Fúrók orosz és külföldi jelölései
Az orosz szabványok szerint:
- minden 2 mm vagy annál nagyobb átmérőjű sodrófúró jelölés alá esik;
- 2-3 átmérőjű fúrógépeken csak az acélminőséget és a keresztmetszetet alkalmazzák;
- 3 mm vagy annál nagyobb átmérőjű fúrógépeken a gyártó logója is fel van tüntetve.
Az orosz jelölésekben számok és betűk vannak "P", "M" és "K".
- "P6". Azt jelzi, hogy a fúró nagysebességű acélból készült, 6% -os volfrámtartalommal.
- "M5". Azt mondja, hogy az ötvözet molibdént (5%) tartalmaz.
- "K5". Hozzáadott kobalt (5%).
1. kép: az orosz jelölések dekódolásának szabályai
Idegen jelöléseknél a "P" betűt a HSS rövidítés váltja fel. Adjon hozzá információkat az ötvözet összetételéről és a fúró céljáról. Felsoroljuk a leggyakoribb megnevezéseket és azok dekódolását.
- HSS-TiN. Titán -nitriddel bevonva. A szerszám hőállósága 600 ° C.
- HSS-TiAN. A titán -nitridet alumíniummal ötvözik. A szerszám hőállósága 900 ° C.
Ezek a legmegbízhatóbb és legtartósabb fúrók a fémek széles skálájához (beleértve a titánt is).
- HSS-G. Az ilyen eszközök célja szén- és ötvözött acélok, valamint réz- és alumíniumötvözetek fúrása.
- HSS-E. A fenti anyagok mellett rozsdamentes és saválló acélokat fúrnak.
- HSS-G Co 5. Fúrjon különböző fémeket, amelyek szakítószilárdsága 1100 N / mm2.

13. fotó: példa az idegen fúró jelölésére
Mit kell még tudni a fémfúrókról?
Minden fúró bizonyos élettartama után élezni kell. Ezt az eljárást kézzel lehet elvégezni 2 feltétel mellett:
- megbízható gyártótól vásárolt szerszámot, amely nem takarít meg a fém minőségén;
- követed az élezési technológia szabályait.
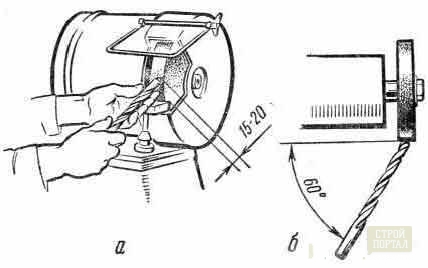
Ön maga is élesítheti a fúrót, ha betartja az alábbi sémát:
A munka megkezdése előtt feltétlenül vegyen fel védőruházatot - szemüveget, kesztyűt.
Készítse elő a tartályokat hűtőfolyadékkal
Erre a célra víz vagy gépolaj használható.
Ellenőrizze a daráló üzemképességét.
Nyomja erősen a fúrót a csiszolókoronghoz, és dolgozza fel a felületet egymás után, hátulról kezdve.
Tartsa be a megfelelő élezési szöget:
acél - 140 fok;
bronz - 120;
réz - 100.
Döntse meg a fúró hegyét, miközben megtartja az élezési szöget.
Ne csak a hegyre összpontosítson - a teljes felületet, beleértve az oldalt is, jól ki kell élesíteni.
Fúrótípus kiválasztása
A fúróknak három fő típusa van: spirális, lépcsős és kúpos (süllyesztett). A negyedik típus valamivel kevésbé gyakori - gyűrűvágók, más néven magfúrók. Úgy tervezték, hogy akár 150 mm -es nagy lyukakat hozzanak létre.



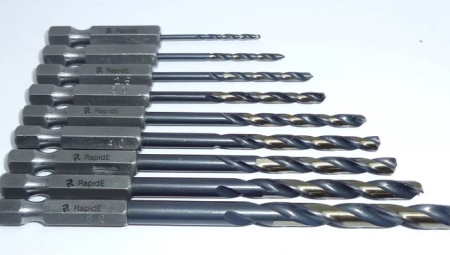




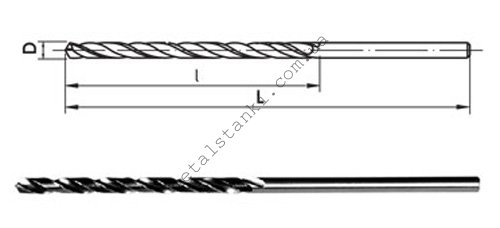
- Spirál. A leggyakoribb, mivel lehetővé teszik bármilyen típusú lyukak létrehozását kiváló minőségű és megmunkálási pontossággal. Az ilyen típusú fúró hengeres rúd hornyokkal a forgács eltávolítására és két csavar alakú vágóéllel. A fúrószélesség a teljes munkahosszon azonos, ami azt jelenti, hogy csak azonos átmérőjű lyukak készíthetők. De a lyukak nagyon mélyek lehetnek, beleértve az átmenő lyukakat is - más szerszámok nem biztosítanak ilyen lehetőségeket a fémmegmunkáláshoz.
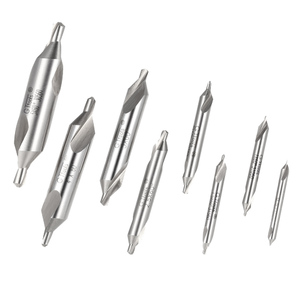
- Kúpos fúrók és süllyesztők. A kúpos modellek a megfelelő alakú kúpok, amelyek lehetővé teszik különböző átmérőjű és mélységű lyukak készítését. A munka némi tapasztalatot és a mester állandó felügyeletét igényli.A süllyesztők nagyon hasonlóak, de további hosszanti bevágásokkal rendelkeznek a nagyobb hatékonyság érdekében. A süllyesztések segítségével a fém alkatrészek előkezelését, a meglévő hengeres lyukak átmérőjének növelését, valamint az új kúpos furatok fúrását végzik. A hagyományos kúpos fúrókkal ellentétben a süllyesztőket kevésbé tervezték mély és átmenő lyukakhoz.
- Lépett. Az ilyen fúrók, mint a kúpos fúrók, kúp alakú vágórésszel rendelkeznek. A kúp azonban nem egyenletes, hanem lépcsőzetes magasságkülönbségekkel. Ennek köszönhetően a fémfúrás gyorsabb és kényelmesebb lesz.
- Koronás. A lyukvágóknak is nevezett magfúrók lehetővé teszik, hogy 12 mm -től 15 cm átmérőjű lyukakat hozzanak létre fémben. Alacsony vágóerővel rendelkeznek, és látható érdességet is hagynak a munkafelületen. A fa hasonló változatai közül a fémvágókat az ötvözet összetétele, a forgács eltávolítására szolgáló hornyok és a vágóelemek dőlésszöge különbözteti meg. A gyűrűs marók hagyományos fúrókban is használhatók: a lényeg az, hogy a szár erős és kiküszöböli a csúszás lehetőségét, valamint a szerszám erejét.
A lehetőségek közül az egyik típus meghatározásához a következő kiválasztási szempontokra kell összpontosítania:
- Szükséges kész furatátmérő.
- Behatolás vagy lyukfúrás szükséges.
- Acélminőség, a termék megjelenése és a feldolgozott fém egyéb jellemzői.
- Szükséges furatmélység.
- A munkához használt szerszám jellemzői és jellemzői: fúró, csavarhúzó, lyukasztó stb.
Mi az a szár és mik azok
A szár a fúró azon része, amelyet a fúró vagy ütvefúró tokmánya rögzít. Kezdetben azonos típusúak voltak - tetraéderesek, a fúrótokmány lyukába helyezve és csavarral rögzítve. Később megjelentek a továbbfejlesztett szárfajták, amelyeket különféle szerszámokhoz használtak.
A lábak a következők:
- Hengeres - a leggyakoribb. Általában az ilyen termékek alapmérete és fúróátmérője azonos. Néha vannak olyan modellek, amelyeknél a szár vastagabb vagy vékonyabb, mint a fúró. Hátránya a szár csúszása, ami lehetetlenné teszi a nagy nyomaték átvitelét a fúróra. Előny - ha a fúró elakad a munkafelületen, a fúró védve lesz a töréstől;
-
Hatlapfejű (más néven hatszögletű és hatszögű) szár - különböző típusú fúrókhoz. Hátránya - jelentéktelen pontosság ¼ ”-os tartó használatakor;
-
Az SDS szárak a TM Bosh ötletei a kalapácsos fúrók forró cseréjéhez. Különböző típusok léteznek: SDS (két 10 mm átmérőjű horonnyal, 40 mm-es tokmányba helyezve), SDS-plus (közös 10 mm átmérőjű szár, 40 mm-es tokmányba illesztve, könnyű kalapácsfúrókhoz) , fúró átmérője 4-26 mm), SDS-top (ritkák, 2 nyitott és 2 zárt horonnyal rendelkeznek, 14 mm átmérőjűek, tokmányban-70 mm, fúróátmérő-16-25 mm) , alkalmas 4 kg -os kőzetfúrókhoz cserélhető fúrótokmánnyal), SDS -max (széles körben elterjedt, 20 mm -nél nagyobb fúrókhoz alkalmas, 90 mm -es tokmányba illesztve, 18 mm átmérőjű, 3 zárt és 2 nyitott horonnyal), SDS-gyors (4-10 mm), SDS-hex (hackerekben, csukákban, fúrókban);
- Hasított szár - ugyanazokkal a paraméterekkel rendelkezik, mint az SDSMax;
-
Háromszög alakú - hárompofás tokmányba rögzítve, a fő előnye, hogy nagy nyomatékot továbbít;
- Kúpos - ipari kézifúrókban és szerszámgépekben használatos.
Top gyártók
Fúrógépek vásárlásához és annak biztosításához, hogy a megadott jellemzők teljes mértékben megfelelnek a valóságnak, ki kell választania a megfelelő gyártót.
Azok a cégek, amelyek értékelik hírnevüket, nem értékesítenek nem megfelelő minőségű termékeket. Ezért a fém fúrók kiválasztásakor előnyben kell részesíteni azokat a gyártókat, akik már régóta piacon vannak.








A legjobb gyártó cégek:
1.Bosch - a német cég termékei régóta csak a pozitív oldalon bizonyítottak. A termékek meglehetősen magas ára ellenére a Bosch fúrók vásárlásakor nem kétséges a kiváló minőség. Kényelmes és jövedelmező ennek a cégnek az eszközeit készletben vásárolni.
Bármelyik fúróeszközt is választja, bármelyik csak a legmagasabb minőségű termékeket tartalmazza, amelyek hosszú évekig tartanak, feltéve, hogy megfelelően tárolják és használják őket.
2. A "Zubr" egy hazai gyártó, amelynek termékeit a lehető legjobban optimalizálják az ár-minőség arány tekintetében. Ennek a cégnek a termékeit megvásárolhatja egyetlen példányban és készlet formájában. Ez utóbbi opció jelentősen pénzt takarít meg a készlet jelentős költségei ellenére.
3. Szovjet gyártmányú fúrók - a vágószerszámok ezen kategóriája a "veszélyeztetett fajoknak" tulajdonítható. Megfelelő gondossággal olyan ritkaságot vásárolhat, amely felülmúlhatatlan műszaki jellemzőkkel rendelkezik.









Videó:
Következtetés
Számos körülménytől függ, hogy melyik fémfúrót érdemes megvenni:
- Ha több lyukat kell fúrni nagyon vékony és puha fémből, akkor elegendő egy olcsó fúrót beszerezni, amely megbirkózik a feladattal.
- Professzionális használatra egyáltalán nem jövedelmező olcsó fúrókat vásárolni. A rossz minőségű termékek elutasításhoz és jelentős időköltségekhez vezethetnek az alacsony minőségű vágószerszámok gyakori cseréje miatt.