Fúró jelölés fémhez
A fém fúrószárakat az átmérőjük, valamint a gyártási helyük jelöli. A következő szabályokat és jellemzőket lehet megjegyezni:
- A legfeljebb 2 mm keresztmetszetű fúrók nincsenek jelölve.
- 2-3 mm átmérőjű fúrók - rajtuk az acélminőség és -szakasz jelölései találhatók.
- 3 mm -től - olyan adatok, mint a keresztmetszet, a fémminőség, beleértve az ötvözetben lévő további anyagokat, a gyártó lenyomata.
A hazai gyártókat csak ezek a címkézési szabályok korlátozzák. Ha úgy dönt, hogy importált márkájú fémfúrókat vásárol, részletesebb információt talál a minőségi termékekről:
- a gyártó ország neve;
- a cég védjegye;
- acél vagy ötvözet;
- a fúró szakasza és mérete;
- felhasználási javaslatok - fém, amelyet egy vagy másik fúróval lehet feldolgozni;
- pontossági osztály.
Ötvözetek, jelölés, fémfúrók célja
Ön tudja kitalálni, hogy melyik fúrógépre van szüksége, ha tudja, milyen fémet kell fúrnia. A gyártók ajánlásai a következők:
- HSS-R és HSS-G. Az ilyen jelöléssel ellátott fémfúrók feldolgozására szolgálnak:
- acél - öntött, nyomás alatt öntött, ötvözött, szén, legfeljebb 900 N / mm² szilárdsággal;
- fémötvözetek - alumínium, réz, grafit, bronz, sárgaréz;
- öntöttvas - szürke és képlékeny.
- HSS-G Co 5. Ha a fúró rendelkezik ezzel a jelöléssel, akkor a szilárdsági index 1100 N / mm². Alkalmasak acélhoz:
- rozsdamentes;
- szén;
- termikusan javított;
- sav- és hőálló;
- ötvözött;
- nem hőálló.
- HSS-G TiAN / TiN. Az ilyen típusú fémből készült szerszámok gyártásához titán-alumínium-nitrid porlasztást használnak. Ennek eredményeként a felület ellenáll a korróziónak, tökéletesen vágja a fémet, és sokáig megmaradhat eredeti formájában. Alkalmasak különböző eredetű ötvözetek megmunkálására, akár 1100 N / mm² szilárdsággal. Az ajánlott fémek listája a következőket tartalmazza:
- öntöttvas - szürke, gömb alakú csapadékkal acélból, grafitból, képlékeny;
- ötvözetek - cupronickel, sárgaréz, bronz;
- öntött acél, nyomás alatt is.
Ezen acélminőségeken kívül más fémeket is használnak a fúrók gyártásához:
-
Kobalt. Ennek az elemnek az ötvözetbe történő beépítése miatt a szerszám magas szilárdságjellemzőket, mechanikai és hőhatásokkal szembeni deformációs ellenállást szerez. Ezért még alkalmasak lyukak fúrására is karbidfémekben, kemény ötvözetekben és színesfémekben. A fémhez készült kobaltfúrók drágábbak, mint a hagyományos fúrók, de ma már nem nehéz megtalálni őket - sok építőipari szerszámgyártó gyárt ilyen sorozatokat.
- Tömör keményfém fúrók fémhez. Ezt a termékcsoportot külön sorban mutatják be, és az ilyen fúrók gyártásához használt nyersanyagok összetétele eltérő lehet a különböző gyártóktól. Az ilyen szerszám fő előnyei a nagy vastagságú fémek feldolgozása, a legerősebb és legkeményebb ötvözetekből, nagyon éles, egyoldalú élezési szöggel, ami nagyban leegyszerűsíti a munka menetét.
A magfúrók előnyei
A fémmagfúróknak a hagyományos magfúrókkal összehasonlítva számos előnye van.
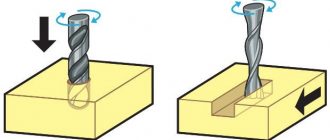
- A gyűrű alakja úgy van elrendezve, hogy a lyukat a kontúrja mentén elvágják, ami nem igényel nagy teljesítményű meghajtást.
- Gyűrűs vágóval fúrva nagy belső felületi érdességű lyukak keletkezhetnek. Ez nem mindig lehetséges klasszikus szerszámkialakítással.
- A magfúrókat különféle berendezésekre telepítik. Különösen nemcsak fúrásra, hanem maró- és esztergagépekre is használják őket.
- Az ilyen típusú fúrók más szerszámokkal együtt használhatók, azaz többszerszámos feldolgozásra használhatók.
- A magfúró vágóéleinek a munkadarabbal való érintkezési területe meglehetősen jelentős.
- Egy menetben a magfúró lehetővé teszi nagy mennyiségű munkadarab anyagának eltávolítását.
- A feldolgozott fém forgácsba történő újrahasznosítása lényegesen kevesebb energiát és teljesítményt igényel a használt berendezéseknél.
- Annak a ténynek köszönhetően, hogy a gyűrűs marók készülnek, a fúrást a segítségével nagy termelékenységgel végzik.
- A fúrási folyamat nemcsak nagy sebességgel, hanem kivételes pontossággal történik.
- Az ilyen típusú szerszámokat nagy hatékonyság és a használat ergonómiája jellemzi.
- A gyűrűs marók minimális zajt keltenek a feldolgozás során.
- Az ilyen szerszámok használatának nagy termelékenységét biztosítja az is, hogy a munkadarabon nagy számú vágóél van.
A gyűrű alakú fúró lehetővé teszi a fémtermékek lyukainak átvezetését, amelyek átmérője 12–150 mm.










Előnyök és hátrányok
A magfúrókat széles körben használják a fémmegmunkálásban számos pozitív tulajdonság kombinációja miatt, amelyek közül a következőket lehet megkülönböztetni:
- Ennek az eszköznek a segítségével akár 200 milliméter átmérőjű lyukak is beszerezhetők egyszerű berendezéssel. Míg a hagyományos csavaros fúrók a lyuk teljes szakaszán fémet vágnak, a koronafúrók csak a kerület mentén vágják. Ennek megfelelően a vágandó fém mennyisége lényegesen kisebb. Ezért jelentős megtakarítás érhető el a munkára fordított energiában.
- Ha hagyományos lyukakkal nagy lyukakat fúr, először kis átmérőjű hornyokat kell készíteni. Ezután a jövőbeli lyuk belsejében lévő teljes anyagmennyiséget forgácsokká dolgozzák fel. A magfúró egy ütemben és sokkal gyorsabban kitölti a lyukat. Így használatuk megtakarítást eredményez a munkaidőben, és növeli a folyamat termelékenységét.
- A koronafúró vágóprofiljának konfigurációja elősegíti a lyuk belső felületének nagy érdességének elérését. Nagyon nehéz ezt a felületet hagyományos fúrógépekkel elérni. Ehhez szükség van a fém további feldolgozására a mechanikai megmunkálás más technológiai műveleteivel.
- A HSS fém lyukfúrók nagyon sokáig tartanak, mert többször is élesíthetők. Ezenkívül a vágóélek visszaállíthatók, amíg a szerszám fokozatosan csökkenő hossza lehetővé teszi. Természetesen a fogak vágóprofilja meglehetősen összetett konfigurációval rendelkezik, és ezért a helyes élezés megköveteli a mester bizonyos készségét vagy egy rajz jelenlétét, amelyre irányítani lehet.
- Lyukfúrókkal nemcsak sík felületre fúrhat lyukat, hanem összetett, ívelt felületű részekre is. A sodrófúrókkal végzett munka ilyen esetekben sok előkészítő műveletet és különféle trükkök használatát foglalja magában. Koronákkal könnyen fúrhat csöveket. A gépbe nem illeszthető nagy átmérőjű csövek könnyen megmunkálhatók mágneses fúrógépekkel, a fúrótokmányba szerelt magfúróval. Erre kiválóan alkalmasak a HSS fúrók.
- Kialakításuk miatt a fúrók lényegesen könnyebbek, mint a hagyományos szerszámok. Ez a különbség különösen nagy nagy átmérőknél. A kis súly lehetővé teszi a magfúrókkal való munkát kis fúrógépeken, sőt kézi elektromos szerszámokon is.
- Fémmagos fúróval sokkal könnyebb megmunkálni, mint spirálszerszámmal. Ez az eszköz előkészítő műveletek nélkül is jól központosított, és lehetővé teszi, hogy egyenletes lyukat kapjon a felületre merőlegesen.
- Szerszámgépekre szerelve speciális előregyártott magfúrók könnyen elérik a szerszám jó hűtését és kenését. A hűtőfolyadék -kenőanyag a szerszám belső furatán keresztül kerül a megmunkálási zónába, ezért elegendő mennyiségben kerül a vágóélbe.
A fenti előnyök hatalmas száma ellenére a fémmagos fúrónak számos jelentős hátránya is van, amelyek közül a következő kettő különböztethető meg:
- Ezzel a szerszámmal csak átmenő lyukak érhetők el a fémben. A vak lyukak készítéséhez más vágószerszámot kell használnia.
- A leggyakoribb magfúrók a magfúrók, amelyek vágó része olvasztott keményfém fogakból készül. Egy ilyen eszköz nem alkalmas a fogak élezésére, ezért vágási tulajdonságainak romlása után használhatatlanná válik.
Sajátosságok
A szerszámgépek fúrói vágószerszámok. Új lyukak fúrására és a meglévők átmérőjének növelésére szolgálnak. A szerszámgépek fúróit az adott technológiára vonatkozó előírásoknak és dokumentumoknak megfelelően gyártják.
Ez az eszköz számos funkcióval rendelkezik, többek között:
- nagy szilárdsági és megbízhatósági együttható;
- magas szintű ellenállás;
- korrozióállóság;
- minőségi anyagokból készülnek, amelyek között sokféle ötvözet található, és természetesen acél, amelyet "nagysebességűnek" neveznek, de semmilyen acél nem alkalmas, nevezetesen a P18, P9, P9K15 osztályok.


A fúrógép élettartamának növelése érdekében a gyártási folyamat során speciális vegyületekkel vonják be.
- Oxid film. Ez a bevonat növeli a termék hőállóságát a súrlódás során.
- Gyémánt bevonat. Az egyik legtartósabb, kemény és nagyon tartós anyagok, például kő vagy porcelán kőedények fúrására szánt termékek feldolgozására szolgál.
- Titán bevonatú.


A szerszámgépek fúrói nemcsak műszaki paramétereikben, hanem színükben is különböznek, ami jelzi a termék feldolgozásának módját.
- Szürke. Azt jelzi, hogy a terméket semmilyen módon nem kezelték. Nem rendelkezik jó műszaki paraméterekkel és hosszú élettartammal.
- Fekete. Az utolsó szakaszban a terméket túlhevített gőzzel kezelték.
- Sárga. Volt egy speciális kezelés, amelynek fő célja a belső feszültség enyhítése. Nagyon erős, kiváló minőségű és tartós termék.
- Aranysárga. Azt mondja, hogy az ötvözet, amelyből a terméket készítették, titánt és nitridet tartalmaz, a feldolgozás több szakasza telt el. Ezek a fúrók a legerősebbek és a legstabilabbak.
A keményfém fogakkal történő fúrás jellemzői
A keményfém fogakkal ellátott fúrók hordozható és helyhez kötött gépeken használhatók. Kiválóan fúrnak króm-nikkel acélt és hagyományos acélt. A keményfém fúrószárak hőállóak és kifejezetten nagysebességű fúráshoz lettek tervezve.










Ha keményfém fogakkal fúrófejeket használ, kövesse az alábbi irányelveket:
- Ezeket nem használják, ha az áramellátás be van kapcsolva, amikor álló gépeken fúr.
- Nem használható engedélyezett SDS + ütvefúróval.
- Ne döntse meg a fúrót az anyaghoz képest a fúrás során
- Mindig használjon vágófolyadékot
- Csak védőszemüveget kell viselni
Használati útmutató
Rajzolja fel a jövő lyuk pontját. Helyezze a középső fúrót a megjelölt fúrási helyre.
Használjon enyhe nyomást a fúrás során, amíg a központosító fúró át nem megy. Ne nyomja túl erősen a sérülés elkerülése érdekében (amikor a középső fúró áthalad). Ne döntse meg a koronát
Tanács
Csúsztasson műanyag vagy fémcsövet a központosító fúróra; a fúrónak hosszabbnak kell lennie, mint a fúró.
Amikor a fúró átmegy, a cső a felületnek támaszkodik, és a fogak nem ütik az anyagot.
Ezután fúrógép nélkül is fúrhat.
Fémlemez fúrásakor: Hagyjon szabad helyet a fémlemez alatt, hogy a fúró közvetlenül át tudjon menni.
Amikor csöveket fúr: csak jól rögzített csövet fúrjon.
Szabványos sebességértékek
Erős lassítású, kis teljesítményű gépeknél az értékeket körülbelül 30% -kal kell növelni (vagy csökkenteni kell a terhelést). Ha a korona fogai nem érintkeznek állandóan a fúrandó anyaggal (például csövek vagy profilozott lemezek fúrása esetén), a fúrási sebesség növelhető a standard értékekhez képest. Miután a szerszám összes foga megérinti a fúró síkját, a sebességet ismét csökkenteni kell.








Ha a fordulatszám túl alacsony, a forgás simasága csökken, ami a fog töréséhez vezethet.
Sál eltávolítása
A fúrófej enyhén felemelésével és forgatásával távolítsa el a fűrészlapot a fúrandó lyukból. Ez jobb hűtőfolyadék -kenőanyag -ellátást biztosít, ami meghosszabbítja a szerszám élettartamát.
Ez nagyon fontos, különösen akkor, ha vastag (legfeljebb 20 mm) anyagokat fúr, nagy teljesítményű fúrószárral, például Karnash art. 20.1130
Használati utasítás kézi fúrógépen
Minél nagyobb a fúrószár átmérője, annál nagyobb a baleset valószínűsége. Javasoljuk, hogy legfeljebb 35 mm átmérőjű fúrókat használjon kézi fúrókhoz. Nagy átmérőjű fúráshoz használjon álló gépeket.