Plexiüveg tulajdonságai
- Könnyű. A plexi sűrűsége 1,19 g / cm3. Más anyagokhoz képest a plexi csaknem 2,5-szer könnyebb, mint a közönséges üveg, 17% -kal könnyebb, mint a kompakt PVC és 7% -kal könnyebb, mint a poliészter üveg, ezért az önhordó szerkezetek építésekor nincs szükség további tartókra. A plexi súlya megegyezik a polikarbonát súlyával, és 15% -kal nehezebb, mint a polisztirol.
- Nedvességállóság. Yacht üvegezésre, akváriumgyártásra használják.
- Ütésállóság. Az akrillemez ütésállósága ötször nagyobb, mint a közönséges szilikátüvegé.
- Időjárással szemben ellenálló. A plexi nem fél a 40 fokos fagyoktól - széles hőmérséklet -tartományban képes dolgozni, anélkül, hogy magas hőmérsékleten lágyulna vagy deformálódna, és alacsony hőmérsékleten nem reped vagy deformálódik, ellenáll a kedvezőtlen időjárási eseményeknek. Az akrilüveg nagyon ellenáll az öregedésnek. Mechanikai és optikai tulajdonságai nem változnak észrevehetően hosszú távú légköri expozíció esetén.
- A szerves üveg az ultraibolya sugarak 90% -át továbbítja, miközben jó fényállósággal és kiváló UV -sugárzási ellenállással rendelkezik, anélkül, hogy különleges védelmet igényelne. Ez annak köszönhető, hogy kémiai jellege miatt a plexi átlátszó az ultraibolya sugárzásnak. Ezért az ultraibolya fény nem marad meg a polimer tömegében, és nem károsítja annak belső szerkezetét (az ultraibolya sugarak nem okoznak sárgulást és lebomlást, és az anyag nem veszíti el mechanikai tulajdonságait 10 vagy több évig).
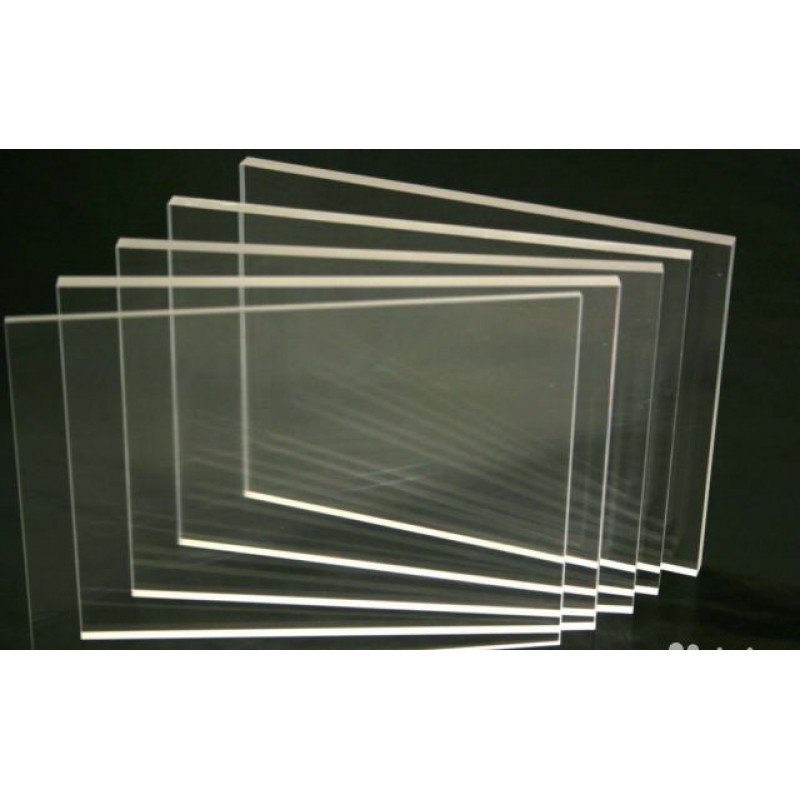
- Fényáteresztés. Saját színének és átlátszóságának hiánya lehetővé teszi a nagy fényáteresztést. Az akrillemezek fényáteresztése megegyezik az üvegével. A fényáteresztés a látható fény 93% -a (a beeső fénynek csak 8% -a tükröződik vissza) - több, mint bármely más polimer anyag. A plexi színe az idő múlásával nem változik, megőrzi eredeti színét. A "matt" plexi fényáteresztése 20% (azaz gyakorlatilag "unalmas") és 75% (áttetsző) tartományban lehet. Az 50-75% -os fényáteresztő lapokat például lámpák gyártására használják. A belső megvilágítású reklámtermékek optimális fényáteresztése 25-30%.
- Az akrilüveg ellenáll a különböző gázoknakjelen van a városi levegőben és a tengerpartok levegőjében. Ezenkívül ellenáll a nedvességnek, a baktériumoknak és a mikroorganizmusoknak, magas a kémiai ellenállása a szervetlen anyagokkal, sókkal és oldataikkal szemben. Másrészt a szerves anyagok, például a szénhidrogének klórszármazékai, ketonok és éterek az akrilüveg oldószerei.
- A plexi gyúlékony anyag, de égéskor nem olyan veszélyes, mint más gyúlékony műanyagok, mivel nem bocsát ki mérgező gázokat. Gyulladási hőmérséklet - 460-635 ° С.
- Akril - környezetbarát anyag, nem termel mérgező anyagokat és teljesen biztonságos. Kültéren és beltéren is használható, beleértve a gyermek- és egészségügyi intézményeket is. Az újrahasznosítás után a plexi teljesen újra felhasználható.
- Az akrilüveg könnyen feldolgozható. Vágható, fúrható, ragasztható, hajlítható és formázható, csiszolható és marható, festhető és gravírozható (beleértve a lézergravírozást is), és kiválóan tapad mindenféle öntapadó vinilhez.
- Az akrilüveg könnyen "hidegen" hajlik (fűtés nélkül).
- Plexi - hőre lágyuló anyag, vagyis képes megpuhulni hevítéskor, és hűtéskor megtartani azt a formát, amelyet kapott.Az öntött akrilüveg tökéletes formájú, amely lehetővé teszi háromdimenziós termékek készítését különféle célokra, beleértve az exkluzív domborműveket és a teljes térfogatú megvilágított reklámtermékeket.
- Az akrilüveg lágyulási pontja (a gyártótól és a márkától függően) 90-110 ° C, alkalmazásának maximális hőmérséklete 80-100 ° C.
- 10 év garancia a plexiüveg minden tulajdonságának megőrzésére, anélkül, hogy megváltoztatná annak optikai, fizikai, mechanikai és működési jellemzőit.
- Jó dielektromos tulajdonságok. A szerves üveg molekuláris szerkezete olyan, hogy megakadályozza az elektromos töltésű részecskék behatolását a szálaiba. Ezért az akril alacsony elektromos vezetőképessége, amely lehetővé teszi, hogy a legszélesebb termékválaszték gyártásában használják fel.
Összetétel és tulajdonságok
A plexi hőre lágyuló akrilgyantát tartalmaz különféle adalékokkal, ezért ezt az anyagot akrilüvegnek is nevezik. Az adalékanyagok miatt lehetséges a végtermék egy adott színének elérése, valamint egyéb jellemzők, például a nagyobb szilárdság, a hangelnyelés és a hőállóság.
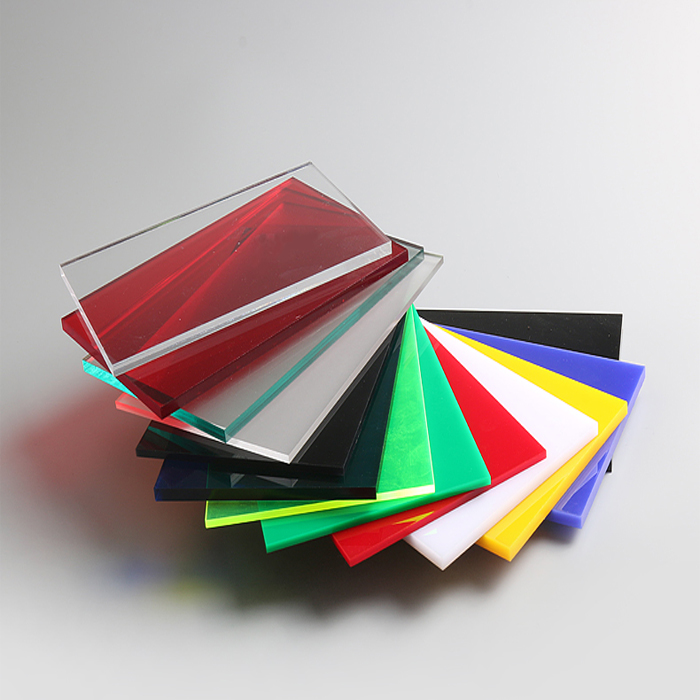
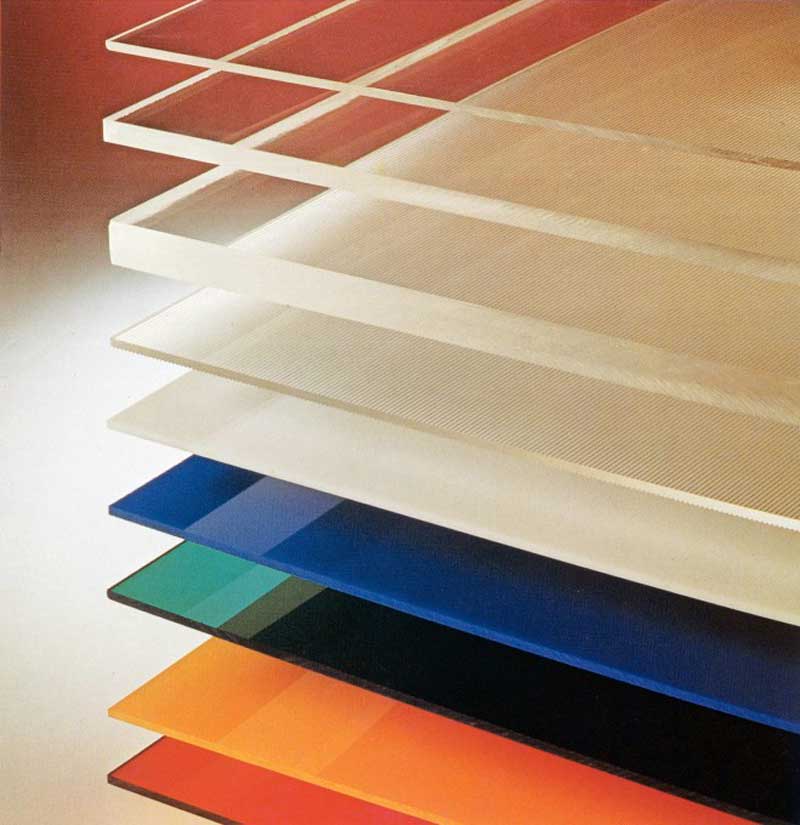
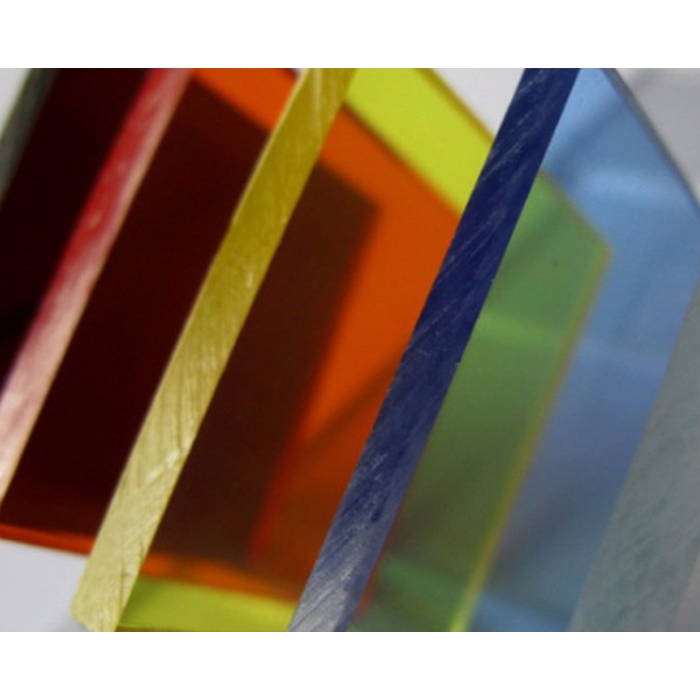
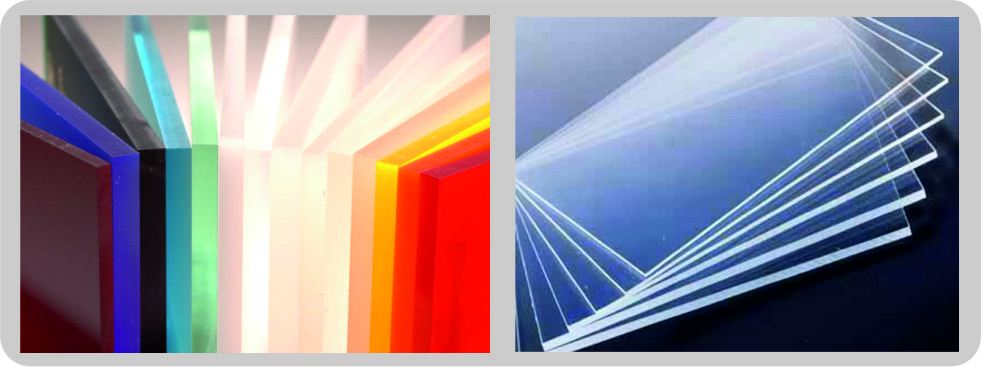
A szerves üveg színválasztéka meglehetősen széles, kezdve a világos bézs árnyalatoktól a barna és fekete színekig. A füstös és bronz árnyalatokat népszerűnek tartják. Az élénk színű plexi, mint a kék, piros, sárga, nagyon népszerű anyag a tervezők és az építők körében. Inkább a szerves üveget részesítik előnyben a közönséges üveggel szemben, mert sokkal kényelmesebb vele dolgozni.
A közönséges üvegekkel ellentétben a plexi könnyen feldolgozható. Fúrható, vágható, marható és csiszolható. Az anyag koppintásra és más elemekkel történő menetvágásra alkalmas. Hevítéskor a plexi műanyag tulajdonságai nőnek, és ebben az állapotban hajlítható és formázható.
A szerves üvegből különféle termékeket nyernek feldolgozással. Ehhez vákuumhatást, sajtolást, forró és hideg formázást alkalmaznak. Például a híres skót szobrász, Rob Mulholland teljesen elképesztő műalkotásokat készít akrilüvegből.
A közönséges üveghez képest a szerves üveg alábbi jellemzői különböztethetők meg:
- a környezeti hatásokkal (nedvességgel, hőmérséklettel) szembeni ellenállás magasabb a szerves üveg esetében;
- a szerves üveg jobban ellenáll az agresszív környezet hatásának;
- a plexi sokkal kisebb súlyú;
- a plexi lágyabb, mint a hagyományos üveg, kisebb hatások karcolásokat hagyhatnak;
- könnyen vágható és feldolgozható mechanikus szerszámmal vagy lézerrel;
- a plexiüveg fényáteresztő képességének mutatói összehasonlíthatók a közönséges üvegével, vagy meghaladják azokat;
- sérüléskor nem képez töredékeket;
- jó termikus plaszticitással rendelkezik, összetett formákat ölthet;
- nem fakul vagy fakul az idő múlásával;
- sokáig megőrzi optikai tulajdonságait.
A plexi hátrányai közé tartozik a gyúlékonyság.
Más típusú polimerekkel összehasonlítva azonban a szerves üveg nem bocsát ki mérgező anyagokat az égés során, és speciális adalékok és bevonatok használata jelentősen növelheti az anyag tűzálló tulajdonságait.
Az árkategóriában a szerves üveg a hagyományos üveg és más típusú szintetikus polimerek között helyezkedik el. A színes plexi ára alacsonyabb, mint a polikarbonáté és a polietiléné.
A plexi típusai
Az extrudálás (préselés) és az öntés a szerves üveg előállításának módszerei. A gyártási módszer szerint a végterméket öntésnek vagy extrudálásnak nevezik. A gyártási módszer befolyásolja a műanyag tulajdonságait, számos korlátozást vezet be a használatára.
Megjelenésük szerint a plexiüveget a következőkre osztják:
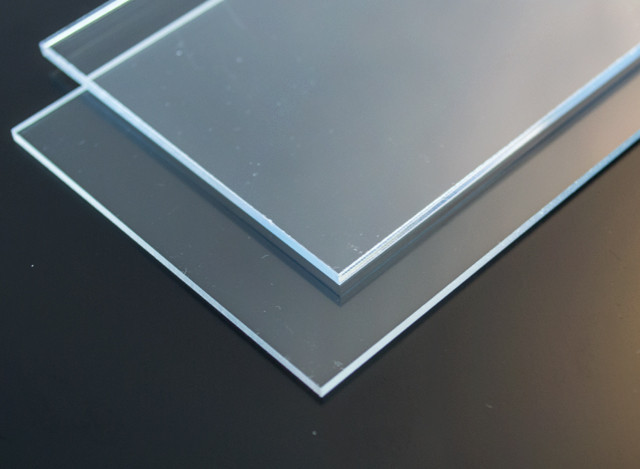
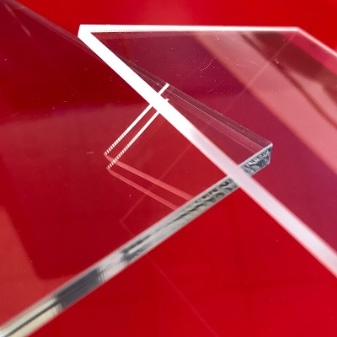
- átlátszó;
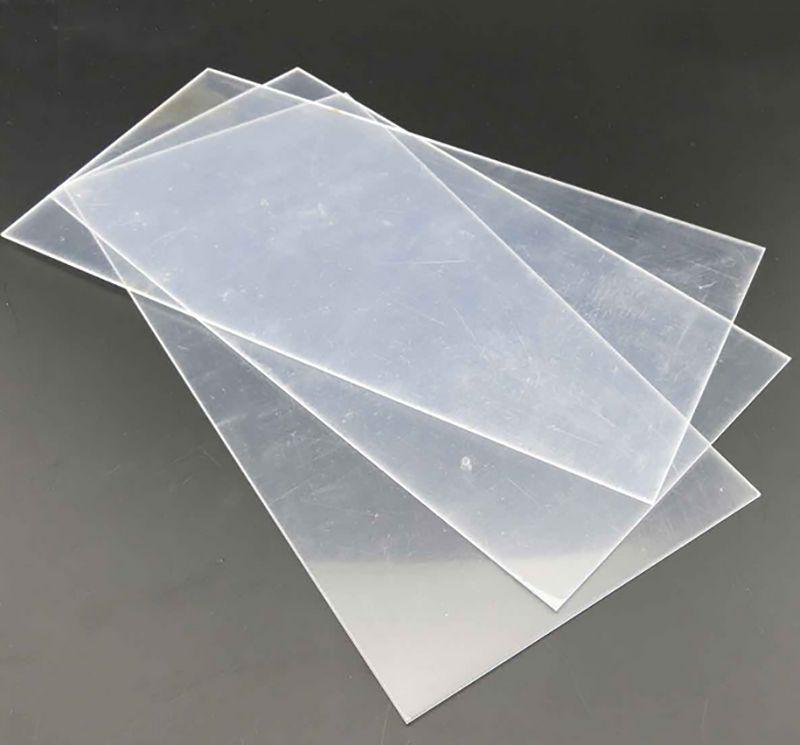
- matt;
- színezett.
Vásárolhat plexit késztermék vagy félkész termék formájában. A piacon vannak:
- ágynemű;
- rudak;
- csövek;
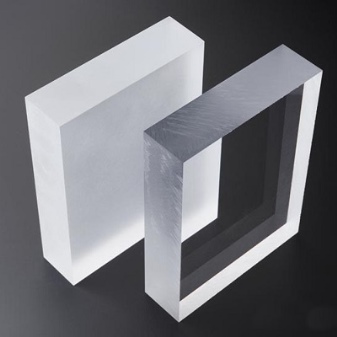
- blokkok;
- más termékek.
A gyártási módszer meghatározásához ismerkedjen meg a kész anyag jelölésével:
- HT - extrudálás;
- GS - fröccsöntés.
Extrudálás
Az extrudált polimetil -metakrilát (PMMA) plexiüveget gyenge intermolekuláris kötés jellemzi (alacsony molekulatömeg). Emiatt egyszerű formájú termékekhez használják. Az extrudált plexiüveg a PMMA granulátumokból álló olvadt tömeg folyamatos extrudálásával készül az extruder réselt formázó "fején" keresztül. Ezután lehűtjük, a megadott méreteknek megfelelően darabokra vágjuk. Az extrudált plexiüveg gyártását extrudervezetékeken végzik. A gyártási folyamat folyamatos.



A belföldi termelés extrudált plexiüvegét jelölik: SEP, ACRYMA.
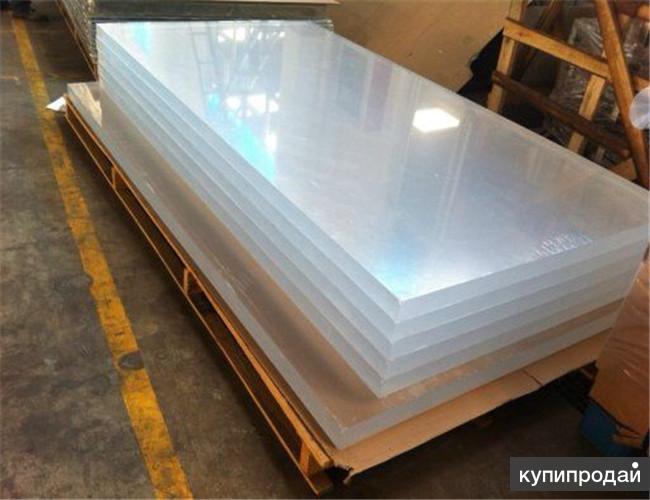
Öntvény
A blokk vagy öntött átlátszó hőre lágyuló műanyagot erősebb molekulák közötti kötések (nagy molekulatömeg) jellemzik. Ez lehetővé teszi, hogy az extrudáláshoz képest jobb teljesítményű termékeket kapjon. Az öntött plexi sima felülettel, nagy átlátszósággal, ütésállósággal, repedésállósággal rendelkezik. Csiszolható, formázható. Az öntött szerves üveg hőálló. A termékek másodlagos újraformázásának lehetősége megengedett. Ezenkívül az öntött plexiüveget nagyobb vegyszerállóság, nagy vastagságú stabilitás jellemzi.
Az öntött plexigyártás módszere folyékony MMA monomer öntése 2 üveglap közé, majd polimerizáció és keményítés. A plexi tömb gyártásakor a vastagságkülönbség eléri a 30%-ot, és a zsugorodás a melegítés során - 2%.
A hazai öntött plexi meg van jelölve: TOSP, TOSP-N, TOSP-U, TOSN.
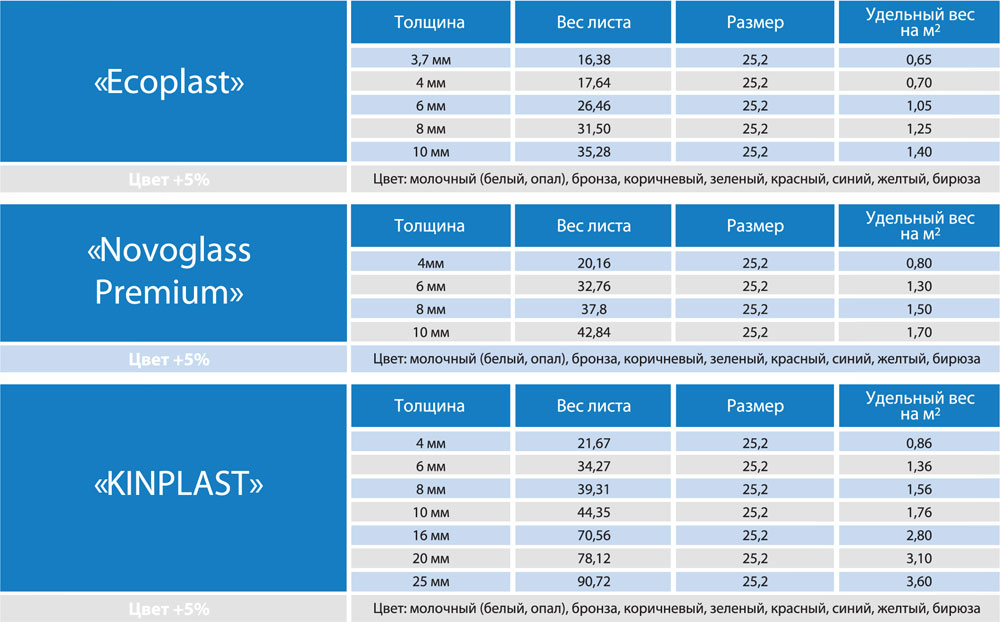
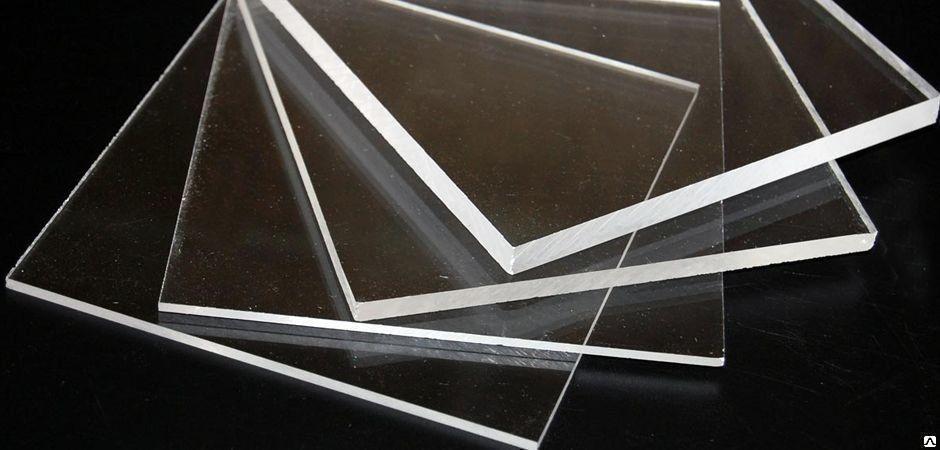
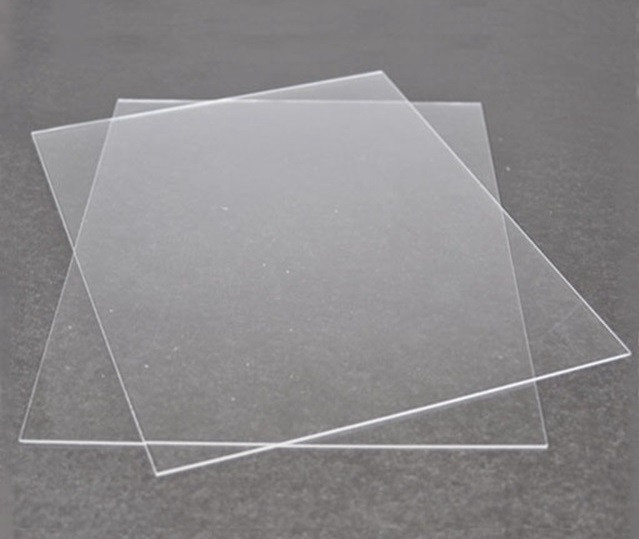
Lap
A lemez plexi a GOST 10667-90 követelményeinek megfelelően készül.
A világító üveglapot a GOST 9784-75 szabvány szerint gyártják. Annak érdekében, hogy a gyártás során a szükséges műszaki jellemzőket biztosítsuk, polivinil -kloridot vagy polisztirolt viszünk be a készítménybe (különböző fényszóródás biztosítása érdekében).
Lemezméretek: vastagság 0,8-30 mm, hossz-100-1600 mm, szélesség 100-1400 mm. Más méretek is kaphatók.
A polimer piacon matt plexi vagy dupla szatén található. További megmunkálás révén az anyag érdes, matt felületet kap. Ezenkívül ez a hatás különleges adalékok bevezetésének köszönhetően érhető el. A matt lemezek fényáteresztő képessége 20-70%, míg a hagyományos lemezeké 92%.
A szerves üveglemez alkalmazási területe nagyon kiterjedt: reklámtáblák, válaszfalak, díszítő elemek és még sok más.
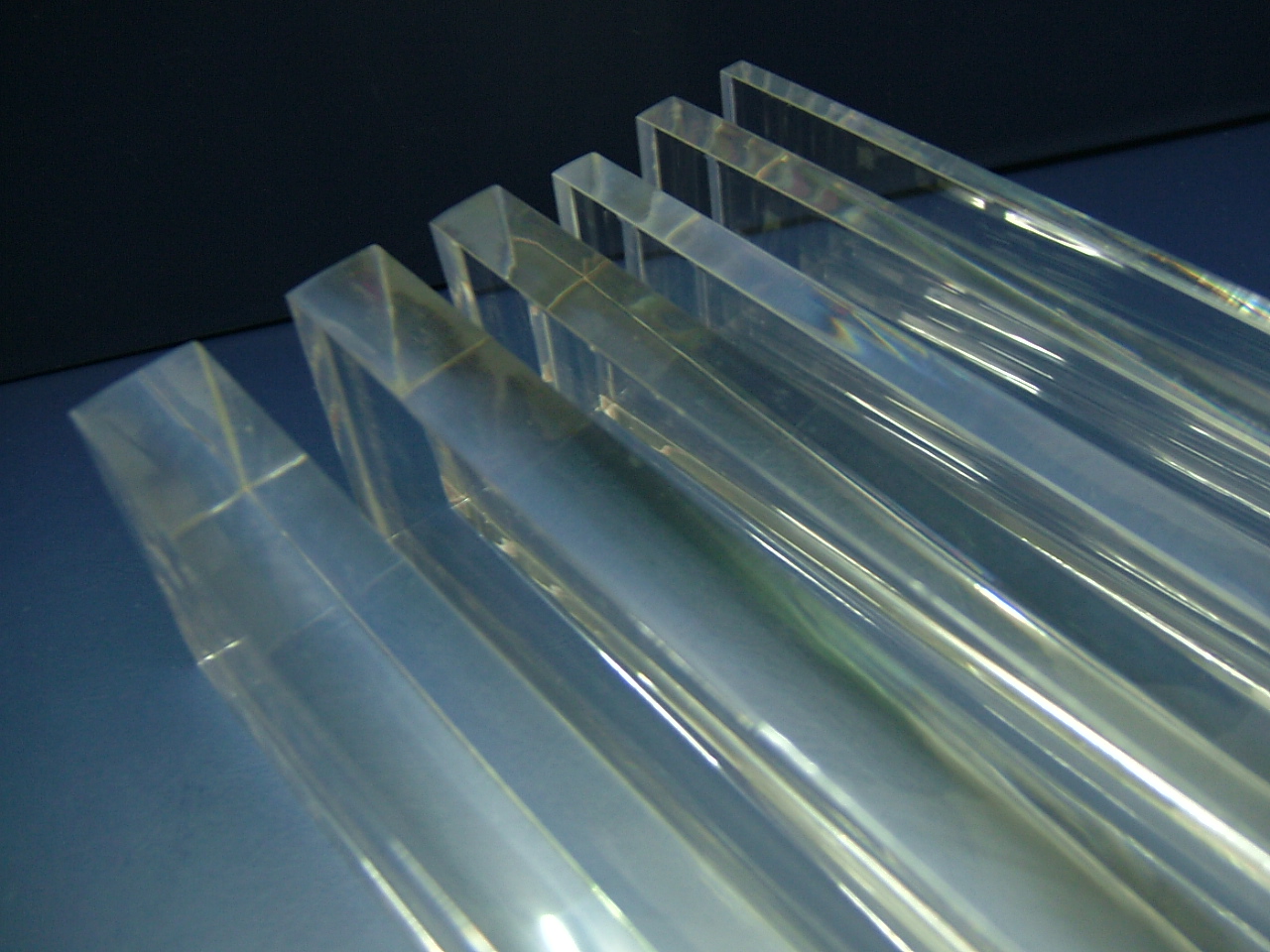
Plexi rúd (rúd)
Polimer kerek vagy négyzet alakú rúd a GOST 17622-72 és más technológiák szerint. körülmények. Tartozék műanyag: matt, átlátszó, festett.
Ezen termékek műszaki jellemzői megfelelnek a plexi márkájának, amelyből a terméket gyártják.
Négyszögletes rudak esetén a körülírt kör átmérője 10-40 mm. A kerek rudak 2-100 mm átmérőjűek. A szabványos rúdhossz 2 méter. Az ügyféllel való megegyezés szerint a méretek eltérhetnek.
A plexi rudakat különböző területeken használják: tervezési megoldások megvalósítása, dekorációs elemek, a bútoripar, egyes berendezések gyártása stb.
Bélyegek
A plexi lemezvilágítást a következő fokozatok gyártják:
- SE - extrudálás;
- SB - blokk;
- BOT - átlátszó, extrudálással készült;
- SBS - égésgátló blokk;
- SBPT - blokk megnövelt hőállósággal.
A BOT átlátszó, a többi márka zavaros.
A műszaki hazai plexi lágyított (TOSP) és nem plasztikázott (TOSN).
A TOSP viszont a következőkre tervezhető:
- TOSP -N - akril kádak, zuhanytálcák, szaniterek stb. Gyártása (vízvezeték);
- TOSP -U - hő- és fénystabilizált.
A GOST 10667-90 szerint a plexilapot is meg kell jelölni: CO (szerves), majd jelezze azt a hőmérsékletet, amelyen a polimer megpuhul (például 95, 120, 133), és egy betűjelzést, amely jelzi az alkalmazási területet (K - szerkezeti) , A - repülés) ...
Plexiüveg TOSP
A hazai termelés műszaki plexiüvege, a GOST 17622-72, TU 2216-271-05757593-2001 követelményeinek megfelelően gyártva. Ennek a szabványnak megfelelően ez az anyag előállítható:
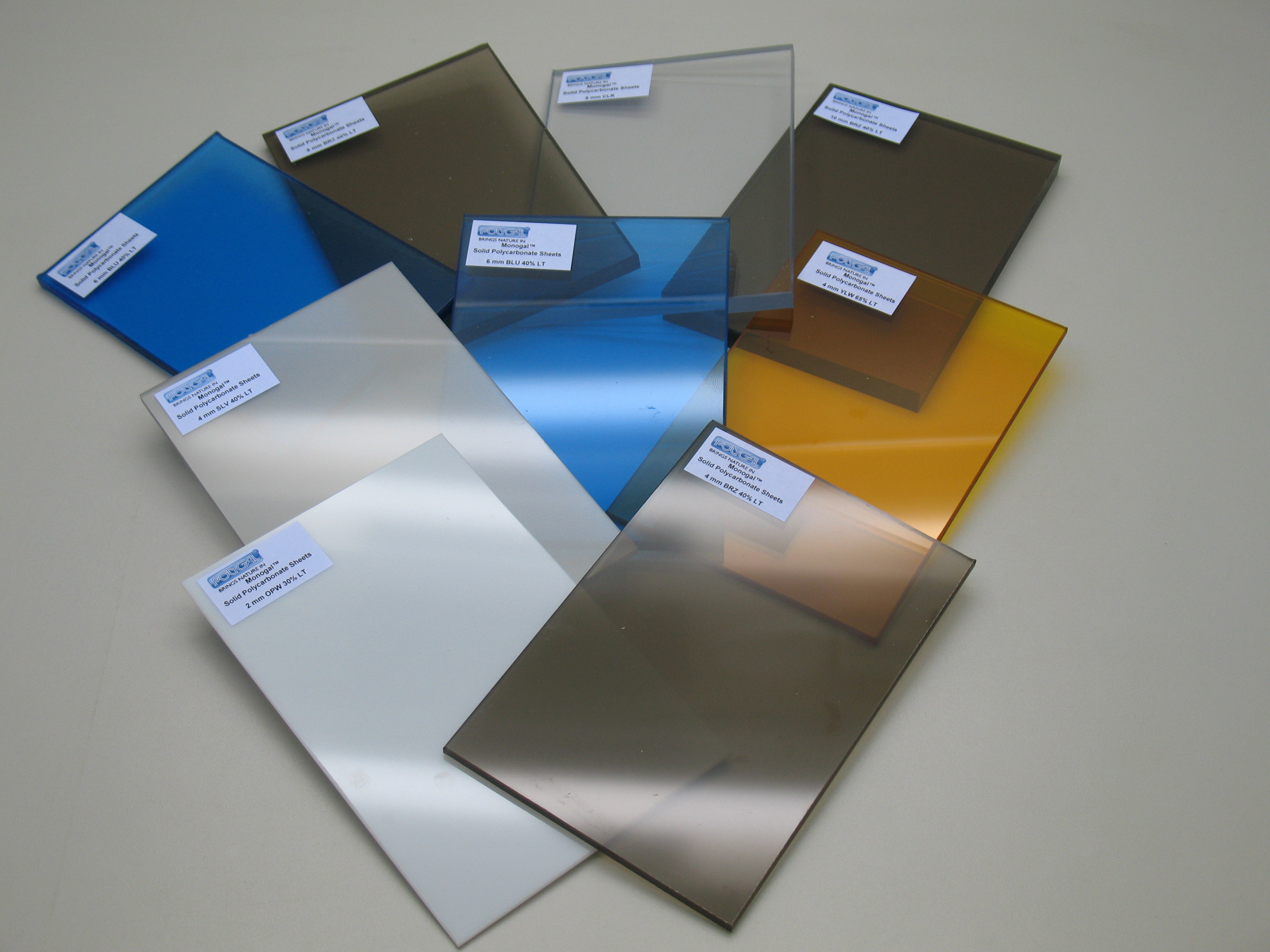
- átlátszatlan színű (elsődleges színek - kék, piros, sárga, zöld, narancs és fehér);
- színtelen átlátszó;
- átlátszó színű.
Jól alkalmazkodik a megmunkáláshoz. A készítményben található lágyítók növelik a plaszticitást, enyhén csökkentik a polimer lágyulási pontját.







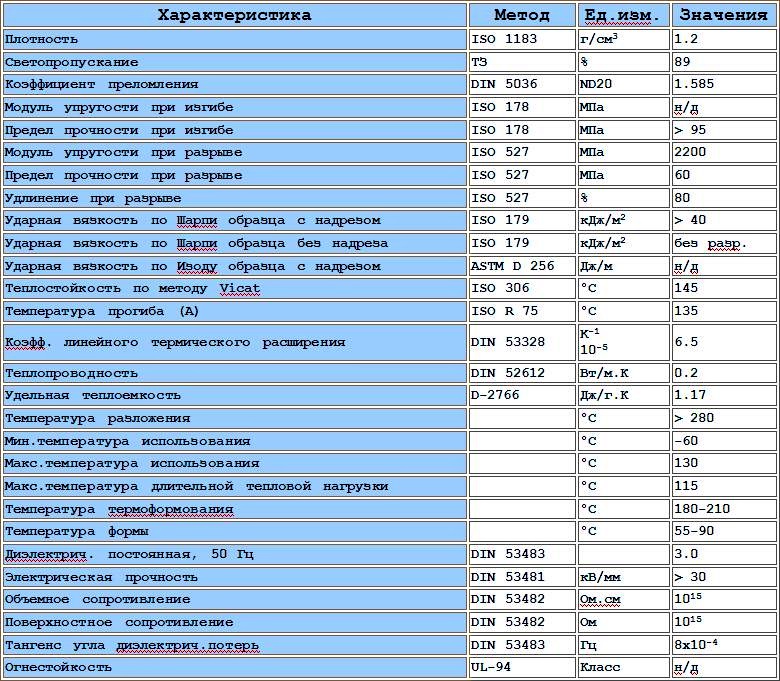
A GOST szerint a TOSP műszaki jellemzői:
- a szerves üveg TOSP ütésállósága 8,8-13 kJ / m2 (a lemez vastagságától függően);
- szakítószilárdság - legalább 61,7 MPa;
- lágyulási hőmérséklet - legalább 92 ºС;
- sűrűség 23 ° C -on - 1180 kg / m3;
- szakadási nyúlás - nem kevesebb, mint 2%;
- lineáris zsugorodás - körülbelül 3,5%.
A TOSP plexi a legnépszerűbb, különböző területeken használják: a dekorációtól és a mindennapi élettől az alkatrészekig az ipar különböző céljaira.
Szerves üveg TOSN
A GOST 17622-72 szerint a TOSN szerves üveg (nem műanyag) a következő műszaki jellemzőkkel rendelkezik:
- sűrűség 23 ° C -on - 1180 kg / m3;
- szakadási nyúlás - nem kevesebb, mint 3,5%;
- szakítószilárdság - 70 MPa;
- lineáris zsugorodás - körülbelül 3,5%;
- lágyulási hőmérséklet - legalább 110 ºС;
- hőre lágyuló műanyag ütésállósága - 8,8-15 kJ / m2 (vastagságtól függően).
A műanyagot nagyfokú stresszállóság jellemzi, és nem önthető. Ellenáll a TOSP -nál magasabb üzemi hőmérsékletnek (90 és 80 Celsius fok).
A fajok áttekintése
Ma a gyártók szerves üveg széles választékát kínálják a fogyasztóknak. Van egy vékony lemez, tömb, vastag színezett vandálellenes üveg a piacon. Felhasználási területe közvetlenül függ az anyag típusától. Például mintás hullámosított dekoratív üveget használnak a belsőépítészethez. A mérnöki, orvosi és építőiparban az átlátszó polimereket tartják relevánsnak.
Különböző típusú plexiüveg másképp néz ki, lehet matt és színes. A fogyasztók gyakran a fényszóró, edzett, öntött, rugalmas, hőálló, hőálló, fluoreszkáló, texturált üveget részesítik előnyben extrudálással és más módszerekkel.

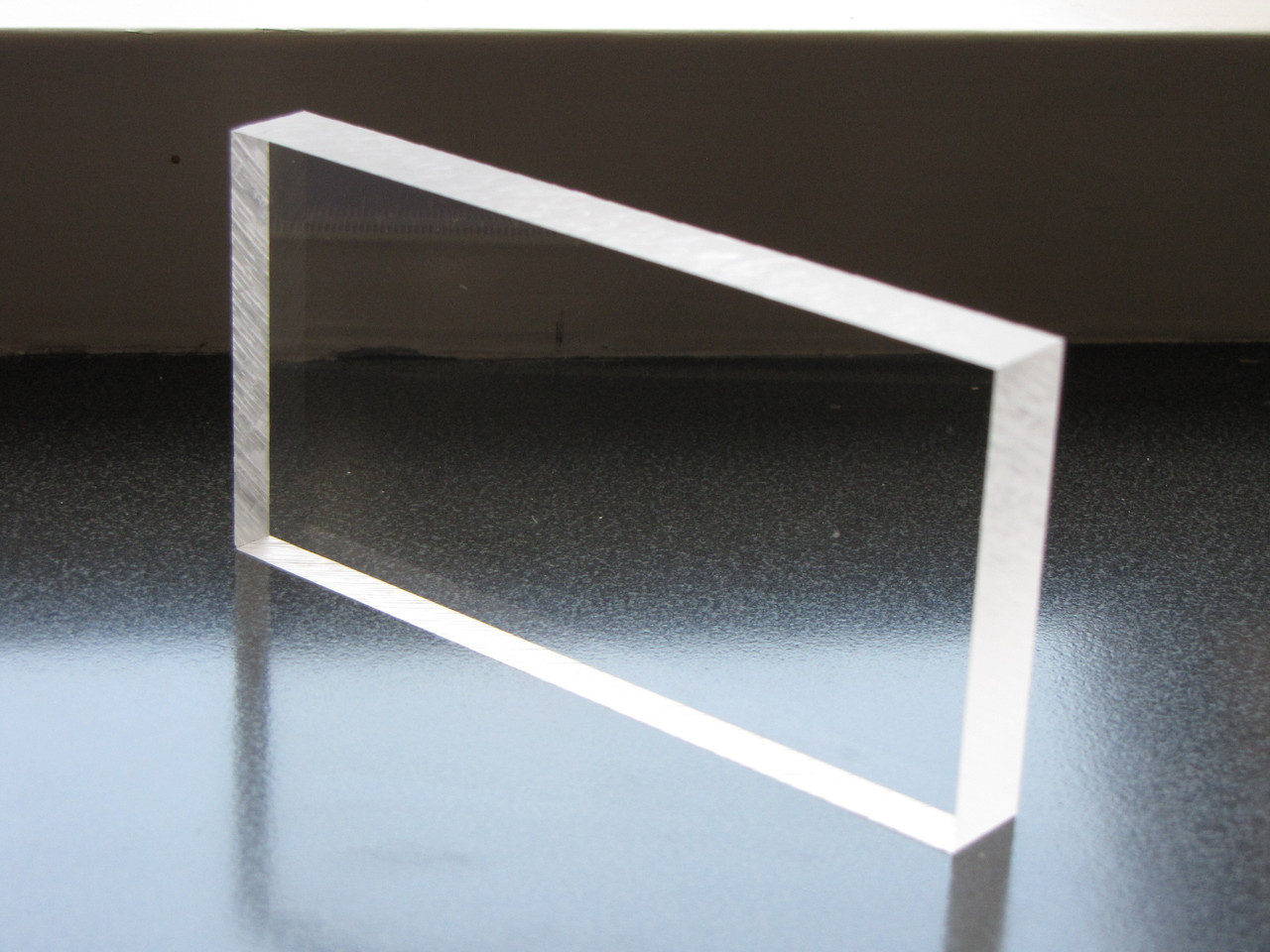
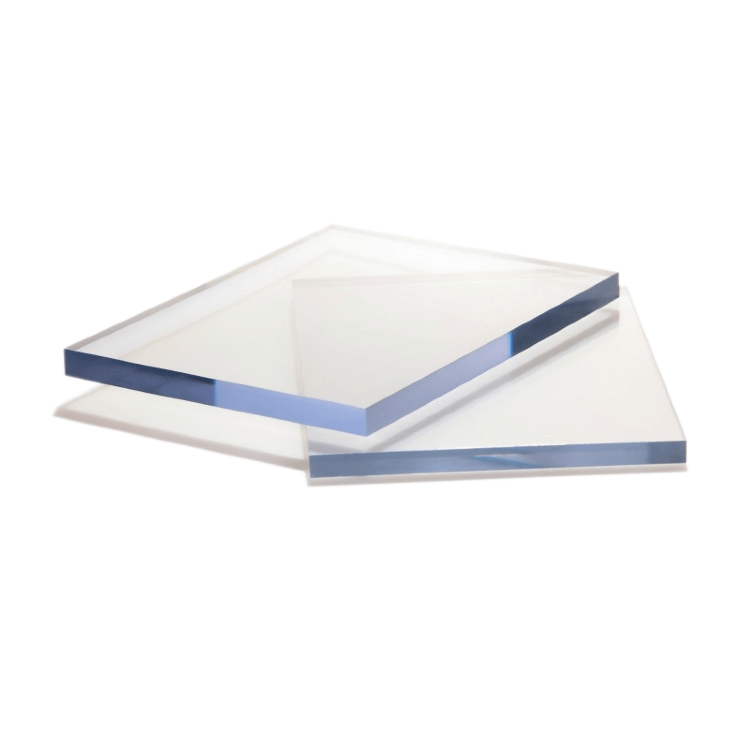
Az átláthatóság által
A szerves üveg lehet átlátszó, átlátszatlan vagy matt. Az első típusú termék nagy fényáteresztő képességgel rendelkezik. Kétoldalú simaság és fényesség jellemzi. Ennek az anyagnak a vastagsága 5 mm. A matt tejüveg 20-70%-ban átengedi a fényt.
Felületi típus szerint
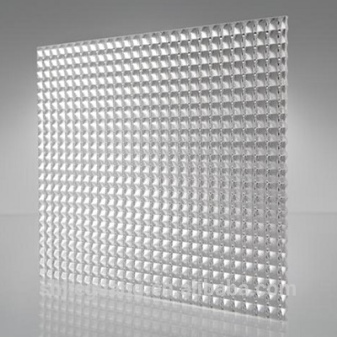
Típus szerint a plexi felülete sima és hullámos. A hullámos felületű anyagot hullámzás és geometriai nyúlványok jellemzik. Gyakran ezt az anyagot matt felülettel állítják elő. Az üveg domborulata torzíthatja a termék optikai tulajdonságait, valamint csökkentheti annak átlátszóságát.

Szín szerint
Színes szerves üveg többféle színben és árnyalatban kapható. Anyaga kék, piros, sárga, ezüst, arany, fekete. Ez a polimer átlátszó és egyenletes színű mindkét oldalon. Jelenleg különösen népszerű a világoskék, barna, füstös üveg. A hullámos színes termék díszíthető olyan mintákkal, mint a cseppek, zúzott jég, hullámok, méhsejtek.

Otthoni hajlítási technikák
Szükséges anyagok
Annak érdekében, hogy a kívánt konfigurációt megadja az üvegnek, számos népszerű módszer egyikét használhatja:
- Az anyag melegítése építési hajszárítóval;
- Forralással;
- Nikróm huzal segítségével.
A plexi hajtogatásának módjától függően szüksége lesz egy fűtőelemre (hajszárító, nikróm huzal vagy egy serpenyő forró víz). Ezenkívül készítse elő:
- Fémfűrész;
- Vise a plexi lemez biztonságos rögzítéséhez;
- Thomas hajlításhoz (cső, rúd, munkalap stb.);
- Csiszolóanyag a termék széleinek csiszolásához;
- Kevés víz (az anyag hűtése vágás közben).
Előkészítő munka
Ha a jövőbeli termékhez egy kis plexi darabot kell használni, akkor először le kell vágnia a közös vászonról. Ehhez rögzítse biztonságosan a plexit egy satuba, és vágja le a kívánt darabot egy fémfűrésszel. Ne felejtse el puha anyagot fektetni a rögzítési helyekre, ami megakadályozza a plexi sérülését.


A plexi vágásához kézi fémfűrészt és szúrófűrészt is használhat
Fontos: csak éles fűrészt használjon. Ellenkező esetben az anyag megsérülhet és deformálódhat.
A plexi vágásakor hűtse le a vágóvonalat vízzel. Ezzel elkerülhető a plexiüveg túlmelegedése és esetleges olvadása.
Ellenkező esetben az anyag megsérülhet és deformálódhat. A plexi vágásakor hűtse le a vágószálat vízzel. Ezzel elkerülhető a plexiüveg túlmelegedése és esetleges olvadása.
Forralás hajlítás
Ez a legegyszerűbb módja a plexi hajlításának, gyakorlatilag nem igényel további szerszámokat.
5. Hagyja a plexiből kialakított részt, amíg teljesen le nem hűl.
Építőipari hajszárító használata
Ha elég nagy darab plexit kell hajlítania, akkor erre a célra használjon épület hajszárítót. Nagy teljesítményű szerves polimer anyagot dolgozhat fel rendkívül rövid idő alatt.
Nikróm huzal használata
A plexi alatt gondosan megfeszített nikróm huzal segítségével lehetséges az anyag egyenes vonalú hajlítása erőfeszítés nélkül. Ehhez kövesse az alábbi lépéseket:
Videó: plexi hajlítása nikróm huzallal
Felhívjuk a figyelmét egy rövid videóra, amely egyértelműen bemutatja, hogyan kell hajlítani a plexit nikrómhuzal segítségével.
V otthoni vágó plexi nagyon ritkán szükséges. Ezt a munkát általában szakemberek végzik a műhelyekben. Ez a készség azonban hasznos lehet a mindennapi életben. Végtére is, néha van egy vágy, hogy vázát, akváriumot vagy kis dekoratív asztalt készítsen saját kezével. Tehát felülvizsgálatunk tárgya a plexi. Hogyan vágjunk ilyen anyagot?
Hogyan kell dolgozni az anyaggal?
A plexi meglehetősen könnyen feldolgozható, könnyen tisztítható, vágható és színezhető. Ez a polimer fémfűrésszel vágható. Azonban ebben az esetben sok erőfeszítést költhet, és rossz minőségű öltéseket eredményezhet. A plexi vágásának legjobb módja a vágó használata, amely úgy néz ki, mint egy fűrész egy foggal. Ezenkívül ez a hőre lágyuló műanyag vágható körfűrésszel vagy kaparási módszerrel üvegszilánk segítségével.
A plexi használata polírozás nélkül lehetetlen. Az eljárás folytatása előtt elő kell készíteni a felületet; ehhez minden szabálytalanságot finom csiszolópapírral kell csiszolni. A szakértők azt tanácsolják, hogy munka közben vizet használjon. A kézi polírozást egy flaneldarab vagy egy gyapjúszövet segítségével végezzük, amelyeket polírozó pasztával előkenünk. A munka végét ugyanazzal a ruhával végzik, de olajozott formában. A polírozás gyorsabb befejezéséhez használjon csiszoló korongot.
Szerves üveg formázása 110-135 fok feletti hőmérsékleten lehetséges. Ilyen körülmények között a polimer műanyaggá válik és jól hajlik. Ha a hőmérséklet alacsonyabb, a hőre lágyuló műanyag törékennyé válik, és elveszíti minőségi jellemzőit.


A plexi formázásához rétegelt lemez mátrixot vagy fából készült lyukasztót kell használni. Az eljárást a padlón kell végrehajtani, egy partner társaságában. Amikor az anyag felmelegszik, ki kell venni a sütőből, és a mátrixra kell helyezni. 10 perc elteltével a készterméket ki lehet venni a formából.





A plexi ragasztásához a diklór -etánt tiszta vagy oldott formában, forgáccsal használják. Az eljáráshoz két felületet megkenünk egy anyaggal, és szorosan összenyomjuk, eltávolítva a légbuborékokat. A kötési helynek néhány perc alatt meg kell fognia.
A hőre lágyuló műanyagok egyenletes színezése érdekében ajánlatos a felületet előre polírozni, eltávolítva a forgácsokat és a karcolásokat. A következő lépés egy festékoldat elkészítése, amelynek alkoholt és festéket kell tartalmaznia. A szerves üvegterméket felmelegített festékoldatban kell tartani, majd hideg vízzel ellátott edénybe kell helyezni. Lehűlés után a szerves üveget puha papírral vagy ruhával szárazra kell törölni. A festési eljárás végén ajánlatos a polimer terméket polírozni.


A plexi gyors és pontos vágásáról a következő videóban olvashat.
Előnyök és hátrányok
A szerves üveg fő előnye a szokásos szilikátüveggel szemben az alacsony sűrűsége és könnyű feldolgozása. A plexi sokkal (több mint kétszer) könnyebb, mint szilikát társa. Ezenkívül ez a polimer nem oxidálódik a levegőben, nagyon ellenáll a nedvességnek, nem borul fel az idő múlásával, kiváló hangvisszaverő anyag és alacsony hővezető képességgel rendelkezik.
A plexi könnyen meghajlik hevítéskor, és hűtés után is megtartja alakját, ami lehetővé teszi, hogy szinte bármilyen konfigurációjú épület- és díszítőszerkezetet készítsenek belőle. Különösen könnyű formázott szerves üveget formázni, ami lehetővé teszi, hogy meglehetősen összetett alakú térfogati szerkezetek gyártására használják fel.
Jó fagyállóságának köszönhetően ezt a polimert sikeresen használják olyan szerkezetekben, amelyek működési hőmérséklete akár 60 ° C. Fűtés esetén ellenáll a 100 ° C -os hőmérsékletnek anélkül, hogy csökkentené mechanikai jellemzőit. Normál hőmérsékleten a szerves üveg nem bocsát ki mérgező anyagokat, teljesen biztonságos az emberek számára, ellenáll a mikroorganizmusoknak, és nem vonzza a rágcsálókat és rovarokat.
A plexi hátrányai a következők:
- gyúlékony anyag;
- kölcsönhatásba lép az alkoholokkal (etanol, metanol);
- forgácsolásra hajlamos;
- érzékeny a karcolásokra;
- hajtogatáskor hajlamos a repedésekre.
Akril lemez alkalmazása
A szerves üveg műszaki jellemzőinek magas mutatói lehetővé teszik annak használatát a különböző tevékenységi területeken. Kezdetben az anyagot a katonai repülés igényeihez használták, de fokozatosan bővült az akril alkalmazási területe. Ezt elősegítette a szintetikus polimer összetételének fokozatos változása, amely lehetővé tette annak fizikai -kémiai tulajdonságainak jelentős javítását.
A ma a védelmi ipar számára előállított polimetil -metakrilát ellenáll a magas hőmérsékletnek, és nem reagál reakcióképes anyagokkal.
Az átlátszó akrillemezeket, mint a közönséges szilikátüveget, különféle célokra használják az épületek homlokzatának üvegezésére. A szintetikus anyag viszonylag kis súlya lehetővé teszi a tartószerkezetre nehezedő terhelés csökkentését és az üvegezési terület növelését.Ugyanakkor maguk a tartószerkezetek is készülhetnek vékonyabb elemekből, ami pozitív hatással van az egész szerkezet esztétikai tulajdonságaira. Bár az áttetsző akrillemez ára magasabb, mint a szilikátüvegé, a használat kényelme és biztonsága gyakran meghatározó tényező a homlokzati üvegezéshez használt anyag kiválasztásakor.
Az akrillemezeket bizonyos típusú autó- és gépjárművek, fészerek, pavilonok, üvegházak és üvegházak üvegezésére is használják. A különböző vezérlő- és mérőeszközök, például sebességmérők, számlálók, mérőkészülékek, szintjelzők és így tovább, átlátszó védőszerkezetei plexiből készülnek.
A színes akrillapokat reklám-, információs és kereskedelmi szerkezetek építésére használják: eredményjelző táblák, fénydobozok, dekoratív szerkezetek, ólomüveg ablakok. Rengeteg világítóberendezés rendelkezik akrillemezből készült üvegezéssel: lámpák, lámpaernyők lámpákhoz és állólámpákhoz, fénydobozok, térfogati betűk elektromos világítással.

Sok belső rész polimetil -metakrilát lemezből készül. Ezek között vannak színes betétek a bútorok homlokzatán, a belső ajtók és válaszfalak kitöltése, dekoratív dekorációk. A színes akril külön felhasználási területe a belső világítás függő vászna.
Vágási módszerek szerves üveghez
A lemezanyag természetesen vágható fűrésszel
fémen, de túl zavaró. És a varrás rossz minőségű.
A helyzet javítása érdekében speciális házi nagyfogakat használnak
fűrészlapok. De a legjobb vágókat használni. A vágó, by
lényegében csak egy fogú fűrész. Darabból élesítse csiszológépen
fémfűrészek (acél P9, P18), és kézzel vegye be a fogantyúba. Tegyen fel egy plexilapot
egy acél vonalzót, és vágóval vágja többször, amíg az anyag meg nem lesz
vágd félbe. Aztán csak eltörik, és a törés szélét a szokásos módon megtisztítják
asztalos asztalos. Ebből a célból nagyon kényelmes egy házi készítésű összekötő
két fogantyúval rendelkező raspból, vagy egyszerűen - egy darabból készült ciklus
egy régi vágó, lapos téglalap alakú éllel. Van még egy kaparási módszer - a
közönséges üvegszilánk segítségével. Síkja hozzáér a feldolgozott élhez -
ebben az esetben a felület teljesen átlátszó. A plexi vágható
és körfűrészen hagyományos vágógépekkel fémhez, 0,5-1 mm vastagságban. Igaz, ben
működés közben gyorsan felmelegednek, az anyag füstölni kezd, és a feldolgozott
a felület durva, habos. Ezért fogadja el
az egyenes vágás nagyon nehéz. De ha a marót lehűtik, ez nem fog megtörténni.
Ehhez igazítson egy normál palackot úgy, hogy a vágó egyik oldalára helyezi és
vízzel töltve. Töltse fel a vizet egy 2-3 mm átmérőjű műanyag tömlőn. 0,5 l
elég egy óra munkához. Szünetekben a tömlő ruhaszárral rögzíthető. Víz
a hűtés 2-3-szor növeli a termelékenységet. De ami a legfontosabb, kiderül
nagyon sima áttetsző felület. Ha a vágó csiszolt, és a fogak
próbakővel kihegyezve, akkor teljesen átlátszóvá válhat. Vágott
szerves üveglapok kényelmesen, speciális vágókéssel,
régi fűrészlapból készült





A vágóél rendes csiszológépen van csiszolva
kő. A maró fogantyúja MGSHV típusú huzalba van csomagolva, 0,50-75 Rmm2 keresztmetszettel, és
majd szigetelő szalaggal. Az asztalra vagy deszkára egy szerves üveglapot helyeznek
sima felületre, majd vonalzót alkalmazva az üvegre, többször
tartsa a kés szélét a vágási vonal mentén. Megkapjuk a lap széleit a vágáson
sima és gyakran nem igényel további feldolgozást. Előzetesen
a lap megjelölésekor szem előtt kell tartani, hogy a barázda szélességének meg kell egyeznie a vastagsággal
fűrészlapok.Ábrázolt részletek organikus üveglapból
rendes szúrófűrésszel vágja le. Viszonylag alacsony olvadáspont
A szerves üveg lehetővé teszi a vágást a következő módon. Helyette egy kirakósba
a reszelők kb. 0,5 mm átmérőjű nikróm drótot helyeznek be, amelynek végére
3-4 V feszültséget szolgáltatni egy lefelé irányuló transzformátorból (a szúrófűrésznek együtt kell lennie
fa keretben vagy szigetelt bilincsekkel). Az érintkezési ponton
a fűtött huzal megolvasztja a szerves üveget. Így lehet
vágott lemezek bármilyen alakú. Nem ajánlott nagyobb feszültséget alkalmazni,
mivel a szerves üveg túlmelegedéskor meggyullad. Kivág
szerves üveg, különféle figurás részek használhatók fűtött
legfeljebb 0,5 mm átmérőjű huzal nagy ellenállású ötvözetből (nikkel,
nikróm stb.), amelyhez csatlakozik.
A huzal melegítéséhez használhatja
egyenáramú vagy váltakozó áram, 6-12 V feszültséggel.