Működési jellemzők
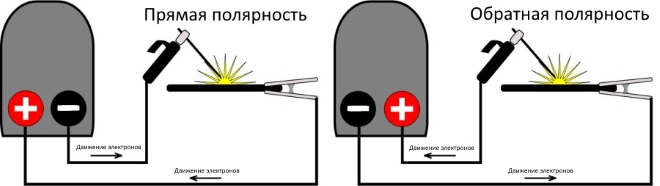
Mint már említettük, fémeket hegesztenek közvetlen polaritással.
A közvetlen polaritás azt jelenti, hogy a hegesztőgép pozitív érintkezője földelő kábellel csatlakozik a munkadarabhoz, a negatív érintkező pedig az elektródához a hegesztőkábelen keresztül.
A hegesztőgép beállításaiban a minimális előtolás és az üzemi feszültség van beállítva. Például, ha 1,2 mm átmérőt használ, az optimális előtolási sebesség 2 méter / perc, a feszültség pedig 14 V.
Gyakori, hogy vastag salakréteget képez az elkészített hegesztésen. Ha a varratot többmenetűnek tervezik, akkor ezt a salakot óvatosan el kell távolítani fémkefével és kalapáccsal.
 Általában a vélemények szerint a varrás szinte mindig meglehetősen durva, nagy pikkelyekkel és csomókkal rendelkezik. A hegesztő gondatlan és elhamarkodott intézkedései esetén a behatolás hiánya lehetséges. Ez gyakorlatilag elkerülhetetlen, ha szakaszos elektromos ívvel dolgozik.
Általában a vélemények szerint a varrás szinte mindig meglehetősen durva, nagy pikkelyekkel és csomókkal rendelkezik. A hegesztő gondatlan és elhamarkodott intézkedései esetén a behatolás hiánya lehetséges. Ez gyakorlatilag elkerülhetetlen, ha szakaszos elektromos ívvel dolgozik.
Sajátosságok
A hegesztés félautomata készülékkel gáz nélkül lehetővé teszi a fémfelület szükséges olvadási szintjének elérését, miközben a huzal átmérője 0,8-2 mm. A fluxus különleges összetételének köszönhetően a félautomata hegesztés kiváló minőségű és tartós varratot tesz lehetővé bármilyen vastagságú fém munkadarab összeillesztésekor, ami a hegesztési módszer nagy hatékonyságát jelzi.

A fém alkatrészek hegesztésének folyamata védőgáz közeg használata nélkül számos előnnyel jár más technológiákkal szemben:
- nincs szükség drága palackok gázkeverékkel történő megvásárlására, majd utántöltésére;
- nem kell nehéz gázpalackokat mozgatni munka közben;
- a hegesztési fluxust a töltőpor átmérője és összetétele alapján lehet kiválasztani, amely kényelmes különféle típusú fémek hegesztéséhez;
- A hegesztési folyamat során a védőmaszk üvegen keresztül szabályozható a fenékvarrás kialakulása.


A huzal, amelyben fluxus van elhelyezve, sokoldalú és költséghatékony helyettesítője a gázberendezéseknek. Szerkezete szerint a huzal acélból készült üreges csőből áll, az ilyen cső belsejében por alakú fluxus van. Külsőleg egy ilyen por úgy néz ki, mint egy bevonat, amelyet egy hagyományos hegesztő elektróda gyártásához használnak. A munka során a félautomata hegesztőberendezés magas hőmérsékletű környezetet biztosít, amelyben a fluxus maradék nélkül olvad. A kapott hegesztőmedencében folyékony fém képződik, amelyet az adalékanyagok égése során keletkező gáz véd. Ez a gáz megvédi a varrat kötését az oxigéntől, ami biztosítja a kötés szilárdságát és megbízhatóságát.


A gáz nélküli hegesztési módszer félautomata készülékkel történő használatának, összehasonlítva a hagyományos hegesztési módokkal, amelyeket aktív vagy közömbös gázközegben végeznek, amelyet a palackból működés közben szállítanak, előnyei és hátrányai vannak.
Az előnyök között a következők szerepelnek:
- a félautomata hegesztőgép kompakt méretű és könnyű, a hegesztéshez nem kell tömlőket és reduktoros gázpalackot vásárolni;
- a berendezés tömörsége lehetővé teszi a hozzáférhetetlen helyeken történő használatát - magasságban, valamint keskeny folyosókon vagy helyiségekben is dolgozhat vele;
- jelentősen időt takarít meg a berendezések működésre való előkészítésére;
- a hegesztési folyamatot gyorsan és pontosan hajtják végre;
- a hegesztés vizuális ellenőrzés alatt, védőmaszk segítségével történik;
- az elektromos ív hőmérséklete és teljesítménye a hegeszthető fémek típusától függően választható ki;
- a huzal különböző típusú töltőanyagokkal választható ki.
A félautomata hegesztés hátrányai a következők:
- a huzal ára fluxussal meglehetősen magas;
- a hegesztőhuzal bizonyos fokú törékenységgel rendelkezik, ezért gondos kezelést igényel működés közben;
- a félautomata hegesztőberendezésen lévő fluxuspor összetételének megfelelően helyesen kell kiválasztani a kívánt üzemmódot, ami nehézségeket okoz a kezdőknek;
- hegesztő fluxus használatakor salak képződik a varrat kialakítása során, amelyet meg kell tisztítani;
- a félautomata eszköz képes megváltoztatni a csatlakozás polaritását, hogyan és milyen célra használja - gyakran kétségeket ébreszt a tapasztalatlan hegesztők körében.


Az ilyen munka költsége minimális, ami különösen fontos, ha kis területet kell hegeszteni

A vezetékek fő típusai
A használati módtól és a külső hatások elleni védelem módjától függően a fluxusos hegesztéshez használt huzal lehet gáz- és önárnyékolt.
Gázvédelmi nézet
Gázzal árnyékolt huzalt használnak, ha a hegesztést félautomata és automata eszközökkel végzik alacsony ötvözetű és szénacélokhoz.
Az eljárás magában foglalja a szén -dioxidot vagy annak argon elegyét. A gáz kívülről érkezik. A töltőpor kiválasztható a hegesztési paraméterek javítására. Például növelheti a függőleges hegesztési sebességet, vagy szilárdan ragaszthatja a nehezen hegeszthető acélt.
Ezt a technológiát akkor használják, amikor átfedéseket kell létrehozni, amikor az illesztéseknél és a szerkezetek sarkain dolgoznak, mind automata, mind félautomata gépeknél. Ez a technológia folyamatos permetezést, csökkent fröccsenést és ellenállást biztosít a pórusok és salakok képződésével szemben.
A hegesztési folyamat során felhasznált anyag nagy lerakódási sebességgel rendelkezik, alacsony a füstszintje és kiváló minőségű varratokat tesz lehetővé.
Önvédelmi megjelenés
Az önárnyékoló, fluxusos huzal speciális "fordított" elektróda formájában készül (mintha kifelé fordult volna). Az ilyen típusú hegesztés használata lehetővé teszi a munkát különböző hőmérsékleti körülmények között (akár extrém körülmények között), erős széllökésekkel stb.
A mag fő alkotóelemei különböző adalékok (dioxidáló, salakképző és védő), amelyek lehetővé teszik a hegesztést gáz használata nélkül.
Az önárnyékolt hegesztőhuzalnak számos pozitív tulajdonsága van, többek között:
- képesség hegesztési munkák elvégzésére különböző pozíciókban;
- az ív nyitottsága miatt lehetőség van a hegesztési fém óvatos mozgatására;
- egy speciális huzalbevonat biztosítja annak ellenállását a görgők által kifejtett nyomással szemben;
- a kémiai összetétel szabályozása miatt lehetővé válik egy nagyon specifikus salakösszetétel előállítása.
Szerelési körülmények között egyre gyakoribb a gépesített porhegesztés. Bár sokan panaszkodnak a fogyóeszközök magas költségeire, a fluxusos hegesztés hatékonysága lényegesen magasabb, csak válassza ki a megfelelő huzalmárkát.
A termelés jellemzői

A huzalgyártás több lépcsőben történik egy telepítésben.
- A csík tisztítása a szennyeződésektől, olajtól, vízkőtől és nedvességtől a gép elején.
- A cső enyhe hosszirányú deformációja félkör alakú.
- A csík feltöltése porral.
- Végek csatlakoztatása, cső kialakítása fluxussal.
- A kapcsolat és maga a profil kalibrálása. A megfelelő kör keresztmetszet létrehozása.
A modern hegesztési gyártásban a leggyakrabban használt hegesztőszalag alacsony széntartalmú acélból készül.
A gyártás során a huzal nem dokkolt és nem hengerelt a szalag hosszáig. Egy egész darabnak kell lennie az orsón.
A nedvesség és az olaj eltávolításához a PP és PS felületéről a tekercset a sütőbe kell helyezni, mielőtt a készülékre telepíti. Tartsa 2 órán át 230-250 ° C hőmérsékleten.
Használati jellemzők
A félautomata készülék használata hegesztés közben hozzájárul a varratok gyors felhordásához, mivel a por típusú termékeket megszakítás nélkül adagolják. Mivel a gáztömlő nem mindig áll rendelkezésre a munkához, ez a módszer lehetővé teszi fémek hegesztését védőgázok környezetében
Gyakorlatilag mindenki képes helyesen főzni gáz nélkül, miközben különös figyelmet kell fordítani a felületre és a beállításra. Gépes hegesztésnél feltétlenül figyelembe kell venni az aktuális paramétereket, polaritást, valamint a helyes végrehajtási technikát
Ennek a fémberendezésnek a kezelésében vannak árnyalatok, amelyeket a mester nem felejthet el. Az ív sikeres vezetése és varrat kialakítása érdekében érdemes sík felületet előkészíteni. Félautomata eszközökkel történő munkavégzés során ez az egység belsejében lévő érintkezők kapcsolásával érhető el.


A munka fontos pontja az alkalmazott huzal átmérőjének teljes mértékben megfelelő görgők felszerelése. A görgő oldalán az átmérő tartományra vonatkozó információk találhatók. A mozgatható típusú hengert nem szabad szorosan meghúzni, mivel a huzalt üreges szerkezet jellemzi, és ez az esemény a deformációjához vagy a kábelcsatorna elzáródásához vezethet.
Annak érdekében, hogy a huzal akadálytalanul áthúzódjon, el kell távolítania a rögzítőelem kimenetén található csúcsot. Tekercselését azután végzik el, hogy a fogyóeszköz megjelenik a csatorna végéről. A hegy átmérőjét is hozzá kell igazítani a huzal méretéhez, mivel egy nagy lyuk megnehezítheti az ív szabályozását. Az eljárás során nem használnak gázt, ezért nem szükséges a fúvókát felhelyezni. Annak érdekében, hogy a spray ne tapadjon a hegyre, speciálisan tervezett termékkel kell permetezni.


Mivel a hegesztés por tulajdonsága nem rendelkezik mechanikai szilárdsággal és merevséggel, a szakértők javasolják egy speciális mechanizmus használatát, amely biztosítja az elem automatikus adagolásának folyamatosságát.
A hegesztési folyamat során intenzív salak képződik, azt gyorsan el kell távolítani egy fém kefével. Ellenkező esetben salak kerülhet a munkaterületre, ami hibák kialakulásához és a mechanikai szilárdság csökkenéséhez vezet.


A fluxusos huzal teljes egészében fémből készülhet, vagy fluxussal tölthető, ezáltal ellátva a gáz feladatait. Ennek a hegesztési attribútumnak a használata a szokásosnál gyengébb minőségű hegesztést eredményezhet, de bizonyos esetekben lehetetlen a por -adalékanyag nélkül.
A gázpalackok szállítása nem mindig megfelelő, ezért a technikus használhat fluxusos huzalt, például magasságban vagy kényelmetlen helyen. Amint a gyakorlat azt mutatja, otthoni használatra kis mennyiségű munkával ez a hegesztési lehetőség drága. A gyártásban azonban porcsövek használatakor a gyors és kiváló minőségű hegesztést még tapasztalatlan szakemberek is elvégezhetik. Azt is észrevették, hogy az ilyen hegesztés megtérülhet hosszú varrat felhordásakor, különben sok hulladék keletkezik.


A fluxusos huzalhegesztést a következő videó írja le.
A hegesztéshez használt huzal típusai és jelölése
Az RF szabványok körülbelül 80 különböző minőségű hegesztett huzalt írnak le. A gyakorlatban azonban egy tucatnál többet nem használnak széles körben.
Hegesztőhuzal jelölés
A fennmaradó márkák rendkívül speciális anyagok speciális és meglehetősen ritka alkalmazásokhoz, például:
- nukleáris reaktorok, belső elemek és atomenergia -alkatrészek gyártása;
- repülőipar;
- különleges hajóépítés, beleértve a tengeralattjáró hajótestét és a foglalásokat;
- berendezések olaj és gáz kitermeléséhez, szállításához és feldolgozásához;
- héjak és berendezések kémiai reaktorokhoz;
- más high-tech iparágak.
A huzaljelölés több szám- és szimbólumcsoportból áll:
- átmérő milliméterben;
- rendeltetési hely:
- valójában az "Sv" hegesztésére;
- felszínre - "Np".
- széntartalom száz százalékban;
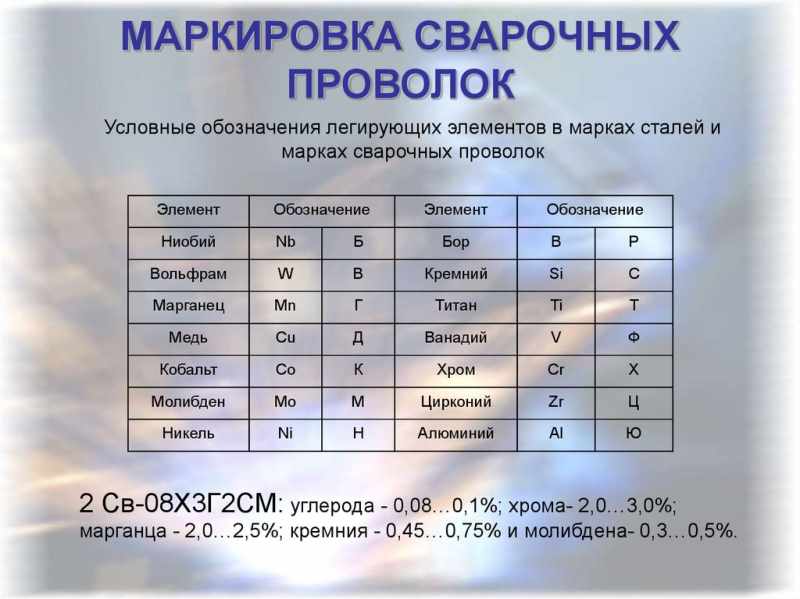
Az ötvöző elemek szimbólumai
- az ötvöző adalékanyag -tartalom százalékban, ha a tartalom kevesebb, mint 1%, akkor nincs feltüntetve:
X-króm.
N-nikkel.
- M molibdén.
- C szilícium.
- N jelentése nikkel.
- X króm.
- C - cirkónium.
- G - mangán.
- A nitrogén.
- B - volfrám.
- T a titán.
- Yu - alumínium.
- F - vanádium.
- B - niobium.
- D - réz.
- C szilícium.
- Az anyag tisztaságára vonatkozó követelmények.
- A - finomított.
- AA - nagy tisztaságú.
- Olvasztási módszer.
- VI - vákuumindukció.
- VD - vákuumív.
- Elektródák előállításához - E betű.
- Rézbevonat - O betű.
- Link a GOST -hoz.
Így például a megnevezésből megtudhatja, hogy az Sv-08G2S márka 0,08% szenet, 2% mangánt és kevesebb, mint 1% szilíciumot tartalmaz. Ez a töltőhuzal ötvözött acél gázhegesztésére alkalmas.
Sv-08G2S márkajelzés
A világ vezető hegesztőhuzal -gyártói, az ESAB, az Autrod és mások saját jelölési rendszereiket használják, amelyek megfelelnek az amerikai vagy európai szabványoknak. Ezeknek a cégeknek a kereskedői mindig készen állnak a GOST által előírt márkák megfelelési tábláira.
Mi szükséges a hegesztéshez
- Áramforrás (félautomata készülék);
- hegesztő huzal;
- védőgáz.
A hegesztőhuzalnak azonosnak kell lennie a hegesztendő fémmel. Esetünkben válasszon rozsdamentes acélt a félautomata készülékhez.
Hegesztő huzal rozsdamentes acél félautomata készülékhez

Orosz és külföldi gyártók vezetékei vannak a piacon, amelyek fluxusos és szilárd huzalokra vannak felosztva. Átmérő 0,13-6,0 mm. Otthon 0,6 és 0,8 mm átmérőjű, gyártásban 1,0 mm feletti átmérőt használnak.
- Tömör huzalt használnak gázzal árnyékolt és merülő ívű csatlakozásokhoz. Ez a módszer kiküszöböli a levegő bejutását a hegesztési zónába, ezáltal javítva a varrat minőségét.
- Folyamatos rozsdamentes acélhuzal (önárnyékolt)-vékony falú cső, amely fluxussal és gázzal van tele. Az összetevők keveréke lehetővé teszi a termékek védőgázok (szén -dioxid és argon) nélküli hegesztését.
Félautomata rozsdamentes acél huzal, hőkezeléssel vagy hidegen húzva állítják elő. És fel van osztva oxidált (T) és világos (fehér, TC).
A rozsdamentes huzal 2 pontossági osztályban kapható:
- fokozott pontosság (P);
- normál pontosság.
A huzalt fokozott pontossággal használják a varrat minőségének javítására.
Kémiai összetételük szerint a rozsdamentes acélokat különböző osztályokra osztják, és a huzal is különböző jelölésekkel rendelkezik. Az alábbi táblázat bemutatja a rozsdamentes huzalok márkáit, átmérőjét és súlyát:
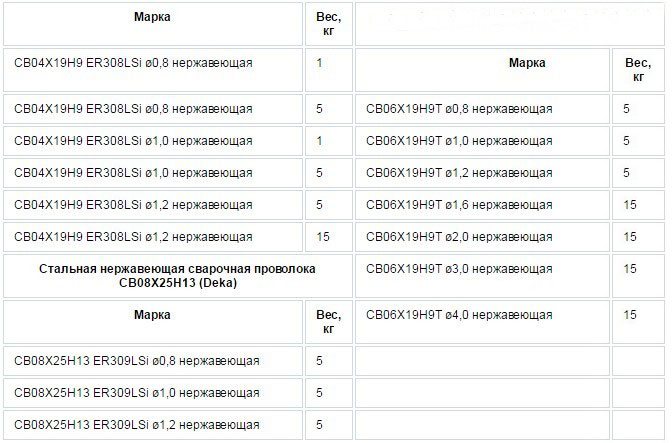
A rozsdamentes huzal költsége félautomata készüléknél
Az ár a gyártótól és a vevő lakóhelyétől függően változik.
Átlagos mutatók:
- ER 308 LSI 0,8 mm 1 kg - 825 rubel;
- ER 308 LSI 0,8 mm 5 kg - 4237 rubel.
Videó:
Gáz kiválasztása
Lehetetlen főzni félautomata készülékkel gáz nélkül, kivéve ha fluxusos huzalokat használ. A rozsdamentes acél félautomata készülékkel történő hegesztése elvégezhető szén -dioxid vagy szén -dioxid és argon keverék környezetében.

A szén -dioxid megfizethető és olcsó gáz rozsdamentes acélok csatlakoztatásához. Tiszta használatakor a hegesztő túlzott fémfröccsenéssel és gömbölyű hegesztési peremmel találkozik.
A szén -dioxid argonhoz viszonyított aránya két külön palack segítségével állítható be.Csatlakoztassa a két sebességváltó kimeneteit egy hazai gyártású autó ablaktörlőből vett póló segítségével. A hasonló kivitel részletei a videóban:
Ennyi, csak a kiválasztott védőgázt és vezetéket kell csatlakoztatni a készülékhez. Ne feledje: a vezető csúcsnak ugyanolyan átmérőjűnek kell lennie, mint a huzalnak.
Videó: hogyan állítson be félautomata eszközt a munkához (kezdőknek).
Hogyan hegesztjük rozsdamentes acélt szén -dioxidban
A letörés után csatlakoztassa az alkatrészeket szorítófogóval, és hagyjon rést a termékek között (legalább 1,5 mm).
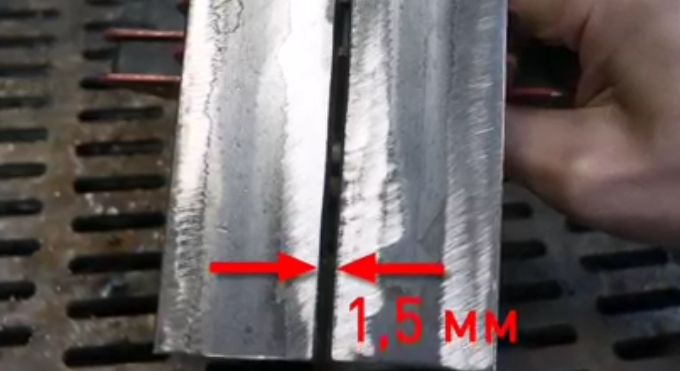
A résnek a munkadarab teljes hosszában kell lennie, ez lehetővé teszi a fém teljes vastagságára történő felforralását. Csatlakoztassa a tömeget, és állítsa be a beállításokat a félautomata készüléken, a készülék kialakításától és a fém vastagságától függően.
Az előlapon található egyszerű félautomata eszközöknek 2 beállítása van:
- hegesztési feszültség;
- huzal előtolási sebesség.
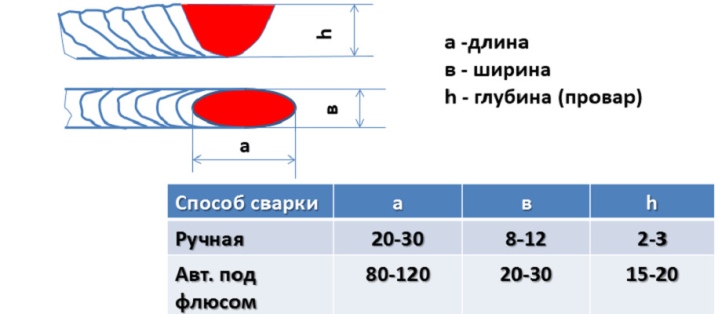
Az induktivitás beállítás megváltoztatja az ív keménységét, a behatolási mélységet és a perem alakját:
- Alacsony induktivitással: hideg ív - vékony gyöngyöt kapunk mély behatolással;
- Nagy induktivitással: forró ív széles gyöngy, sekély behatolással.
A pisztolyt 20-60 fokos lejtéssel (a fúvóka és a hegesztőmedence közötti távolság 10-20 mm) tartva, rozsdamentes acél csatlakozást kell készíteni rövid csavarokkal. Meghúztuk a ravaszt - elengedtük, lenyomtuk és elengedtük, csak így, lassan, a vágott élek fémmel vannak tele. Főzhet hátrafelé (saját maga felé) és előrefelé (önmagától távol).
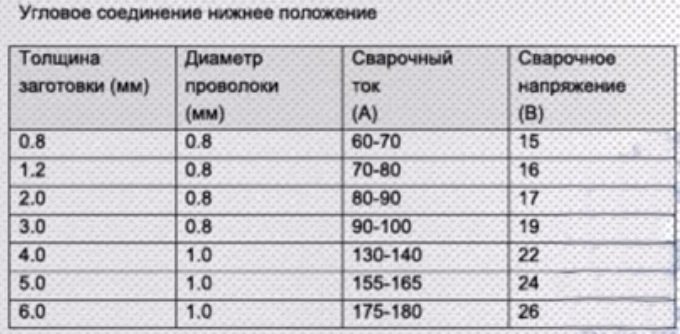
Az alábbi táblázatok segítenek meghatározni a félautomata készülék beállításait:
Átfedéssel történő hegesztéskor a letöréseket nem kell vágni, elegendő a felület megtisztítása, az alkatrészek egymásra helyezése és a csatlakozás.
Hegesztés közben harapja le a hegesztési gyöngyöt a huzal hegyéről, mielőtt új hegesztést készítene.

A rozsdamentes acél félautomata készülékkel történő összekapcsolása során szén-dioxid környezetben változtassa meg a huzal előtolási sebességet, ilyen manipulációkkal kiváló minőségű varratot fog elérni.
Videó:
P.S. Miután elolvasta a cikket, megnézte a táblázatokat és a videókat (kezdőknek), elsajátítja a rozsdamentes acél csatlakozás automatikus technológiáját - gyorsan. Sok szerencsét!
Hegesztés fluxusos huzallal gáz nélkül
A hegesztési folyamat megkezdése előtt be kell állítania az ajánlott áramértékeket a gépen. Ezután ellenőrizni kell az etetőhüvely állapotát (kopás) és az adagoló elmozdulásának hiányát. Az adagolóhengereket is kalibrálni kell - nem szabad túl erősen nyomniuk, hogy elkerüljék a deformációt és az egyenetlen előtolást.
 Az összeillesztendő részeket meg kell tisztítani oxidfóliától, és 4-5 mm-nél nagyobb vastagságú ferde sarkokat kell kialakítani. Az elektromos ív megjelenése után az aljától az alkatrész tetejéig vezetik (ha függőlegesen helyezkedik el). A pisztoly fogantyúját ferdén kell tartani a hegesztendő felületekkel szemben - ez stabilizálja a hegesztési medencét, és véd a fém idő előtti elterjedése ellen.
Az összeillesztendő részeket meg kell tisztítani oxidfóliától, és 4-5 mm-nél nagyobb vastagságú ferde sarkokat kell kialakítani. Az elektromos ív megjelenése után az aljától az alkatrész tetejéig vezetik (ha függőlegesen helyezkedik el). A pisztoly fogantyúját ferdén kell tartani a hegesztendő felületekkel szemben - ez stabilizálja a hegesztési medencét, és véd a fém idő előtti elterjedése ellen.
Ajánlatos a varratszedési sebességet körülbelül 15-20 mm másodpercenként tartani. Ha több menetben varratot képez, meg kell várnia, amíg a réteg lehűl, és megtisztítja felületét a salak kéregétől - különben a második és az azt követő varratok rossz minőségűek lesznek a szennyeződések miatt.
Aktivált vezeték
Ez a hegesztési fogyóeszköz összetételében hasonló a fluxusos huzalhoz, de speciális adalékanyagokat adtak hozzá, amelyek optimalizálják a hegesztési medence területén lévő paramétereket, és megakadályozzák a fémek megsemmisülését hegesztés közben és után. Szerkezetileg az aktivált huzal más szerkezetű, mint a fluxusos huzal. Az adalékanyagok százalékos aránya lényegesen kisebb, és nem haladja meg a teljes futótömeg 6-8% -át. Ebben az esetben az adalékanyagokat nem az üregekbe öntik, hanem vékony csatornák formájában ágyazják be a huzaltestbe, és az anyag ötvözi a tömör huzal és a fluxusos huzal előnyeit. Az adalékanyagok kis aránya miatt ilyen huzallal történő hegesztés csak inert gáz atmoszférában végezhető.
Az adalékanyagok könnyen ionizálható könnyűfémek és salakképző komponensek, amelyek javítják a helyzetet a hegesztőmedence működési paramétereinek stabilitásával. Növelik az ív stabilitását.
Az aktivált huzal következő előnyei fogalmazhatók meg:
- Kompatibilis berendezések széles választéka. A huzal, ellentétben a fluxusos huzallal, kanyarokat tesz lehetővé, és nem igényel speciális etetőeszközöket.
- Kiváló varrásminőség az összeillesztett munkadarabok kisebb felületi feszültsége és az alacsony hidrogén telítettség miatt.
- Csökkentett áramfelvétel a hegesztési terület túlzott hőveszteséggel szembeni védelmével.
Hegesztő huzal
Az aktivált huzal fő hátránya a gáz használata. Ez növeli a művelet összetettségét és költségeit.
Technológia
A félautomata hegesztőgéppel önállóan hegeszthet rozsdamentes acélt, színesfémeket, acélt, alumíniumot. A színesfém nyersdarabok csatlakoztatásához ki kell választania a megfelelő vezetéket a hegesztéshez. Például magnéziumot, mangánt és alumíniumot tartalmazó fluxus használható alumínium alkatrészek hegesztésére. Ez a huzal lehetővé teszi vékony fém vagy vastag lemezek csatlakoztatását
A kezdő hegesztők számára fontos betartani az előkészítés minden szakaszát és a hegesztési folyamat technológiáját


A hegesztés megkezdése előtt viseljen védőruházatot és hegesztősisakot. A munkát akkor lehet elvégezni, ha 10 m sugarú körön belül nincsenek gyúlékony tárgyak. Védőfelszerelés nélküli illetéktelen személyek nem tartózkodhatnak a munkaterületen.

Készítmény
A hegesztési módszer félautomata készülékkel, gázberendezés nélkül annyiban különbözik a szokásos hegesztési módszertől, hogy eltérő polaritással rendelkezik: egy "plusz" jelű kapocs van rögzítve a munkadarabhoz, míg a "mínusz" csatlakozik a elektróda. Ez a polaritás azzal magyarázható, hogy segítségével a lehető legmagasabb hőmérsékleti viszonyok érhetők el, amelyek a poráram megolvasztásához szükségesek.
Az előkészítő munka másik fontos szakasza a munkadarabok egymáshoz kapcsolódó felületeinek alapos előzetes kezelése.


A félautomata hegesztőberendezés beállításához a következőket kell tennie:
- válassza ki a munkára beállított aktuális szilárdság mutatóját, aszerint, hogy a fémet milyen vastagon kell csatlakoztatni;
- válassza ki a hegesztőhuzal előtolási sebességének optimális módját, hogy a hegesztés közben ne sérüljön meg a feszültség;
- vigye át a készüléket az áram közvetlen polaritására;
- görgesse előre a huzalt, nyissa ki a redőnyt a fluxusadagoló tölcsérnél, nyomja meg a start gombot és aktiválja az elektródát;
- végezzen próbahegesztést, és szükség esetén korrigálja a készülék paramétereit.
Miután befejezte a félautomata készülék beállítását, a huzal szabadon betáplálódik a hegesztési területre, és a hegesztési ív stabil, megkezdheti az összekötő varrat kialakítását.

A tapasztalt szakértők azt javasolják, hogy a gép nyomógörgőit a huzalvastagságnak megfelelően állítsa be. Ha ez a feltétel teljesül, a fluxushuzal szabadon mozog a csővezetéken, anélkül, hogy elakadna az adagolócsatornában vagy eltörne.

Folyamat
A félautomata hegesztőgép ballongáz használata nélküli működése során a fluxus védőgáz felhőt hoz létre az égés során. Az ilyen gőzök hajlamosak felfelé emelkedni, ezért a hegesztőnek gondoskodnia kell a kipufogórendszerről vagy a helyiség jó szellőzéséről.
Miután a félautomata hegesztőgép üzemkész állapotba került, az elektróda mozgását a kialakított összekötő varrat mentén kell végrehajtani. Ha vastag fémlemezeket kell összekapcsolni, akkor ezt az eljárást több rétegben kell elvégezni.Ezenkívül annak érdekében, hogy elkerülje a repedések megjelenését a varratban, az első réteget alacsony elektromos áramon kell forralni. Varrat keletkezik a hegesztőmedence olvadt fémmel való feltöltésével. Miután a hegesztőmedence ürege teljesen megtelt, ki kell kapcsolni a huzaladagolást, le kell állítani a hegesztőgépet, és ki kell kapcsolni a hálózatból.
Annak érdekében, hogy a munkát a lehető legkényelmesebben és leghatékonyabban lehessen elvégezni, ajánlatos a hegesztési folyamatot az összeillesztendő alkatrészek felső szegmenséből, fokozatosan lefelé kezdeni. Amikor a fluxus kiég, hőenergia keletkezik, és felfelé emelkedve lehetővé teszi a fém olvasztásához szükséges hőmérséklet állandó fenntartását. Javasoljuk, hogy kissé felfelé döntse az elektródatartó fogantyúját, hogy a fém folyamatosan olvadjon, és hegesztési medencét képezzen.
A félautomata hegesztőgép pisztolyának gyorsan és simán kell mozognia a kötési varrat mentén, miközben meg kell akadályoznia az olvadt fémek megereszkedését. Ebből a célból a huzalnak a hegesztőmedence elülső széléhez kell érkeznie.

Lásd alább, hogyan kell főzni egy félautomata készülékkel gáz nélkül.