A rétegelt lemez hajlításának módszerei
Számos bevált módszer van a rétegelt lemez hajlítására. A hajlítás megszerzésének különböző lehetőségei mellett azonban néhány pontot figyelembe kell venni. Abban az esetben, ha ívre van szükség, a rétegelt lemez legalább 10 mm vastagságú. És ez már elég vastag puff. Ezért azt a következtetést vonhatjuk le, hogy minél vékonyabb az anyag, annál könnyebb rá hatni, és ennek következtében a rétegelt lemez könnyebben hajlítható.
Ma három fő módszer van a rétegelt lemez hajlítására:
- gőzölgés;
- bemetszés;
- ragasztás.
Mindegyik módszer jó és hatékony a maga módján. De kombinációt is használhat, ami végül merevebb hajlított szerkezeteket eredményez. Próbáljuk meg először szétszedni mind a három technológiát.
Pároló rétegelt lemez
Az ipari termelésben a gőzölés módszerét gyakran használják a rétegelt lemez hajlítására. Ez abból áll, hogy gőzzel hatnak a nyersanyagra, majd a rétegelt lemezt egy berendezésbe helyezik, ahol sajtót táplálnak hozzá. Egy speciális satu hatására az anyag a kívánt görbületi sugárra van hajlítva.
Otthon nehezebb lesz elvégezni a gőzölési eljárást. Ehhez nagyon nagy edények szükségesek, amelyekben a víznek fel kell forralnia. Ebben az esetben a rétegelt lemez egyszerűen rögzítve van a tartályok felett, és maga a gőz már elvégzi a dolgát.
A gőzölés alternatívája a rétegelt lemez vízben történő áztatása. Ehhez teljesen lehetséges a fürdő használata. Van azonban itt néhány árnyalat is.
Először is, az áztatás időtartama közvetlenül függ az anyag vastagságától, valamint a hajlítás irányától.
Másodszor, a rétegelt lemez melegebb vízben való áztatásának folyamata sokkal gyorsabb lesz. Így például 90-100 fokos vízhőmérsékleten az áztatási idő 1,5-3 óra lehet, 60 fokos vízhőmérsékletnél pedig majdnem kétszer hosszabb, hűvös vízben (15- 30 fok) még tovább - 15-20 alkalommal.
Ha a gőzölési vagy áztatási időt a szükséges ideig tartották, a rétegelt lemez hajlítható, de csak a szemen keresztül. Ehhez a munkadarabot rögzítik a sablonhoz, rögzítik a kívánt helyzetben, és az anyag teljesen megszárad. Sokkal hatékonyabb lesz mindkét módszer kombinálása.
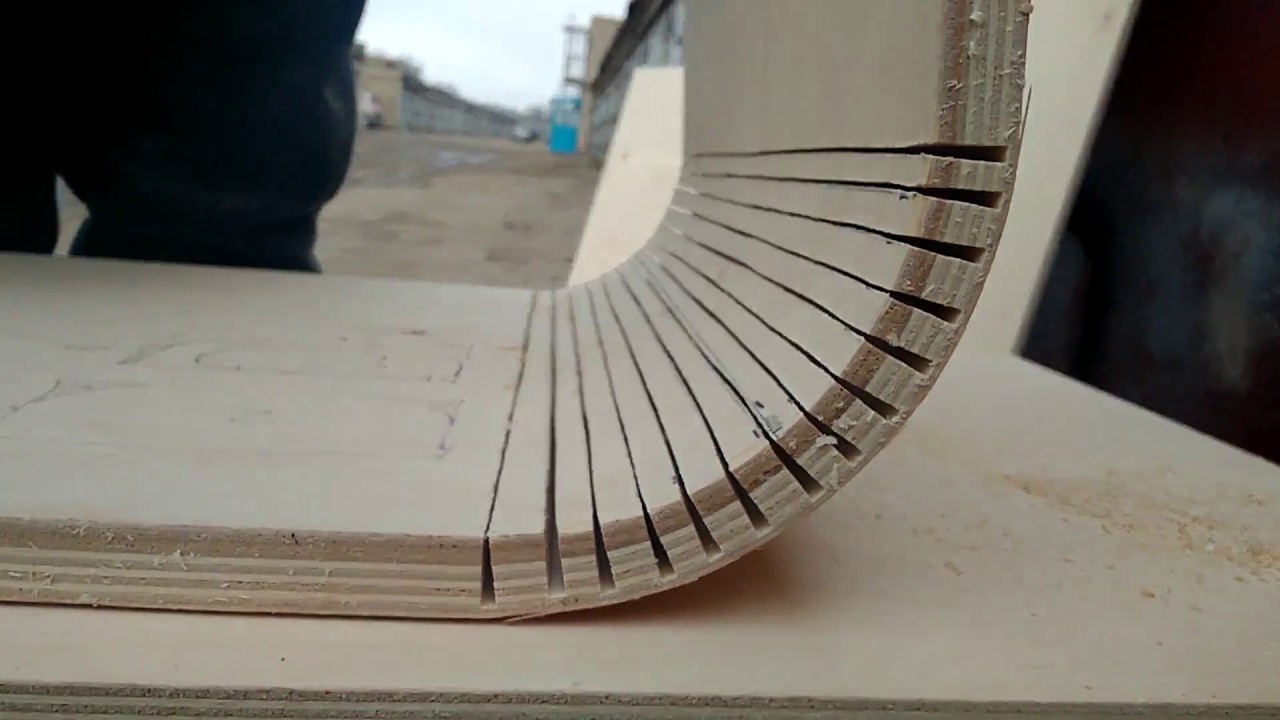
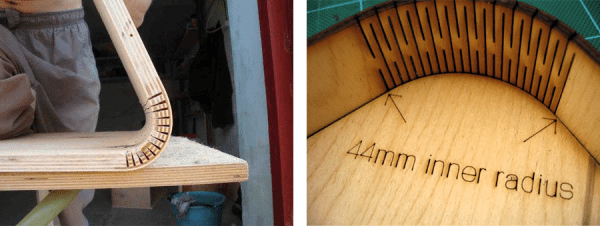
Rétegelt lemez vágás
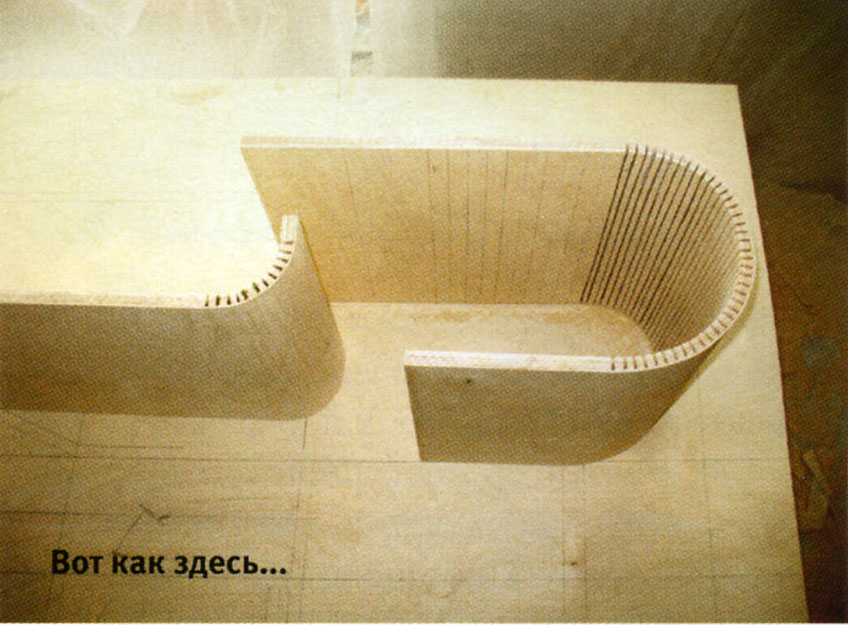
Ez a módszer segít a lap kívánt görbületének elérésében is. Ezenkívül a rétegelt lemez vastagsága 15-20 mm lehet. A hajlítási módszer a következő: azokon a helyeken, ahol hajlítást terveznek, apró vágásokat végeznek vágóval. A vágások nem lehetnek több, mint a lemez vastagságának fele, különben az anyag egyszerűen eltörhet.
Az is fontos, hogy a vágások ne érjék el a kulcshorony ellenkező irányát.
A rétegelt lemez különböző oldalain lévő vágások szélessége eltérő lehet. Ez lehetővé teszi, hogy ilyen eredményt kapjon - egyrészt a hajlítási szög kisebb, másrészt - több. Sokan ezt a technikát használják a rétegelt lemez hajlítására hajófalak kialakítására. A kapott forma rögzítése érdekében a rétegelt lemez rögzítve van, és furnérréteget ragasztanak a tetejére.
Ebben az esetben epoxi ragasztót használnak, bár ez teljesen lehetséges PVA ragasztóval.
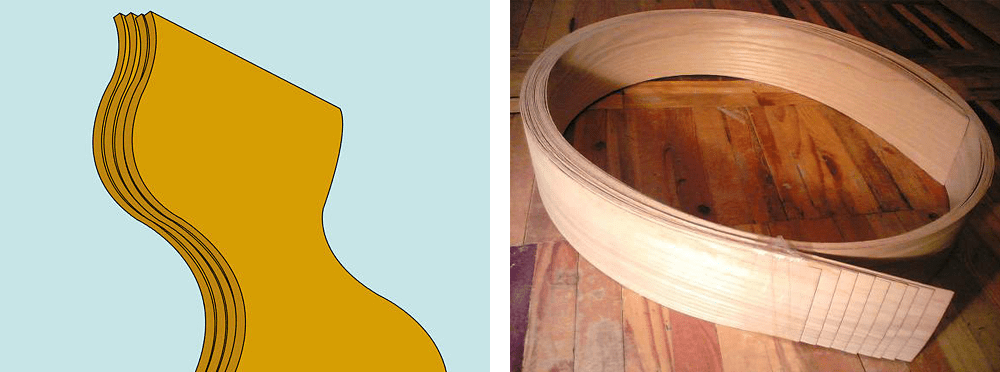
Ragasztó alkatrészek
Ez a módszer abból áll, hogy vékony rétegelt lemezt veszünk, és külön darabokra vágjuk. Készül egy minta, és az elemek már össze vannak kötve a kívánt forma elérése érdekében. Ehhez epoxi ragasztót visznek fel az ízületekre, az alkatrészeket összeragasztják és rögzítik. Szorítókkal lehet rögzíteni a ragasztási pontokat. A készterméknek körülbelül egy napig kell száradnia, utána használható.Annak érdekében, hogy az összekötési pontok és egyenetlenségek ne látszódjanak a munkadarabon, csiszolásnak kell alávetni.







Kevesen tudják, hogy a rétegelt lemez hajlítása nagyon gyakori művelet az asztalosmunkában, még kevesebb kézműves ismeri a helyes technikát. Javasoljuk, hogy vegye figyelembe ennek az anyagnak a jellemzőit és hajlítási viselkedését, valamint az otthoni rétegelt lemez hajlításának alapvető technikáit és eszközeit.
Felszerelés
Így számos berendezést használnak a fából készült nyersdarab alakjának megváltoztatására és az összeszerelés előtti végső előkészítésére. A hajlítást, amint fentebb említettük, speciális prések segítségével végezzük, a befejezést pedig egy 5 tengelyes fafeldolgozó központon végezzük. Ennek a berendezésnek a választéka nagyon széles, ezért úgy gondoltuk, hogy ebben az esetben azokra a berendezésekre kell összpontosítanunk, amelyeket a vezető bútorgyártók használnak termelésük során. Például a világhírű IKEA.
A svéd-holland cég, mint kiderült, bolgár gépeken dolgozik. A sugarú termékek gyártásához szakemberei a VChG-40 nagyfrekvenciás generátort használják a hidraulikus hidegprés VP-C 11/15
.
Az első készüléket úgy tervezték, hogy melegítse a ragasztóréteget, amikor többrétegű munkadarabokkal dolgozik. A telepítést nagy termelékenység jellemzi az összes réteg egyenletes felmelegedése miatt (még akkor is, ha a termék vastagsága meghaladja a 30 mm -t). A generátor a gyártási ciklus függvényében fokozatmentes teljesítményszabályozóval rendelkezik. Az optimális értékek elérése érdekében az egész folyamatot ampermérő és termosztát vezérli.
Miután a nagyfrekvenciás generátor a kívánt mértékben felmelegíti a munkadarabot, a hajlított-ragasztott termékek prése bekapcsol. Magas hőmérsékleten megváltoztatja az alkatrész alakját nyomás hatására. Ennek a feladatnak különböző módjai vannak. A VP -C 11/15 préseli a leggyakoribb - pneumatikus kamrákat speciális prések egyidejű használatával. Mellesleg, az "Ikea" választása ennek a modellnek a javára az előnyök egész sorának köszönhető az analógokkal szemben. Először is, a telepítés pontosságát 100 tonna erővel egy időmérővel ellátott nyomásmérő szabályozza. Másodszor, a sajtó kevés zajt ad ki. Harmadszor, a gép megbízható, hosszú élettartamú és megfelel a CE biztonsági előírásoknak.
A formázás után 20-40 nappal (nevezetesen ez idő elteltével a sugárrész teljes stabilizációja következik be), a hajlított ragasztott terméket befejezzük. Ezt a munkát egy öttengelyes fafeldolgozó központban végzik. A legmegfelelőbb lehetőség az SPIN beállítása
A PADE olasz csúcstechnikai berendezések gyártójának egyik legújabb fejlesztése.
 Olasz szakértők szerint mindössze 224 másodperc alatt minimális idő alatt megoldja a feladatok egész sorát. Ez a bármilyen összetettségű, teljesen azonos sugarú részek profilozása, amelyek a végeik sarkába történő beillesztés, lyukak fúrása a dübelhez, a méret szerinti szélesség, a horony elkészítése a panelhez vagy üveghez stb. Összesen egy ciklusban 2 -től 4 -ig teljesen kész lehet ívelt részek
Olasz szakértők szerint mindössze 224 másodperc alatt minimális idő alatt megoldja a feladatok egész sorát. Ez a bármilyen összetettségű, teljesen azonos sugarú részek profilozása, amelyek a végeik sarkába történő beillesztés, lyukak fúrása a dübelhez, a méret szerinti szélesség, a horony elkészítése a panelhez vagy üveghez stb. Összesen egy ciklusban 2 -től 4 -ig teljesen kész lehet ívelt részek
készen áll a késztermékbe való összeszerelésre.
Általánosságban elmondható, hogy ez a megmunkáló központ nagyon nagy pontosságú termékek előállítását teszi lehetővé. Ezért a SPIN ideális nemcsak nagyüzemi gyártáshoz, hanem exkluzív bútorok kisméretű gyártásához is.
A fából készült laminált panelek, amelyeket egyszerűen rétegelt lemezként ismerünk, megtalálják a bútorok díszítésének és gyártásának módját. Az egyik legegyedibb tulajdonsággal rendelkeznek, és szinte bármilyen kanyar létrehozására használhatók. Ennek köszönhetően lehetővé válik egyedi esztétikai tervek és az anyag hatékony felhasználása.
Most beszéljünk arról, hogyan lehet pontosan elkészíteni hajlított rétegelt lemez
rétegelt lemez ipari termelésében és önállóan otthon.
Minden rétegnek saját megközelítése van
 Egy műhelyben természetesen minden könnyebb.
Egy műhelyben természetesen minden könnyebb.
Valójában természetesen a rétegelt lemez hajlítására vonatkozó kérdés megoldását nem a réteg pontosságával számítják ki, de a fejezet címében még mindig van egy bizonyos igazság. Magyarázzuk el: a rétegelt lemez hajlítása számos nehézséggel jár, amelyek pontosan az anyag szerkezetéhez, valamint a hajlítási folyamat technológiai jellemzőihez kapcsolódnak.
Ugyanis:
- Minél vékonyabb a rétegelt lemez, annál könnyebb vele dolgozni. Az objektivitás érdekében azonban figyelembe kell venni azt a tényt is, hogy például a boltívek tervezéséhez a rétegelt lemeznek legalább 10 mm -nek kell lennie, vagyis már elég komoly puffot kell hajlítani (lásd még a cikket) Csináld magad rétegelt lemez ív-alapvető technikák);
- Kezdetben a furnérrétegek pontosan különböző szögekben helyezkednek el egymáshoz, hogy növeljék az anyag hajlítási ellenállását;
- A műhelyek és speciális műhelyek körülményei között a hajlítást és a kívánt görbületet egyszerűen elérjük: az alkatrész gyakorlatilag gőzzel telített, majd egyfajta satu hatása alá kerül, amely a kívánt görbületi sugárra hajlítja.
Mindez valós, de két szempontot kell figyelembe venni:
- Először is, a fa nagyon gyorsan lehűl, ez egyaránt vonatkozik a rétegelt lemezre;
- Másodszor, nagyon nehéz elérni az egész alkatrész egyenletes felmelegedését, ezért ez a típus alkalmas kicsi, hajlított töredékekhez, valószínűleg bútorok vagy más kis termékek ívelt felületeinek előállításához.
Hogyan hajoljunk
 A hajlítás a töredék céljától függ.
A hajlítás a töredék céljától függ.
Tehát hogyan hajtogathatja a rétegelt lemezeket gond nélkül?
Két fő technológia létezik:
- Ferry (amelyet már leírtunk);
- A fürdőszobában forró vízzel.
A második technológia sokkal egyszerűbb, lehetővé teszi, hogy nyugodtan tegye a szükséges töredéket a fürdőszobába, vagy egy másik kellően nagy edénybe, és hagyja forró vízben fél órán keresztül. A hatás garantált, mivel a fa furnér víz és hőmérséklet hatására meglágyul, és a rétegelt lemezrész elnyeri a szükséges rugalmasságot.









Vegyünk egy szükséges vastagságú rétegelt lemez csíkot, és áztassuk be a fürdőszobába. 5 percenként ellenőrizze a töredék állapotát hajlítás szempontjából, ha egy bizonyos idő elteltével (fél órán belül) a töredék rendesen meghajlik, akkor ez elegendő idő a teljes működő töredék áztatásához.
A lágyított rész rögzített helyre telepíthető, önmetsző csavarokkal rögzíthető és teljesen megszáradhat, ez a helyzet akkor, ha hamis oszlopot, egyszerű ívet vagy más alkatrészt készít, amely nem igényel további összetett szerkezeti betéteket.
Néhány szó az összetett szerkezetekről
 A hajlítás kényes ügy.
A hajlítás kényes ügy.
Az ív íve más, mint egy másik ívelt szerkezet görbe vonalú szerkezete. Az otthoni kézművesek gyakran bonyolult, kombinált megoldásokhoz folyamodnak, fejdíszek és egyéb díszítő elemek használatával. Ebben az esetben a teljes szerkezetet egyetlen együttesbe állítják össze, és csak ezután rögzítik és megerősítik egy helyhez kötött helyen.
Az anyagot áztatják, amennyire csak lehet hajlítják, majd hagyják teljesen megszáradni. Ezután minden ismétlődik, amíg az alkatrész el nem éri a kívánt görbületet.  Rögzítés sablonokhoz.
Rögzítés sablonokhoz.
Számos alapvető technika létezik a munkadarabok áztatás utáni rögzítésére.
Nem ismételjük meg mindegyiket, csak arra fogunk összpontosítani, amelyet a legmegfelelőbbnek tartunk a következő okok miatt:
- Ha nem közvetlenül a helyére szereli a munkadarabot, akkor pontos, egyenletes hajlításra és kombinált megoldásra van szüksége;
- A maximális nyerő eredményt csak egy előre elkészített üres vagy sablon biztosítja;
- A sablon rögzítése garantáltan megmenti Önt az alkatrész újra- vagy javításának szükségességétől.
Ebben az esetben pontosan a töredék rögzítéséről beszélünk a sablonon, amíg teljesen megszárad.Maga a sablon elkészítése meglehetősen egyszerű, egyébként sok gyártási lehetőség is van.
Itt egy közülük:
- Vegyünk fa léceket, amelyek hosszúsága megegyezik az alkatrész hosszával;
- Vágjon ki több töredéket forgácslapból vagy fából (3 -ból vagy többből, a hajlított rétegelt lemez hosszától függően), és rögzítse őket a lécekhez;
- Rögzítse a rétegelt lemez puffát a kész kerethez önmetsző csavarokkal, és hagyja teljesen megszáradni.
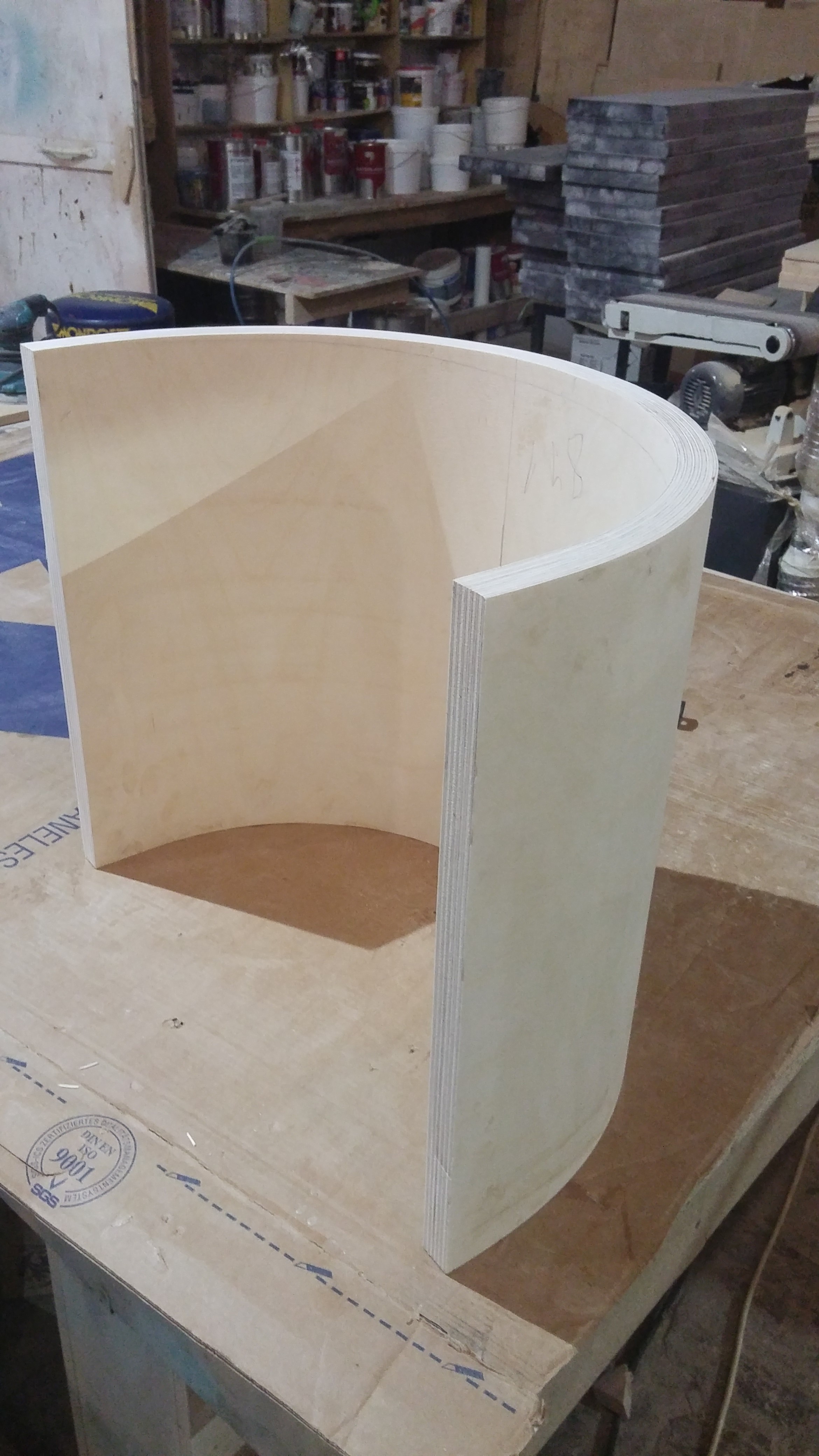
A nagy lapokkal való munkavégzésről
 Vágási lehetőség.
Vágási lehetőség.
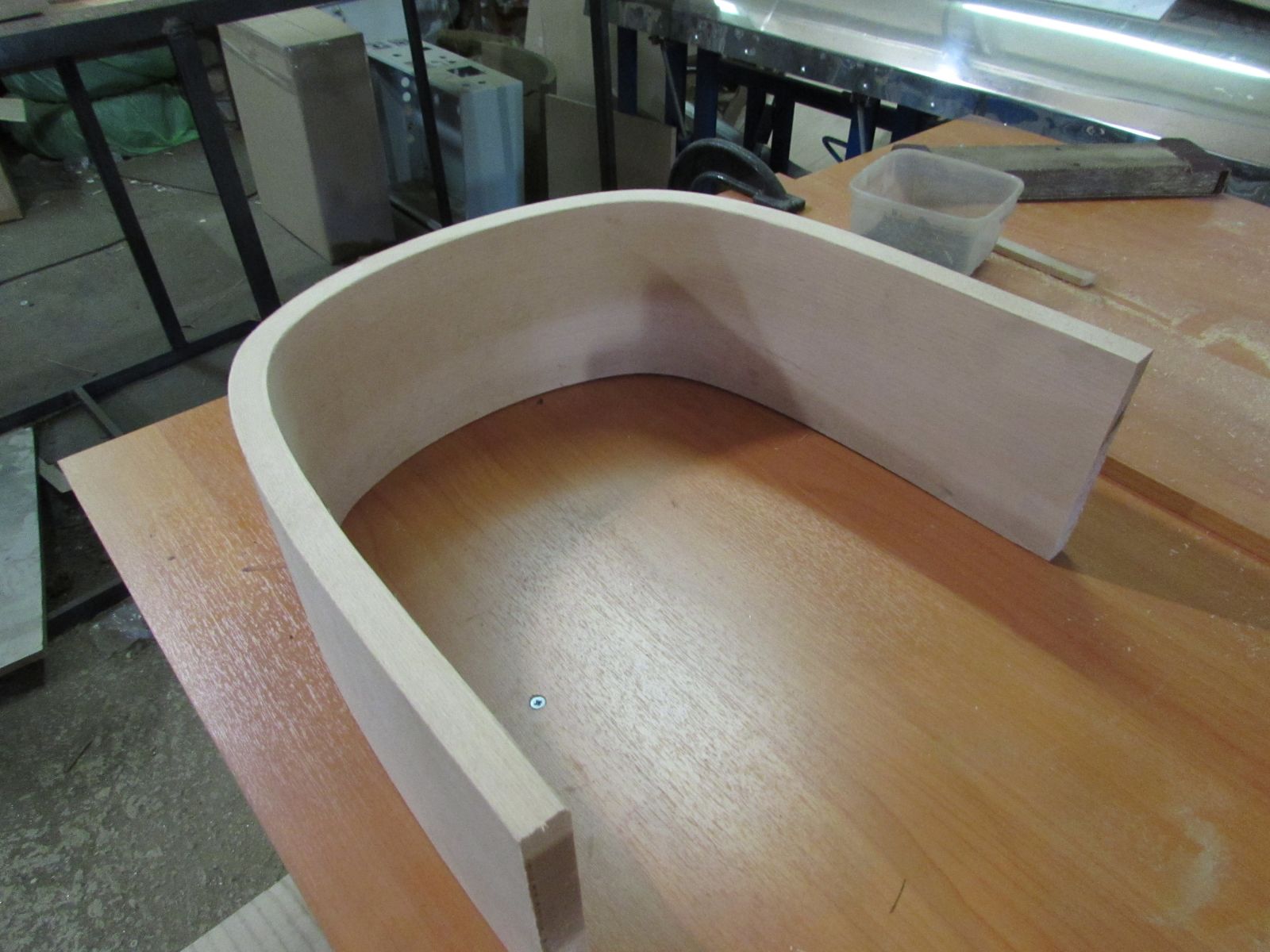
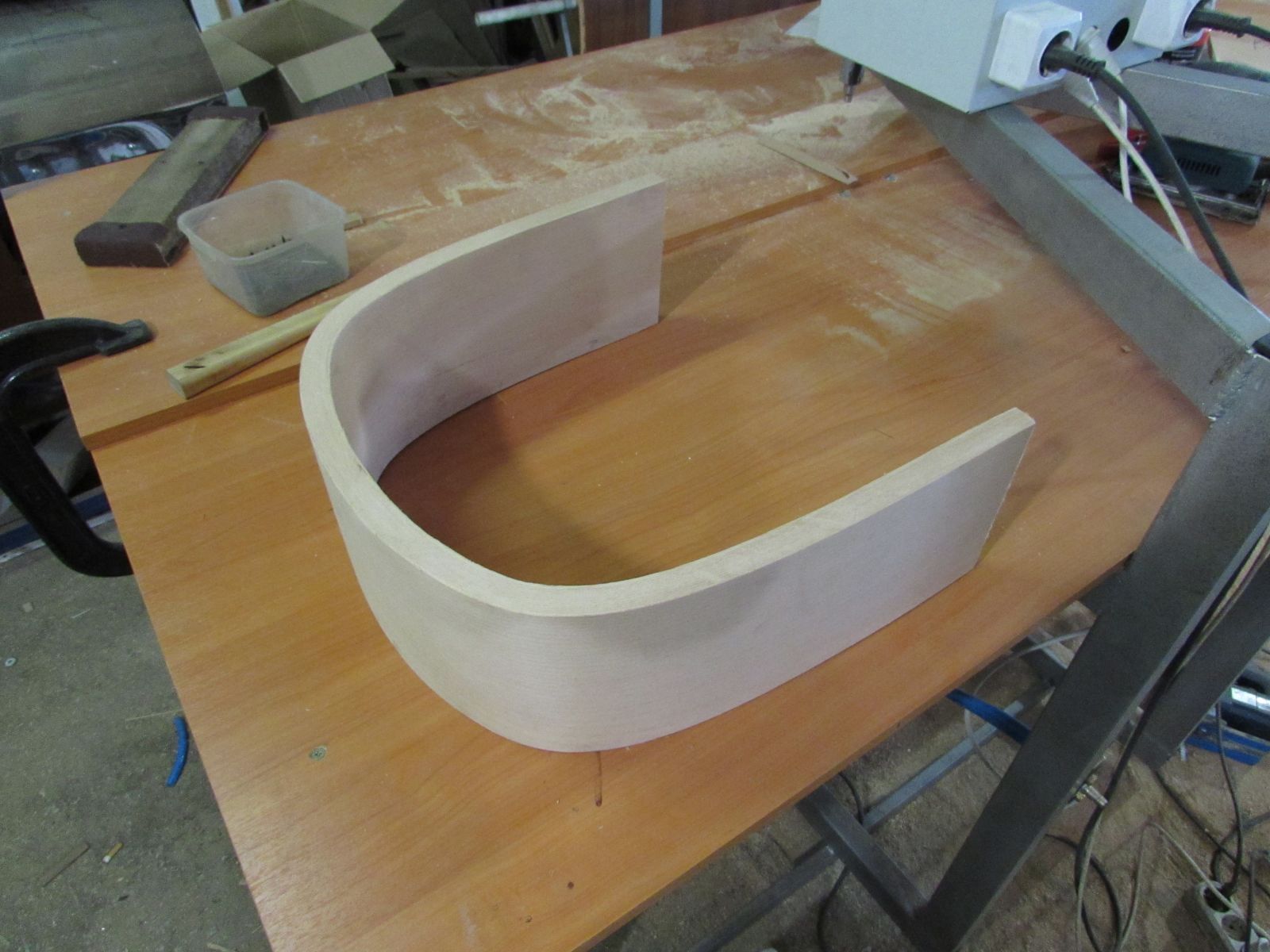
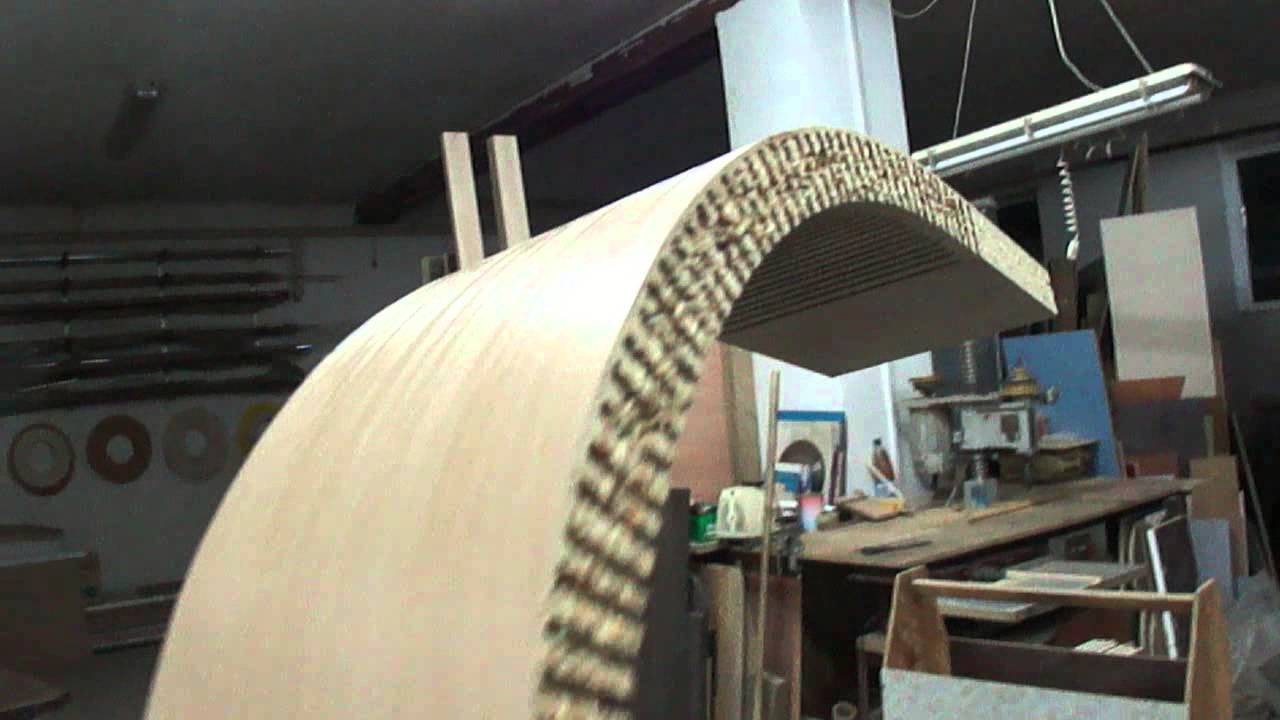
Néha szükségessé válik egy nagy rétegelt lemez hajlítása saját kezével. Ez akkor fordul elő, ha jelentős hosszúságú vagy más hasonló alakú boltíves boltozatot terveznek.
Ebben az esetben a következőket kell tenni:
A rétegelt lemez hajlításának leghatékonyabb módja
A rétegelt lemez hajlításának leghatékonyabb módja a hőmérséklet és a páratartalom növelésének módszere. Bizonyos esetekben azonban célszerű az anyag hajtogatásának száraz módszerét használni. Az anyag alakjának megváltoztatásához szükséges idő és erőfeszítés kiszámításakor szem előtt kell tartani, hogy minél vastagabb a rétegelt lemez, annál nehezebb lesz a lapot hajlítani. Ezért a hajtogatási módszer kiválasztásakor először a lemez vastagságát kell figyelembe venni. Számos leghatékonyabb módszer létezik a rétegelt lemez saját hajlítására.
A rétegelt lemez helyes hajlításáról megtudhatja a videót:
Gőzölgés
A gőzölési módszer népszerű a rétegelt lemez alakjának megváltoztatására nemcsak otthon, hanem a nagyiparban is. Ebben az esetben a rétegelt lemez lapja gőzzel lágyul, majd megadja a kívánt formát. Gyártási méretben ez a módszer különböző vastagságú és méretű lemezekhez használható. Csak kis lapokat lehet hajlítani csak gőzzel.
 Gőzölési módszer
Gőzölési módszer
Technológiailag a gőzölési folyamat a gőz közvetlenül a laphoz való ellátása. A gyártásban ezt a folyamatot speciális gőzberendezéssel hajtják végre. Otthon csak egy ideig kell tartani a lapot egy forrásban lévő víz edénye felett. Nagy anyagsűrűség vagy alacsony gőzölési hatékonyság esetén az anyagot forró vízbe merítheti.









Vágás
Ha a rétegelt lemez nagy sűrűségű vagy nagy méretű, az otthoni gőzölési módszer nehéz lesz. Ebben az esetben használhatja a pontozási módszert. Azokon a helyeken, ahol a lapot hajlítani kell, bizonyos mélységű vágásokat kell végezni. Ez a mutató a lap vastagságától függ, és ennek az értéknek legfeljebb a fele lehet. Ha a vágások túl mélyek, a munkadarab egyszerűen eltörhet.
 Rétegelt lemez vágás
Rétegelt lemez vágás
A bevágás szélességét attól függően határozzák meg, hogy milyen szöget kell elérni az anyag hajlításakor. A szükséges vágások elvégzése után a lapot előre elkészített sablonra kell helyezni, és furnérlapot kell ragasztani rá. Ezt követően ajánlott a munkadarabot legalább egy napra hagyni, hogy teljesen megszáradjon.
Ragasztás
Kiváló módszer a rétegelt lemez hajlítására. Ez abból áll, hogy teljesen levágja, majd ragasztja. Ebben az esetben a munkadarabot egy napra kell hagyni, hogy teljesen megszáradjon. Ennek a módszernek az az előnye, hogy világos geometriai alakzatokat lehet létrehozni. Ragasztással azonban nem lesz képes tökéletes simaságot elérni.
Ehhez a módszerhez ajánlott szintetikus vagy fehérje ragasztót használni. Ugyanakkor különféle típusú ragasztók használhatók olyan lapok ragasztására, amelyeket nem használnak burkolathoz. A ragasztás során az anyagot csatornával kell megerősíteni.
 A termékek szárítása legalább egy napig tart
A termékek szárítása legalább egy napig tart
A hajlítási technikák használatának okai
A fenti módszerekkel bármilyen sima formát elérhet, amely szilárdan megmarad a munkadarab megszáradása után. Így íveket hozhat létre az ajtókban és a falak közötti lekerekített sarkokat.De a rétegelt lemezek hajlítását ma különösen széles körben használják a bútorok gyártásában.
Ez lehetővé teszi:
- Minimalizálja a traumatikus sarkok számát. Ez különösen igaz azokra a helyiségekre, ahol gyerekek laknak. Mivel nyugtalanságuk gyakran a veszélyes érintkezések okává válik a közönséges bútorok sarokfelületeivel.
- Növelje a belső tér esztétikai értékét. Mert a szemnek sokkal kellemesebb a sima, mint az éles átmeneteket megfigyelni. A csúszó felületek megnyugtatják és javítják a hangulatot.
- Adjon nagyobb szilárdságot az objektumnak, és szabaduljon meg az olykor hatalmas mennyiségű rögzítő részletektől. Ez jelentősen növeli a szerkezet szilárdságát és megbízhatóságát.
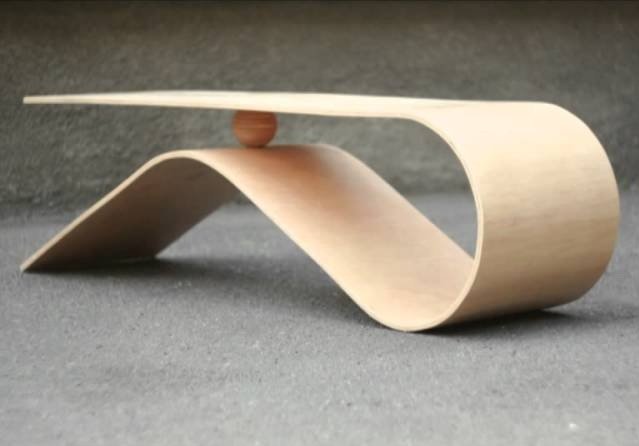
 Gyönyörű formatervezés áramvonalas vonalakkal és rögzítőelemek nélkül
Gyönyörű formatervezés áramvonalas vonalakkal és rögzítőelemek nélkül
"Lamelláris" széklet készítése
Amint kéznél van minden, amire szüksége van, elkezdheti az egyedi és modern kialakítású széklet készítését. A hétköznapi emberekben az ilyen székletet lamellásnak nevezik, mert lamellákból állítják össze.
1. lépés. Rajzoljon egy darab Whatman -papírra egy vázlatot a jövő székletének minden részletéről. Ez nem nehéz, mert csak kétféle alkatrész létezik.
A jövő részleteinek vázlata
2. lépés Óvatosan vágja le a rajzolt formákat rajzpapírral ollóval. A munkához nem szükséges Whatman papírt használni. A szükséges alkatrészek könnyen elférnek A4 -es lapokon.
Sablonok kivágása
Lépés 3. Vigye át a kész sablonokat egy rétegelt lemezre, és egy egyszerű ceruza segítségével karikázza be őket. A nagy alkatrészek száma 2 db, a vékony részek száma pedig 1 db. Ha a rétegelt lemez mérete kicsi, próbálja meg úgy elhelyezni a sablonokat, hogy helytakarékos legyen.
Sablonok átvitele rétegelt lemezre
4. lépés: Miután minden részletet felrajzolt a rétegelt lemezre, vágja ki őket kézi fűrésszel vagy elektromos kirakós fűrésszel. Elektromos készülék használata jelentősen felgyorsítja a vágási folyamatot.








A széklet részleteit levágják
A szúrófűrészek népszerű modelljeinek árai
Lombfűrész
5. lépés. A jövő székletének kész elemeinek úgy kell kinézniük, mint a fotón. Annak érdekében, hogy a vágási pontok simaak legyenek, ki kell csiszolni a szúrófűrésszel végzett munka után. Ehhez használjon csiszolót vagy szokásos csiszolópapírt.
Kész elemek a jövő székletéhez
6. lépés. A lépcsőkkel való könnyebb munkavégzés érdekében hajtsa össze őket, és rögzítse bilincsekkel. Ez felgyorsítja a csiszolási folyamatot. A kész felületnek tökéletesen laposnak és simának kell lennie a feldolgozás után. Ha szükséges, használjon fájlt (ha a szabálytalanságok túl nagyok).
A rudakat bilincsekkel rögzítik
Elemek őrlés után
7. lépés: Kezdje el az alkatrészek összeszerelését. A csatlakozás előtt kis mennyiségű fa ragasztót kell felhordani az ízületekre. Ez növeli a széklet szilárdságát. Összeszereléskor a szakértők távtartók és gumikalapács használatát javasolják.
Szerkezeti részek összeszerelése
Építési folyamat
A széklet részleteinek gyűjtése
8. lépés. Győződjön meg arról, hogy az összes telepítendő alkatrész azonos szinten van. Csak a maximális egyenletesség mellett a kész szerkezet kiváló minőségűnek tűnik. Ez a munka döntő szakasza, így nem kell sietni a rétegelt lemez alkatrészeinek összeszerelésekor.
A léceknek azonos szinten kell lenniük
9. lépés. A kész széklet így néz ki. Az összeszerelés után csiszolja le a termék felületét csiszolópapírral, és fedje le az egészet lakkal. Miután a széklet megszáradt, használható. Egy ilyen széklet meglehetősen törékenynek tűnik, de valójában nem az.
Kész rétegelt lemez széklet
Még egy fotó a termékről
Miután a széklet megszáradt, használható.
Következtetés
A fából készült laminált lemez kiváló befejező és bútor anyag. Az alacsonyabb költségek és a jobb műszaki jellemzők komoly versenytársává teszik a klasszikus fát.És ami különösen figyelemre méltó, és egy fa semmiképpen sem büszkélkedhet, az egy elképesztő képesség, hogy a leginkább elképzelhetetlen formákba hajoljon, különleges esztétikával ruházza fel a belső teret. 









Az ebben a cikkben található videó további információkat nyújthat a figyelmének, amelyek közvetlenül kapcsolódnak az áttekintett anyagokhoz.
Használjon anyagokat és a modern technológiák vívmányait!
A rétegelt lemez különböző módon hajlítható, ha szükséges, a modern gépek bármilyen formát nyújthatnak, az enyhe hajlítástól a jelentős törésekig, kilencven fok alatti mutatókkal. Ugyanakkor a sugaras termékeket külön csoportba sorolják, amelyek széles körben alkalmazhatók a különböző iparágakban. Az ívelt rétegelt lemezgyártás, amely ma széles körben elterjedt az ipar számos területén, továbbra is vitathatatlan vezető a bútorok és a befejező munkák terén. A Radius termékek a bútoripar műszaki és dekoratív területein találták meg alkalmazásukat, széles körben használják a belsőépítészetben is.
Mik azok az ívelt ragasztott rétegelt lemez sugarú termékek? Először is, ez a formák lágysága és a praktikus alkatrész, amely lehetővé teszi, hogy egyszerre vonzó megjelenést, erőt, megbízhatóságot és biztonságot nyerjen. Nem minden anyagnak sikerül egyszerre annyi hasznos tulajdonságot ötvöznie. A hajlított rétegelt lemez gyártása sugaras termékek viszonylag egyszerű folyamatnak nevezhető. Mivel a nagyszámú deformációjú alkatrészek gyártásának technológiailag bonyolult lehetőségeivel ellentétben a sugarú részeknek csak egy hatásirányuk van. Műszaki nyelvről emberre lefordítva megjegyezzük, hogy a sugaras termékek adott görbületűek gömb alakban, vagy inkább annak egy részében. Egy ilyen részlet megszerzéséhez elegendő, ha kéznél van a kívánt alakú mátrix.
És mivel a hajlított rétegelt lemez gyártása ilyen leegyszerűsített formában van, azt független változatként és gyártósorok részeként is módosítják. Nem szabad azonban azt gondolni, hogy viszonylagos egyszerűségével a sugaras termékek nem tartoznak az összetett iparágakhoz, mert itt minden előkészítési ciklus ugyanaz marad, mint a többvektoros szerkezetű elemek gyártásakor.
Hajlított rétegelt lemez - sugaras elemek gyártása bútorokhoz.
Amint már említettük, a bútoripar sugárrétegezett termékeinek két iránya van, az első esetben technikai, a másodikban dekoratív elemmel van dolgunk. Amikor a technikai részletekről van szó, olyan elemekre gondolunk, amelyek el vannak rejtve a szem elől. Ilyen láthatatlan részletek közé tartoznak a székek háttámlái és ülései, amelyek sugár alakjukkal tökéletesen biztosítják a felhasználónak a merevség és kényelem együtthatóját.
Ami a dekoratív terhelést illeti, itt a hajlított-ragasztott rétegelt lemez teljes pompájában mutatja a termelést, és ez abszolút nem átruházható jelentés. A szekrénybútorok sokáig azonos típusúak voltak, egyenes vonalakkal és minimális mennyiségű díszítő elemmel. Valakinek tetszett az ilyen szigorú geometria, míg valaki folyamatosan kereste a lehetőséget, hogy elpusztítsa ezt az unalmas teret. A hajlított rétegelt lemez elemeknek köszönhetően lehetővé vált lekerekített homlokzatok gyártása, amelyek megszabadították a bútorokat a szigorú vonalaktól, és teljesen megszüntették a sarkokat. A bútorok a felismerhetetlenségig azonnal átalakultak, mivel a vonalak simábbak lettek a szigorú, korlátozott határok eltűnése miatt.
Ezt követően a hajlított ragasztott rétegelt lemez jelentősen kibővítette a termelést, és új irányokat kezdett elsajátítani a dekorációban. Így jelentek meg a kecses karfák a karosszékeken, a gyönyörű székeken, valamint az ajtóívek lekerekített sarkai, a lekerekített nyúlványok és a falakon lejtős üregek formájában lévő díszítések.De mindezzel nem lehet beszélni valami teljesen új feltalálásáról, mert mindez egyszer már megtörtént, és a fejlesztők egyszerűen emlékeztek őseik tapasztalataira, és új látomást adtak nekik.
A fából készült laminált panelek, amelyeket egyszerűen rétegelt lemezként ismerünk, megtalálják a bútorok díszítésének és gyártásának módját. Az egyik legegyedibb tulajdonsággal rendelkeznek, és szinte bármilyen kanyar létrehozására használhatók. Ennek köszönhetően lehetővé válik egyedi esztétikai tervek és az anyag hatékony felhasználása.
Most beszéljünk arról, hogyan lehet pontosan elkészíteni hajlított rétegelt lemez
rétegelt lemez ipari termelésében és önállóan otthon.