Lehetséges problémák és megoldások
A por pigmentek használatakor különféle nehézségek merülhetnek fel. A technológusok úgy vélik, hogy a porokkal kapcsolatos problémák fő oka a festésre előkészített felület elégtelen földelése. A földeléssel kapcsolatos nehézségek elkerülése érdekében ajánlatos előre ellenőrizni. Az ellenállásjelző nem haladhatja meg a 4 ohmot.
A rossz minőségű földelés a következő következményekkel jár:
- Az iszap minőségének romlása, a festési munkák termelékenységének csökkenése.
- A zónák nem festése, házasságot provokál.
- A porveszteség növekedése túllépéshez vezet.
- A képződött réteg minőségének romlása, a "kéreg" hatás elérése, amely fém átvitelét jelenti, hajlamos a repedések kialakulására.
- A kézi festés áramütést okozhat egy személynek.
Sok felhasználó megjegyzi, hogy problémái vannak a munkához szánt anyaggal. A nyers porfesték összetapadhat, eltömítheti a fúvókákat és elakadhat. Ez egyenetlen réteg kialakulásához, a munka felfüggesztéséhez vagy elutasított zóna létrehozásához vezet.
A nyers por összeomlik, ha megsértik a tárolási szabályokat, vagy a munka megkezdésekor megteremtik a rossz minőségű légtömörítés feltételeit. A helyzet orvoslása érdekében módosítani kell a légkompressziós arányt. A nyomásváltozás megállítja az anyag romlását.
> Az összetett konfigurációs részek belső sarkainak festésének elmulasztása - a pisztoly helytelen helyzetéből adódó probléma. A pisztolycső túl közeli megközelítése a feldolgozott sarokhoz porporfúváshoz, festetlen területek kialakulásához és rések megjelenéséhez vezet.
Hogyan kell fémet festeni?
A megfelelő termék a siker kulcsa, ezért ez a kulcsfontosságú tényező a fém aljzatokkal való munkavégzés során.
Sokoldalú anyagok
A festés a következő általános típusú termékekkel végezhető el:
- Epoxi. Az ilyen készítmények előállításához szilikongyantákat használnak, amelyeket keményítővel egészítenek ki. Magas toxicitásuk miatt csak kültéri munkákhoz használják őket. Különbözik az alkalmazás összetettségében.
- Olaj. Hagyományos változat szerves anyagokon alapul. Az ilyen összetételű feldolgozás előtt a fémet talajjal előzetesen bevonják. A toxicitás és a csípős szag miatt az alkatrészeket csak jó szellőzés mellett lehet festeni.
- Alkid. Folyamatos igényük van azokban az esetekben, amikor szükség van egy fémtermék feldolgozására. Alkalmas beltéri és kültéri rendezvényekre. Ha az alap jól elő van készítve, és nincsenek problémái, akkor a készítmény előzetes alapozás nélkül alkalmazható.
- Akril. Modern, polimer alapú változat. A nem toxicitás és az egyszerű alkalmazás biztosítja az anyag népszerűségét. A készítmény alkalmas fémfelületek festésére, gondos előkészítés mellett.
- Radír. Alkalmas kültéri használatra, kiválóan alkalmas tetőkhöz vagy légköri csapadéknak kitett területekhez.
 A fémhez készült gumi festéket gyakran használják horganyzott tetők befejezésére
A fémhez készült gumi festéket gyakran használják horganyzott tetők befejezésére
Ezeket a megoldásokat klasszikusnak tekintik, és mindenhol használják. A porfestési módszer külön állványt ér. Összetett, mivel speciális berendezéseket és szerszámokat igényel.
Speciális opciók
A megbízhatóság és tartósság biztosítása érdekében bizonyos esetekben speciális anyagok szükségesek:
- Rozsda jelenlétében használt vegyületek. Ezek epoxi fajták, speciális adalékanyagokkal. Megbízható filmet hoznak létre, megakadályozva a további romlást.Közvetlenül a rozsdás területekre kerülnek felhordásra az aljzat előkezelése nélkül.
- A korrózió megelőzésére. Az ilyen anyagok további védelmet nyújtanak a felületnek a nedvességtől és az oxigéntől, vagyis nem teszik lehetővé az alkatrészek rozsdásodását.
- Kalapácsvegyületek. Érdekes dekoratív bevonatot képeznek, amely több kalapácsütés nyomaira emlékeztet. Jó stabilitással rendelkeznek. A gyártáshoz különféle alapválasztékokat használnak: epoxi, akril, alkid.
- Alapozó-zománc. Sokoldalú termék, amely ötvözi az alapozót, a korrózióvédelmet és a festéket.
- Kovácskeverékek. Polimer vegyületek vesznek részt gyártásukban, ami kiváló kopásállóságot biztosít a bevonatoknak. Jó tapadást mutat.
- Nitro festék. Permetező kannákban értékesítik. Magas toxicitással rendelkezik.
Vannak más típusú festékkeverékek - lakk és zománc, amelyeket kemencék és más hasonló termékek feldolgozására használnak. Ezek hőálló anyagok.
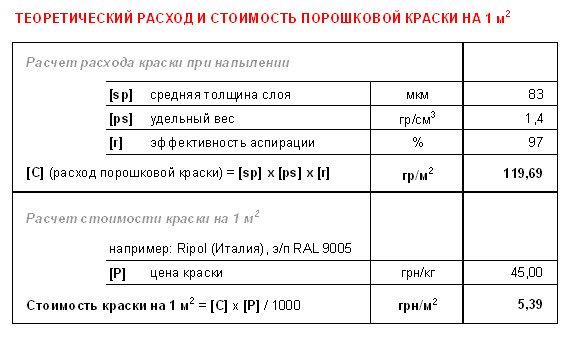
Porfesték fogyasztás 1 m2 -enként
A festés abból áll, hogy porfestéket használnak a festendő tárgyra. Az anyag polimerizáció hatására feloldódik, ennek köszönhetően képes egyenletesen fedni a festett tárgyat.
A porfestéket csak egyszer kell felvinni, mivel rétege ugyanolyan vastagságú, mint 3 réteg bármilyen más színezék.
Nagy előnye a tartóssága - a festett tárgy maximális védelmet kap a külső hatásoktól, például a hőmérsékletváltozástól, vegyszerektől, korróziótól és mechanikai sérülésektől.
A porfesték -keverékek széles választéka megtalálható, beleértve a poliészter epoxi és a poliészter festékeket. A választásnál érdemes szakemberrel konzultálni, aki az igényeknek megfelelően tudja kiválasztani a mennyiséget és az összetételt.









Érdemes porbevonatot választani, mert tulajdonságaiban felülmúlja a hagyományos festékeket. A porbevonat alkalmas kis fémtárgyak festésére, mint például:
Porfesték fogyasztási információk.
- Kapuk;
- létra;
- korlátok;
- tartozékok és autóalkatrészek;
- könnyűfém keréktárcsák;
- lökhárítók terepjárókhoz;
- kerékpár keretek;
- autóalkatrészek és karosszériák;
- Készülékek;
- elektromos berendezések házai;
- állványok;
- radiátorok;
- lámpák;
- homlokzati elemek;
- ereszcsatornák;
- ablakpárkány;
- fém kerti bútor.
Az átlagos fogyasztás négyzetméterenként 140 grammon belül változik. De különböző tényezők hatására jelentősen eltérhet az eredetitől, beleértve a felület méretét és alakját, egyenletességét, az alkalmazás módját és a festék típusát.
- A méret. Először is ki kell számítani a festett felület területét. Ha a felület ívelt, az áramlási sebesség növekedhet.
- A simaság fontos tényező az anyagfelhasználás kiszámításakor. Minél simább a felület, annál kevesebb festékre lesz szükség. Ezért a termék festése előtt fényesre kell csiszolni.
- Alkalmazási módszer. A szakértők azt javasolják, hogy a festéket szórópisztollyal vigyék fel. Ez az alkalmazási módszer lehetővé teszi a felhasznált anyagmennyiség közel kétszeresét.
- Fajta. A fogyasztás a festék típusától függ. A gyártók feltüntetik a festékkészítmény fogyasztását és súlyát azon a tartályon, amelyben a festék található. Ha az összes szabályt betartja a tárgyak festésekor, akkor a fogyasztás alig tér el a gyártó által a csomagoláson feltüntetettől.
4 Horganyzott lemez festése - alkalmazott technológiák
Most horganyzott festést végezhet a következő módszerekkel:
- pneumatikus festés;
- kombinált;
- elektrosztatikus;
- levegőtlen.
A pneumatikus módszer egy speciális pneumatikus szórópisztoly használatát foglalja magában, amely sűrített levegőt használ a munkájához.Ha a megfelelő festési sebességet, a permetezőpisztoly alakját, a levegő sebességének és a színező kompozíció áramlásának arányát választja, akkor ideális felületet érhet el. De nem mindig egy tapasztalt szakember tudja helyesen figyelembe venni ezeket a tényezőket. Ezenkívül a pneumatikus módszert olcsónak és nem környezetbarátnak tekintik, mivel a festék permetezésekor sűrű festék-lakk köd képződik.
Amikor porfestékkel dolgozik
A porbevonó berendezésen való áthaladás után a termékek kiváló dekoratív és korróziógátló tulajdonságokkal rendelkeznek. Az anyagtakarék itt majdnem 100% (a felületre nem települt festék újra felhasználható). A fémporok bevonására és díszítésére szolgáló modern berendezések teljesen automatizáltak.
A por előnye a zománcokkal szemben a bevonatok nagyobb szilárdsága a mechanikai igénybevételnek (ütés esetén - 100 kg / m, hajlításnál - 4-6 mm). Érdemes megemlíteni a fokozott tapadást is (a por tapadása a felülethez - 500 kg / nm). A bevonat javítja a termék korróziógátló teljesítményét. Ellenáll a lúgok, savak és szerves oldószerek oldatainak.
A porfestékkel festett elemek -60 ° C ... + 150 ° C tartományban képesek működni. A bevonat vastagsága 0,05-0,3 mm lehet. Az ilyen típusú festékek minden színben megjelennek a RAL kártya szerint. A filmképzés típusa szerint több fő csoportra oszthatók:
- epoxi;
- poliészter;
- epoxi poliészter;
- poliamid.
Segítségükkel fényes és matt felületeket lehet kialakítani.
A porkezelés környezetbarátabb, mivel nem bocsát ki folyékony oldószergőzöket. A porbevonó berendezés nem igényel előzetes alapozást. A bevonat felhordásához elegendő egyszer átengedni a terméket a festési vonalon.
Ez a módszer lehetővé teszi a termelés 20-40% -os csökkentését a teljes energiafogyasztásban. A festési folyamat gyorsabb és kevésbé munkaigényes lesz. Szinte teljesen biztonságos a személyzet számára, és nem igényel tágas szobákat. A következtetés nyilvánvaló: sok szempontból előnyösebb a porfestékek használata, mint a folyékony festékek.
Szükséges anyagok és felszerelések
Tehát adjunk részletes leírást a fém porfestésének technológiájáról. Tartós permetező réteg létrehozásához szüksége lesz:
- kemence (kamra) polimerizációhoz: saját maga készítheti el, vagy megvásárolhatja egy szaküzletben;
- szórópisztoly: mivel egy ilyen eszköz sokba kerül, összeállítható a gáztűzhely -öngyújtókban gyakran használt átalakítóból, a tápegységből és a közönséges műanyag palackból is;
- természetesen maga a festék.
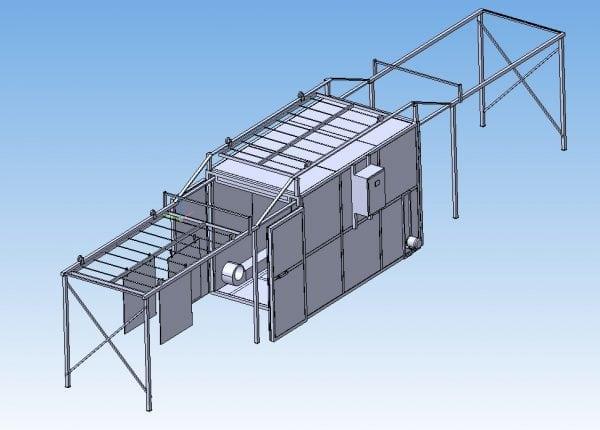
A szárító kemencéket 25 kW feszültségforráshoz kell csatlakoztatni. Működés közben 6 kW -ot termel, míg egy kicsit felmelegszik - 12 kW. Gyártásához vastag fémlemezre lesz szüksége a házhoz, fűtőelemekre, tangenciális típusú ventilátorra, amelyben a légtömegek egy irányban mozognak, valamint a ház bármely nem éghető hőszigetelőjére.
A fűtőelemek egymással párhuzamosan vannak elhelyezve a kemence szemközti falain. A ventilátor fő része a kamrán kívül van felszerelve. Úgy van hegesztve, hogy a kijárat keskeny és a bejárat elég széles. A szárítószekrényben külön permetező kamrát is kell készíteni. Nagyméretű alkatrészek feldolgozásához jobb sín típusú kocsikat biztosítani.
Porfestési technikák
Bár a porfestési módszer már régóta ismert, műszaki fejlesztése viszonylag nemrégiben kezdődött. Ez idő alatt a folyamat végrehajtásának több módja is megjelent.










- A legnépszerűbb és legelterjedtebb az elektrosztatikus permetezés. Az elv az, hogy a porrészecskék elektromos töltést kapnak, amikor áthaladnak a szórópisztolyon.Ebben az esetben a kezelt bevonat elektromosan semleges marad. Ez a különbség az, amely elektromos mezőt hoz létre, amely miatt a por vonzza a felületet és szilárdan tartja. Ez a festés első szakasza. Ezenkívül a feldolgozott részt speciális sütőbe helyezzük, ahol körülbelül 200 fokos hőmérsékletre melegítjük. A rövid távú expozíció megolvasztja a felső réteget, és megbízhatóan felszívódik az alapba. Az elektromos töltés fokozatosan eltűnik.
- Bonyolultabb módszert kell figyelembe venni, amely magában foglalja az előmelegítést. Vagyis a festett fémterméket egy bizonyos hőmérsékletre melegítik (az indikátort egyedileg választják ki). Permetezőpisztoly segítségével porfesték -részecskéket visznek fel az aljzatra, és megolvasztják. A további lépések nem mindig járnak újramelegítéssel, és az alkalmazott bevonat típusától függenek.
- A harmadik lehetőségnél túlnyomórészt hőre lágyuló port használnak. A munkához speciális permetező szerszámot használnak, amelyet égő propánnal ellátott kamrával szállítanak. Az előmelegített részecskék a felületet érintve tartós védőréteget képeznek. Bár ezzel a technológiával sokféle anyagot lehet festeni, elterjedése viszonylag kicsi.
Az első festési módszer iránti igényt az magyarázza, hogy ez a lehetőség nagyobb technológiai fejlettséggel rendelkezik. Más módszerekkel minden bonyolultabb: a második módszer gondos hőmérséklet -kiválasztást igényel, a harmadik pedig viszonylag nemrég jelent meg.
Otthoni festés - porfesték technológia

Előkészítési szakaszok:

Tisztítás. Bármilyen módszer alkalmas egy adott esetre:
- mechanikus - darálóval, ecsettel, rongyokkal ...;
- kémiai szerek (oldószer, sav, lúg);
- a rozsda eltávolításához végezzen csiszoló tisztítást (homokfúvóban), vagy kezelje a felületet egy speciális vegyülettel (fémtisztító).

Alapozás szervetlen festékekkel. Konverziós réteget alkalmaznak - véd a nedvességtől, a levegőtől és a film alatti szennyeződéstől.

Passziválás. A terméket nátriumvegyülettel, króm -3 -nitráttal vagy foszfáttal kezelik, ami megakadályozza a fém másodlagos oxidációját.
A festés előkészítésének utolsó lépése az alkatrész öblítése, szárítása és hűtése. A terméket előkészítették. Elkezdheti a festést.

A permetezésre szolgáló speciális kamrában porfestéket visznek fel a feldolgozott tárgyra, amelyet földelni kell, ehhez elektrosztatikus pisztolyt (szórópisztolyt) használnak. Az alkatrészt úgy kell elhelyezni, hogy minden oldalról hozzáférhető legyen. Az elektromos töltések különbsége miatt a száraz festékrészecskék "tapadnak" a munkadarab felületéhez.

A következő lépés a festék sütése és polimerizálása. A festett terméket a sütőbe helyezzük. A fő folyamat ott zajlik - a filmréteg visszaáramlása és kialakulása. A feldolgozási idő és a hőmérséklet a festék összetételétől függ. Ezeket feltétlenül feltüntetik a csomagoláson. A festendő termék anyagát is figyelembe veszik, hogy milyen körülmények között fogják használni.

Az utolsó pillanat - a terméknek teljesen le kell hűlnie.

Hogyan kell festeni porfestékkel
Miután az összes berendezést összeszerelték, megvásárolták és beszerelték, saját kezével festheti a fém alkatrészeket.
A festék kiválasztása
A porfestékek két kategóriába sorolhatók:
- Hőre lágyuló. A bevonat megszerzésének elve az, hogy a port a sült részre kell felhordani. Csak a hőmérséklet befolyásolja a létrehozott réteget. Ebbe a csoportba tartoznak a polivinil -butirál, polimerek, poliamid, polielifin alapú készítmények.
- Hőre keményedő. A folyamat lényege, hogy a fúziót egy bizonyos kémiai reakció kíséri. Ez lehetővé teszi, hogy olyan felületet kapjon, amely ellenáll minden ütésnek.Opciók az ilyen keverékekhez: epoxi, poliészter, epoxi-poliészter, poliuretán.
Nem szabad megfeledkezni arról, hogy a kiválasztott festék színe nem színezett.
 Mind a hőre lágyuló, mind a hőre keményedő vegyületek széles színválasztékban kaphatók
Mind a hőre lágyuló, mind a hőre keményedő vegyületek széles színválasztékban kaphatók
Festési technológia
A háztartási munkához bizonyos feltételek megteremtése szükséges. Minden folyamat szakaszokra van osztva, hogy kizárja a festési technológia por és szennyeződés miatti megsértését.










Eljárás:
A fémfeldolgozás folyamatban van. A felületet alaposan megtisztítják a régi rétegtől. Ha feketedés vagy elszíneződés nyomai vannak, akkor a bevonatot teljesen el kell távolítani.
A megtisztított részeket zsírtalanítják és alaposan megszárítják. Szükség esetén foszfátozást végeznek. Azokat a területeket, amelyeket nem szabad festeni, bezárják.
A feldolgozott terméket szórófülkébe helyezzük, és földeljük. Ehhez felfüggesztésekre akasztják. A horgok nem zavarhatják a vonat egyenletes eloszlását.
Pisztoly segítségével a port az alkatrész felületére permetezik
Vigyázni kell, mert megérintve a kompozíció könnyen törölhető. Ha ez megtörténik, akkor új réteget kell felvinni.
Ehhez a mobil megoldás a legjobb megoldás.
A feldolgozás után a terméket sütőbe helyezzük. A kívánt hőmérsékleti mód van kiválasztva, a fűtési folyamat 10-30 percig tart. A termék megfelelő festéséhez be kell tartania az egyes rétegek hőmérsékletét: ha alapozót visz fel, akkor körülbelül 150-160 ° C, az alaprétegnél - 170-180 fok, és a főnél - több, mint 190 ° C. A mutatók természetesen az alkatrész anyagától és méretétől függenek.
Sütés után a terméket kivesszük a sütőből. A festék teljes tapadásához ajánlott egy napot várni.
Természetesen az optimális eredmény eléréséhez bizonyos időbe telik az összes berendezés megfelelő beállítása és a technológiai folyamat világos sorrendjének kialakítása. De ha minden feltétel teljesül, az eredmény minden várakozást felülmúl.
Szükséges felszerelés
Annak érdekében, hogy az önfestési folyamat gyakorlatilag ne térjen el a gyáritól, ki kell választani a megfelelő helyet, ahol a munkát elvégezni fogják.
Amikor megtalálják a helyiségeket, össze kell szerelni és elő kell készíteni a szükséges felszerelést:
- kemence polimerizációhoz (szárítás);
- állandó feszültségforrás (kb. 25 kV);
- porfesték (szórópisztoly);
- LMB.
A munkában a pontosság és egy kis tapasztalat nem zavarja. De ha nincs ott, akkor nem számít, az utasításokat követve elkerülheti a legtöbb hibát, és meglehetősen tisztességes eredményt kaphat.

Kemencék készítése
A polimerizáció fontos lépés a porfesték kikeményítésében. Ha ezt a pontot kihagyják, a festék nem tapad a fémfelületekhez. Ezért először olyan berendezésekre van szükség, mint a kemence - más néven polimerizációs kamrának nevezik. Ez a dolog drága, ezért saját maga készítheti el, hulladékanyagokból. Szükségünk lesz (a polimerizációs kamra mérete 2x1x1 m):
- profil cső;
- nem éghető hőszigetelés (bazaltlap);
- fémlemez (méret szerint rendelhető);
- érintőventilátor;
- Fűtőelemek.
A sütő összeszerelési útmutatója a következő lépésekből áll:
- Hegesztje a keretet a profilból.
- Tegyen bele szigetelést.
- Varrja fel a falakat fémlemezekkel. Végezze el a külső felületet gipszrosttal.
- A kamrában történő konvekcióhoz szereljen fel tangenciális ventilátort, hegesztje egy keskeny kimenetre és egy széles bemenetre.
- Helyezze be a ventilátort a kamrába. Felülről levegőt vesz, átvezeti a fűtőelemeken, alul kilöki, majd elosztja az egész kamrában.
- Szerelje fel a fűtőelemeket a párhuzamos falak mentén, és kösse össze a fázisok szerinti eloszlás szerint.
- Zárja be a fűtőelemeket, hagyja nyitva a ventilátort, amelynek fő részét a kamrán kívül kell elhelyezni (hogy ne olvadjon fel a tekercs).
- Szerelje be az elektromos panelt.Igaz, jobb, ha ezt a munkát szakemberre bízza.
Az így kapott berendezés - egy polimerizációs kamra - 12 kW teljesítményű lesz fűtésre és 6 kW üzemre.
Fontos! Az ilyen kemencékben a porfesték szárítására szolgáló energiahordozó nemcsak villamos energia, hanem földgáz és dízelüzemanyag is lehet.
Festőeszköz - pisztoly
A porfesték termékre történő felhordásához speciális eszközre van szükség. Ez elektrosztatikus szórópisztoly vagy tribosztatikus porlasztópisztoly. De nem ajánlott drága berendezéseket vásárolni a ritka használat érdekében. Mivel esetünkben mindent kézzel készítenek otthon, egy ilyen eszköz 10 perc alatt elkészíthető.Egy ilyen pisztoly könnyen használható, olcsó és praktikus. Az egyik festékről a másikra való átmenet néhány másodpercet vesz igénybe.










 Porbevonó pisztoly tervezése és felszerelése
Porbevonó pisztoly tervezése és felszerelése
Porfesték készítése:
- Vegyünk egy normál 1,5 literes műanyag palackot. A lényeg az, hogy száraz és tiszta legyen.
- Töltse fel 1/3 részig porfestékkel, húzza meg fémdugóval.
- Kis lyukakat fúr a parafába. Minél több lyuk van, annál jobb lesz az alkalmazás. Vágja le a parafa külső részét a piercing után maradt sorjától.
- Csatlakoztassa a pozitív vezetéket a nagyfeszültségű forrásból a dugóhoz.
Ebből a célból egy átalakítóra van szükség, amely 25 000 voltos egyenáramot képes táplálni. Ezeket kábító fegyverekben, gáztűzhelyi öngyújtókban, kazánokban és vízmelegítőkben használják. Működhetnek elemekkel vagy akkumulátorokkal, 3-6 voltot alakítanak át a szükséges 25 kV-ra.
Legyen óvatos, ha nagy feszültséggel dolgozik. Jobb, ha az inverter összeszerelését bízza szakképzett villanyszerelőre.
Minden manipuláció után elég tisztességes pisztolyt kap.
Olyan apróságok, amelyek nélkül nem lehet
A festés megkezdése előtt ügyelni kell arra, hogy minden művelet ideális körülmények között történjen:
- Nagyszerű világításra van szükség. Használjon fénycsöveket. A porfesték jól tapad a szokásos lámpához.
- Jó szellőzésre van szükség két motorral (be- és kimenet). Ezenkívül gézkötést vagy jobb esetben professzionális légzőkészüléket kell viselnie.
- Ki kell találnunk egy módszert a porfesték maradványainak összegyűjtésére. A kezdeti szakaszban használjon régi erős porszívót.
Amikor mindent gondosan előkészítettek, elkezdheti saját kezűleg festeni a szükséges alkatrészeket.
A festék kiválasztása
A felszerelés előkészítése után jön a legfontosabb pillanat - a festék kiválasztása. Manapság rengeteg fajta, márkájú és színű porfesték létezik. Ki kell találni, hogy milyen anyagra van szükségünk. Amikor lemezeket fest saját kezűleg, a következő típusú festékeket használja:
- epoxi;
- poliészter;
- poliuretán;
- szilikon.
Az epoxi festékek ellenállnak a lúgoknak és a savaknak. A poliésztert korróziógátlónak tekintik. Poliuretán - kopásálló anyagokkal és oldószerekkel szemben ellenálló. Szilikon - ellenáll a legmagasabb hőmérsékletnek is.
A leghíresebb festékgyártók: Pulverit, Infralit, P-EP 45, Bichon, TFK, Beckers, Radar, Inver, Flycoat. Ezeknek a vállalatoknak a termékei segítségével saját kezűleg létrehozhat egy teljesen egyedi lemeztervet. Lehetőség van nemcsak a szín kiválasztására, hanem a korongok textúrájának megváltoztatására is: mattról fényesre.
Bizonyos típusú festékek segítségével saját kezűleg megváltoztathatja a bevonat szerkezetét. A Shagreen, moire, antik és más típusú textúrájú festékek kereskedelmi forgalomban kaphatók. A színskálát a RAL szabvány határozza meg.
Az otthoni korongok porfestéséhez speciális ruházat szükséges.
Fogyasztás
A porfesték vonzereje kétségtelen. Azonban pontosan meg kell határoznia annak szükségességét, megtudja, mennyit megy a színező összetétel minden m2 -re.A létrehozandó minimális rétegvastagság 100 µm, a festékhasználat csökkentése érdekében ajánlatos permetezni. Az aeroszolos felhasználási módszer lehetővé teszi 0,12-0,14 kg anyag elköltését 1 négyzetméterenként. De ezek a számítások csak hozzávetőlegesek, és lehetővé teszik a számok sorrendjének meghatározását.










Pontos becslést lehet végezni, ha ismerjük az adott festéktípus tulajdonságait és az aljzat jellemzőit, amelyre felhordjuk. Ne feledje, hogy a címkéken és a csomagoláson feltüntetett norma, amely a reklámplakátokon látható, felületi festést jelent, amely teljesen pórusmentes. A műanyagnak vagy fémnek csak enyhe porozitása van, ezért még a festéskor is kissé több festéket kell használnia, mint amit a gyártó előírt. Amikor más anyagokat kell feldolgozni, a költségek jelentősen megnőnek. Ne haragudjon tehát, ha „felfújt” adatokat talál a porfestési szolgáltatásokról szóló számlákban.