Rézhuzal kapható
| Márka | Átmérő | |
|---|---|---|
| Rézhuzal MM | 8 mm |
Előnyeink
Ingyenes szállítás a bevásárlóközpont üzleti vonalaihoz
A rézhuzal tulajdonságai
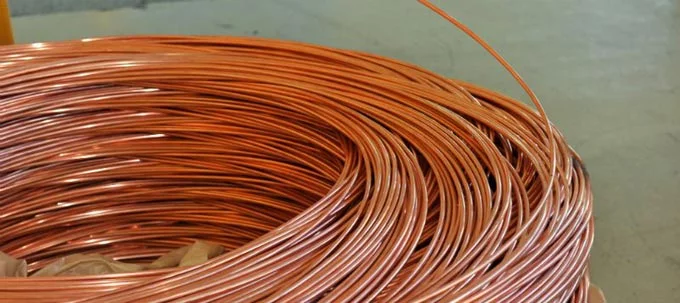
A réz magas elektromos vezetőképességgel rendelkezik, ami szinte rekord a színesfémek körében (kivéve az ezüstöt, de nem nyereséges a használata). A villamos energia fajlagos vezetőképessége 20 * C hőmérsékleten 55,5 - 58,0 MSm / m5 (az SI rendszerben 55 500 000 - 58 000 000 S / m - Siemens per méter). Rugalmassága miatt a huzal alakú réz nem törik meg, még akkor sem, ha többször meg van hajlítva. Ezek a tulajdonságok a tartóssággal együtt meghatározzák a huzalok népszerűségét a transzformátorok és hangszórók, kábelek és egyéb termékek tekercseléséhez.
A réz drágább, mint az alumínium, de kevesebbre van szükség, mivel az áramvezető terület kisebb.
A rézhuzalra nemcsak az elektromos iparban van kereslet, hanem egyre inkább a tervezésben, az iparművészetben és az ékszergyártásban. Együttműködést kínálunk az ügyfelek minden kategóriája számára, különösen az elektromos berendezések és alkatrészek gyártóinak, akik számára fontosak az alábbi jellemzők.
A gyártás és a GOST jellemzői a rézhuzalhoz
A huzal, valamint a réz abroncsok gyártásához különböző állapotú tiszta fém M0-t és az M0b oxigénmentes változatát használják. Az elektromos vezeték vastagsága a GOST szerint legalább 0,5 mm és legfeljebb 12,5 mm lehet, szélessége legfeljebb 35 mm, de egyedi kérésre is gyártható. A fém állapotától függően rézhuzalokat kínálnak:
- MT - szilárd állapot;
- MM - puha;
- MTB - szilárd, oxigénmentes réz;
- IMB - puha, oxigénmentes réz.
Az ellenállásjelző a réz keménységétől függ, de a készítményben lévő oxigén mennyisége jelentéktelen ehhez a mutatóhoz. Az orosz piacon nemrégiben megjelent az oxigénmentes fém, előnye a nagyobb rugalmasság.
Az MTE és az MME zománcozásához huzalokat is gyártunk, amelyeket tekercseléshez használnak. A termékek megfelelnek a GOST 434-78 szabványnak.
Miért mi?
Minőség
A gyártásban csak minősített gyártók kiváló minőségű katód nyersanyagait használjuk, és a minőségirányítás megfelel az ISO 9001-2008 szabványnak.
Fő előnyünk a legrövidebb átfutási idő
A fejlesztés egyik új iránya a kész alkatrészek gyártása a rajzai szerint. Ez lehetővé teszi, hogy jelentősen csökkentse költségeit. A szabványos gyártási idő 2 hét. Sürgős megrendeléseket akár 3 napig is el lehet készíteni.
Téglalap alakú rézhuzal gyártása és szállítása
Elektromos rézhuzalt gyártunk saját kohászati üzemünkben. A rézrudat nyersdarabként használják, amelyet hengereken vagy öntőformákon vezetnek át. A késztermékek tekercsekbe és orsókba vannak csomagolva, és 3-6 méter hosszú csomagokban is szállíthatók. Nagy és kis nagykereskedelemben szállítunk, a rézhuzal ára az "NTCM" -ben megfelel az átlagos piacnak. A szállítási feltételek megbeszéléséhez javasoljuk, hogy vegye fel velünk a kapcsolatot telefonon.
Küldje be jelentkezését
Huzal rajzolás
A gyárakban történő gyártáshoz speciális öntési technológiát alkalmaznak, amely lehetővé teszi körülbelül 20-30 milliméter átmérőjű rézhuzal beszerzését. Ez a mutató meglehetősen magas, mivel egy ilyen vastag huzalnak sok hátránya van - nagy fajsúly, az anyag nagy ellenállása stb.
Ezért a rajzot az öntés után is használják. Ez a technológia lehetővé teszi a termék átmérőjének a szükséges paraméterekre történő csökkentését (1-2 mikrométertől ultrafinom húzással 10 milliméterig durva húzással).Maga a húzási technológia meglehetősen egyszerű: egy vastag drótot vezetnek át speciális lyukakon (szerszámokon), amelyek átmérője kisebb, mint az eredeti huzal átmérője.
Technológia
A rajzoláshoz speciális rajzológépekre van szükség, valamint a műveletek bizonyos sorrendjének betartására.
- Az eredeti vezetéket közvetlenül a rajzolás előtt maratni kell. Ehhez általában sósavoldatot használnak, amelyet alacsony hőmérsékletre (40-50 Celsius fok) melegítenek. A maratás után a fém munkadarab hegesztése is ajánlott - ezáltal a fém finom szemcséjű lesz, ami jobb rajzolást tesz lehetővé. A lágyítás után semlegesíteni kell a maradék pácoló savat, és le kell öblíteni. A pácolás és a lágyítás jelentősen megnövelheti a rajzológépek eltarthatóságát - ha ezt nem teszi meg, akkor a húzólyukak -matricák gyorsan eltömődnek a vízkővel, ami lelassítja a gyártási folyamatot.
- Most már közvetlenül elkezdheti a rajzot. Ehhez az eredeti huzal végeit kovácsoló szerszámokkal élezik, majd a huzalt speciális szerszámlyukakba illesztik. Ezt követően a rajzológép motorja beindul. A vékony vagy ultravékony, kis keresztmetszetű huzal előállításához egymás után több szerszámon kell átvezetni.
- A feldolgozás utolsó szakaszában a huzal meglehetősen merev és rugalmas lesz. E hátrány kiküszöbölése érdekében az anyag végső lágyítása a rajzológép utolsó rekeszében történik. Végül a szárítást speciális szekrényekben -rekeszekben végzik - ezt követően tekercseket tekercselnek. A rajzolás befejeződött - a huzaltekercseket most már el lehet helyezni a raktárban, és közúton eljuttatni a vevőhöz.
Automatizálás
A rajzolás félautomata - a kezelő csak előkészíti és befűzi a kezdeti huzalt, és maga a gép hajtja végre a rajzot automatikus módban (bár a kezelő a kezelőpanel segítségével szabályozhatja az eljárás paramétereit).
Bizonyos esetekben a rajzolás előtt speciális kenőanyagokat lehet felvinni - ezek lehetnek zsíros olajok, inhibitor emulziók, lúgos sók oldatai stb. A kenőanyag felvitelének célja a súrlódás csökkentése a rajzolás során - ez lehetővé teszi a huzal vékonyabb és egyenletesebb kialakítását + a kenőanyag felvitelével, a szakadás veszélye minimális.
Kapcsolódó hozzászólások a kategóriákon keresztül
- Rézhuzal a késői foltból - megbízható betegségmegelőzés
- Rézrúd - rugalmas és tartós
- Acél-, réz- és alumíniumhuzal súlya - táblázatok és számítási képletek
- A rézlemez népszerű és különleges hengerelt termék
- Rézminőség - gyártási jellemzők és alapvető tulajdonságok!
- Félautomata hegesztőhuzal - a megfelelő szerszám kiválasztása
- Hegesztő huzal rozsdamentes acél - korrózióálló varratokhoz
- Hogyan válasszuk ki és mennyi kötőszálat kell venni a szerelvények megkötéséhez?
- Réz és alapötvözetei
- Fluxos huzal alkalmazása félautomata számára
Alkalmazás
A sárgarézhuzalt széles körben használják elektromos alkatrészek és dekoratív berendezések gyártásához. Segítségével kontaktpárok alakulnak ki a különféle technológiai berendezésekben. De a sárgarézhuzalra szükség van az olajfinomító iparban használt szűrőkben is.

Ennek a terméknek az alapváltozatát aktívan használják EDM gépekhez a rendkívül pontos huzalvágás során.
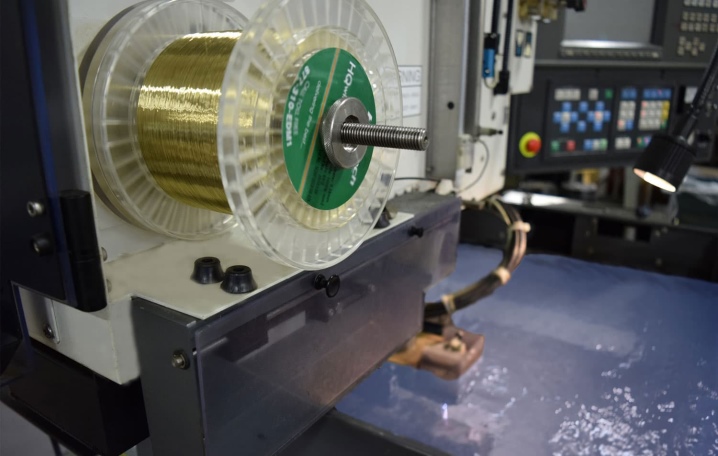
De a sárgaréz huzal használata nem ér véget. Gyakran használják az élelmiszeripar speciális szűrőinek alapjául. Az ilyen nyersdarabokat finom hálós hálók, különféle alkatrészek és mechanizmusok gyártására is használják a cipőipar számára. A sárgaréz tekercs megtalálható a transzformátor magjaiban. Ezenkívül ebből az anyagból készült szálat használnak:
- zúzott anyagok szitálása;
- töltőtollak és kefék fogadása;
- ékszerek készítése.

A legnépszerűbb termék azonban az adalékanyag volt és továbbra is az huzal hegesztéshez... Néha csak az alkalmazása biztosítja a hegesztett varrat tisztességes minőségét. A félautomata, kézi vagy teljesen automatikus hegesztéshez használt hegesztőhuzal más, de egy dolog változatlan marad - valójában helyettesíti az elektródákat.

A kész hegesztés fizikai és kémiai tulajdonságai az alkalmazott ötvözet minőségétől és az alkalmazás helyességétől függnek. A szakemberek arra kérik, hogy ne keverjék össze az elektródákat helyettesítő vezetéket és azt, amelyik a gyártásba kerül.
A kreativitáshoz szükséges drót típusokról részletes áttekintést láthat a következő videóban.
Huzal М1
Az M1 vezetéket a legmagasabb minőségűnek és a legdrágábbnak tekintik. A gyártásához használt rézötvözet tisztasága 99,9%. Összetétel: Cu - 99,9%, szennyeződések (például Pb, Fe, Ni, S, As, Sb, Bi, Sn) - legfeljebb 0,1%. A fizikai jellemzők szerint előfordul: kemény (M1T), puha (M1M). Más típusú M1 huzalok: oxigén-dezoxidált (M1P), oxigénmentes (M1B), foszfor-deoxidált (M1F), katód (M1K).
Az M1 huzal különbözik a többi nagy hatótávolságú hengerelt terméktől (M2, M3) a megnövelt teljesítményjellemzőkben, az anyag minimális szennyezőanyag-tartalma miatt. Jó hő- és elektromos vezetőképességgel rendelkezik. Jól hajlik, miközben megőrzi szilárdsági tulajdonságait. Szép megjelenés.
Ezt a vezetéket leggyakrabban olyan területeken használják, mint a repülőgépek és a hajógyártás, az energetika. Zsinórokat, kábeleket, hőelemeket, vezetékeket, csúcstechnológiás kriogén berendezéseket gyártanak.
Megkülönböztető paraméterek
Az ónozott réz nagy rugalmassággal rendelkezik, kiváló megmunkálási tulajdonságokkal rendelkezik. Ezt az anyagot használják az elektrotechnikában vezetőképes rézkábelek, fonatok katonai és polgári termékek gyártásához.
Próbáljuk kideríteni, mi a különbség az ónozott és a nem ónozott réz között. Az első lehetőség jobban védett a külső hatásoktól, mivel a huzalt ónréteg borítja. Ez a fém védi a fémszálat mindenféle korróziótól, növelve az anyag szakítószilárdságát. Az ónozott réz hajlításkor nem törik össze.
1 Rézhuzal - rendeltetés és GOST
A rézhuzal különböző keresztmetszetű (kerek és téglalap alakú). A műszaki céltól függően a vonatkozó GOST-ok szerint készül. Elektromos célokra a rézhuzal kerek keresztmetszetű, a következő osztályokból készül:
- puha (MM);
- szilárd (MT);
- felsővezeték (MC);
- oxigénmentes rézből:
- szilárd (MTD);
- lágy (MMB).
Ennek a huzalnak a gyártását a GOST 2112-79 szabályozza. A későbbi zománcozásnak kitett kerek termékeket az OST 16.0.505.008-73 szabvány szerint gyártják, amely a GOST 2112-79 szabványhoz képest megnöveli a huzalminőség követelményeit. Az ónozott elektromos vezetéket a GOST 16931-71 szabályozza, amely szabályozza az ón-ólom vagy ón összetételű bevonat minőségének meghatározásának módszerét.

A téglalap alakú keresztmetszetű elektrotechnikai réztermékeket a GOST 434-78 szabvány szerint gyártják a következő kategóriákban:
- puha (PMM);
- szilárd (PMT).
Kezdve az erőművek turbináinak, az elektromos vezetékeknek, az áramellátás és a kommunikáció kábelvezetékeinek, az elektromos motoroknak, a különböző transzformátoroknak, más elektromos gépeknek (eszközöknek) a generátortól kezdve az otthoni vezetékekig, háztartási készülékekig, rádió- és elektronikai berendezésekig, valamint az alkatrészekig ezen eszközök (mikroáramkörök, mikrochipek stb.).
A rézhuzalt más célokra is gyártják. A hegesztés a GOST 16130-90 szabvány szerint történik. A –200 és +100 Co közötti hőmérsékletet mérő termoelektromos hőmérőknél a GOST 22666-77 szerint termoelektromos huzalt készítenek rézből, amelynek kémiai összetétele megfelel a GOST 859-78 szabványnak.A GOST 4752-79 és a GOST R 53405-2009 szabályozza a zúzó rézhuzal gyártását, amelyből törőoszlopokat készítenek az azonos nevű eszközökhöz, amelyek mérik a maximális nyomást a palackokban, a lőfegyverek csöveiben stb. Rézhuzalt is használnak: szegecsek, szögek, kiegészítők gyártásához; az építőiparban, gépiparban, nyomtatásban, könnyű- és elektromos vákuumiparban. Gyártását minden esetben a vonatkozó GOST szabályozza.
A rézhuzal alapvető tulajdonságai
Általában tiszta rézfajtákat használnak huzalok készítéséhez - M3, M2, M1, M0 és magasabb (azaz azok a fajták, amelyekben a réztartalom több mint 99%).
A termelést gyári módon végzik, és különböző érceket vagy újrahasznosítható anyagokat használnak nyersanyagként. Szerkezetük szerint két fő típusú huzal létezik - lágy és kemény. A Soft alkalmas mérnöki alkalmazásokhoz, a kemény pedig gyakran dekoratív célokra.
Tulajdonságok
- Alacsony anyagellenállás (P-érték 0,0175). Ennek köszönhetően az elektromos áram könnyen áthalad a fémen, és a vezető nem melegszik fel.
- Elég nagy sűrűségű rézhuzal (körülbelül 9 g 1 köbcentiméterenként). Emiatt az anyag könnyű és sűrű szerkezetű.
- Korrózióálló. Ennek köszönhetően az anyag nem rozsdásodik és nem romlik a tárolás során.
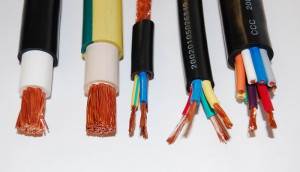
Hol lehet rézhuzalt venni otthon? A vezeték elektromos motorok és teljesítménytranszformátorok része. Ezért minden elektromos készülékben megtalálható - TV -k, hajszárítók, vasalók, porszívók stb.
Ezenkívül a rézhuzalt nagyon gyakran használják elektromos áramvezetőként, ezért megtalálható a vezetékekben és a kábelekben.
Kérjük, vegye figyelembe, hogy a kábelréz általában speciális védőburkolattal van borítva, amelyet kézzel nehéz eltávolítani. Míg a transzformátorokon és az elektromos motorokon a tekercselés tiszta állapotban van (ebben az esetben a szigetelés technikai okok miatt nem szükséges)

VEZÉRLÉSI MÓDSZEREK
3 1 A huzal és a rudak felületének ellenőrzése nagyítóeszközök használata nélkül történik. A felületminőség -ellenőrzés 97,5% -os valószínűséggel történik (a hiányosság elfogadottsági szintje 2,5%)
3 2 A huzal és a rudak méreteinek meghatározását a GOST 26877 szabvány szerint végezzük mikrométerrel a GOST 6507 szabványnak megfelelően, vagy más olyan eszközökkel, amelyek biztosítják a szükséges pontosságot. Nézeteltérések esetén a méretek meghatározását a GOST 6507.)
3 3 A rudak görbületét a GOST 26877 szabvány határozza meg
3 4 Az egyes kiválasztott tekercsek (tekercs, dob, mag) kémiai összetételének elemzéséhez a rudat kivágják egy mintából. A mintavétel és a minták előkészítése a kémiai összetétel meghatározásához a GOST 24231 szerint történik
A huzal és a rudak kémiai összetételét a GOST 13938 1 - GOST 13938 12, GOST 13938 13, GOST 1652 1 - GOST 1652 13, GOST 1953 1 - GOST 1953 15, GOST 6689 1 - GOST szerint kell meghatározni
6689 22, GOST 9716 1 - GOST 9716 3, GOST 23859 0 - GOST 23859 11, GOST 25086 vagy más módszerek, amelyek biztosítják a szükséges meghatározási pontosságot
Ha nézeteltérések merülnek fel a huzal és a rudak kémiai összetételének értékelésében, az elemzést a GOST 13938 1 - GOST 13938 12, GOST 13938 13, GOST 1652 1 - GOST 1652 13, GOST 1953 1 - GOST 1953 15, GOST 6689 1 - GOST 6689 23, GOST
9716 1 - GOST 9716 3, GOST 23859 0 - GOST 23859 11, GOST
25086
3 5 A szakítóvizsgálatokhoz két mintát vágnak le minden kiválasztott tekercsből (tekercs, dob, mag). A szakítóvizsgálathoz a GOST 10446 szerint kell mintát venni.
3 6 A hajlítási vizsgálathoz mintavételt kell végezni minden szabályozott tekercs (tekercs, dob, mag) mindkét végéből, vagy két szakaszból, legalább 5 m távolságra egymástól. a bárból
3 8 A rúd törésének ellenőrzéséhez a rúd mindkét végét levágják egyik vagy mindkét oldalról, majd eltörik. A bevágást úgy kell elkészíteni, hogy a törés áthaladjon a rúd központi részén. a sárgaréz huzal és a rudak a GOST 2060 szerint készülnek
3 10 A tekercselés minőségét szemrevételezéssel ellenőrzik.
4. SZÁLLÍTÁS ÉS TÁROLÁS
4 1 Szállítási jelölés - a GOST 14192 szerint
4 2 A huzalt és a rudakat minden típusú szállítással fedett járművekben szállítják, az ilyen típusú szállításra vonatkozó hatályos áruszállítási szabályok szerint, vasúton - kis vagy kis tonnatartalmú szállítmányok
4 3 A huzalokat és rudakat beltéren, állványokon vagy raklapokon kell tárolni, és védeni kell őket a mechanikai sérülésektől, nedvességtől és aktív vegyszerektől.
A megadott tárolási feltételek mellett a huzal és a rudak fogyasztói tulajdonságai a tárolás során nem változnak
1. FÜGGELÉK Ajánlott
Szakaszszámítás
A rézhuzal keresztmetszete az a terület, amely a vezető keresztmetszetében van. Az értéket befolyásolja a hosszú távú megengedett terhelés, áramerősség.

A keresztmetszet kiszámításának legegyszerűbb módja a táblázatokban szereplő adatok felhasználása, figyelembe véve az üzemi körülményeket és a maximális áramot. Ehhez további két mutatóra lesz szükség - az elektromos fogyasztók összteljesítményére (kW vagy W) és feszültségre (V). Az első a műszaki adatlapokon vagy a műszerházakon van feltüntetve, a második pedig a városi lakásoknál 220 V.

Ezenkívül speciális táblázatokban a kapott teljesítményértékeket megtalálják és összehasonlítják a vezető átmérőjével. Ne felejtse el, hogy a számítások során tartson be egy kis átmérő margót. Végül is, ha új berendezéseket csatlakoztatnak, a terhelés nő.

Drótmárkák
A huzal jelölése utasításokat tartalmaz az anyag kialakítására. Ha az "A" betű hiányzik a jelölésben, akkor a termék rézből készül. A legnépszerűbb márkák a következők:




PBPP (PUNP) - a háztartási, ipari lapos huzal rövidítése. Ez a termék akár 6 négyzetméter Mm -es PVC szigeteléssel. -15 és +50 fok közötti tartományban működik. Alkalmas világító rendszerek szerelésére.


A PPV egy lapos huzal, szigetelő réteggel, PVC-vegyülettel. A magok száma 2-3 db lehet, míg a keresztmetszet 0,75-6 négyzetméter. 450 V, illetve 1000 V váltakozó- vagy egyenfeszültségről működik. Üzemi hőmérséklet -50 és +70 fok között. Alkalmazást talált a világítási rendszerek és az elektromos vezetékek telepítésében.

A PVA hőálló, kopásálló sodrott vezető, színes PVC szigeteléssel. A keresztmetszet 0,75 négyzetméter és 16 négyzetméter között mozog. Hálózati paraméterek - feszültség 380 V, frekvencia 50 Hz. Kivezetések telepítésére, hosszabbító kábelek gyártására használják.

Mi befolyásolja a rézhuzal ellenállását
A rézkábel elektromos impedanciája számos tényezőtől függ:
- Ellenállás;
- Huzal keresztmetszeti területek;
- Huzal hossza;
- Külső hőmérséklet.
Az utolsó pont elhanyagolható a hazai kábelhasználat körülményei között. Az impedancia észrevehető változása 100 ° C feletti hőmérsékleten következik be.
 Ellenállásfüggőség
Ellenállásfüggőség
Az SI rendszer ellenállását ρ betűvel jelöljük. Ez egy 1 m2 keresztmetszetű és 1 m hosszúságú vezető ellenállási értéke, Ohm ∙ m2 -ben mérve. Ez a méret kényelmetlen az elektromos számításoknál, ezért a mértékegység Ohm ∙ mm2.
Fontos! Ez a paraméter egy anyag - a réz - jellemzője. Nem függ az alakjától vagy a keresztmetszetétől
A réz tisztasága, szennyeződések jelenléte, a huzal készítésének módja, a vezető hőmérséklete olyan tényezők, amelyek befolyásolják az ellenállást.
A paraméter hőmérsékletfüggését a következő képlet írja le: ρt = ρ20. Itt ρ20 a réz ellenállása 20 ° C-on, α egy empirikusan megállapított együttható, 0 ° C és 100 ° C között a réz értéke 0,004 ° C-1, t a vezető hőmérséklete.
Az alábbiakban egy táblázat található a különböző fémek ρ értékeiről 20 ° C -on.
 Ellenállás táblázat
Ellenállás táblázat
A táblázat szerint a réz alacsony ellenállással rendelkezik, alacsonyabb csak az ezüstnél. Ez jó fémvezető képességhez vezet.
Minél vastagabb a huzal, annál kisebb az ellenállása. A vezető R függőségét a keresztmetszettől "fordított arányosnak" nevezik.
Fontos! A kábel keresztirányú területének növekedésével az elektronok könnyebben átjuthatnak a kristályrácson. Ezért a terhelés növekedésével és az áramsűrűség növekedésével növelni kell a keresztmetszeti területet
A rézkábel hosszának növekedése az ellenállás növekedéséhez vezet. Az impedancia egyenesen arányos a huzal hosszával. Minél hosszabb a vezető, annál több atom találkozik a szabad elektronok útjában.
 következtetéseket
következtetéseket
A rézállóságot befolyásoló utolsó elem a közeg hőmérséklete. Minél magasabb, annál nagyobb a mozgási amplitúdója a kristályrács atomjainak. Így további akadályt képeznek az irányított mozgásban részt vevő elektronok számára.
Fontos! Ha a hőmérsékletet abszolút nullára csökkenti, amelynek értéke 0 ° K vagy -273 ° C, akkor az ellenkező hatás figyelhető meg - a szupravezetés jelensége. Ebben az állapotban az anyag nulla ellenállással rendelkezik
 Hőmérséklet korreláció
Hőmérséklet korreláció
A GOST alapvető rendelkezései
A fő fizikai tulajdonságokat és mennyiségeket műszaki paraméterek, kémiai összetétel, vizsgálati módszerek és geometriai méretek formájában a GOST R-53803-2010 határozza meg. Minden rézhuzal 2010 után Oroszországban készül a GOST szerint.
A szabvány meghatározza az Oroszországban ma elfogadott névleges keresztmetszeti méreteket. Ezek drót- és rézrudak, amelyek vastagsága 8-23 mm. A 8-14 mm -es huzal tűrése 0,4 mm, a 15-23 mm keresztmetszetű rúd esetében pedig 0,6 mm lehet.
A meglévő szabványok a rézhuzal rudakat típusokra osztják, amelyek jelölése a gyártás módszerét jelenti. A módszerek meghatározzák a fém tisztaságát, amelytől az ára közvetlenül függ. Tehát a Kmb jelölés oxigénmentes huzalrúdot jelent. De tartalmaz Moo alfajokat is 99,99%Cu, M1 - 99,9%, M4 - 99,0%, ahol a számok a Cu tartalmat százalékban jelzik. A Moo a katódos elektrolitikus fokozatokhoz tartozik, teljesen oxigénmentes, és a legnagyobb elektromos vezetőképességgel és a lehető legkisebb ellenállással rendelkezik. és az ilyen réz kilogrammonkénti költsége a legmagasabb. De a KMor jelölés arról tájékoztat, hogy ez a rézrúd finomított hulladékból és rézhulladékból készül, vagyis különböző típusú réz található egy ilyen rúdban.
A jelölések dekódolása
A fém tisztasági index előtti „M” egyszerűen „rézt” jelent. Két "nulla" (00) - nagy tisztaságú. Egy nulla (0) csak tiszta. 1,2,3 számokkal - műszakilag tiszta. A jelölések utolsó eleme általában egy ábécé -index, vagyis a fém öntésének módja: K - katódos. Y - újraolvasztott katód. Az oxigénmentes réz B betűvel, a dezoxidált réz - P, de a foszfor olvadékba történő bevezetésével dezoxidált jelölés az F betűvel történik.
Összességében ennek a fémnek mintegy 20 fajtáját gyártják Oroszországban, különféle iparágakban való használatra.
A KM jelöléssel ellátott rézrúd közbenső pozíciót foglal el ezen fokozatok között.
A 2010 -ben elfogadott GOST lehetővé teszi más névleges méretű rézhuzal gyártását, ha az ügyfél ezt kívánta.
Van egy listája azoknak a kémiai elemeknek is, amelyeket a GOST szigorúan szabályoz a határértékek szerint a réz összetételében az ipar számára. Ezek bizmut, arzén, kén, antimon, ólom, tellúr, szelén, ezüst, vas és oxigén. Részük a rézöntvény vagy huzalrúd teljes tömegében nem haladhatja meg a 0,001 és 0,005%közötti értéket. A réz minőségére gyakorolt legtöbb kárt a bizmut- és ólomtartalom okozza, mivel ezek az anyagok még enyhe melegítés hatására is törékennyé teszik a rezet. Ezért ezen elemek tömegaránya nem haladhatja meg a 0,001%-ot. A kén és az oxigén jelenléte a rézben javítja annak képességét, hogy engedjen a vágási eljárásnak, ugyanakkor a kén rontja ennek a fémnek a rugalmasságát.
Az olyan anyagok, mint a foszfor, a kobalt, a szilícium, a nikkel, a mangán, a króm, az ón, a cink és az alumínium tartalmát a GOST nem szabályozza.
A húzott huzal felületén horpadások, nyomok, horpadások és karcolások lehetnek, de ha azok mérete nem haladja meg a 0,2 mm -t, az anyag alkalmas a gyártási jóváhagyásra. Kivételt csak a nagy pontosságú technológiák jelentenek.
Termékkövetelmények
De bizonyos esetekben további követelményeket támasztanak:
A késztermékek esetében csavaró-tekercselő teszteket végeznek.
- A 16 mm vagy nagyobb keresztmetszetű huzalnak 3 csavaró-kicsavaró ciklust kell elviselnie. 13-16 mm -es szelvénygel - 5 ciklus. És 8-13-10 -es szekcióval.
- A huzalrúd szakadási nyúlásának legalább 35%-nak kell lennie.
- Az ideiglenes ellenállás értékét megapascalisban legalább 160 -as számként kell kifejezni.
További vizsgálatok is elvégezhetők az ügyfél (ügyfél) ragaszkodására. Tehát ez lehet a hidrogén törékenységének vizsgálata a KMB minőségeknél és a spirálnyúlásnál - ilyen vizsgálat szükséges lehet a KM és a KMor osztályoknál.
Bár a "rézhulladék" kategóriája teljesen kondicionált, sőt kiváló minőségű rézbe is eshet. Ez akkor fordulhat elő, ha:
- A fém oxidációs százaléka az öbölben meghaladta a 0,01 súlyú mérési módszerrel.
- Mechanikai hibák jelenléte szakadások, bevágások és horpadások formájában, ha a tisztítás nem tudta megszüntetni ezeket a hibákat.
- A huzalrúd tekercs eltarthatósági idejének több mint 3 hónapos túllépése (ezen időszak lejárta után a tekercs összes paraméterének átfogó ellenőrzése szükséges, és ha legalább az egyik nem felel meg, még finomított réz is 99,99% -os tisztaságú hulladékként ismerhető fel). Ezért a nagy tisztaságú katódos elektrolitikus réz gyártását mindig egy adott ügyfél számára végzik, és csak 100% -os előtörlesztés esetén, figyelmeztetve a lehetséges következményekre, ha nem veszi ki időben a megrendelt drótrúdot.
ELFOGADÁS
2.1. A huzal és a rúd tételekben elfogadott. A tételnek azonos minőségű, egy állapotú, egy átmérőjű ötvözetből készült huzalból vagy rudakból kell állnia, és egy minőségi dokumentummal kell elkészíteni, amely tartalmazza:
a gyártó védjegye vagy neve és védjegye;
huzal vagy rúd hagyományos jelölése; tétel száma;
huzal vagy rúd nettó tömege;
vizsgálati eredmények (a fogyasztó kérésére).
A tétel tömege nem haladhatja meg a 2000 kg -ot.
2.2. A huzalok és rudak felületi minőségének és méreteinek ellenőrzésére a tekercseket (tekercseket, dobokat, magokat) vagy rudakat a tételből a legnagyobb objektivitás módszerével veszik ki a GOST 18321 szerint. Az ellenőrzési tervek megfelelnek a GOST 18242 szabványnak. a huzal és a rúd szabályozott tekercsének (tekercs, dob, mag) a 7. táblázat szerint kerül meghatározásra.
7. táblázat
|
Tekercsek (tekercsek, dobok, magok), rudak száma egy tételben |
Mennyiség vezérelt tekercsek (tekercsek, dobok, magok), rudak |
Elutasító szám |
|
2-8 |
2 |
1 |
|
9-15 |
3 |
1 |
|
16-25 |
5 |
1 |
|
26-50 |
8 |
2 |
|
51-90 |
13 |
2 |
|
91-150 |
20 |
3 |
|
151-280 |
32 |
3 |
|
281-500 |
50 |
4 |
|
501-1200 |
80 |
6 |
|
1201-3200 |
125 |
8 |
Egy tétel akkor tekinthető megfelelőnek, ha a tekercsek (tekercsek, dobok, magok), rudak száma mérési eredményekkel nem felel meg az 1. és 2. táblázat követelményeinek. 1.3.1.4, 1.3.2.2, kevesebb, mint a 7. táblázatban megadott elutasító szám.
A gyártó megengedett, ha nem kielégítő eredményeket kap, minden tekercs (tekercs, dob, mag), rúd vezérlését.
A gyártó ellenőrizheti a huzal és a rudak felületi minőségét és méreteit a gyártási folyamat során.
2.3. A rudak görbületének ellenőrzéséhez három köteget vesznek ki a sorozatból.
2 4 A huzal kémiai összetételének ellenőrzéséhez vegyen két tekercset (orsók, dobok, magok) és rudakat - két rudat a sorozatból
A gyártó üzemben megengedett az olvadt fémből vett minták kémiai összetételének meghatározása
2 5 A huzal végső ellenállásának és hajlításainak számának ellenőrzéséhez vegyen ki három tekercset (tekercs, dob, mag) az adagból
2 6 A rudak hajlításának és törésének teszteléséhez vegyen két rudat a tételből
2 7 A maradék szakítófelületi feszültségek jelenlétének ellenőrzésére két tekercset (tekercs, dob, mag) vagy két rudat vesznek ki a tételből. Az ellenőrzést rendszeresen, a fogyasztó kérésére kell elvégezni.
2 8 Ha legalább az egyik mutató tekintetében nem kielégítő vizsgálati eredményeket kapnak, a felület méretén és minőségén kívül ismételt vizsgálatot végeznek rajta ugyanazon tételből vett kettős mintán.
Az újbóli tesztelés eredményei a teljes kötegre vonatkoznak