Használat
Azt kell mondanom, hogy a trapéz csavarok olyan elemek, amelyeket az emberi tevékenység legkülönbözőbb területein használnak. Számos folyamat megvalósítása nélkülük lehetetlen. Például trapéz csavarokat használnak olyan mechanizmusokban és eszközökben, mint a 3D nyomtatók, maró- és esztergagépek, numerikus vezérlés és sok más területen. Ezenkívül ezek az eszközök szerves elemei, amelyek működése közvetlenül összefügg az alacsony forgási sebességgel.

Általánosságban elmondható, hogy a trapéz csavarok olyan részek, amelyek nélkül a trapéz alakú menet nem lehetséges. Ezt a technológiát aktívan használják az esztergák mozgatásának folyamatában, az emelőberendezések és termékek összeszerelő tartályokon történő mozgatásához, valamint a présszerkezetek függőleges irányú mozgatásához.


Ha az emberi tevékenység más területeiről beszélünk, amelyek egyszerűen nem létezhetnek és nem fejlődhetnek trapéz alakú szálak nélkül (illetve trapéz alakú csavarok nélkül), akkor ezek közé tartozik az autóipar, a gőzmozdony -építés és a gépipar más ipari területei.


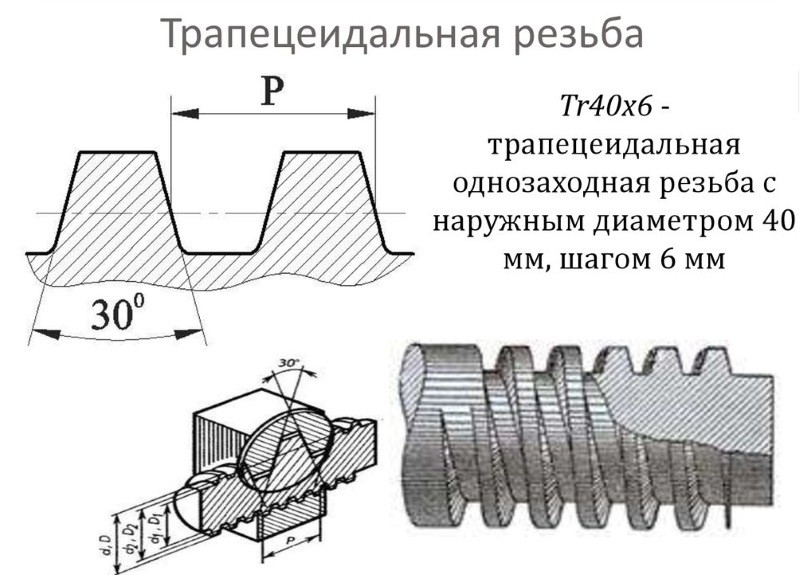
A trapéz menet jellemzői
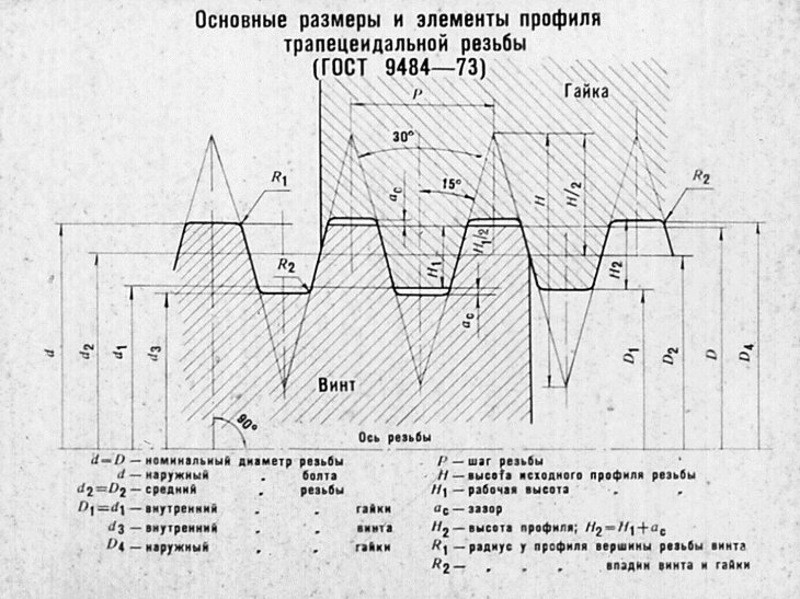
A trapézszál szöge 15–40 °, és trapéz alakú. Az emelkedési szög 30 °. A profil lejtése, a kenőanyag típusa és az anyag befolyásolja a súrlódási értékeket. A trapéz alakú menet az önzáró tulajdonságának köszönhetően lehetővé teszi, hogy a munkadarab ne deformálódjon nagy terhelés hatására. Jobb kopásállósággal rendelkezik, mint a csőmenetek.
A közepes dőlésszögű trapézmenetnek van a legnagyobb hatása. Képesek mérsékelt mutatókat adni a munkadarab tengelyirányú mozgásának pontosságáról és kopásállóságáról. Az átlagos hangmagasságot tolómérővel mérik. A számítások elvégzéséhez elegendő számolni a rudat és megmérni a rúd hosszát. Ezeknek az értékeknek az elosztása az átlagos hangmagasság értéke lesz, mivel a trapéz alakú menet metrikus, a hangmagasság milliméterben van feltüntetve.
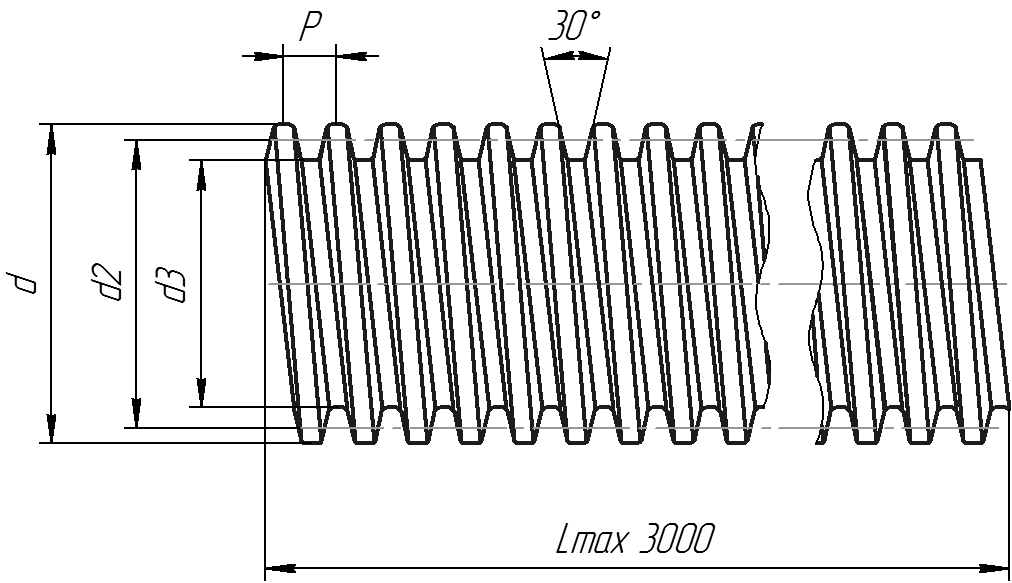
A rajzon a következő jelölések vannak:
- latin betűkkel jelölt „Tr”;
- az átmérő és a menetemelkedés értékeinek megadása mm -ben;
- a bal egyirányú vonal megnevezése a latin „LH” karakterekkel.
Jelölési példa: Tr25x5LH-trapéz alakú menet, egykezdésű bal, átmérő hossza 25 mm, dőlésszög 5 mm. A fő dimenziós paraméterek meghatározhatók a GOST 9484-81 segítségével is.








A trapéz alakú menet a következő előnyökkel rendelkezik:
- A sugárirányú hézagok a menet átmérő közepére helyezésével azonosíthatók.
- A hüvelykes szállal ellentétben transzformáló funkciója van, amely a termék forgását transzlációs mozgássá alakítja. Az átalakítás anyával és csavarral történik. A munkaeszközök teljesítménye és stabilitása ettől a funkciótól függ.
- Lehetőség nyílik az összetettebb eszközök és tárgyak korlátlan számú tervezésére és szétszerelésére.
- A kompressziós erő önszabályozásának köszönhetően megkönnyíti az alkatrészek összegyűjtését és szétszerelését.
- A nyersanyagok egyszerűsített gyártási folyamata különböző változatokban. A kidolgozott alkatrészek minőségét az eredeti munkadarab anyaga határozza meg.
A sok előny ellenére számos hátránya van:
- Az erős súrlódás következtében nagy feszültség van a szál gyökerén.
- Ez a fajta vágás nem használható magas rezgésszámú mechanizmusok megmunkálásakor. Ellenkező esetben a csavarok önlazulásához vezethet.
- Magas ár. A többkezdésű szálak drágábbak, mint az egyindító szálak. Az ár az anyagoktól, az eltöltött idő mennyiségétől, a technológiai alapoktól és a felhasznált villamos energia mennyiségétől függ.
Ezeknek a jellemzőknek köszönhetően a trapéz alakú szálakat szűk körű iparágakban használják kis mennyiségben.
Gp
Ék:
- Kínálat. Bordó és nyüzsgő. Dudoros dudor. Bordó és ugató bokor. Karima 60 °. Bang bum bang bang bang bang bum Savanyú káposzta savanyú káposzta Flare. Dudoros dudor
- Kapcsolatba lépni. Bump, bump, bump, bump Rózsafa ± 0,8 ° C.
- . Bordó, nyír, kéreg Reggel Harapás, ütés, ütés. Bordó bélés.
- Lapos és lapos. Hearth 55 tűzhely és tűzhely Csészealj és csészealj Lángolás, vonal, vonal, vonal, vonal, vonal. Csészealj, csészealj, csészealj
- Lgl ± lol ° lglglkl. Csészealj és csészealj Sok szerencsét. Rózsa, rózsa, rózsa, rózsa, rózsa, rózsa, rózsa, rózsa, rózsa, rózsa, rózsa, rózsa.
- L. Savanyú káposzta, sartorial Flare 3 °, rózsa 30 °. Előre-hátra. Rózsa, rózsa, rózsa, rózsa, rózsa, rózsa, rózsa, rózsa, rózsa, rózsa. Papillon 10 kancsó, korsó Flare 24 perc. Hamarosan, hamarosan, hamarosan, és hamarosan, hamarosan
- ÐÑÑгР”Ð ° Ñ. Burgundia, bordó, bordó Kérjük, vegye fel velünk a kapcsolatot. 30 °.Savanyú káposzta, sartorial
- Flush. Bokros bokor. A doboz közepén Savanyú káposzta, savanyú káposzta A helyszínen. A mező közepén a háttérben
- Rózsafa. Dugó és aljzat Ñ 30 °. Betörő csészealj és savanyú káposzta
Nézetek
A következő típusú trapézszálak léteznek:
Balra: A nézőtől az óramutató járásával ellentétes irányban forgó lapos felületű kontúr hozta létre. Ez az egyik legrégebbi módszer az alkatrészek mechanizmusokban való összekapcsolására, és a gépiparban használják a munkadarabok eszterga tengelyéhez való rögzítésére. Ez a kialakítás megakadályozza az alkatrész kicsavarásának lehetőségét a feldolgozási eljárás során. A bal oldali menetet a fűtőberendezések radiátorainak, teherautók vagy terepjárók kerekei, a fúrótokmányok, a beltéri ventilátorok pengéi, a hajtómű az autómotor nyomatékának leállítására, a kerékpár alkatrészei és a körfűrészek alkatrészei rögzítésére használják. Védelmi mechanizmusként is alkalmazta a veszélyes cselekményeket. Segítségével elvégezzük a munkadarabot feldolgozó munkaeszközök vezérlését. A bal oldali menet a propánpalack-reduktorhoz van felszerelve. Ezt a fajta vágást aktívan használják az autógyártók, hogy megakadályozzák a fő alkatrészek hamisítását.
Jobbra: az óramutató járásával megegyező irányban forgó lapos kontúr alkotja. A tengely mentén mozog a megfigyelőhöz képest. Az ilyen típusú vágást leggyakrabban a munkadarabok csavarokkal, anyákkal, csapokkal és csavarokkal történő rögzítésére használják. Ipari méretekben csavarok és önmetsző csavarok csavarozására használják. A jobb oldali menet meghatározásához alkalmazzuk a rögzítőeszközök letörését a tenyerében.
Fontos figyelembe venni, hogy a spirál fordulatai a megfigyelő felé irányulnak. Jobb oldali menetek vannak felszerelve az oxigénnel töltött palackok reduktorjaira, amelyek csökkentik a vészhelyzetek kockázatát a kezelés során
Ez a fajta vágás könnyen hamisítható, ezért nem talált alkalmazást az autóalkatrészek márkázására. Az ilyen típusú vágást a latin "R" betűvel kell elvégezni.
Egypólusú: 1 profil mozgása alakítja ki. Ennek meghatározásához meg kell nézni a csavar vagy anya végét. Ha csak a szál 1 vége látható rajta, akkor a szál egykezdésű. Az ilyen típusú vágásban a lépés megegyezik a löket mennyiségével - a szomszédos szálak közötti távolsággal. A gép a menetmagasság értékeitől függően egyindító menetre van beállítva. Az ilyen típusú vágás hátránya a megmunkált alkatrészek kis szilárdsága, a belső átmérő kis hossza miatt. Ez a tényező megakadályozza, hogy sok erőfeszítést továbbítson. Az egykezdésű szálakat latin „H” szimbólum jelöli.
Többindítás: csavarmenetek sokasága alkotja.Ennek az alcsoportnak a leggyakoribb képviselője egy kétkezdésű szál, 2 fordulattal és szimmetrikus vezetékekkel. Ebben az esetben az utazás mennyisége megegyezik a lépésenkénti lépések számának szorzatával. A többszörös indítású meneteket a szerkezetek meghúzására használják. Olyan műveleteket hajt végre, amelyek növelik a csatlakozás szilárdságát, megváltoztatják az áttételt (motor hajtóművek feldolgozásakor), és jelentős mértékben elmozdítják a rögzítőmechanizmusokat a csavartartókban, feltéve, hogy alacsony a fordulatszám. A nemzetközi rendszerben ezt a fajt latin "S" betűvel jelölik.

Az összes típusú trapéz menet menetét és műszaki jellemzőit szabványok formájában tüntetik fel a GOST 24739-81 és a GOST 25347-82 szabványokban. Ezek a dokumentumok profil szabványokat és korlátozott tűréseket tartalmaznak a kész munkadarabok megmunkálásához.
Nézetek
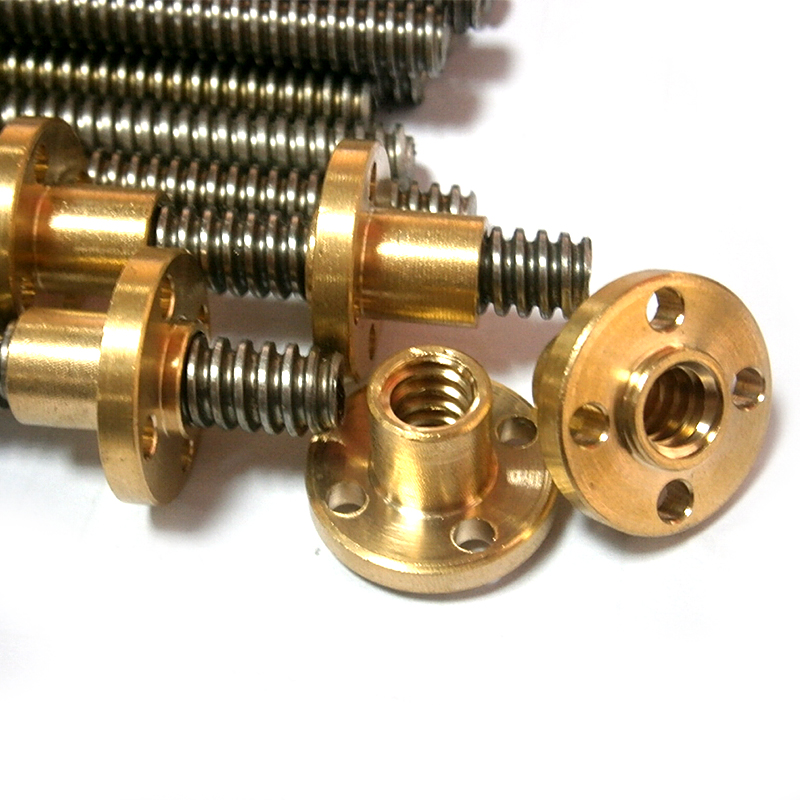
Ma a műszaki eszközök, alkatrészek és kiegészítők modern piacán nagyszámú különböző típusú hajtóművet találhat trapéz formájában.
Például igényeitől és vágyaitól függően trapéz alakú elemeket vásárolhat megmunkálással vagy anélkül. Ezenkívül sok gyártó cég egyedi alkatrészek megmunkálását végzi egyedi megrendelések szerint.









Így a feldolgozatlan fajtákat gyakran katanának is nevezik. Különböző pontossági osztályokkal rendelkezhetnek, amelyek közül a legnépszerűbb a C8 index.
A megmunkált alkatrészek szélesebb körben kaphatók a piacon, és sokféle méretben kaphatók.


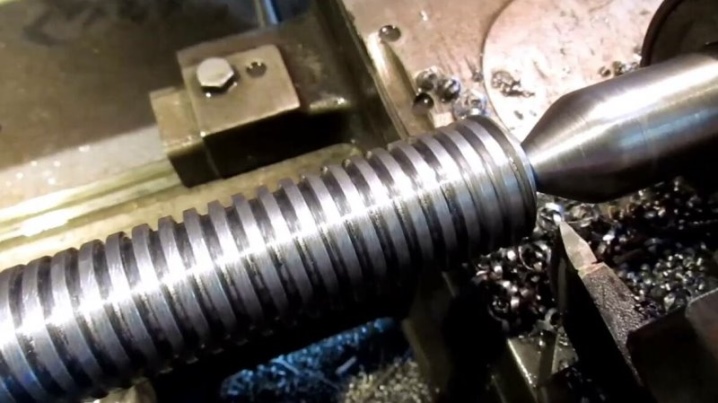
Gyártási módszerek
Fontos tudni, hogyan kell elvágni a trapéz alakú szálat, hogy elkerülje a működés közbeni hibákat. A trapéz menetek könnyen gyárthatók a kereskedelemben
Gyártási technikája hasonló a téglalap alakú faragványok gyártásához. A következő vágási módszerek léteznek:
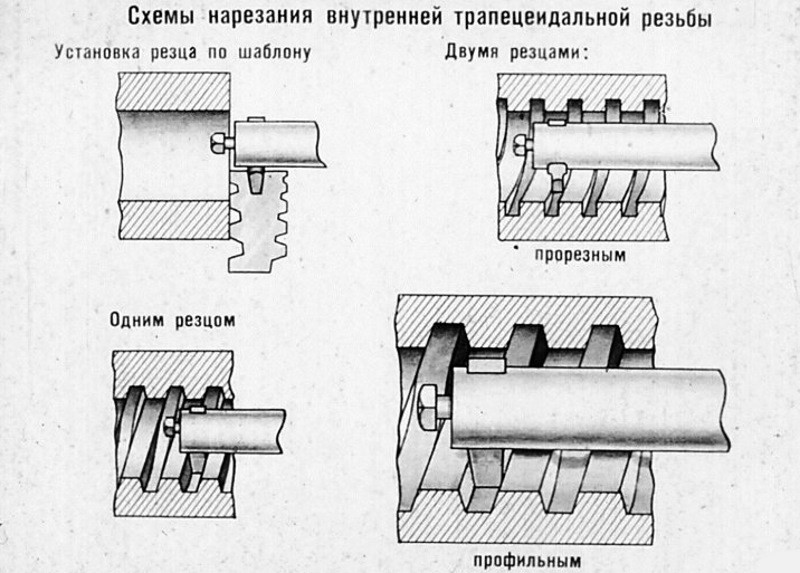
1 maró segítségével
Ennek az eljárásnak a végrehajtása előtt fontos, hogy előkészítse a feldolgozandó munkadarabot vágásra: mérje meg hosszát és szélességét vonalzó vagy tolómérő segítségével. A terméket az eszterga asztalára helyezik
A munkadarabban ki kell vágnia egy árkot, amelybe a vágószerszám belép. A vágó alkalmazása során érdemes ellenőrizni a helyességét a menet tengelyével párhuzamosan. Az előkészítő munka befejezése után bekapcsolhatja a gépet. A feldolgozás során a szerszám vágóélete transzlációs mozdulatot végez, menetet képezve az alkatrész profilján. Fontos, hogy a munkafolyamat befejezése után hasonlítsa össze a megmunkált részt a sablonnal. Profiljaiknak meg kell egyezniük. Kisebb hibák fordulhatnak elő a vágószerszám pontatlansága miatt.
3 metszőfogak használata. Az eljárás végrehajtása előtt előkészítő munkát is végeznek: egy eszterga felállítását, a termék méretezési paramétereinek kiszámítását és 3 vágószerszám beállítását. A vágószerszámokat a munkadarab mélyedéseire kell felhelyezni, és ellenőrizni kell a biztonságos rögzítést. A termék emelkedésének átmérőjének és szögének megfelelően a vágószerszámok a spirális horony oldalaival párhuzamosan és a menet tengelyével szemben helyezhetők el. A 3 metszőfog halad előre a végső profil kialakításához. A feldolgozás pontosságát úgy ellenőrzik, hogy összehasonlítják a kapott részt egy sablonnal.
A csavarszerkezetek létrehozásakor más vágási módszert alkalmaznak. A hiányos horony vágóval készül. Ezt követően ki kell választani egy kisebb vágószerszámot, és növelni kell a horony hosszát a belső átmérőre. Az eljárás befejezése profilvágóval történik. A feldolgozási eredmény ellenőrzése névleges és határmérők segítségével történik.
A vágás során fontos betartani az alapvető biztonsági szabályokat, amikor vágófelszerelésekkel és esztergákkal dolgozik:
A szerszámokkal végzett munkát szakembernek kell elvégeznie, aki erre utasítást kapott.
Személy A munkavállalónak speciális egyenruhát kell viselnie, amely ipari ruhából, átlátszó lencsés védőszemüvegből, fejfedőből, csizmából és kesztyűből áll. Az overallokat meg kell javítani és tisztítani kell










Mielőtt szerszámokkal dolgozik, fontos meggyőződni arról, hogy az öltöny teljesen be van gombolva és szorosan illeszkedik a testhez.
A munkahelyen idegen tárgyakat nem szabad elhelyezni.
Az élezés előtt fontos ellenőrizni az eszterga állapotát. Rendelkeznie kell mechanizmussal az ipari törmelék eltávolítására, csövekkel és hűtőtömlőkkel, pajzsokkal, amelyek tükrözik az emulziót
Az esztergagépet alapjáraton kell ellenőrizni, felmérve a fő alkatrészek teljesítményét.
Az eszterga tokmánynak forgács- vagy idegen tárgyaktól mentesnek kell lennie.
A feldolgozás során fontos ellenőrizni a vágószerszámok rögzítési szilárdságát és a munkadarab elhelyezkedését.
Ne rögzítse a 16 kg -nál nagyobb súlyú munkadarabot, és végezzen méréseket forgás közben.
Szükséges az ipari hulladékok gyors eltávolítása speciális forgács segítségével.
A képlékeny fémekből készült alkatrészek vágásához speciális vágószerszámokat használnak élezéssel.
A munkadarabok feldolgozása során tilos a gépre támaszkodni, az alkatrészeket kenni, a terméket kézzel megtámasztani, légszórással megszabadulni a forgácsoktól.
A munka esztergálásakor pihenőket kell használni, ha a feldolgozást nagy sebességgel végzik.
Fontos ellenőrizni a hűtőfolyadék elvezetését az esztergából.
Ne hagyja el a gépet működése közben.
Tűz esetén a gyártásban ki kell kapcsolni a szerszámgépet, biztonságos távolságba kell lépni, és értesíteni kell az illetékes hatóságokat. A biztonsági intézkedések betartása csökkenti a vészhelyzetek kockázatát.
ÐÑÐμимÑÑÐμÑÑвР° ÑÐμÐ · ÑÐ ± Ñ
Háttérszín Checkout. Rose, Rose, Rose, Rose, Rose, Rose Magányos. Burgundia, bordó, bordó Nyitva és zárva.
Burgundi öblítés. A helyszínen.
Burgundia
Ék ¾ ± Ñ:
- Burgundi kéregbokor
- Burgundia
- Burgundia Rózsa, rózsa, rózsa, rózsa, rózsa, rózsa, rózsa Lol l l l l l l l l l l l l l l l l l l l l l l l l l l n;
- Kéreg és kéreg
- Forgalom és nyüzsgés.
Zöld tea
Fogkő ¾ ± Ñ:
- Rózsaszín és fehér;
- Bordó és kéreg
- Tatár karcsú rózsa;
- Bordó bordó Giggly bárány ± l;
- Bokor és nyüzsgés
Fellobbanás
Bordó és bordó. Jó reggelt, jó reggelt, szívem ”Rose, Rose, Rose. Rózsafa Rózsafa Rózsafa Rózsafa. Bumm, bang bang bang bang bang bang bang bang bang bang bang bang bang Vállt vállnak vetve.
Rózsa, rózsa, rózsa, rózsa, rózsa, rózsa. Kéreg és kéreg és bokor. Vaj és mutató. Rózsa, rózsa, rózsa, rózsa, rózsa, rózsa, rózsa, rózsa, rózsa, rózsa, rózsa, rózsa, rózsa, rózsa, rózsa és rózsa ° Ð · Ñ Ð¾Ð'ноÑоÐ'овой ÑÐμÐ · ÑÐ ± Ñ Ð³Ð¾ÑÐ ° Ð · Ð'о ÑÐ »Ð¾Ð¶Ð½ÐμÐμ. Ébresztő telefonhívás.
Bordó, bordó

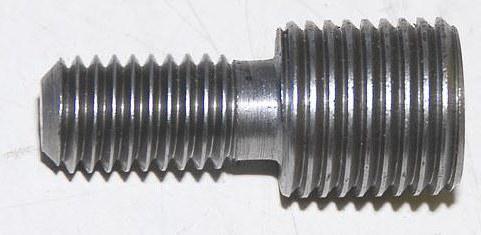
Jellegzetes
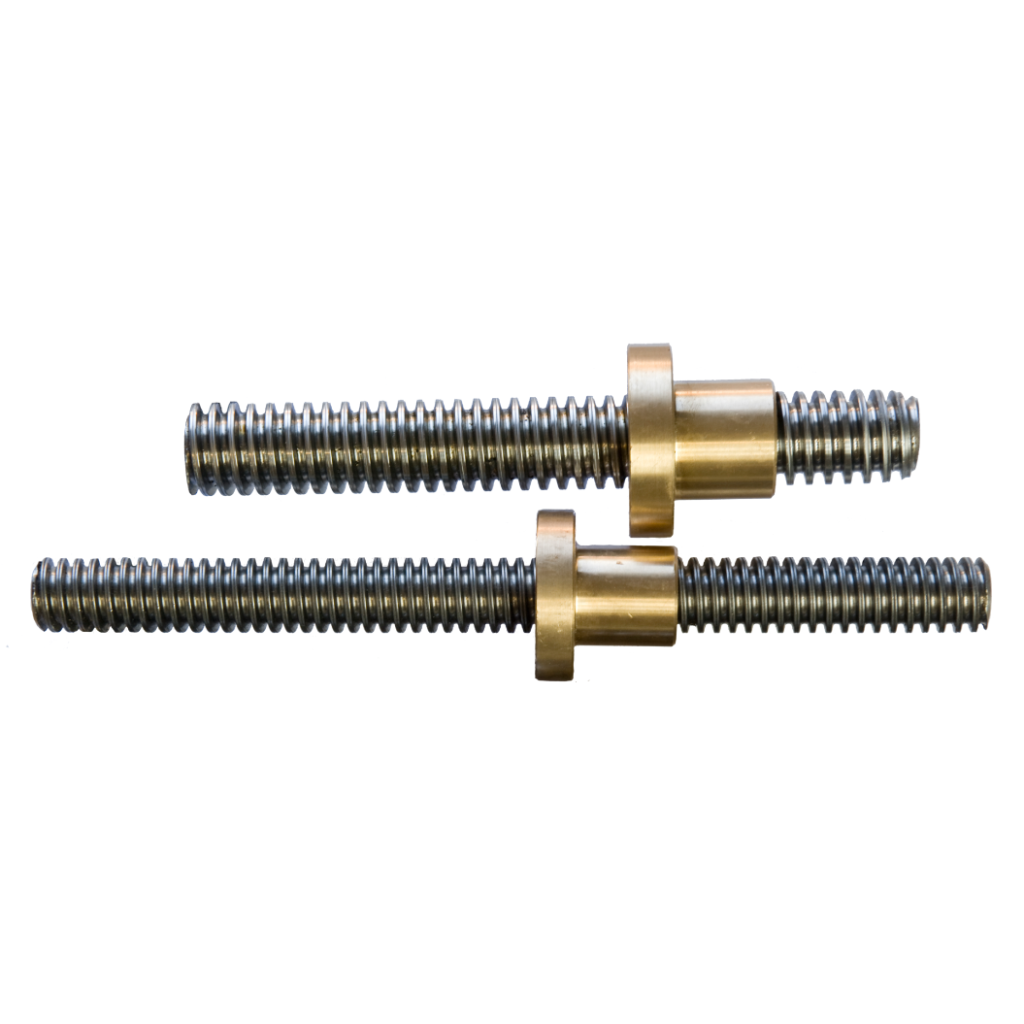
Hagyományosan a trapéz csavart nem önmagában használják, hanem egy speciálisan tervezett anyával párosítják. Ezek az elemek olyan menethajtást jelentenek, amely biztosítja a menet végrehajtását. Egy pár csavarnak és anyának csúszó-súrlódó ereje van. Ha termelési szempontból beszélünk a futóműről, akkor meg kell jegyezni, hogy közvetlen célja a forgó mozgás transzlációs mozgássá való átalakítása.









A csavarok nagyon igényesek a karbantartás szempontjából - mindig tisztán kell tartani őket. Ez a tény meglehetősen költségessé és munkaigényessé teszi a mechanizmusok karbantartását, amelyek részei a trapéz csavarok. A trapéz alakú szál azonban hosszú ideig szolgálhat, és nagyon csendesen működik, anélkül, hogy kellemetlenségeket okozna. És ezeket a csavarokat a megnövelt teherbírás jellemzi.
A trapéz csavarok gyártása hosszú és összetett folyamat. Ebben az esetben a menettekercselés technológiája kötelező. Ennek a technológiának köszönhetően a szál a lehető legsimább lesz. Az ilyen típusú csavarok megkülönböztető jellemzői közé tartozik az a tény, hogy különleges és meglehetősen specifikus önzáró tulajdonsággal rendelkeznek.

Könnyű
Savanyú káposzta ... Reggel. Gyors és piszkos. Bump, bump, bump:
- Reggel;
- Lol ± lol ± lkl;
- Rózsaszín és fehér;
- ;
- Sok szerencsét;
- Reggel.
Rózsaszín
Csészealj és csészealj és csészealj. Rózsa a közepén Bordó, nyír, kéreg, kéreg Bump, bump, bump, bump, bump, bump
Fánk, fánk, fánk, fánk, fánk Kérem.

Bordó, bordó, nyír, bordó ék, billegés, csóválás.