Szélmalmok
A termék széleinek feldolgozására tervezték. Minden élmaró rendelkezik csapágyazással, amely működés közben a munkadarab pereme körül gördül. Ebben az esetben a munka (vágó) rész a csapágy felett vagy alatt található.
Egyenes élű malmok
Az egyenes élű marók a sablonokkal végzett munka során a legnagyobb keresletűek, és felső vagy alsó csapágyakkal rendelkeznek. Az utóbbiak olcsóbbak, de használatuk során a munkadarab a sablon és a maró között helyezkedik el, ami nem teszi lehetővé a két menetben történő megmunkálást (ez a felső csapágynál lehetséges).
Az élmarókkal való munkavégzés technikái - videó
Az ilyen marókat munkahossz, működési átmérő és csapágyátmérő jellemzi (ez nem mindig egyenlő a megmunkálóval). A legtöbb esetben kényelmesebb olyan vágókat választani, amelyeknél ezek az átmérők egybeesnek, ami megkönnyíti a sablon gyártását és rögzítését a munkadarabhoz.
Alakú vagy fröccsöntött élmarók

Nagyon sokfélék. Az ilyen vágók kiválasztását csak a kívánt élprofil határozza meg, amelyet a termék megjelenése alapján választanak ki.
Méretüket általában a munkadarab magassága, valamint a legnagyobb átmérő és görbületi sugár határozza meg.
Ha több kerekítés van a profilban, akkor általában a legnagyobb profilját kell feltüntetni. Rendkívül ritka, de vannak állítható formázóélű malmok. Beállíthatják a munkadarabok közötti távolságot.
Tárcsás élmarók
A visszatérítés levágására szolgálnak, de az egyenes barázdákkal ellentétben az élükön csapágyazáson alapulnak, ezért az általuk kiválasztott horony pontosabban helyezkedik el a munkadarab széléhez képest. Igaz, drágábbak, mint az egyenes rések. Gyakran ezek a vágók állíthatók, hogy különböző mélységű vagy szélességű hornyokat válasszanak. Ugyanakkor a készlet különböző átmérőjű csapágyakat vagy egy halom vékony marót tartalmaz a tengelyen, így a vágó szétszerelésével és a felesleges tárcsák eltávolításával változik a magasság.
Hogyan válasszuk ki a megfelelő marót. Tippek kezdő marógépekhez ebben a videóban
Alakú élvágók
A végén csapágyak lehetnek, de éleik alakja sokkal bonyolultabb, mint a formázotté, és a magasság is nagyobb. Alkalmas panelek, szegélylécek, homlokzatvázak bagett gyártásához és feldolgozásához. Ezek a vágók csapágy nélkül is kaphatók. Ebben az esetben párhuzamos ütközővel vagy másolóhüvellyel és sablonnal kell dolgozni.
Kombinált keret- vagy ellenprofilvágók. Ezeket a szomszédos élek megmunkálásakor használják a keretcsatlakozás részének létrehozásához. Az ilyen marók előregyártottak is.
Vízszintes figuravágók
A panel élek dekoratív marásához tervezték. Nagy átmérőjük, tömegük és vágóerejük miatt kizárólag 12 mm -es szárral készülnek, és csak az asztalnál használhatók, azaz álló helyzetben. Néha az ilyen berendezés két vágótárcsából áll, és képes a panel mindkét oldalának egy menetben történő feldolgozására.
Az ilyen marók átmérője az összes közül a legnagyobb, ezért a marógép kiválasztásakor azonnal el kell gondolkodnia azon, hogy paneleket készít -e. Ez a megfontolás közvetlenül befolyásolja a szerszám kiválasztását a talpában lévő lyuk átmérője szerint.
Maró - megjelenés, alkalmazás, jellemzők
Nehéz jobb eszközt elképzelni a göndör fafeldolgozáshoz. A maró egy meglehetősen könnyen használható szerszám, amely egy alátét (több, bizonyos alakú pengével), a szárával, amelyet a gép tokmányába rögzítenek.A lapátok száma 2 és 6 között változik, a szerszám alkalmazási területétől, az anyagtól, amellyel dolgozik, az erőmű teljesítményétől függően.
A standard vágóalátét 2 késsel rendelkezik az anyag vágásához. Az erős szár, 8-12 mm átmérőjű, biztosítja a nyomaték átadását a késekhez. A tábla kezelési folyamata elég egyszerű, de a hibákért szigorúan büntet. Elég könnyű elrontani a táblát, nemcsak az anyag eltávolításának szakaszában, hanem utána is: a nem megfelelő szárítás, az elégtelen kémiai impregnálás véget vethet a kész lapnak.
Fa vágók típusai
A legtöbb esetben nem minden vágóra van szükség, hanem csak horonyvágókra. De a dekoratív bevágások alkalmazásához mások is jól jöhetnek. Amikor favágót vásárol a bélés gyártásához, figyelembe kell vennie a szár átmérőjét. Ehhez ki kell derítenie, hogy a meglévő kézi maró vagy gép milyen kollektorokkal van felszerelve. Leggyakrabban olyan vágók vannak, amelyek szárátmérője: 6,8 és 12 mm.
A hüvelykes és hagyományos marók (mm -es szárral) nem cserélhetők fel. Vagyis nem helyezhetők be "milliméteres" hüvelybe, bár úgy tűnik, hogy a különbség csak tized milliméter.
Tervezési jellemzőik szerint a vágók a következők:
- Monolitikus - A vágóélek és a szár egy darabból állnak. Ez a legolcsóbb és leggyakoribb típus. Amikor a munkaszélek homályossá válnak, a vágókat el kell dobni.
- A cserélhető vágóélekkel a megfordítható kések levehetők és fejjel lefelé fordíthatók.
- Előregyártott - vágóelemek hegesztve (forrasztva) a fő rúdhoz.
- Lágy fák esetében nagysebességű ötvözeteket használnak, amelyeket HM betűkkel jelölnek.
- Ha a kezelendő felület kemény, akkor használjon keményfém típusú acélokat - HSS.
- Barázdált egyenes vágók - segítségükkel téglalap alakú hornyot kaphat, maga a vágó munka része úgy néz ki, mint egy henger, amelynek alsó szélei vágódnak.
- Réselt filé - hasonlóan a lekerekített munkaszélű résekhez, ennek eredményeként a rés alakját "U" betű formájában kapjuk meg.
- V alakú horonyfilé-a szerszámot különféle V alakú hornyok készítésére használják, ezek különböznek a horony méretétől és a sarkok méretétől.
- Szerkezeti horony - marás után a horony fejjel lefelé fordítva "T" betű alakú. Vagy "fecskefarok" - barázda egyenlő szárú trapéz formájában, amely a teteje felé keskenyedik.
- Barázdált alakú - göndör faragványok létrehozásához, élekkel való munkához szükséges, a horony tölcsérhez és más szimmetrikus elemekhez hasonlít.
- Szegélyezés - abban különböznek, hogy a végek és élek megmunkálására szolgálnak, gyakran van egy csapágy a tervezésben a sablon szerint történő munkához.
- Él egyenes vonalakra van szükség ahhoz, hogy derékszöget kapjunk a munkadarab felső síkja és a végrész között.
- Szegélyformázók - a félköríves hullám alakú él eléréséhez és különböző formákhoz (attól függően, hogy a vágási sík melyik részét használják), kettős marógépekben előfordulhat, hogy beállítják a réseket a pengék között vágó.
- Szegélyvarrás - lehetővé teszi egy téglalap alakú horony kiválasztását, egy negyedet egy lapos vagy ívelt munkadarabon. A munkamélységet a maró helyzete vagy a tolócsapágy átmérője határozza meg.
- Kúpos él - mindenféle dekoratív letörés létrehozásához, az élekkel való munkához, mielőtt más termékekkel összekapcsolná őket stb.
- Élfilé - segítségükkel félkör alakú hornyokat kapunk, A működés közbeni torzulások elkerülése érdekében a szerszám kialakításában 2 csapágy található.
- Göndör él (többprofilú)-összetett profilú oldalélek létrehozásához az ilyen vágók hossza hosszabb, mint a hagyományos vágóké, a normál működéshez erős maró szükséges.
- Szegély félig rúd - szükséges, hogy a végén félkör alakú kiemelkedést kapjunk.
- Kombinált marógépek segítségével több lap csuklócsuklóit hozzák létre, mind a sarok-, mind a panelszerkezetekhez.

Leginkább hornyos-szegecses vágókra lesz szüksége a munkához. Ezzel az eszközzel egy horonyfogó rendszer jön létre a panelek összekötéséhez az összeszerelés során. Kettes szettben érkeznek. A munkához pedig már nem kell kiszámítania a horony és a tüske méreteit.
Vannak különféle horonyfogós hagyományos páros vágók és olyanok, amelyeket kifejezetten béléspanelek készítésére terveztek. Ez utóbbiakat az különbözteti meg, hogy lehetővé teszik a horony / zár egyidejű csiszolását és a szélek lekerekítését az elülső oldalról. Hagyományos vágóeszközökkel lapos paneleket készíthet deszkákból, például garázshoz, ahol nincs szükség dekoratív ferdére.
Kombinált keret - ezek betűkészletek, a pengék a főtengelyre helyezhetők, attól függően, hogy milyen munkát kell elvégezni. Tartalmaz: egy vagy több tolócsapágyat, záróalátétet és szorítóanyát.
Ábrák - szükségesek az élek dekoratív feldolgozásához a panelek létrehozásakor. Mivel csapágy van, egyenes és félkör alakú felületek is feldolgozhatók. Az ilyen szerszámok élének átmérője elég nagy, ezért erőteljes elektromos berendezésekre van szükség a munkához.

Spirálvágók
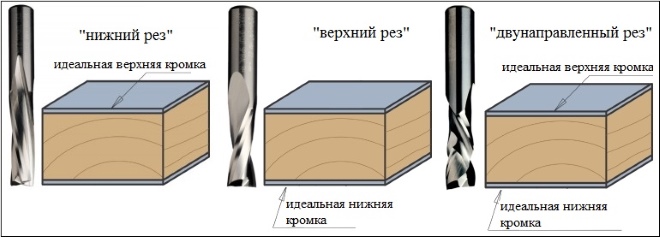
A spirálvágókat a bútoriparban is aktívan használják. Külsőleg és kialakításukban nagyon hasonlítanak a fúrókhoz. A csavarófúrókhoz hasonlóan a munkadarabjukon hornyok vannak, amelyek segítségével eltávolítják a hulladékforgácsot a feldolgozási területről. A spirálvágókat a következő kategóriákba soroljuk:
- lefelé vágással;
- felfelé vágással;
- mindkét említett típust kombinálva.
A spirálvágók típusai
A spirálvágók fő alkalmazási területei, amelyeket széles skálán mutatnak be a modern piacon, a következők:
- az anyag vágása;
- különböző konfigurációjú elemek kialakulása a keményfa termékek felületén;
- különböző konfigurációjú barázdák és barázdák létrehozása a fatermékek felületén.

A spirálvágókat gyakran másolóhüvelyekkel együtt használják
A spirálvágók fafeldolgozásban való használatának előnyei a következők:
- vágás kialakulása, amelyet az elvégzett feldolgozás nagy tisztasága és pontossága jellemez;
- lényegesen kevesebb fűrészpor -kibocsátás, mint más eszközök használatakor;
- alacsony zaj- és rezgésszint működés közben;
- a feldolgozás nagy pontossága és termelékenysége merülőmarás során.
Így az álló és kézi elektromos berendezések felszerelésére használható vágók sokfélesége lehetővé teszi különböző technológiai műveletek sikeres végrehajtását. Az ilyen szerszámok segítségével nemcsak a barkácsolást végezheti el, hanem számos más technológiai műveletet is elvégezhet az otthoni belső tér javítása érdekében.
Mi határozza meg a házi bélés minőségét
A fával sokkal nehezebb dolgozni, mint a fémmel. A természetben nincs két teljesen azonos tábla, nem beszélve a lágy és kemény kőzetek különböző tulajdonságairól. A fémnek nincs csomója, nem szívja fel a nedvességet, nincs rendellenessége stb. És ezek a mutatók befolyásolják a feldolgozási technológiát. Az ipari berendezések lehetővé teszik a folyamat nagymértékű egyszerűsítését a gépek nagy tömege, a beállítások pontossága, a stabil mechanikus előtolás és az erős nyomás miatt.
Otthon minden vágási paramétert önállóan be kell tartani, és gyorsan meg kell változtatni a tábla jellemzőitől és a gép képességeitől függően. Mit kell szem előtt tartani?
Ügyeljen a szemek elhelyezésére, soha ne vágjon a gabona ellen.
Figyelje a csapágyak állapotát. A legkisebb ütés minden bizonnyal befolyásolja a felületek érdességét.
Amint kiderül, hogy a géptengely kissé ingatag, a csapágyat sürgősen cserélni kell, vagy ha lehetséges, beállítani.
A tizedmilliméteres rezgés észrevehetően rontja a végső minőséget.
A vágószerszámok használhatósága a felülettisztaság egyik fontos eleme. A fűrészeknek és maróknak élesnek kell lenniük. Ha saját marót készít, csak erős minőségű szerszámacélt használjon. Az összes vágógép geometriájának azonosnak kell lennie. Ellenkező esetben néhányuk nem fog működni, és ez nagyon nemkívánatos jelenség.
Pontosan helyezze el a vágókat, szánjon rá időt. A tapasztalatlan mesternek nagyon nehéz egyszerre beállítani az összes vágót, ne csüggedjen. Töltsön több időt, de érje el a kívánt eredményt. Az elveszett idő a jövőben túlzottan megtérül.
Minél több vágó, annál jobb. Ha a fej lehetővé teszi négy telepítését, akkor tegye ezt, ne dolgozzon kettővel. Négy maró kissé megnöveli a telepítési időt, de ekkor a gép több időt fut - kevésbé tompák.
A kések rögzítéséhez mindig pontosan ugyanazt az éket használja. Még a kis súlykülönbségek miatt a fej rezegni fog. A rezgés nemcsak a feldolgozás minőségét rontja, hanem gyors csapágykopást is okoz, és növeli a sérülés kockázatát.
Vegye figyelembe a fűrészáru vágási körülményeit
Ez egy nagyon fontos feltétel. A vágási módok közé tartozik a tengelyfordulatok száma, a vágási síkok száma, az előtolás és az élezési szög. Nagyon sokáig beszélhet erről a témáról, a vágási módoknak hatalmas lehetőségei vannak
A kezdő mesterembereknek legalább egy kicsit meg kell ismerkedniük az elmélettel, és a jövőben minden a gyakorlati tanulás képességétől és a famegmunkáló gépekkel való munka vágyától függ.
Mielőtt a táblát a géphez adagolná, ellenőrizze azt, válassza ki az optimális vágási irányt, figyelembe véve a felületek jellemzőit, a csomók jelenlétét és típusát, valamint egyéb hibákat.
Hajtsa a kész bélést egyenletes halomba, ne tegye függőlegesen, ne szórja szét a műhelyben. A tisztaság és a rend a mester professzionalizmusának bizonyítéka
Nagyon sokáig beszélhet erről a témáról, a vágási módoknak hatalmas lehetőségei vannak. A kezdő mesterembereknek legalább egy kicsit meg kell ismerkedniük az elmélettel, és a jövőben minden a gyakorlati tanulás képességétől és a famegmunkáló gépekkel való munka vágyától függ.
Mielőtt a táblát a géphez adagolná, ellenőrizze azt, válassza ki az optimális vágási irányt, figyelembe véve a felületek jellemzőit, a csomók jelenlétét és típusát, valamint egyéb hibákat.
Hajtsa a kész bélést egyenletes halomba, ne tegye függőlegesen, ne szórja szét a műhelyben. A tisztaság és a rend a mester professzionalizmusának bizonyítéka.
Ha kevés a tapasztalat, akkor a tábla bejárata / kijárata hibás lehet a mozgás irányának enyhe megváltozása és a vonalzóval nem párhuzamosság miatt. Ezt tartsa szem előtt a bélés hosszának meghatározásakor, tegyen margó hosszúságot.
A fenti ajánlásokra figyelemmel nem szükséges csiszolóanyagot használni a felületek végső illeszkedéséhez. Ne feledje, hogy csak az amatőrök készítik a bélést úgy, hogy azt hosszú ideig és unalmasan kézzel kell csiszolni.
Hogyan készítsünk bélést szélezett deszkákból
Mesterkurzus a Samodelkin YouTube csatornáról.
Szélezett tábla kiválasztása
Egy otthoni műhelyben lehetőség van arra, hogy nem minden szélű deszkából készítenek bélést. Ehhez rendszerint 1 vagy 2 fűrészárut használnak, 100x25x6000 mm méretűekkel. Ez egy szabványos táblaméret, amelyre az otthonépítés minden szakaszában igény van.
Vannak bizonyos
bélésszegélyes táblára vonatkozó követelmények. A fűrészáru kell
természetes páratartalom, de legfeljebb 16%. A tábláknak mechanikusnak kell lenniük
sérülés, rothadás vagy féreglyukak jelei.
 Náddeszka béléshez
Náddeszka béléshez
Fafajok
a bélést a burkolat függvényében választják ki: a külső részt
házak, belső terek, szauna. Házi béléshez általában használnak
olcsó fafajok, amelyek gyakran megtalálhatók a kereskedelmi hálózatban:
- fenyő - kifejezett textúra, nagy szilárdság, jó hőszigetelő tulajdonságok;
- lucfenyő - könnyű textúra, nagy számú csomó, könnyű feldolgozás, nem vetemedik, nem nedvességálló;
- éger - sok árnyalat van a textúrában, magas nedvességállóság és hőszigetelés;
- hárs - gyönyörű textúra, könnyű feldolgozás, szélsőséges hőállóság.
Bélés gyártása maróval
Először is szélezett
a gyalukon feldolgozott deszkát vastagságmérővel lekerekítik. Az ő segítségével
képezze a jövő bélésének geometriai méreteit.
Táblafeldolgozás vastagító gépen
Szélezett tábla lehet
feldolgozni más módon. Például elegendő repülővel sétálni, majd
csiszolja a felületet.
Marás előtt,
a széleket gyaluljuk, és a kopást éles késsel eltávolítjuk.
Eltávolítás fogyni
Mivel a gyalu után
a deszkák felülete érdes, akkor le kell nyúzni őket.
A táblák megtekintése marás előtt
Maráshoz
2100 wattos kézi útválasztót használjon.
Kézi fagyasztó
Profilmarást végeznek
kombinált vágógépek, amelyek két vágógépből állnak. Ha használja
külön vágók, a munka sokkal tovább tart.
Maróprofilok
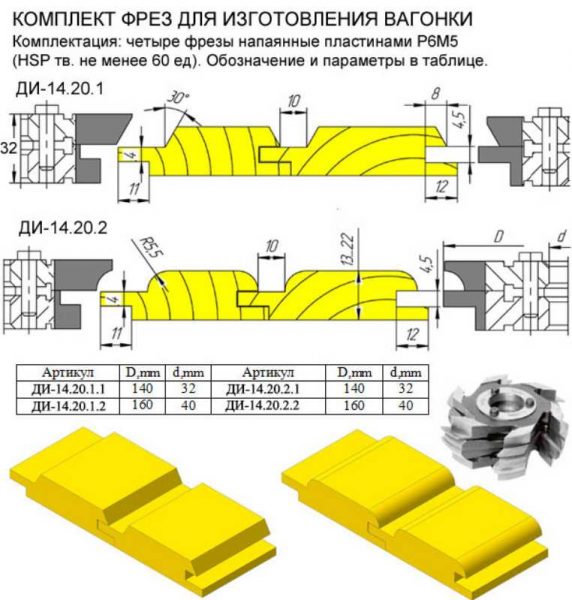
A szerszámkészlet minden fafajta feldolgozására alkalmas. V
egy nagy átmérőjű maró készlet, amely dokkoló tüskét képez, és
szegély a munkadarab elején. Egy kisebb átmérőjű maró fenéket képez
horony és szegély a tábla másik oldalán.
Vágókészlet
Maró a dokkoláshoz
a fogantyút befogják a maró orsójába, és kiválasztják a marási mélységet.
A vágó felszerelése az útválasztóra
Szerelje be a készletben található szakító kerítést
maró.
Összeszerelt router
Szélezett anyag, táblák feldolgozásának megkönnyítése érdekében
fektetve az állványokra. Egy speciális sín tartja a táblát, és nem adja meg
maráskor mozogjon.
A tábla tartása az állványokon
Végezze el az első vágást
dokkoló tüske maróval. Ezzel a vágóval minden lapot egyenként dolgoznak fel. Hátsó és elülső oldal
a feldolgozott táblák más kinézetűek.
A kész tábla hátoldala
A feldolgozott tábla elülső oldala
A marón cserélje ki a marót
a dokkoló horonyra, és a vágásokat egy táblán végezzük dokkoló tüskével.
Fűrészelt horony bélés
Ellenőrizze a vágó beépítési magasságának helyes megválasztását
egy dokkolóhorony két dokkolt bélés közötti rés jelenlétében.
Ha a vágó felszerelve van
rossz, akkor a dokkolás után rés lesz. Elég megfulladni a vágót, és a rés eltűnik.
A rés a táblákban a dokkolás után
A vágó magasságának beállítása után a dokkoló horony
az összes fennmaradó szöges táblát megmarják.
A maró által készített bélés minőségét a következők értékelik
összeszerelt pajzs.
A panel elülső része a béléstől
Kilátás a pajzsra a gyengült oldalról
A bélés felszerelése előtt
beltéren tárolják. Ha az anyagot az utcán hagyja, akkor az vezet, és a lécek is
burkolásra alkalmatlan.
A maró által készített bélés megbízható zárral rendelkezik.
A kastély típusa
Az ilyen anyagot nem csak belül használják burkolatra
helyiségekben, de a ház külső részeinek burkolásához is.
Beltéri burkolat
A ház külső burkolata
Mesterkurzus videó:
Eszközalkalmazási ötletek
Itt meg kell jegyezni, hogy a befejező anyagok független előállítása sok időt, erőfeszítést és pénzt igényel. A bélés lemezből történő előállítása után helyesen kell szárítani és védőanyagokkal kezelni.
Vágóval azonban megváltoztathatja a bélés mintáját.Gyakran ezt a módszert használják a tervezők a szoba térének vizuális kiterjesztésére - a bélés lamellái közötti barázdák váltakozásának szakadt aszimmetriája érdekes technika a belső tér szempontjából.
Lehetőség van a kész bélés "futtatására" a marógépen. De ugyanakkor érdemes megfigyelni a tövis és a zár méreteit. Az új marónak nem szabad megváltoztatnia a rögzítést - csak távolítsa el a nagyobb ütközőt a burkolat felületéről.
Blokk házgép
A bélés egyik fajtája (mellesleg óriási kereslet) egy tömbház. Az anyag lekerekített rönköket utánoz, és széles körben használják a helyiségek belső és külső díszítésére. A házakat tömbházzal érdemes burkolni, mert az ilyen bélés szilárd megjelenésű, tartós és környezetbarát, mivel természetes fából készült. A paneleket összetett forma jellemzi, ezért az elemek összekapcsolása a "horony-tövis" elv szerint történik. Kézi elkészítésük nehéz, és tele van az egyes "naplók" "következetlenségével" a jövőben, ezért célszerű speciális berendezéseket használni:
- szalagfűrészüzem;
- szárító kamra;
- bélésgép.
Amikor munkadarabokat dolgoz fel gépeken, számos műveletet hajthat végre:
- az előkészített nyersanyag vágása a kívánt méretre;
- felületi marás;
- barázdák (barázdák és tüskék) kialakulása.
Vágók, amelyek alkalmasak bélés gyártására kézi maróval
Függetlenül a szerszám osztályától, azaz a professzionális vagy amatőr kéziszerszámoktól, kizárólag a marók végnézetét használja. Az egyik végén 8 vagy 12 mm átmérőjű befogó (szár) van a merev fogáshoz, tokmánnyal, a másikban pedig egy profilvágó közvetlenül 50 mm szélességig. Maguk a marók minősége és a vágószerszám élettartama elsősorban a vágó acélminőségétől és a gyártótól függ. A jól ismert márkák modelljei mindig csak tartós szerszámacélokkal vannak felszerelve.
Fontos! Kopáskor a vágók vágó részét a legtöbb esetben újra kell őrölni, de legfeljebb négyszer. A vágókat és a meghibásodott csapágyakat speciális üzletekben értékesítik. A fa mintavételéhez használt összes vágót általában két fő csoportra osztják: él és horony
Külön -külön és a készletek részeként is értékesíthetők. Az élvágók könnyen megkülönböztethetők másoktól jellemző tulajdonságaik szerint - a csapágy jelenléte a vágó előtt. Vannak univerzális vágók - ezt érdemes szem előtt tartani az azonos típusú műveletek végrehajtásakor - például bélés esetén. Ezek valamivel drágábbak, mint az egyes modellek, de több gyártási időt takarítanak meg a menetek számának csökkentésével.
A fa mintavételezésére szolgáló összes vágót általában két fő csoportra osztják: él és horony. Külön -külön és a készletek részeként is értékesíthetők. Az élvágók könnyen megkülönböztethetők másoktól jellemző tulajdonságaik szerint - a csapágy jelenléte a vágó előtt. Vannak univerzális vágók - ezt érdemes szem előtt tartani az azonos típusú műveletek végrehajtásakor - például bélés esetén. Ezek valamivel drágábbak, mint az egyes modellek, de több gyártási időt takarítanak meg a menetek számának csökkentésével.
Vágók kiválasztása fához
A marók kiválasztásakor figyelembe kell vennie minden tulajdonságukat, először is kívánatos, hogy a vágók kiváló minőségűek legyenek, a minőségi garancia a legtöbb esetben a márka, ezért a legjobb, ha már tesztelt szerszámokat vásárol idővel az ilyen márkák közé tartoznak a "Shtil" cég eszközei. Másodszor, meg kell határozni az anyag szilárdságát, amelyből a vágó készül, és azt kell kiválasztani, hogy milyen anyaggal kell dolgoznia ennek a szerszámnak. Harmadszor, meg kell választani a megfelelő típusú és típusú szerszámot, amely megfelel az Ön munkájának, például, mint fentebb említettük - a lemezvágó jobban megfelel a lapokkal való munkához.

Bélés gyártásához
Ugyanakkor az utóbbiak sokkal drágábbak. A komplexumban célszerű kiegészítő berendezéseket használni egy tömbház impregnálására annak érdekében, hogy növeljék a tűzgátló / antiszeptikumok élettartamát.
Az otthoni termeléshez elegendő 350-450 m3 készterméket előállítani (a normál termelés 70% -50% -os szintje). Az otthoni termelés éves bevétele meghaladja a 10 000 dollárt (a költségektől és az értékesítési mennyiségektől függően). Ezek az ajánlások segítenek a kezdő vállalkozóknak egy érdekes és hatékony projekt megvalósításában.
Technológiák és technikák enciklopédiája
|
Famegmunkáló gépek |
Tartozékok kézi útválasztóhoz
Hogyan készítsünk csaplapot kézi útválasztóval
Az ovális élek, a termékek V -hornyai bármilyen projekthez hozzáadhatók - nagy vagy kicsi. Használjon belső vagy külső ovális vágót, és ezáltal könnyedén létrehozhat saját díszítési formát a terméken.
Próbálja ki a kezét a béléslemezek készítésében, egyszerű tippjeink és technológiánk segítségével, amellyel marógépen lehet termékeket gyártani. Az ovális élek, barázdák a terméken remekül mutatnak bármilyen projekt kiegészítéseként. Ha saját maga készíti el, nemcsak a termék megjelenését alakíthatja ki magának, hanem bármilyen fafajtát is választhat, és a béléslemez készítésének egyszerű folyamata a maróasztalán fog megtörténni.
Használja a megfelelő vágót. Ovális vagy barázda hozható létre a megfelelő vágó- és vágóasztal segítségével.
KONFIGURÁCIÓ. Nem nehéz paneleket készíteni a béléstáblákból. A béléstábla egy keskeny tábla, amelynek egyik oldalán horony van a csatlakozáshoz, a másik pedig tüske. A béléstábla elülső oldalán ovális élek, középen és hornyokban hornyok lehetnek, mindez a fantáziájától függ. Nagyszámú táblával fog dolgozni, ezért érdemes átgondolni és szállítószalag formájában megszervezni az összes munkát. Így egyetlen műveletet hajt végre az útválasztóval minden táblával és azonos feltételek mellett. Amint az látható (lásd a képet), azzal kezdtem, hogy hornyokat készítettem az összes táblán.
Megjegyzés: Készítsen egy kis mintát a barázdált béléslemezből, előfordulhat, hogy újra be kell állítania az útválasztót, hogy a jövőben V-hornyokat készítsen.
MALOM. Egyetlen vágó segítségével, amint az látható (az alábbi képen), jó eredményeket érhet el, ha egyszerűen elmozdítja az ütközőt.
Tehát, amikor passzolt, rohamok lesznek a horony alján, távolítsa el őket éles csiszolótömb készítésével (lásd az alábbi fotót). Ne feledje, hogy egyes fafajták, például a cseresznye, a fenyő, hajlamosak égni. Az alábbi fotó egy egyszerű módszert mutat az égési jelek eltávolítására.
Csiszolási hornyok. Csiszolja le a hornyokat csiszolópapírral az élezett csiszolótömb körül.
Égési sérülések eltávolítása. Az égési sérülések eltávolításához ugyanazzal a sorjával tisztítsa meg a horony mindkét oldalát.
Bélés kör alakú
Gyakran előfordul egy olyan helyzet, amikor nem az anyag esztétikája kerül előtérbe, hanem csak a praktikussága, például szükség van egy háztartási helyiség, pince, műhely falainak vagy mennyezetének díszítésére. Ebből a célból tökéletes egy egyszerű és megbízható bélés, amelyet saját kezével készítenek egy kör alakú bélésen.
Az első lépés a fűrészáru előkészítése. Szükséged lesz 15-20 mm vastag, 8-10 cm széles táblákra, ésszerű feltételezni, hogy minél szélesebb a tábla, annál kevesebb lesz rá szükség, annál gyorsabb lesz a munka. Ez igaz, de csak részben. A nagy szélesség és a primitív csatlakozás, a hornyok, amelyekhez a körlemez lehetővé teszi, garantáltan a lemez deformációjához, ezáltal a bevonat törékenységéhez vezet.
A munkadarabokat szélességben kell igazítani. Ehhez a körfűrész oldalütközőjét vonalzó segítségével kell beállítani és rögzíteni. Minden deszka sorra kerül feldolgozásra, a szélesség egyetlen értékre van beállítva.
Miután a deszkákat kiegyenlítették, körbeforgatják.Erre a gyalu a legalkalmasabb, de a gyári körlevelek is elláthatják ezt a funkciót. Természetesen vághatja le a táblát kézzel vagy elektromos síkkal.
Ezután vájatot és tüskét kell létrehoznia a bélés rögzítéséhez. A legegyszerűbb módja, ha tükrözött választásokat végez a tábla ellentétes végein. Pontosságukat és szimmetriájukat a késkimenet magasságának és a fűrész és az ütköző közötti távolság beállításával érik el.
20 mm -es táblavastagság esetén a korong kijáratának 10 mm -nek, a vonalzótól való távolságnak szintén 10 mm -nek kell lennie. Az első menet síkban történik. A táblát az oldalsó ütközőhöz nyomva készítsen hornyot a vastagság felére. Ezután a táblát a szélére helyezzük, a műveletet megismételjük. Ugyanazokat a műveleteket hajtják végre a másik végről, de tükörképben.
A leírt műveletek eredményeként a bélés durva változatát kapjuk, amely könnyen felszerelhető, vonzó sík felületet hoz létre.
Üzemeltetési tippek
A maróval végzett munka traumatikus lehet, ezért egyértelműen ismernie kell és be kell tartania a berendezés üzemeltetésére vonatkozó szabályokat. És akkor a gyártási folyamat nem hoz kellemetlen meglepetéseket, de öröm lesz.
A gyártók egyszerű tippeket adnak a vágógép élettartamának meghosszabbítására.
- Fával végzett munka során gyantás lerakódások halmozódnak fel, ami idő előtti kopáshoz vezet. Ezért naponta meg kell tisztítani a műszert a lepedéktől.
- Ne kezdjen tompa műszerrel dolgozni. Az élezés hiánya kivághatja a vágóél égetését és javíthatatlan hiba megjelenését a munkafelületen.
- Tartsa be az élezés szabályait. Támasztott modelleknél a vágószerszám elülső széle mentén, CM1, CM2 kövekkel, A25 vagy A35 szemcsével végezzük. A keményfém anyagokból készült élező kések gyémánt kerekekkel készülnek. Ne felejtse el gondoskodni arról, hogy a széle ne égjen meg.
A kiváló minőségű vágók kiválasztásáról és azok eltéréseiről a következő videóban olvashat.