Hol alkalmazzák
Jelenleg különböző típusú kályhákat találhat, de működésük elve mindig ugyanaz. Fő különbségük az üzemanyag típusában rejlik. Olajjal, szénnel, gázzal és árammal működhetnek - modernebb elektromos sütők. A kemencéket a következőkre használják:
- Égető téglák.
- Égető kerámiák.
- Kenyér- és pékárugyártás.
- A kohászati ipar céljai.
Általában a sütők megszakítás nélkül (éjjel -nappal) működnek, ez lehetővé teszi a fűtés költségeinek csökkentését. Az elektromos sütők költségesek, de ha több műszakban (leggyakrabban három) dolgoznak, gyorsan megtérülnek. Az égetési módok két fő tényezőtől függően változhatnak:
- égetett termék (típus, forma, méret);
- típusú hűtőfolyadék.
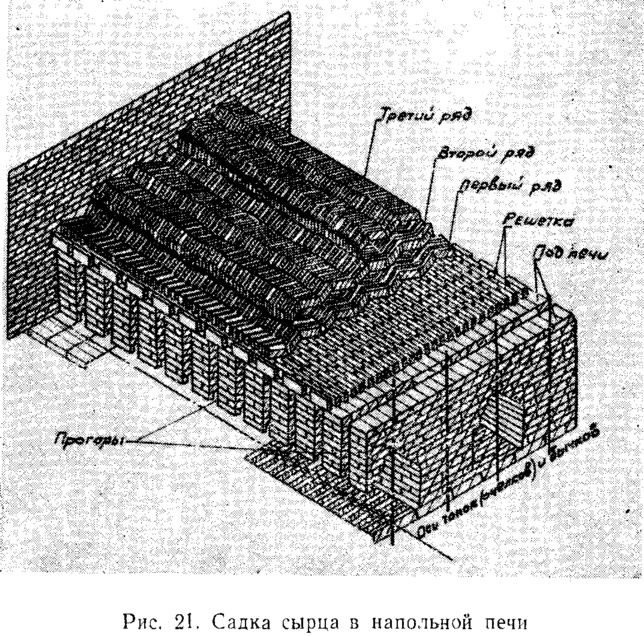
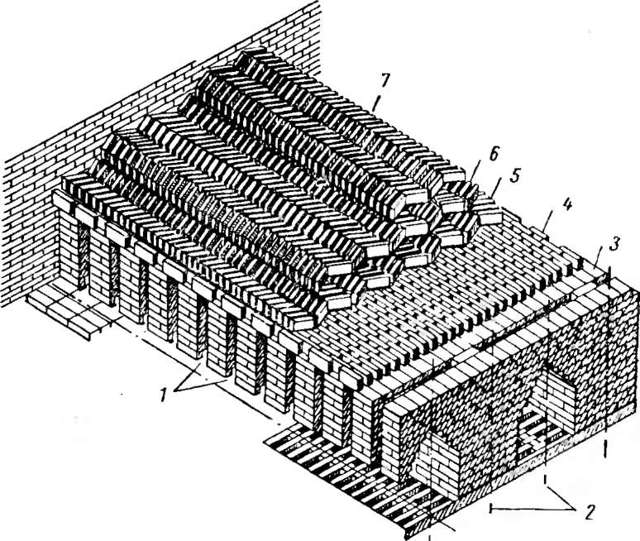
Az égetés intenzitása és minősége közvetlenül függ a nyers téglák rakodási módjától. A kocsik az alagút teljes hosszában elmozdulnak, és a hőmérsékletváltozások miatt elhasználódnak, valószínűleg ez az egyetlen mínusz a kemencében. Az égetési módot a terméktípus, a folyamat gépesítése, a csatorna mérete és természetesen az üzemanyag közül választják ki. Nem jövedelmező alagút -kemencét telepíteni otthon, sok helyet foglal el, ritka használattal nem gazdaságos, és az egyes szakaszok gépesítése nélkül az égetés minősége messze nem ideális.
Az elektromos alagút kemencékben történő tüzelés 1400 fokos hőmérsékleten történik. A betöltési folyamatot csempéken, tűzálló agyagon vagy ferriten hajtják végre. Az agyag tapadásának kiküszöbölése érdekében a lapokat alumínium -oxid porral kezelik. Bizonyos esetekben ferritcsempéket égetnek, erre szükség van magas sorok lerakásakor. Minden sort porított alumínium -oxid borít, hogy a termékek ne ragadjanak össze és ne deformálódjanak.
Kemencetégla gyártó kiválasztása
Az ilyen típusú építőanyagok piaca rendkívül telített a hazai és külföldi vállalatok termékeivel. Ebben a szegmensben az orosz, fehérorosz és a balti köztársaságok vállalatai által gyártott termékek széles körben képviseltetik magukat.
Vitebszki téglagyári bolt №1.
Ennek a gyártónak a kerámiatéglái megfelelnek a kemencék anyagára vonatkozó követelményeknek a sűrűségi fokozat tekintetében. A termékek fagyállósága rendkívül alacsony. Sűrűség: 180 - 200. A tégla használható a tűzhely és a kéménycsatornák burkolatához, más elemekhez nem megfelelő. Azt mondhatjuk, hogy ez az egyik legelterjedtebb, manapság a kemence építéséhez használt anyag. Nem használható a tűzhely és a tűzhely első kéményének lerakására. A kemencét és az első kéményt tűzálló tűzálló téglákkal kell bélelni.
Ez a tégla állandó közvetlen érintkezéssel a tűzzel elég gyorsan összeomlik. Mivel a termékek alacsony fagyállósággal rendelkeznek, e tégla használata a kémény utcai cső külső falainak fektetéséhez szintén kizárt. Ennek az anyagnak az előnyei közé tartozik az a tény, hogy ez az egyik leginkább költségvetési lehetőség, és minden árnyalatot figyelembe véve teljesen lehetséges a tűzhely elhelyezéséhez. 2 munkafelülettel rendelkezik. Általában a tégla minősége kielégítőnek mondható.
TELÉR.
A LODE téglákat a Baltikumban gyártják. A kerámia tégla nagy sűrűségű - 500 és fagyállóságú. A terméket a tűzhely és a kémény külső felületeinek burkolására használják. Ennek a márkának a téglája különböző formájú, és gyakran használják a tűzhely mindenféle díszítő elemének létrehozására. Fő célja szerint burkolt tégla.
Borovichi téglagyár.
A Novgorod régióban található Borovichi téglagyár termékei. A termékek tömeggyártása 2011 -ben kezdődött, a szakértők jónak értékelik a minőségét.M-250 kerámiatégla sűrűsége, fagyállósági mutatók F25 szinten. A termékek jelentősen eltérnek a szabványok által meghatározott mérettől, 10-12 mm -ig egy tételben. Ezt figyelembe kell venni a tűzhely lerakásakor, és a legjobb, ha a szükségesnél egy kicsit több téglát veszünk. Továbbá minden a tűzhelykészítő szakértelmétől és a szükséges termékek kiválasztásának képességétől függ. A tégla lekerekített felső és alsó szélekkel és 3 munkafelülettel rendelkezik.
Orosz gyártású tűzálló vagy tűzálló tégla.
A termékek minősége nagymértékben változik, a közvetlen házasságtól egészen a tisztességes termékekig. A tűzoltó tégla egyenletes krémszínű és nagy sűrűségű, alakja helyes, derékszögben. Amint azt már korábban megtudtuk, ez a tégla szükséges a klasszikus kemencék, tűzhelyek és kandallók égéskamrájának béléséhez. Itt azonban meglehetősen nehéz kiemelni bizonyos gyártókat.
A válasz arra a kérdésre, hogy melyik tégla a legjobb a kemencéhez, általában a vevő dönt a mesterrel egyetértésben. Számos tényezőt vesz figyelembe, amelyek közül a legfontosabbak a szabványoknak és a költségeknek való megfelelés. A szerkezet működési tulajdonságai a tűzálló téglák helyes megválasztásától függenek, a minőség rovására történő megtakarítás drága.
Az égető téglák jellemzői
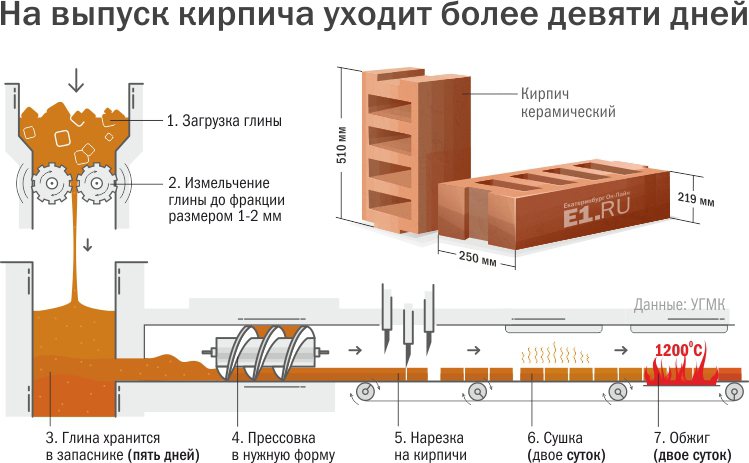
- Hogyan néz ki a téglagyártás folyamata?
- Gyakorlati tanácsok
- Tűzolt téglagyártási technológia
- Hogyan állapítható meg a tégla alkalmatlansága?
Miért van szüksége téglaégetésre? Az építés az egyik legősibb mesterség. Ősidők óta az emberek saját otthonukat építették. Kezdetben ágakat és leveleket használtak erre, majd agyagot. Az emberiség fejlődésével az építőanyagok megváltoztak. A tégla ma nagyon népszerű.









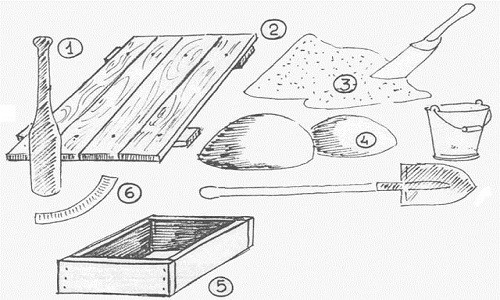
Anyagok és eszközök tégla készítéséhez: 1 - mozsár (tolkun); 2 - padló; 3 - homok kanállal; 4 - agyag lapáttal; 5 - létrehozva; 6 - konzol vagy kaparó.
Az ilyen anyag releváns a vidéki lakosok számára, és önállóan foglalkoznak annak előállításával. Az előállítás legegyszerűbb technológiája agyagot és további alkatrészeket igényel. A kapott formák kiszáradnak, majd a téglaégetési folyamat következik. Azonnal meg kell mondani, hogy ez a munka hőmérséklet -szabályozást igényel a végső égetés során. Ellenkező esetben az agyag nem hoz létre minőségi anyagot.
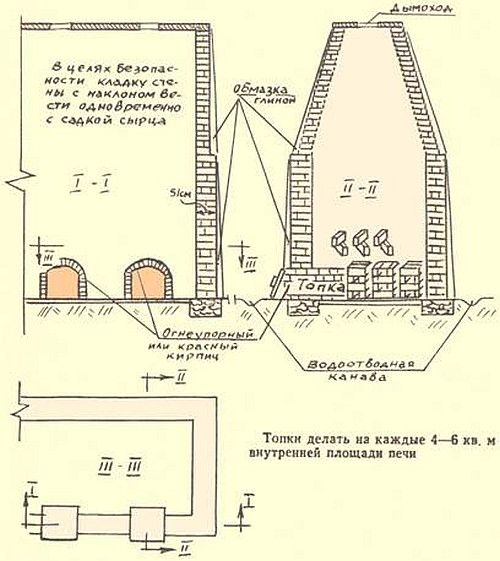
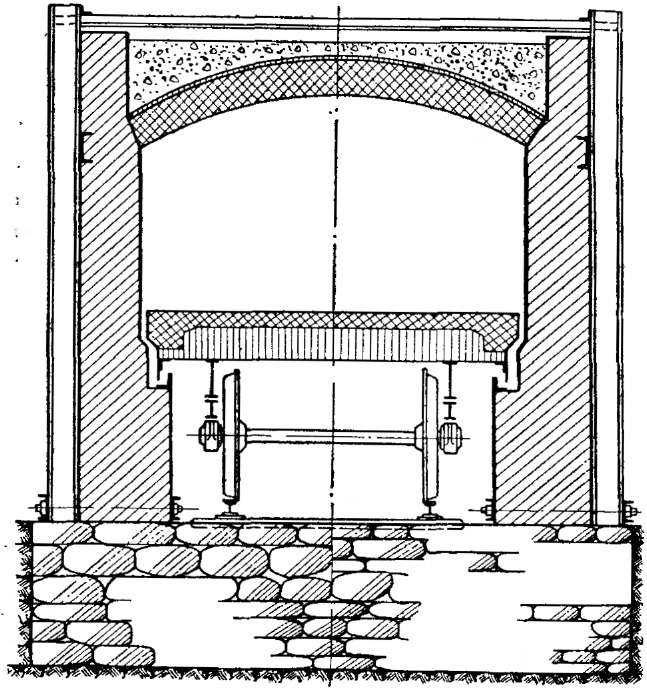
Batch kemence készülék
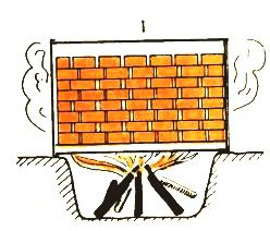
A kemence helyét, ha lehetséges, magas helyen kell kiválasztani, amely nem érhető el az üledékes és talajvizekhez. Megtisztítják a vegetációs rétegtől, majd vízszintes tervezéssel és tömörítéssel foglalkoznak. A legkisebb kemence kapacitása 1500 db. elkészült termékek. Szélessége - 1,6 m, hossza - 2 m, halmozási magassága - 160 és 185 cm között. A kemence falai egy tégla vastag nyers téglából készülnek.
Az átfedés fémvázra épül, ha a boltozat minden tégla sora két acélszalagon vagy rúdon fekszik, amelyeket hegesztéssel szerelnek fel, keretet képezve. A tégla fektetése felett a középső ívnek legalább 35 cm magasságúnak kell lennie. A tűztér vagy tűzhely 50 cm széles és 40 cm magas átmenő folyosó. Teljes hosszában a lépcsők 25 magasságban készülnek cm mindkét falon. Ezután a szemeket odarakják szén tüzelőanyaggal.
Ha tüzelőanyagot használ üzemanyagként, a rácsokat nem kell felszerelni. Ezenkívül egy kis négyzet alakú 40 × 40 cm-es ajtó található a tűztérben. A boltozat 25 × 28 cm keresztmetszetű füstcsatornákkal van felszerelve. Alacsony kalóriatartalmú tüzelőanyag (tőzeg, barnaszén) esetén 25 × 15 cm lyukak fedelekkel vannak ellátva az üzemanyag -ellátáshoz. A téglakéményt 5 m magasságig állítják fel, 40 × 40 cm -es belső metszettel.
A tűzhely közelében van felszerelve, mögötte, a füstcsatornához csatlakoztatva. A hátsó falban található. A fal közepén lyukakat hagynak megtekintésre, majd téglával fektetik le, agyaggal borítják.Az oldalsó és hátsó falak, boltozat, csövek, az elülső fal sarkainak lerakásához használjon hagyományos agyag-homok habarcsot. Habarcs nélkül lefektetik az elülső fal egy részét, amelyet szétszednek a ketrec vágásához.
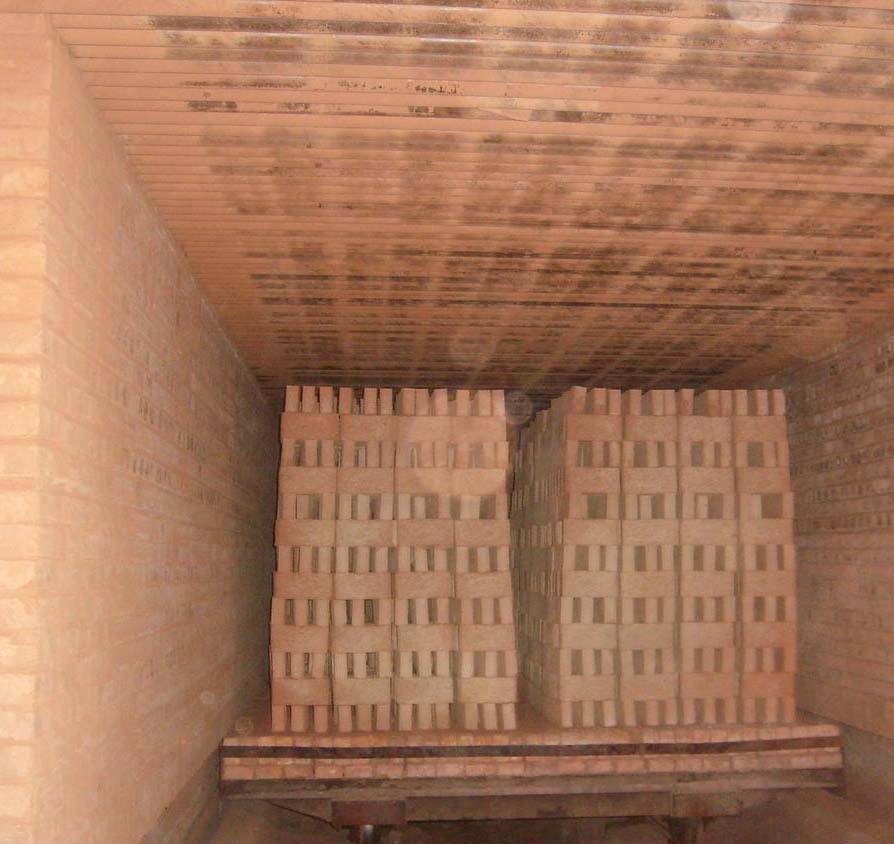
Terhelési elv alagút kemencékben

téglák betöltése alagútkemencékbe
Gáztűzhelyek létrehozásához téglák sütéséhez szüksége van
számítson ki egy bizonyos számú terméket a szükséges időben. Alapvetően az ilyen kemencékben van egy nagy kamra, ahol a nyersanyagokat elhelyezik. Ezek a kamrák olyanok, mint egy alagút, és középen van egy fűtőelem. Ezeknek az eszközöknek köszönhetően az egész rendszer elkezd működni. Mindegyik szakaszokra van osztva, amelyeknek bizonyos hőmérséklete van a tégla gyártása során.
A téglaégető kemencék sémája maga a szerkezet különbözik, amelynek minden szakaszában speciális tolóelemek vannak. Ők viszont nem tudnak szekerek nélkül dolgozni, mozgásukhoz síneket kell lefektetni. A munkafolyamat felgyorsítása érdekében mindent automatizálni kell, ez jelentősen megtakarítja a pénzügyi befektetéseket, és ez dédelgetett vágy minden vállalkozó számára, aki úgy döntött, hogy elkezdi ezt a termelést.
alagút kemence diagram
A téglák égetésére szolgáló alagútkemence megtervezéséhez kapcsolatba kell lépnie egy szakemberrel a rajz elkészítése érdekében, mivel különböző formájú lehet. Abban a pillanatban, amikor a téglát betöltik, szürke, és amikor elhagyja, narancssárga színűvé válik, ami látható az építési piacokon és a piacokon. A termék előállítása során a kemence egy bizonyos elv szerint működik:
- Az 1. kocsi, amelynek raklapja van, pár sorban nyers téglával van megrakva. Betöltésekor figyelni kell a magasságra. Nem lehet több, mint 1 m, ha ezt a küszöböt túllépik, akkor a tégla meghibásodik:
- Annak érdekében, hogy az alagút téglaégető kemence működjön, be kell kapcsolni az automatikus eszközöket és a tolókat. A kocsi anyaggal megrakva aktiválódik. Amint a kályhába hajt, nyers tégla esik az 1. kamrába. Egy tájékozatlan személy felteheti a kérdést: "Hogyan tegye a téglát a kocsira úgy, hogy az eljárás után egy bizonyos formát nyerjen?":
- A hagyományos technológia következő lépése a nyerstermék közbenső szárítása. Az otthoni téglaégető kemence elrendezése teljesen más, mint a gyártóüzem.
alagút kemence tervezése
A kemence fokozatos melegítésével minden nedvesség kijön a téglából, és ha ezt az építőanyagot egy forró kemencébe töltik, akkor egyszerűen felrobban, vagy deformálódik. Ezért jobban oda kell figyelni a munka mennyiségére.






- A nyers termék fokozatos mozgatása érdekében a kamrák kemencéit téglák égetésére használják. Amikor a tégla megközelíti a kamrát, a hőmérséklet már eléri a 900 Celsius fokot, és talán még magasabb is. Minden anyag ebben a részlegben van egy bizonyos ideig. A kijelölt időszak lejárta után újabb tétel érkezik, és ez továbblép a feldolgozás következő szakaszához. Ha egy ilyen alagútstruktúrát megvalósítanak egy vállalkozásnál, akkor nagyon jó eredmény érhető el rövid idő alatt.
- A téglaégetőkemencék tervezésének következő lépése a termék összes részecskéjének összekapcsolása. Amikor a kristályok közötti nedvesség teljesen elpárolog, az alapanyag némileg hasonlít a kerámiához. A legérdekesebb az, hogy a kerámiát pontosan ugyanúgy készítik.
- ezen általában az égetés véget ér, és a leendő építőanyag a következő kamrába kerül hűtésre. Ennek a folyamatnak is fokozatosnak kell lennie, nem hirtelen. Eközben az automatikus szállítószalag folytatja munkáját, és a majdnem kész építőanyag az utolsó szakaszban található. Eladás előtt a terméket egy mobil alagút kemencében tárolják téglák égetésére az utolsó szakaszban, ahol a legalacsonyabb hőmérsékletet tartják fenn.
- Az utolsó szakaszban a tológépek úgy tolják ki a kocsit, és a tégla végül lehűl fizikai vagy mechanikai beavatkozás nélkül, valamint éles hőmérsékletkülönbség nélkül. Miután kihűlt, a raktárba szállítják.
A mini tégla kemence a legmozgékonyabb és automatizált szerkezet a termék előállításához. Nem lehet összehasonlítani az alagút eredményeivel, mert minden munka a csővezetékes módszerre épül. Természetesen egy ilyen vállalkozásban jelentős pénzeszközöket kell befektetnie, de olyan berendezésekkel, amelyek hatalmas mennyiségű terméket tudnak előállítani, minden költség gyorsan megtérül.
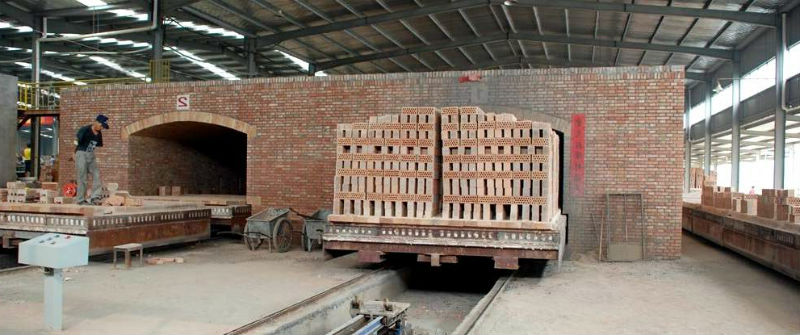
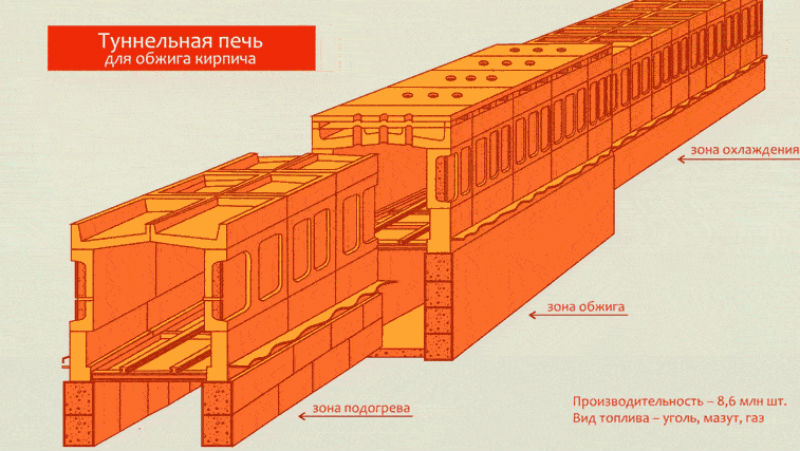
Alagút sütő
A legtöbb téglagyár, amely egyetlen tömör téglát és kerámiaköveket gyárt, ilyen típusú kemencékkel van felszerelve. Ezek egy alagutat képviselnek, amelyen keresztül a kocsik vagy a szállítószalag nyersanyagokkal mozog. Munkaterületük egy vagy két csatorna lehet egyenes vonalban, vagy zárt, gyűrű alakú.

Működés elve
A gyűrűs növényekkel ellentétben itt minden fordítva történik: az anyag átmegy a fűtés, lágyítás és hűtés fennmaradó álló, egyértelműen elhatárolt zónáin. Az anyag sorrendben mozog zónáról zónára. Egy ilyen kemencében csak egy bejárat és egy kisülési terület van. Az alagút ellentétes végein helyezkednek el, és olyan mechanizmusokkal vannak felszerelve, amelyek hermetikusan lezárják a kemence belső terét az anyag be- és kirakása során. A tömítés automatikusan történik, így elkerülhető a hűtőfolyadék túlzott fogyasztása. A padló felett, a szállítószalag alatt vagy a kocsik alján lévő tér szintén nem melegszik fel, mivel homokkapu keríti.
Hőhordozóként földgázt használnak. Néha úgy módosítják őket, hogy fűtőolajjal, dízelüzemanyaggal, fűtőolajjal és elektromos energiával működjenek. Az opciók kombinálása lehetséges.
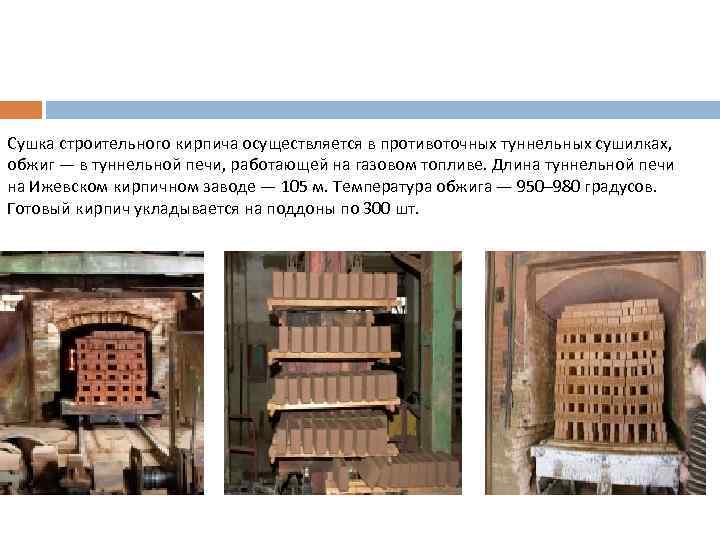
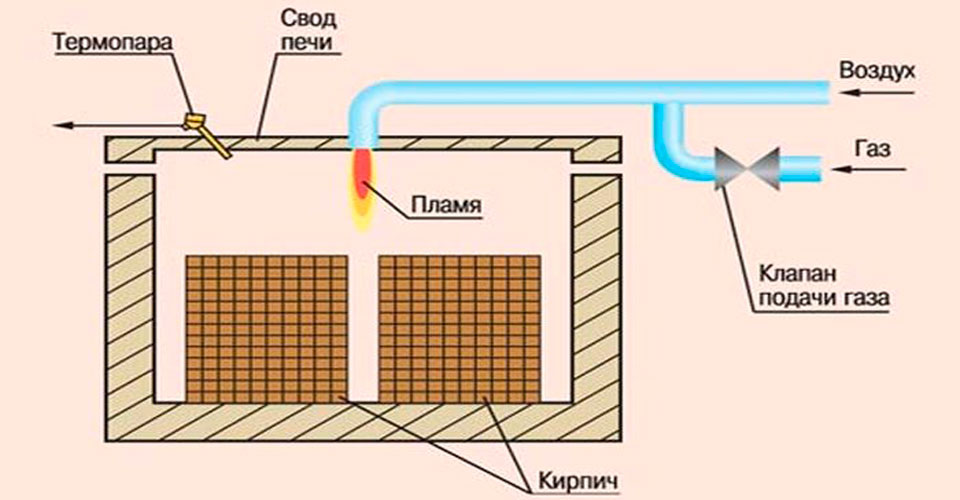
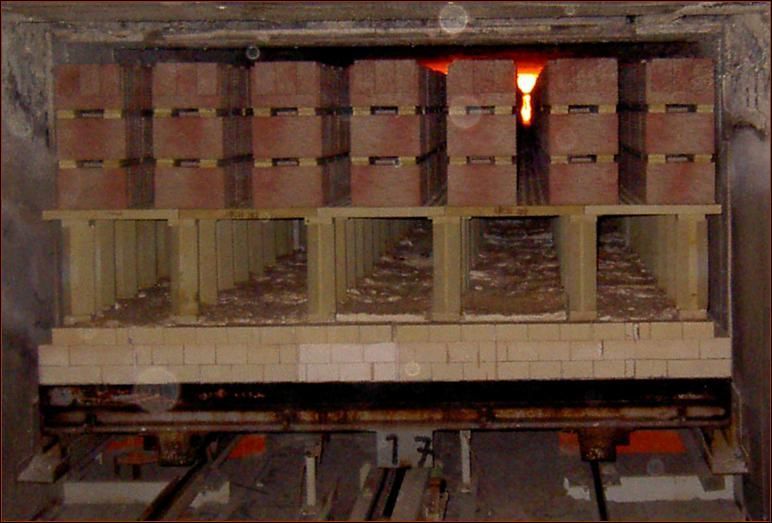
A sütő éjjel -nappal működik. A gázégők közvetlenül (nyitott kemencékben) vagy védőernyőn keresztül (mufflikemencékben) az égő gáz fellángolását közvetlenül a téglatömegre irányítják. A ventilátorok és füstfogók a teljes csatorna mentén vannak felszerelve, és speciális cirkulációs csatornákon keresztül irányítják a szükséges mennyiségű fűtött levegőt és füstgázokat a kemence kívánt zónáiba. Ezek az eszközök egymástól függetlenül működnek, és a kezelő távolról vezérli őket. A kemencét a dolgozók manuálisan töltik be, és a kirakást gépesítik.
A tüzelési technológia a lehető legnagyobb mértékben automatizált. Különleges számítógépes programok számos érzékelő segítségével figyelemmel kísérik a technológiai folyamatot és vezérlőparancsokat adnak:
- hőmérsékleti rendszer minden zónában.
- levegő nyomás.
- a kocsik sebessége.
A kemence működési módjának kiválasztása automatikusan történik, és függ a nyers tégla kezdeti paramétereitől (típus, forma, méret, nedvességszint, ketrec típusa). A vezérlő minden lehetséges módot eltárol a memóriában, és kiválasztja a legoptimálisabbat. A késztermékek minőségellenőrzése is automatizált. A szilárd termékek technológiai ciklusának időtartama 36-40 óra, az üreges kövek egy nap alatt elkészülnek.
Előnyök és hátrányok
Az alagútberendezések legfontosabb előnye a kézi munka minimalizálása és a vezérlési folyamat automatizálása. A kemencét betöltő és a terméket kirakó munkavállalókat távol kell tartani a legmelegebb égetési zónától. Jó egészségügyi és higiéniai körülmények között dolgoznak (elfogadható levegő hőmérséklet, jó megvilágítás). Az automatizált vezérlőrendszer lehetővé teszi az egység beállítását a legmagasabb minőségű termékek előállításához.
Az alagút sütők hátrányai:
- főleg drága hőhordozókon dolgoznak.
- nagy hőmérsékleti különbségek a szomszédos zónákban, veszélyeztetve az anyaghibák megjelenését.
- a termékek hamuval való szennyeződése, amikor szenet használnak nyílt típusú kemencékben.
- egyes gyártóberendezések (védőhüvelyek, sugárzó panelek) és az automatizálási rendszer magas költsége.
- gördülőállományuk gyors lebomlása.
Az ilyen típusú kemencék bármelyikében jó téglát lehet kapni. A gyűrűs üzemekben a magas termékminőséget biztosítja az égők kemény munkája és ügyessége, az üzemanyag kézi adagolása és a folyamat tetszés szerinti beállítása. A korszerűbb alagútszerkezetekben gyakran még a tökéletes automatizálás sem tudja megvédeni az árut a deformációktól, repedésektől és a megadott paraméterek be nem tartásától. A tégla kiválasztásakor nem szabad nagy figyelmet fordítani a tüzelés módjára. Csak nézze meg közelebbről az anyagot.
A téglák műszaki paraméterei
Tégla mérete és alakja
A kemencék építésének egyik változatlan szabálya a tervezés pontossága. A projektek többségét meghatározott méretű téglákra tervezték. Ezért melyik téglából jobb elhelyezni a kályhát, a kérdés nagyon fontos.
A téglaépítési tervek általában nemcsak a téglaegységek számát, hanem méreteit is jelzik. Úgy gondolják, hogy a téglák szabványos méretei megfelelnek egyetlen típus méretének - hosszúság 250 mm, szélesség - 120 mm és magasság 65 mm... Ezt tekintik az "aranyszabványnak". Igaz, érdemes megjegyezni, hogy ezek a szovjet szabvány által meghatározott méretek. Manapság ezen a hagyományos méreten kívül más méreteket is használnak a kályhák fektetéséhez:
- "Euro szabvány" - ugyanolyan hosszúságú és magasságú, mint a normál szabvány, szélessége 85 mm (gyakran 0,7 NF jelöléssel);
- Vastagított tégla (KU) - magasságában különbözik a szokásos formátumtól, 88 mm (1,4 NF megnevezés);
- Egy moduláris tégla (KM) - hossza 288 mm, szélessége 138 mm, magassága 65 mm (1,3 NF jelölés);
- A vízszintes üregekkel rendelkező sűrített tégla (KUG) mérete 250x120x88 mm (1,4 NF).
Van még egy speciális tégla a kályhák falazásához - a kályha modul, mérete 230 mm x 125 mm x 65 mm. Annak ellenére, hogy ezt a szabványt elavultnak tekintik, sok sikeres kemence -terv rendelkezik kifejezetten erre a méretre tervezett sémákkal. A kemence szabvány népszerűsége olyan, hogy sok tűzálló téglagyártó az egyes kemencékhez továbbra is csak a kemencemodulhoz tartozó méretű téglát gyárt - 230x114x40 vagy 230x114x65 mm.
Van egy speciális tégla típus is - ék alakú vagy íves a kemencék íveinek és a burkolat íveinek eszközéhez. Különlegessége abban rejlik, hogy a méretek mind a széles, mind a szűkített oldalt jelzik, például 230x114x65 / 45 mm.







A dekoratív célokra használt kerámia sütőtéglák különböző formájúak lehetnek. Például legyenek lekerekített sarkok, domború vagy homorú oldalak, és fényes felületük. Az ilyen típusú anyagok használatát a kemence falazatának szokásos sémájában kell feltüntetni.
Tégla erő
A második pont, amelyre figyelni kell, amikor kiválasztja a téglát a kemencék fektetéséhez, a márka erőssége. Ez a jellemző megmutatja, hogy egy tégla milyen terhelést tud elviselni anélkül, hogy deformáció jeleit mutatná. A jelölést általában "M" betűjelzéssel és a végső terhelésnek megfelelő számmal jelzik kilogramm / négyzetcentiméterben kifejezve
Tehát az M150 jelölés megengedett a legtöbb kemence kivitelezéséhez. Az M 200 alkalmas kályha építésére két emelet fűtésére. De a magasabb fokozatokat, például az M-300-at vagy az M-500-at, általában nem használják kemencék építésére. A helyzet az, hogy speciális kémiai adalékanyagokat használnak ilyen sűrűségű anyag kialakítására, ezért hevítéskor az ilyen anyag részben elveszíti tulajdonságait, ami negatívan befolyásolja a szerkezet állapotát.
Fagyállóság, hővezető képesség és higroszkóposság
A téglák fagyállósága különösen fontos azokban a házakban, ahol nem tervezik állandó tartózkodást hideg időben.Általában F betűvel jelölik, mellette a minimális fagyasztási-olvasztási ciklusok száma van feltüntetve, az erővesztés nélkül és a mechanikai megsemmisítési folyamat kezdete
Ez a mutató fontos az olyan szerkezeti elemeknél, mint a kémény alapja és feje.
A tégla falazathoz történő kiválasztásakor érdemes figyelni egy olyan mutatóra, mint a hővezető képesség - az anyag hőmegtartó képessége.
Ez különösen fontos a tűzhely és a kémény falainak lerakásakor. Ebből a célból az anyagot legalább 0,61 W / m × ° С mutatókkal veszik
Ebből a célból az anyagot legalább 0,61 W / m × ° C mutatókkal veszik.
De ami a higroszkóposságot illeti, akkor az anyagot a legalacsonyabb mutatóval kell kiválasztani. Minél alacsonyabb az együttható, annál kevésbé képes a tégla felszívni a nedvességet. Az alap és a kémény számára ez a tégla minőségének nagyon fontos mutatója, mivel ezek a szerkezetrészek a leginkább érzékenyek a nedvességre.
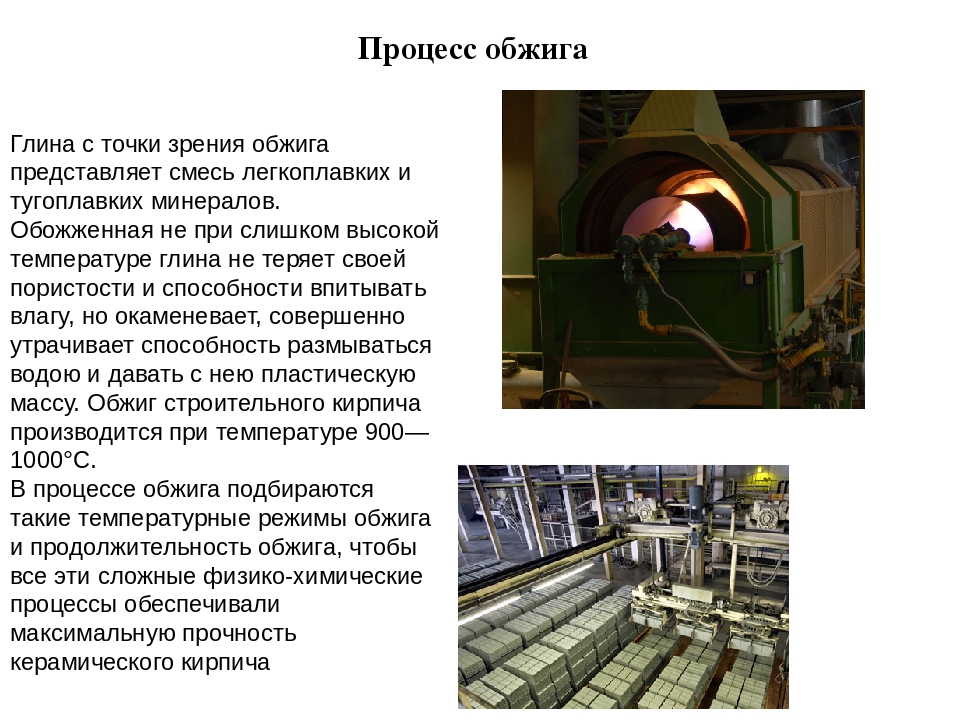
Égő
A kályhát szalmával, ecsetfával, majd fával fűtik.
Az első szakasz a szárítás. Ez a legkritikusabb szakasz.
A fűtést enyhén, alacsony kalóriatartalmú tüzelőanyaggal (fahulladék) kell elvégezni, amíg a tégla megszabadul a belső nedvességtől. A nedvesség jelenlétét a téglában a páralecsapódás határozza meg a felső sorokban.





A szárítás befejezettnek tekinthető, ha a sütőbe néhány percre leengedett vascsap nem párásodik. Némi tapasztalat alapján a nedvesség jelenlétét kézzel lehet meghatározni úgy, hogy a tenyerét a kilépő gázok fölé helyezzük.
A szárítási folyamat általában 12 órát vesz igénybe.
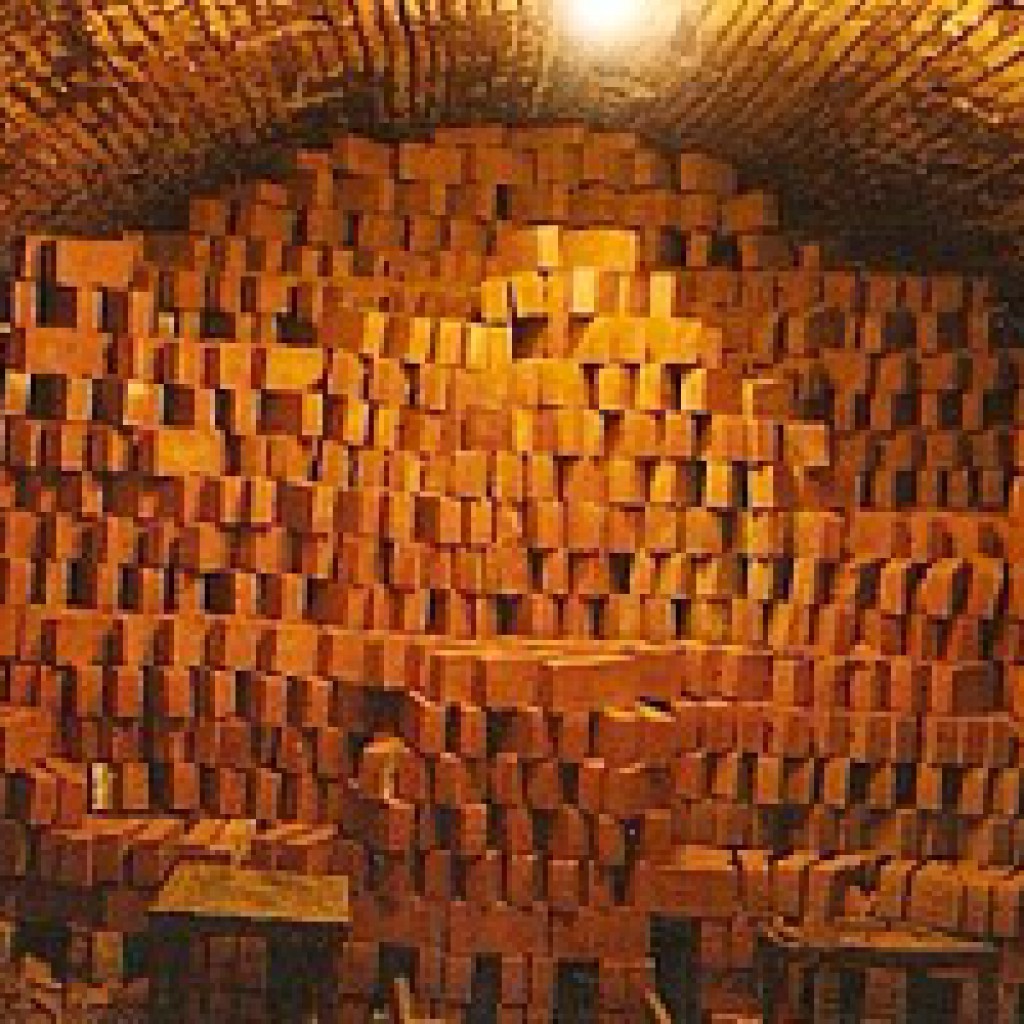
Miután megállapították, hogy a maradék nedvességet eltávolították, a tűz fokozatosan erősödik, és a tégla sötétvörös színűvé válik (megfigyelve a boltozatot). A fűtés akár 9 órát is igénybe vehet, majd kapcsolja át magas hőre, amíg a tűz ki nem alszik.
 A hőnövekedés csak az üzemanyag -ellátás növelésével jön létre. Ha bármilyen okból a láng bármely helyről elkezd kopogtatni, akkor ezt a helyet azonnal föld borítja.
A hőnövekedés csak az üzemanyag -ellátás növelésével jön létre. Ha bármilyen okból a láng bármely helyről elkezd kopogtatni, akkor ezt a helyet azonnal föld borítja.
Amikor tűz keletkezik a kályha felső részében (900-950 ° C) - a felső sorok világospirosak, az alsó sorok sárgák, a tűzhelyet „lehűtjük”. Ehhez a kemence lyukat téglával fektetik le, és agyaggal vonják be, és száraz földet, téglaport vagy száraz homokot öntenek a kemence tetejére 10-15 cm-es réteggel.
Az égetési hőmérsékletet négy szakasz jellemzi:
- Szárítás: hőmérséklet 20-90 ° С, idő 10-13 óra.
- Fűtés: hőmérséklet 90-600 ° С; idő 8-10 óra.
- Tüzelés: hőmérséklet 600-1000 ° C; idő 10-12 óra.
- Lehűlés: hőmérséklet 1000-50 ° C; idő 7-10 óra.
A kemence égetési hőmérsékletének szabályozását vizuálisan a boltozat színe határozza meg:
- Sötétvörös, sötétben is látható - 450-500 ° C.
- Sötétvörös - 600-650 ° C.
- Cseresznye vörös - 700 ° C.
- Világosvörös - 850 ° C.
- Sárga - 950-1000 ° C.
- Fehér - 1200 ° C - ÉGÉS!
Korábban a kiváló minőségű téglák beszerzése érdekében a kemencét legfeljebb egy hétig zárt állapotban tartották, és csak ezután kezdtek kihűlni. Ez kiváló eredményeket hozott, mivel a hőterhelés enyhítése nagyon lassú volt.
A gyakorlatban elegendő 7-10 órát kibírni.
A kemence lehűlése azzal kezdődik, hogy lyukasztunk egy kis lyukat a tűztérbe - akkora, mint egy csirketojás, egy óra múlva a lyuk megduplázódik, újabb óra múlva - már négyszer. Így 6 óra elteltével kinyithatja a kemenceajtót, és megvárhatja, amíg a kemence teljesen lehűl.
Lehűlés után a kemence elülső falát szétszerelik, és a töltést levágják, a felső soroktól kezdve. Szétszerelés, válogatás és elutasítás után a kiváló minőségű téglákat szorosan egymásra rakják.
Az égetetleneket külön hajtogatják, és a jövőben nem kritikus szerkezetekben használják a válaszfalakhoz vagy a falazat felső soraihoz.
A tégla minőségének vizuális meghatározása. A házasság okai.
A helyesen égetett tégla egységes narancsvörös színű. Szabályos alakja van, egyenes élekkel és sima felületekkel. Fém kalapáccsal ütve tiszta hangot ad ki.
Nem égetett - világosabb színű, nem egyenletes a törésnél. Ütéskor tompa hangot ad ki (ennek oka az elégtelen hőmérséklet vagy az égetési idő).
Égett - sötétszürke vagy kék -fekete színű, gyakran olvadásnyomokkal. Ütéskor magas hangot ad ki. Túl magas égetési hőmérsékleten keletkezik.
A termék sarkai és szélei megsérülnek a termékek óvatlan kezelésének, szállításának vagy óvatlan sütőbe helyezésének következményei. A termék deformációja - alulszáradás a sütőbe helyezés előtt
A termék deformációja - alulszáradás a sütőbe helyezés előtt.
Kis repedések keletkeznek, amikor a sütő túl gyorsan felmelegszik vagy lehűl.
Itt olvashat arról, hogyan lehet meghatározni az alapanyag előállításához szükséges agyag minőségét.
A nagy repedések és a termék repedései az agyag és a homok helytelen arányának, az agyag rossz minőségének, a szárítási és égetési rendszer megsértésének következményei.
Fekete téglát kapnak a levegő hiánya vagy a sütő rossz keringése miatt.
Fehér foltok a készterméken a nem megfelelő szárítás (túlszárítás) eredménye.