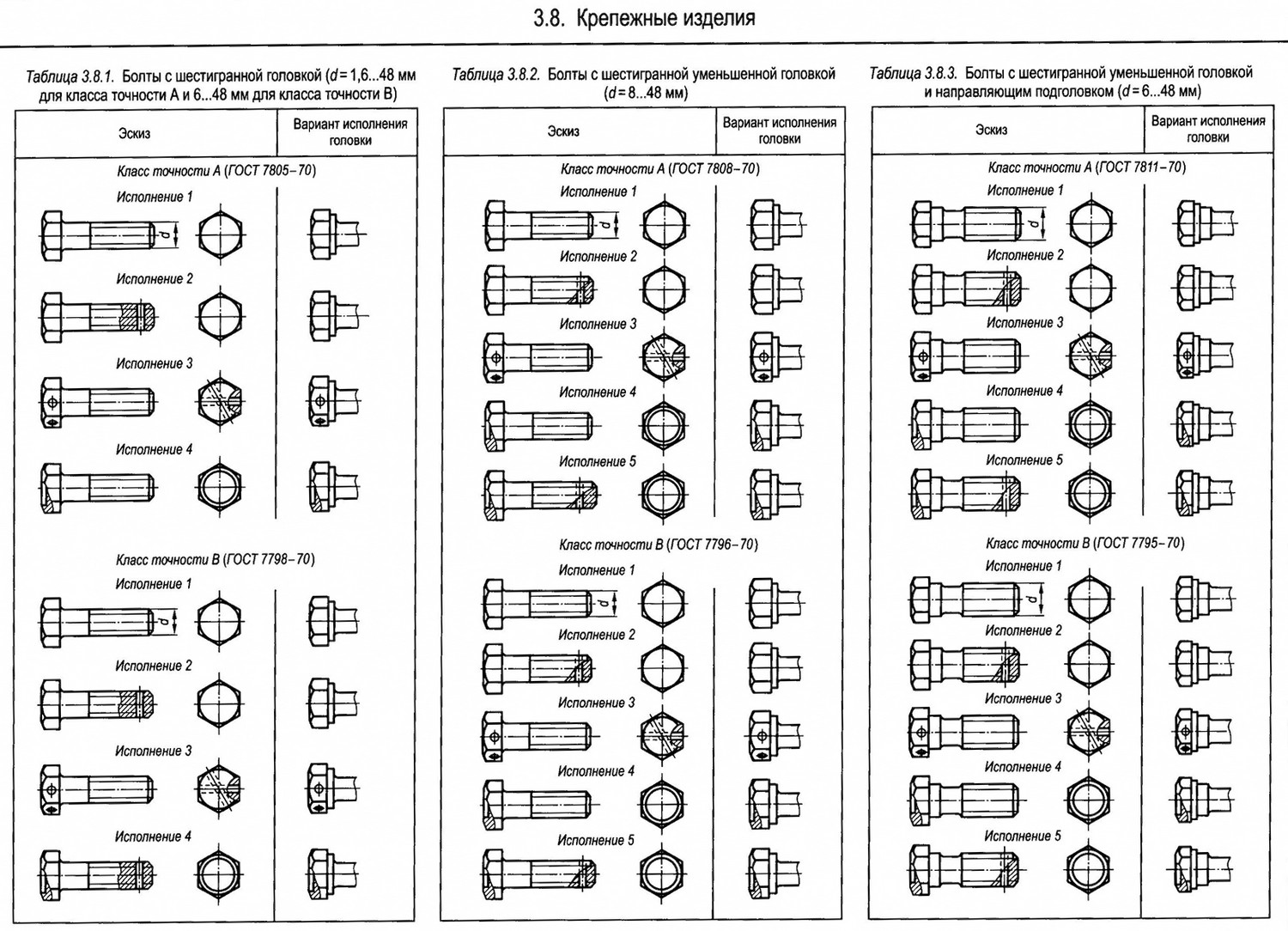
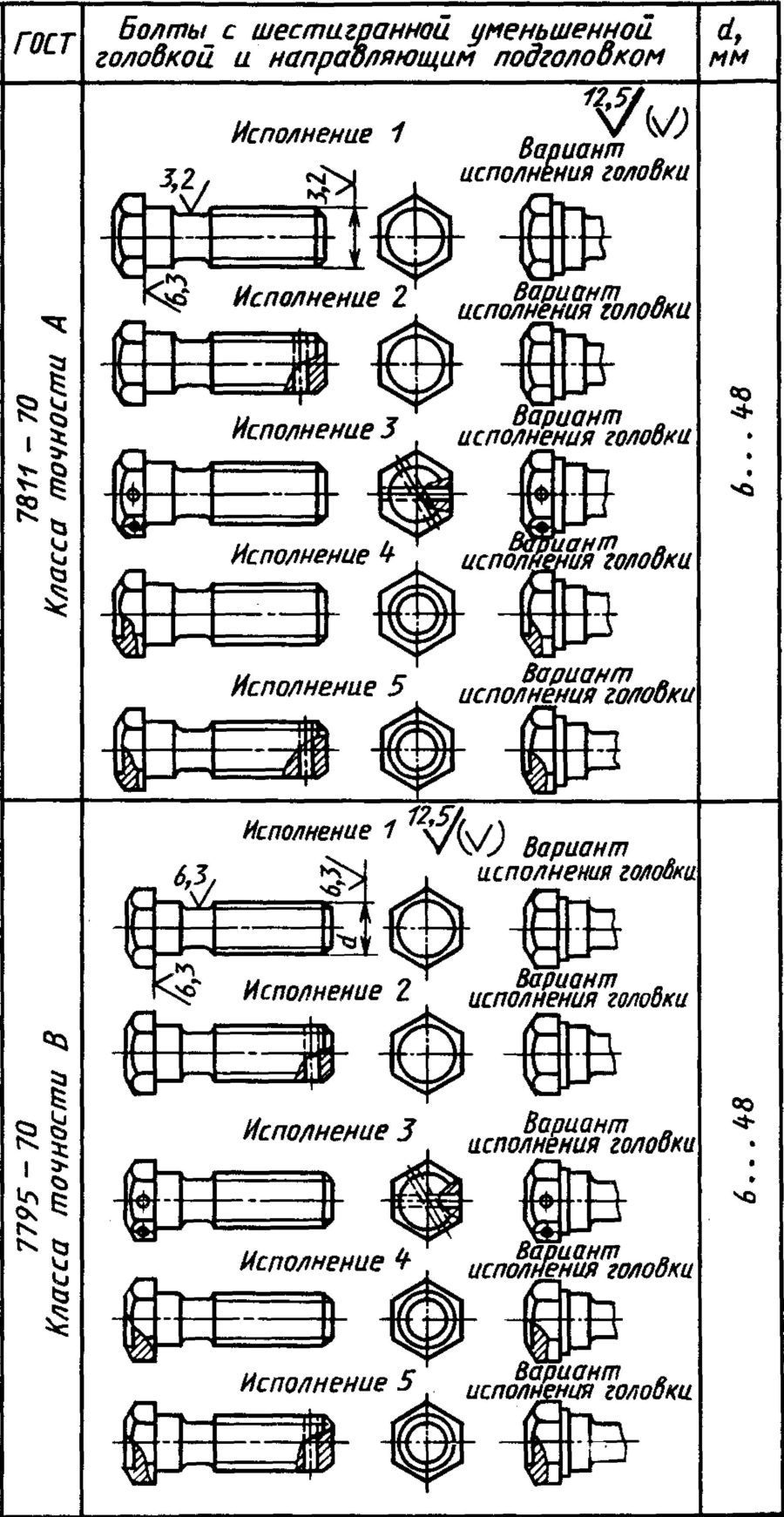
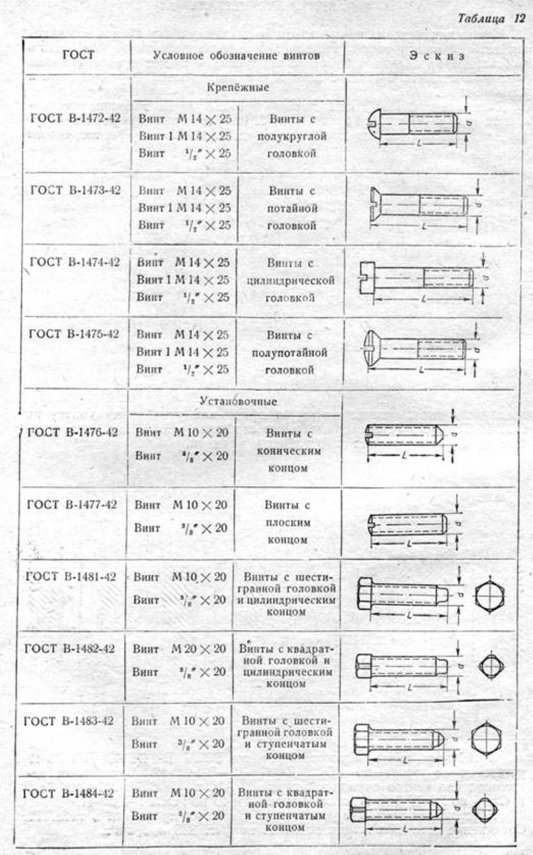
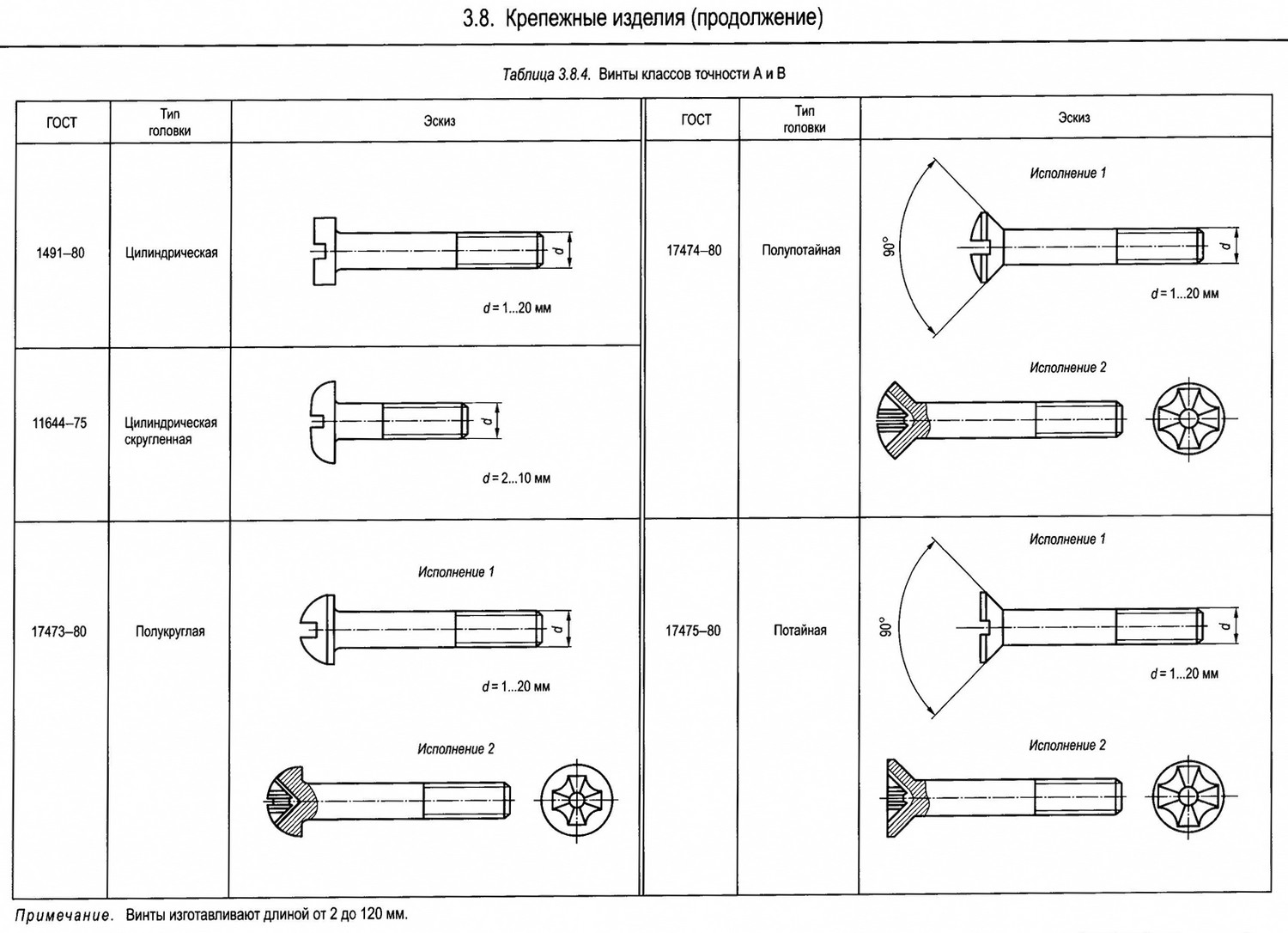
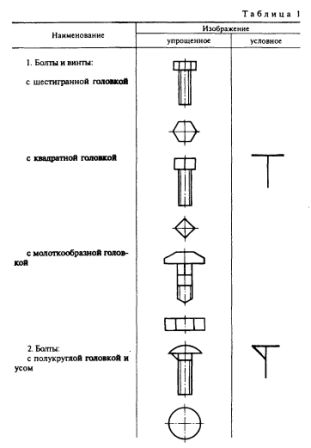
A csavarfejek különbözőek lehetnek. A leggyakoribbat joggal nevezhetjük hatszögnek, amely ideális esetben illeszkedik egy csavarkulcshoz. Ezeket a termékeket a GOST 7798.7817–80, 10602–94 és 18125–72 szabványokban meghatározott követelményeknek megfelelően gyártják. Vannak azonban félköríves és süllyesztett fejű hardverek is (GOST 7783–81, 7801–81, 7802–8 és 7785–81, 7786–81, 17673–81). Figyelemre méltóak a karimás termékek. Szerkezetileg szabványos alkatrészekre hasonlítanak, csak kiegészítő karimájuk van. Úgy néz ki, mint egy közönséges dió.
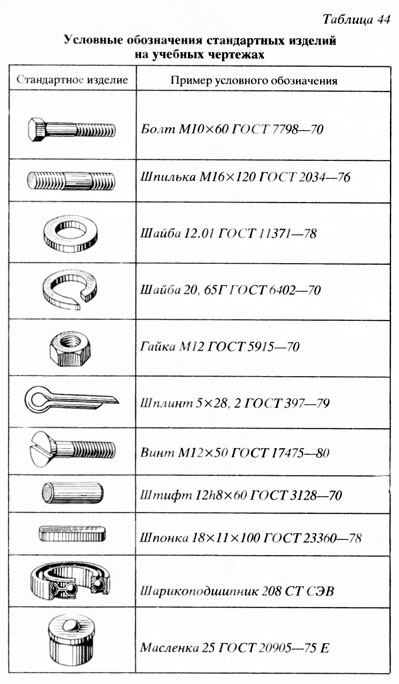
Számok dekódolása
A rögzítőcsavarok legteljesebb jelölését a táblázat tartalmazza. Mind alfabetikus, mind numerikus jelentése van, és mindezek a szimbólumok szigorúan meghatározott GOST sorrendben találhatók. Ha ilyen jelölést tüntet fel egy építési vagy szerelési projekt specifikációjában, bármely mérnök könnyen megértheti, hogy milyen hardverről van szó, és milyen jellemzőkkel rendelkezik.
Szemléltető példaként tekintsünk egy hardvert, amelynek a jelölése a fején található: A3M12x1.50LH-4gx60.66 csavar. S. 097.
- Az első a termék neve. A "csavar" szó helyettesíthető egy másik termék nevével, amely jelölés alá esik.
- Az A betű a termék pontossági osztályát jelöli. Összesen 3 pontossági osztály létezik: A, B, C. A azt jelenti, hogy a csavar pontossága magas.
- A 3. szám ismerteti a termék végrehajtásának típusát. A szabványok szerint 4 típusú végrehajtás létezik, de az 1. típus nincs feltüntetve a jelölésben.
- A következő M betű arról tájékoztat, hogy milyen típusú menet van a csavar szárán. A menet típusa kúpos, metrikus vagy trapéz alakú. Az M betű metrikát jelent.
- A 12 -es szám a csavar száránál milliméterben jelzi az átmérőt. Figyelemre méltó, hogy csak az A osztályú termékek rendelkeznek M12 jelöléssel.
- Az 1.50 szám információt ad a csavar megütésének dőlésszögéről. Ha a menetmenet szabványos az átmérőhöz, akkor ez nincs feltüntetve a jelölésben.
- Az LH betűk azt jelzik, hogy a csavar bal menetű. Abban az esetben, ha a menetvágást szabványos jobbkezesként végzik, ez nem jelenik meg a jelölésben.
- A 4g jelölés a pontossági osztályt jelzi. A menetet 4 -től 8 -ig terjedő skálán kell elvágni. Minél alacsonyabb a mutató, annál pontosabban készül a menet a hardveren.
- A 60 -as szám a csavar hosszát jelzi. Ebben a példában 60 mm.
- A 66 -os szám erőről beszél. Ezeket az ideiglenes keménységi paramétereket egy pont választja el a hosszúságtól.
- A következő betű az ötvözött acél minőségét jelöli, amelyből a csavar készül. A C betű azt jelenti, hogy a hardver úgynevezett nyugodt acélból készül. Ha az A betű szerepelne a jelölésben, az azt jelentené, hogy az acél automata.
- A 097 számok azt mutatják, hogy a hardver milyen bevonattal rendelkezik. Összesen 13 típusú bevonatot különböztetünk meg, a 9. számú horganyzott hardvert. A 7 -es szám a bevonat vastagságát jelöli mikronban, esetünkben a horganyzott bevonat vastagsága 7 mikron.
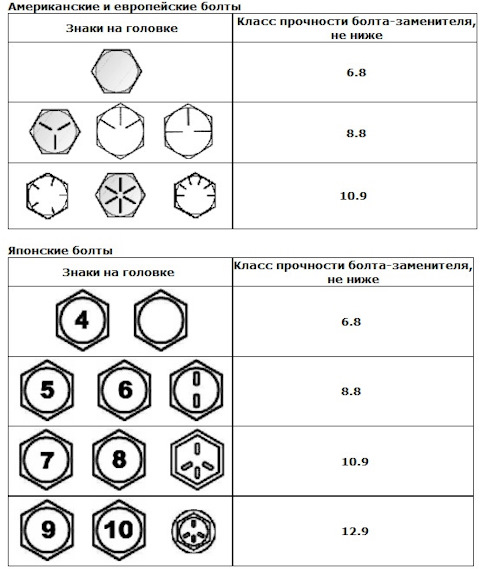
Hazánkban elfogadott, a hardverre és azok jelölésére vonatkozó egységes követelmények lehetővé teszik a kötőelemek pontos és gyors kiválasztását. Az európai vagy amerikai gyártmányú termékek esetében a jelölés eltérő, mivel a méretek hüvelykben vannak megadva. A konverziós táblázatok a hüvelyk jelölések olvasására szolgálnak.
Mindent a csavarok jelöléséről az alábbi videóban.
2 Anyák és csavarok szabványok röviden
Jelenleg minden menetes csatlakozás egységes a nemzetközi és állami szabványok (ISO, GOST, DIN) szerint. Az ilyen egyesítés szükségessége kezdettől fogva nyilvánvaló volt, de nem minden anya és csavargyártó törekedett erre. Jövedelmezőbb volt számukra, ha saját termelési szabványokkal rendelkeztek.

Az első egyesítési rendszert Vitvoort találta ki 1841 -ben Nagy -Britanniában. A britek a mai napig használják. A következő csavarmenet szabványok is érvényesek:
- az Sellers által 1864 -ben létrehozott amerikai faragási rendszer;
- egy egységes rendszer (angolul beszélő országokban használatos), amely az Sellers és a Whitworth rendszeren alapul;
- DIN - német rendszer (vannak szabványok DIN EN, DIN ISO és mások);
- Az ISO egy metrikus szabványos rendszer, amelyet 1964 óta használnak számos országban.
A hetvenes években az ISO -t az Egyesült Államok Nemzeti Intézete ANSI / ISO -re frissítette. Most őt tartják a menetes kapcsolatok leggyakoribb szabványának.
A Szovjetunióban, és most Oroszországban és a FÁK -ban gyakrabban használják a GOST -eket - kötelező állami (államközi) szabványokat.
Hogyan kell megfelelően meghúzni és kicsavarni a csavart
Leggyakrabban a háztartási különböző szerkezetek csavaros csatlakozásainak meghúzásakor szokásos csavarkulcsokat használnak - foglalatos, nyitott végű és gyűrűs csavarkulcsokat. Ebben az esetben azonban nehéz pontosan meghatározni a meghúzási nyomatékot, ezért az ipari termelési és javítóműhelyekben a tapasztalt lakatosok speciális nyomatékkulcsokat vagy pneumatikus csavarkulcsokat használnak, amelyek fő előnye a szükséges meghúzási szint beállítása, a mechanizmus típusától függően.
A csavar kicsavarásához használja ugyanazokat a csavarkulcsokat, de régebbi kiviteleknél leggyakrabban a csavarok erősen "tapadnak" az anyához a korrózió miatt. A biztonságos lecsavarás érdekében számos egyszerű módszert alkalmaznak:
- áthatoló kenőanyag használata WD-40 típusú aeroszol;
- a rozsdás csavar enyhe megütése kalapáccsal, hogy megtörje a rozsdát a menetes csatlakozás profiljában;
- kissé elfordítva az anyát a meghúzás irányába (csak néhány fok).
Felhasználási területek
Az extra erős kötőelemek több felhasználási területét már azonosították. De nemcsak az építőipar és a gépipar fémszerkezeteihez használható, mint gyakran gondolják. Ezekre a termékekre mezőgazdasági gépekhez és sínrögzítésekhez is szükség van. A fő jellemző az alkalmasság olyan szerelési kötésekhez, amelyek nagyon nagy terhelésnek vannak kitéve, és ezért nem alkalmazhatók szabványos rögzítési módszerek. Az ilyen kötőelemekre a legnehezebb konstrukcióban is igény van - hidak, alagutak, magas tornyok és tornyok építésében.
A nagy szilárdságú csavarok minden részének természetesen nagyobb megbízhatósággal és mechanikai szilárdsággal kell rendelkeznie. Minden olyan csatlakozás, ahol ilyen rögzítőelemeket használnak, a nyírásálló kategóriába tartozik. Ilyen rögzítők használatakor nem kell fúrni vagy tisztítani a lyukakat. A nagy szilárdságú csavart nemcsak fémbe, hanem vasbetonba is csavarhatja.Külön meg kell mondani a hatszögletű csavarokat.

Léteznek csökkentett fejmagasságú termékek is (és egyik alfajukat kis kulcsokhoz tervezték). A belső hatszögletű termékek azonban a következők miatt jók:
-
nagyobb kényelem;
-
fokozott erő;
-
optimális megbízhatóság.


4.2. Csatlakozások összeszerelése nagy szilárdságú csavarokon, amikor a csatlakozások teljes szétszerelése szükséges
Ha szükséges, végezze el a teljes szétszerelést
a csatlakozásokat el kell távolítani a tervezett terhelésről egy speciálisan erre a célra kifejlesztettre
vetítse és állítsa vissza a csomópontot a következő technológia használatával:
4.2.1. Technológiai folyamat
a csatlakozók összeszerelése biztosítja:
- szerkezetek vizsgálata és hitelesítése
megfelelnek-e a projekt követelményeinek és az SNiP III-18-75 fejezetének (a gyártási szerkezetek pontossága szempontjából);
- lyukak összehangolása és rögzítése
az elemek és a csatlakozó alkatrészek tervezési helyzetében rögzítő dugók segítségével
(A lyukak számának 10% -a, de nem kevesebb, mint 2 db.);
- forgalomkorlátozásoktól mentes telepítés
nagy szilárdságú csavarfuratok;
- geometriai ellenőrzés
az összeszerelt szerkezetek méretei;
- a csomag szoros esztriche;
- a mellékelt feszültség
nagy szilárdságú csavarok a projekt által biztosított erőhöz;
- dugók eltávolítása, behelyezés
a nagy szilárdságú csavarok kiszabadult lyukait és azok feszességét a tervezéshez
erőfeszítések.
4.2.2. Különbség a vastagságban
elemek, amelyek átfedésekkel vannak átfedve, és amelyeket a fedvények elhelyezése előtt határoznak meg
vonalzó és tapintó segítségével nem haladhatja meg a 0,5 mm -t.
4.2.3. Síkbeli különbséggel
0,5–3 mm -ig összeillesztendő részek a bélés egyenletes hajlítása érdekében
a kiálló rész szélét csiszolókövvel kell simítani legfeljebb
30 mm -re az alkatrész vágásától, amelynek lejtése nem meredekebb, mint 1:10. 3 -nál nagyobb síkkülönbséggel
mm, tömítéseket kell használni. A tömítések használatát meg kell állapítani
tervező szervezettel.
4.2.4. Csavarok hossza
a csomag vastagságától függően kerülnek kiválasztásra ().
4.2.5. Lyukak fúrásakor
a kezelt felületű elemekben nem szabad hűtést használni
olajat tartalmazó folyadékok.
4.2.6. A csatlakozások összeszerelése legyen
közvetlenül nagyszilárdságú csavarokon és dugókon gyártható. Más csavarok behelyezése
az összeszerelési minőség tilos.
4.2.7. Minden csavar
két nagyszilárdságú alátéthez van felszerelve (az egyik alá van helyezve
a csavar feje, a másik az anya alatt).
4.2.8. Dió meghúzva
tervezési erőfeszítés, semmi nincs rögzítve.
4.2.9. A telepítéskor
nagy szilárdságú csavarok, az anyáknak szabadon kell lenniük (kézzel) a menetre csavarva.
Ellenkező esetben az anyát vagy csavart ki kell cserélni, és el kell utasítani a csavarokat és
diót küldjön az újbóli előkészítéshez.
Anyag
A rögzítőelem szilárdsága a hardvert jellemző egyik legfontosabb paraméter. A rögzítés szilárdsága közvetlenül függ az anyag típusától, amelyből készült. Az erősségi jellemzőktől függően a gyártáshoz használt fémet és annak hőkezelési módját választják ki.
A szokásos csavarok leggyakrabban ötvözött és ötvözetlen acélból készülnek. De bizonyos esetekben más fémekből is készülhetnek, például rézből, alumíniumból, amelyeket olyan esetekben használnak, amikor nincs szükség a rögzítőelem nagy szilárdságának elérésére. Az ékszerek készítéséhez a kötőelemek nemesfémekből, például aranyból, ezüstből és másokból készülhetnek.
Nagyon gyakran a hardver műszaki jellemzőinek javítása érdekében speciális bevonatot használnak, amely megvédi a rögzítőelemet a környezeti hatásoktól (páratartalom, víz, hőmérsékleti tartomány, vegyszerek).
A leggyakoribb bevonatok közül a következő fajtákat lehet megkülönböztetni:
- Cink. A cinkbevonat vastagsága az igényektől függően változhat. A háztartási készülékekben használt csavarok vastagsága általában kicsi. De az ipari kötőelemek esetében ez általában legfeljebb 25 mikron.
- Cadmatized.Nem túl gyakori típusú csavar a kadmium mérgező tulajdonságai miatt. Ezért ritka esetekben használják, amikor más anyagokból készült bevonat nem teszi lehetővé a kívánt teljesítményjellemzők elérését.
- Nikkel. Jellemzően a bútorgyártásban használt rögzítőelemekhez használják. A nikkel csak a dekoratív jellemzőket növeli, gyakorlatilag nem változtatja meg a működési jellemzőket.
- Foszfatálás és oxidáció. Ezekkel a nemesfém oxidációja miatt védőréteget hoznak létre a csavarok felületén.
- Cink lamellás. Elterjedtek, mivel többször megnövelhetik a kötőelemek élettartamát.
3 Csatlakozások a VPB-n-az SNiP III-18-75 legfontosabb rendelkezései
A megadott Sannormok leírják a fémszerkezetek gyártásának szabályait. Lefedik az összes meglévő nagy szilárdságú csavaros csatlakozást:
- Csapágyvassal. Náluk a nyíróerők átvitele zúzás, nyírás és súrlódás útján történik.
- Súrlódó. Ebben az esetben az erőket kizárólag súrlódás útján továbbítják.
- Csavarhegesztett, csavarozott és szegecselt.
- Karimás. Az ilyen nagy szilárdságú csavarkötéseket olyan szerkezetekben használják, amelyekben a kötőelemek csak hajlításban (rugalmas karimák) vagy feszítésben (merev karimák) működnek.
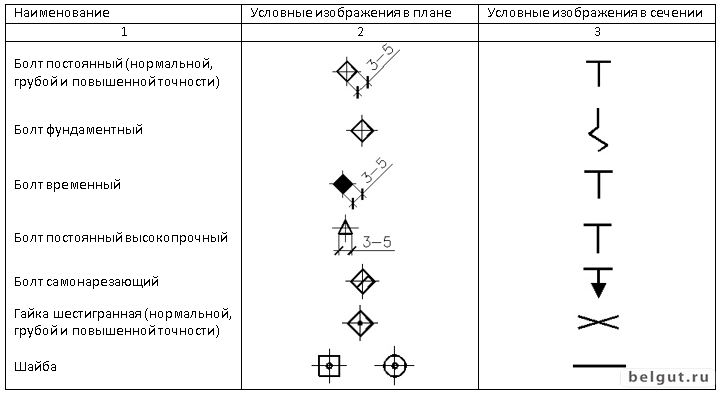
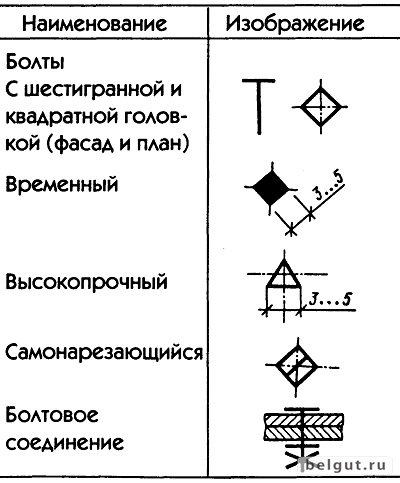
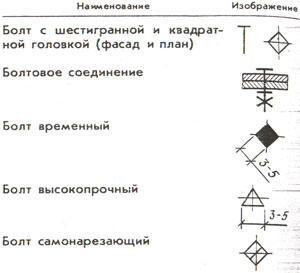
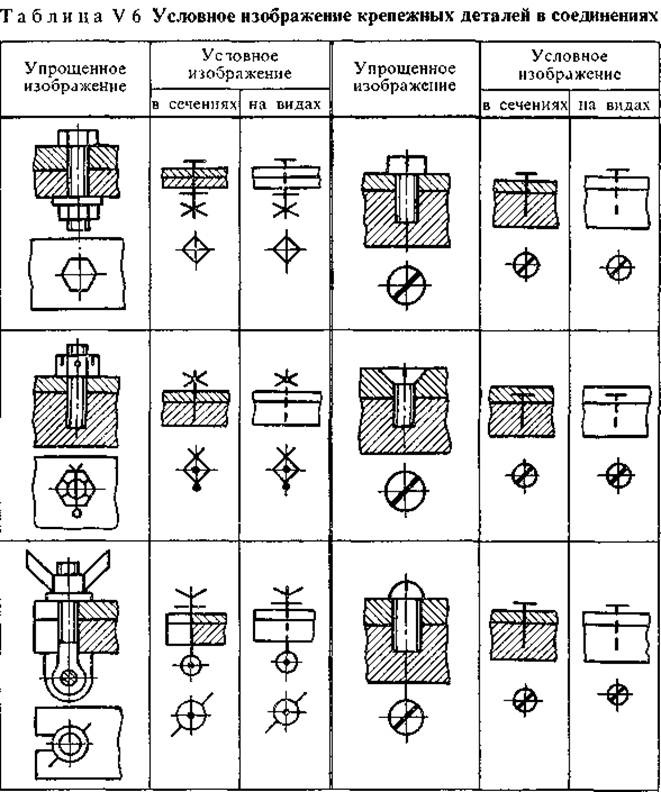
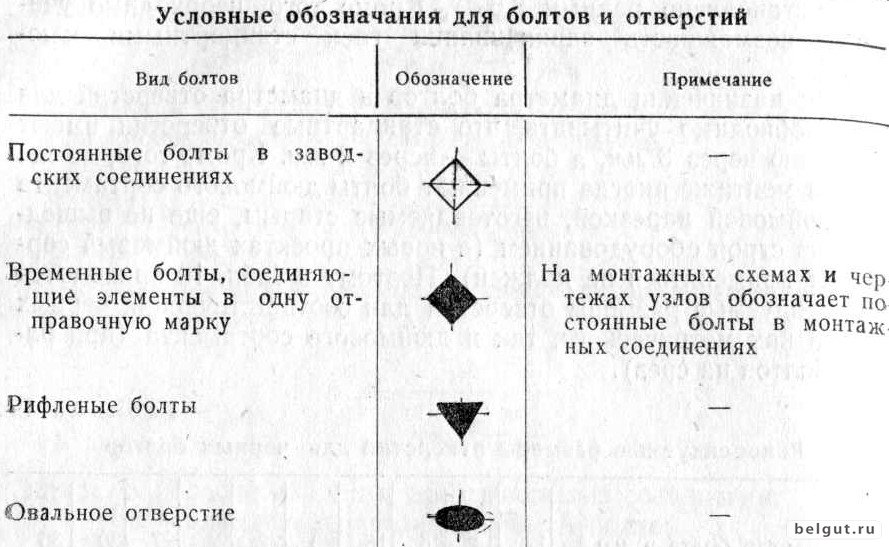
Külön meg kell jegyezni, hogy minden súrlódó csatlakozást speciális szabványok szerint terveztek. Az SNiP II-B.3-72. Más típusú csatlakozásokat az adott gyártó gyártójának műszaki előírásai szerint fejlesztenek ki. Különbözőek lehetnek. Minden csavaros csatlakozás saját jelöléssel rendelkezik a rajzokon. 1968 óta nem változott, amikor hatályba léptették a 2.315 állami szabványt.
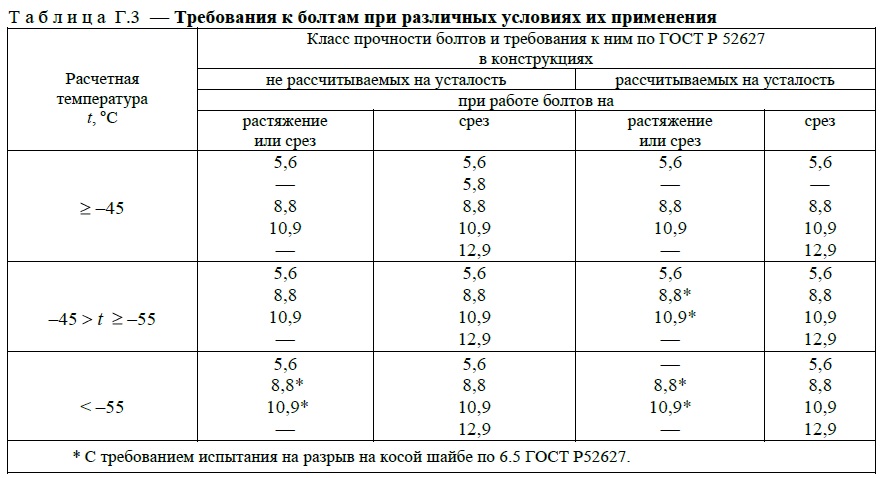
 Nagy szilárdságú csavarok rögzítése
Nagy szilárdságú csavarok rögzítése
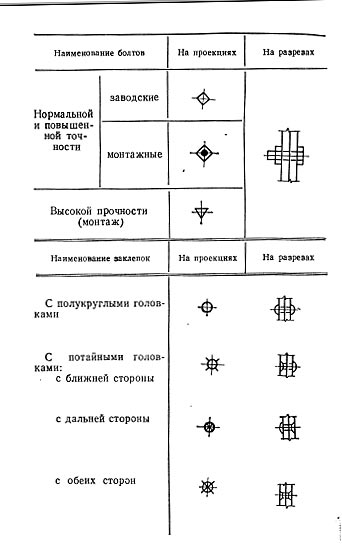
A súrlódó kapcsolattal rendelkező VPB megnevezése közönséges háromszög alakú. A VPB segítségével összeszerelt fémszerkezetek rajzain feltüntetik a lyukak fúrásának módszereit és névleges keresztmetszetét, valamint a csatlakozás típusát. Ezek az adatok mindenekelőtt jelen vannak. Ezenkívül az SNiP rajzok megkövetelik a következő jellemzők feltüntetését:
- az ötvözet minősége, amelyből a csavarokat gyártják (40X Select vagy más acélok), valamint a GOST az utóbbi gyártásához;
- axiális erő és a VPB feszítésének módja;
- súrlódási tényező;
- feldolgozási lehetőség az alkatrészek érintkezéséhez;
- csavarok, alátétek és anyák specifikációja;
- ellenállási együttható (ideiglenes) a kötőelemek szakadásával szemben.
Az SNiP különleges követelményeket támaszt a fémszerkezetek küldő részeivel kapcsolatban, amelyeket a cikkben szereplő csavarok kötnek össze. Általában erre a célra kialakított eszközökben (leggyakrabban vezetőkben) szerelik össze rögzítő bilincsekkel. A VPB tervezési részéhez lyukakat fúrnak a rögzítőelemekhez (ez a rajzokon látható). A lyukak átmérőjét a szerkezet működési feltételeinek figyelembevételével választják ki
Ebben az esetben is figyelembe veszik a szerkezetek nyírási stabilitási együtthatóját
Következtetés
A kötőelemekhez a GOST 27017-86 terminológiát határoz meg a különböző formákhoz. A szabvány által létrehozott kötőelemek nómenklatúrája kötelező minden szabványt használó dokumentációban és irodalomban használni. A különböző típusú kötőelemek GOST által meghatározott meghatározásai azonban kiegészíthetők azzal, hogy származtatott jeleket és kötőelem -jellemzőket vezetnek be beléjük, feltárva a bennük használt kifejezések jelentését, feltüntetve a meghatározandó fogalom hatálya alá tartozó tárgyakat.
Bibliográfia
- Iosilevich GB, Stroganov GB, Sharlovsky Yu. V. Menetes csatlakozások meghúzása és reteszelése .. - M .: Mashinostroenie, 1985. - 224 p.
- Gould D., Mikich M. Érintkezési területek és nyomáseloszlás csavaros kötésekben // Gépipar tervezése és technológiája. 1972. 3. szám ... - 99. o.
- Retscher F. Gépalkatrészek: 2 kötetben .. - M .: Gosmashmetizdat. 1933-1934
Az oldal elérésével automatikusan elfogadja