Professzionális hegesztőberendezések
Nagyszabású munkákhoz (például burkolatok készítéséhez nagy üvegházakhoz vagy kereskedelmi tevékenységekhez) ajánlott professzionális polietilén hegesztőeszközök használata. Ezeknek az eszközöknek az az előnye, hogy lehetővé teszik a nyomás, a hőmérséklet és a varrás mentén történő mozgás paramétereinek rugalmas beállítását. Ha ugyanazzal a polietilén tálcával dolgozik, akkor a kívánt értékek beállítása után nagy sebességgel végezheti el a hegesztési folyamatot.
A tömítőberendezésekben gyakran vannak meghajtó és feszítő görgők, amelyek lehetővé teszik a fólia összekapcsolását azonos sebességgel, és ez jótékony hatással van a varrat végső minőségére.

Az ipari eszközök különböző típusokban kaphatók. Ezek lehetnek kontaktfűtés vagy forrólevegős fűtés.
A nagy anyagfelületekkel végzett műveletek költséghatékonyak, ha hegesztéssel kötést választanak, mivel nincs szükség ragasztóra vagy szalagra. A munka termelékenysége és pontossága jelentősen megnő. Az anyag alacsony olvadáspontja és hajlékonysága lehetővé teszi az otthoni hegesztéssel történő csatlakoztatást. Az így kapott kötés szilárdsága elsősorban az összeillesztendő felületek hőmérsékletétől és tisztaságától függ.
Hegesztési paraméterek polietilén és polipropilén termékekhez
Anyagolvadék -áramlási index (MFR)
Nagy sűrűségű polietilén (PE-HD, HDPE) hegesztése
Az olvadó csoport 005 indexű (MFR 190/5: 0,4-0,7 g / 10 perc), 010 csoport (MFR 190/5: 0,7-1,3 g / 10 perc) vagy a 003 csoport (nagy sűrűségű polietilénből készült termékek) MFR 190/5: 0,3 g / 10 perc) és 005 (MFR 190/5: 0,4-0,7 g / 10 perc) alkalmasak hegesztésre. Ezt megerősíti a DVS 2207 1. része (DVS - Német Hegesztő Szövetség), és dokumentálja a DVGW (Német Gáz- és Vízszövetség).
Polipropilén hegesztése: polipropilén homopolimer (PP típus 1, PP-H) és polipropilén blokk kopolimer (PP típus 2, PP-C, PP-R)
A polipropilén hegeszthetősége a 006 olvadási index csoporton belül van feltüntetve (MFR 190/5: 0,4-0,8 g / 10 perc). Ezt erősíti meg a DVS 2207 szabvány 11. része.
Polipropilén és polietilén hegesztési eljárás hőmérséklete
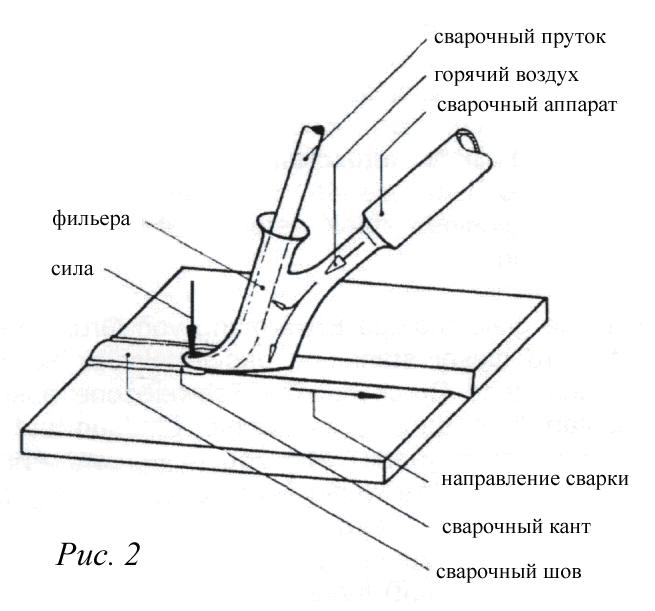
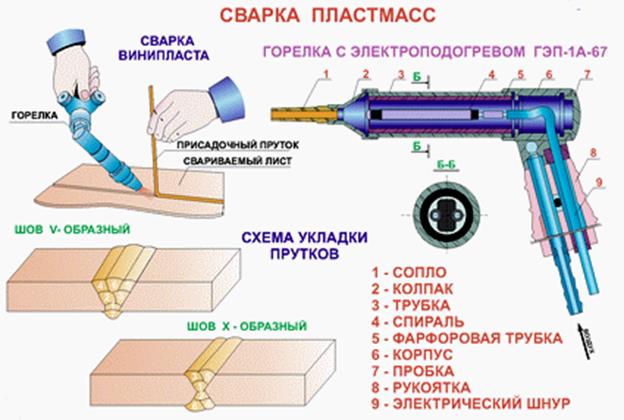
Forró gáz hegesztés
| Levegő, l / perc. | Hőmérséklet a fúvókán ˚ С | Gázsebesség cm / perc | ||||
| Fúvóka átmérő, mm | Nagy sebességű fúvóka átmérő | |||||
| 3 | 4 | 3 | 4 | |||
| Hegesztő polietilén | 60-7060-7060-70 | 300-340300-340270-300# | 10-1510-15- | kb. 10 kb. 10- | 50-6050-6025-30 | 40-5040-5020-25 |
| Hegesztő polipropilén | 60-7060-7060-70 | 280-320280-320280-320 | kb. 10 kb. 10 kb. 10 | 50-6050-6050-60 | 40-5040-5040-50 |
Hegesztés kézi extruderrel
| Az extrudátum hőmérséklete a fúvóka kimenetén, º C | A meleg levegő fúvókáján mért levegő hőmérséklet, ºC | Légtérfogat, liter / perc. | |
| PE szilárd PP | 200-230200-240 | 210-240210-250 | 350-400350-400 |
A nedvesség hatása
A hegesztendő termékek (lemezek, lemezek) és a polietilénből és polipropilénből készült hegesztőrúd bizonyos körülmények között elnyeli a nedvességet. Számos gyártó által végzett kutatás eredményeként kiderült, hogy a polietilénből és polipropilénből készült polietilén és polipropilén hegesztőpálcák az anyagtól és a környezettől függően elnyelik a nedvességet. Az extrudált hegesztés során a nedvesség gödrök formájában jelenhet meg a varratban vagy a durva varratfelületeken. Ez a jelenség a varratvastagság növekedésével fokozódik.
Az ilyen nemkívánatos következmények megelőzése érdekében a következő ajánlásokat dolgozták ki:
- Nedvesség- és olajleválasztók felszerelése a levegőellátó rendszerben,
- Elkerülve a hegesztendő alkatrészek közötti jelentős hőmérséklet -különbségeket (páralecsapódás),
- A hegesztőrudat lehetőleg száraz helyen tárolja,
- A hegesztőrúd szárítása 80 ° C -on legalább 12 órán keresztül,
- Széles varratok (> 18 mm) hegesztése több menetben.
A polipropilén és a polietilén fűtési típusától függően a következő hegesztési típusokat különböztetjük meg:
- Hőre lágyuló műanyagok hegesztése forró levegővel (hajszárító)
- Hőre lágyuló műanyagok hegesztése extruderrel
- Hőre lágyuló műanyagok hegesztése fűtőelemmel
- Hőre lágyuló műanyagok nagyfrekvenciás hegesztése
- Hőre lágyuló műanyagok lézeres hegesztése
Hegesztés rúddal
Például PVC linóleum fektetésénél hegesztésre van szükség töltőpálcával. A linóleum előkészített. Szorosan illeszkednie kell a padlóhoz.









Valamennyi kötést rések és rések nélkül kell felszerelni. A minőségi varrás speciális berendezések használata nélkül nagyon nehéz. Egy közönséges hajszárító nem képes erre a linóleum jelentős vastagsága miatt.
Speciális eszközöket és eszközöket igényel. Rúddal történő hegesztés előtt elő kell készíteni a széleket, az olvadt rúd biztosítja a megbízható csatlakozást. A kialakult csomókat speciális késsel távolítják el.
Hegesztés forrasztópáka segítségével
A fólia háztartási környezetben történő rögzítésére egy közönséges elektromos forrasztópáka is alkalmas. A legjobb, ha a csípésére ráhelyezzük a diákok vagy plakátok fémből készült tollát. Ha a polimert átégetik, a hegy kissé eltolódik a készülék hegyétől - ez csökkenti a hőátadási területet.
A forrasztás megbízhatóbb, ha speciális görgőket rögzít a forrasztópákahoz. A csúcsnál a csípést ütközésig őrlik, a vége közepén hornyot vágnak, amelyhez fémfűrészt használnak. Szükséged lesz 1 cm átmérőjű rézkorongra (akik komolyan aggódnak egy ilyen eszköz felépítése miatt, maguk is faraghatják).
Fúrjon egy lyukat, amelynek átmérője körülbelül 5 mm a rögzítéshez tengelyeket, helyezze be a lemezt a rögzített nyílásba és rögzítse. Szabadon kell forognia. A sima hegesztés érdekében vonalzó mentén kövesse. A készüléket nyomással el kell vezetni addig a pontig, ahol a varrat szakadás nélkül véget ér. Ezt a módszert gyakrabban használják a zsákok lezárására. Ahhoz, hogy szép varrást kapjon, gyakoroljon egy kicsit a felesleges darabokon.
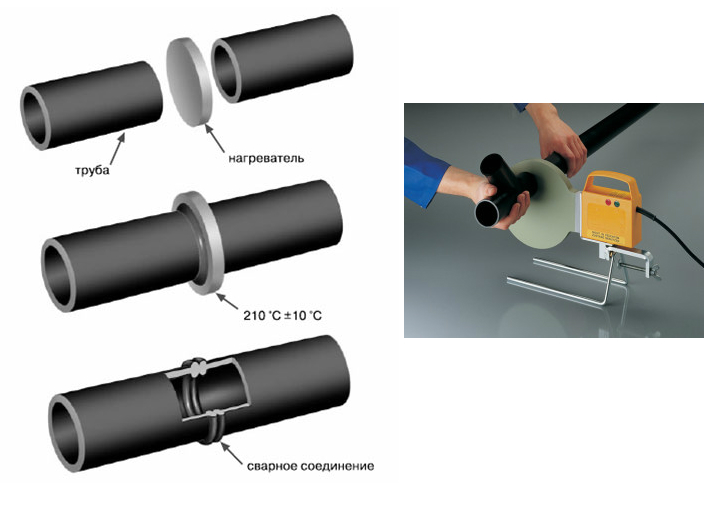
Polietilén hegesztése fűtőelemmel (Butt Welding)
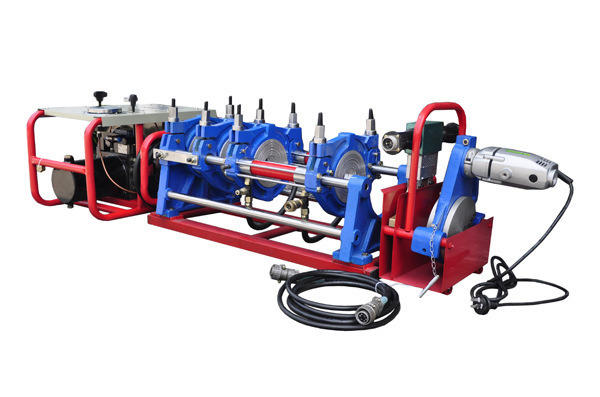
A polietilén hegesztését fűtőelemmel (más néven tompahegesztéssel) lemezek, tömbök és más félkész termékek profiljainak hegesztésére használják. Ezt a hegesztési módot rendkívül széles körben használják hőre lágyuló csővezetékek hegesztésére. Az előző két hegesztési módszerrel ellentétben ez a módszer nem igényel töltőanyag használatát.
Fűtőelemmel történő hegesztéshez az ún. tompahegesztő gépek, amelyek működési elve (fűtés különböző alakú fűtőelemmel) ugyanaz, és csak a hajtás típusában (kézi, mechanikus, pneumatikus stb.) különböznek egymástól, amely átviszi a nyírást erő a hegesztendő elemekre. Ezenkívül a tompahegesztő gépek megkülönböztethetők a speciális felszerelések teljes készletével és mindenféle lehetőséggel - például lemezek ferde hegesztéséhez, hegesztendő lemezek hajtogatásához.
Néhány típusú tompahegesztő gép a HDPE mellett lehetővé teszi a HMPE és az UHMWPE hegesztését is.
A polietilén hegesztésekor a szükséges hő közvetlenül a fűtőelemből kerül az összekapcsolandó felületek hegesztési zónájába. Ily módon kedvezőbb hőeloszlás érhető el, így az anyag egyik zónája sem terhelhető jobban a másiknál. Ezenkívül a fűtőelem illeszkedő felületeinek tisztáknak és teljesen egymáshoz kapcsolódóaknak kell lenniük. Ez a fajta hegesztés kevés belső feszültséget mutat, és nagyjából ugyanúgy terhelhető, mint az eredeti anyag.
Forrasztópáka alkalmazása fóliahegesztéshez
A polietilén lemezek hagyományos forrasztópáka (40-60 W) használatával történő összeillesztése lehetővé teszi, hogy erős varratot kapjon, miközben kisebb szerszámmódosításokra van szükség. A forrasztópáka használata speciális tippek nélkül nem ad kiváló minőségű eredményt. A kötés egyenetlen lesz, lehetséges az anyag szóródási pontjainak kialakulása.
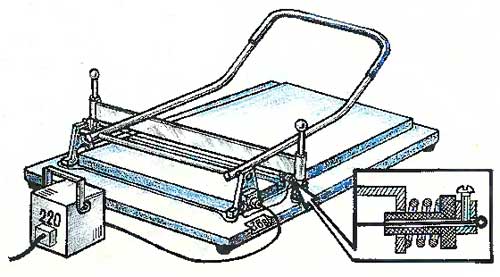
Filmhegesztési séma.
A jó eredmény eléréséhez és a jelentős hosszúságú hegesztési kötésekhez további eszközök használatára lesz szükség. A forrasztópáka módosítására több lehetőség is van.
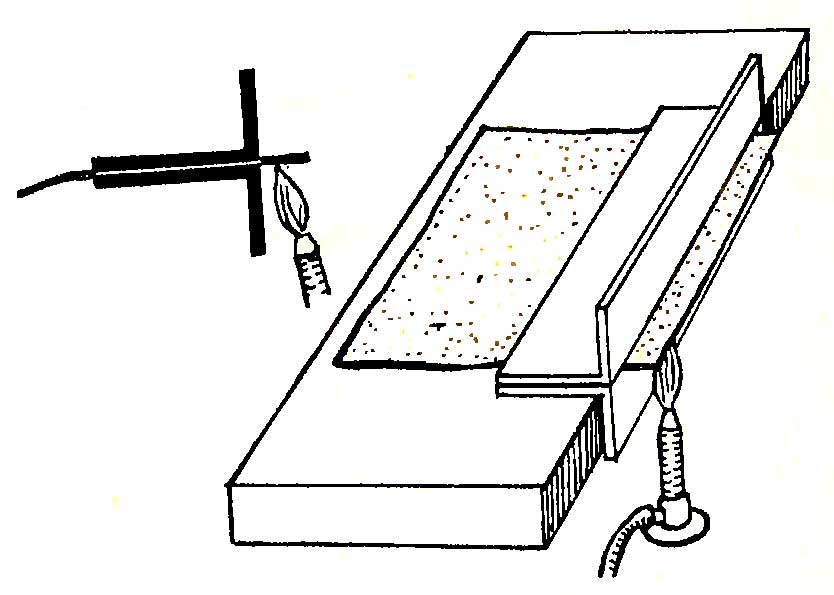





Egy közönséges forrasztópácot vesznek, majd eltávolítják róla a hegy hegyét. A fűrész segítségével vágás jön létre. Ezt követően egy réz- vagy alumíniumlemezt helyeznek a vágásba, amelyet szegeccsel rögzítenek. A lemez felületét feldolgozzák, széleit reszelővel lekerekítik. A hegesztés a forrasztópáka enyhe 45 ° -os szögben történő megnyomásával és egyenletes mozgatásával történik.
A hőmérsékletet és a nyomást empirikusan választják ki. Hézag létrehozásakor ajánlatos lapos fa vagy textolit aljzatot tenni a film alsó rétege alá, és a forrasztópáka lapos rúdra helyezni. Bizonyos esetekben vékony papír zavarja a lemez és a film között. Ez igaz, ha vékony fóliát hegesztenek. Varrat létrehozása után a papírt gondosan szétválasztják.
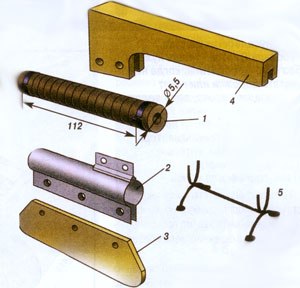
A fúvóka hozzávetőleges mintáját az 1. ábra mutatja (1 - lemez; 2 - forrasztópáka és rúdja).
Ultrahangos hegesztési diagram.
Lehetőség van arra, hogy a lemezt külön hegycsőbe helyezzük, és azt a forrasztópáka hegyére helyezzük. A fóliadarabokat hegesztik hevített forrasztópáka megfelelő távolságra való hengerlésével. A nyomás nagysága a varrathegesztéstől függően szabályozható. Ez a módszer lehetővé teszi, hogy jelentős mennyiségű munkát végezzen.
Csináld magad filmes forrasztás
A polietilén csővezetékeket kétféle módon lehet felszerelni: szerelvények és karimák vagy többféle hegesztés használatával.
A csatlakozáshoz speciális szerelvények (csatlakozók és aljzatok) szükségesek, és ezek nélkül. A 4,5-nél kisebb falvastagságú (50-110 mm átmérőjű) csövekhez szerelvényeket használnak, nagyobb vastagságú falú csövekhez tompahegesztés és extruder elfogadható.
Diffúzió
A diffúziós módszer abból áll, hogy a végeket viszkózus áramlású állapotba melegítik. A nyersdarabok előkészített végei össze vannak kötve és kissé összenyomódnak. A nyomás hatására a mobil polimer molekulák beilleszkednek az összeillesztendő részekbe, lehűlve összekeverednek, új helyzetben megszilárdulnak, új kémiai kötéseket hoznak létre és biztosítják a csövek megbízható tapadását egymáshoz.
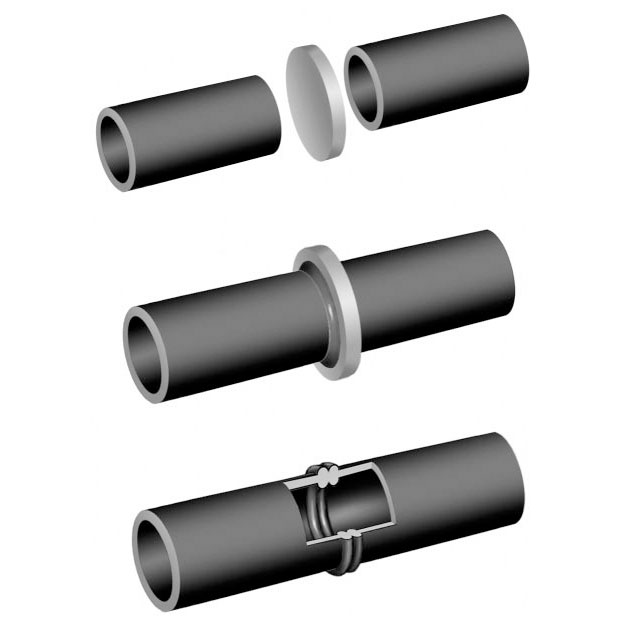
Bell módszer
Nem a legjellemzőbb módszer. A kivitelezésnek két lehetősége van: foglalatos csövek és csatlakozók segítségével. Maga a módszer hasonlít a polipropilén csővezetékek hegesztésére: az aljzatot vagy a csatlakozókat és a munkadarabokat egy speciális fúvókával ellátott forrasztópáka segítségével melegítik.
Ezután a munkadarabot egy másik cső vagy csatlakozó aljzatába helyezik, rögzítik, nyomják és tartják. A hegesztési idő 20 másodperc. Ha csatlakozókat használnak, akkor a második csövet ugyanúgy forrasztják a csatlakozóba. A tengelykapcsoló költsége alacsony, a foglalattal ellátott termékek ritkán találhatók meg az üzletekben.
A csatlakozás megbízható és tartós, kis átmérők hegeszthetők.
Fenékhegesztés
Munkavégzés előtt szigorúan merőlegesen vágja le a polietilén csövet, és gondosan tisztítsa meg a végeit. Ezután a csövet rögzítik a hegesztőgépben, és óvatosan középre állítják.
Hűtse le a kötést, majd távolítsa el a gépet. A műnek megvannak a maga finomságai, két embert igényel.









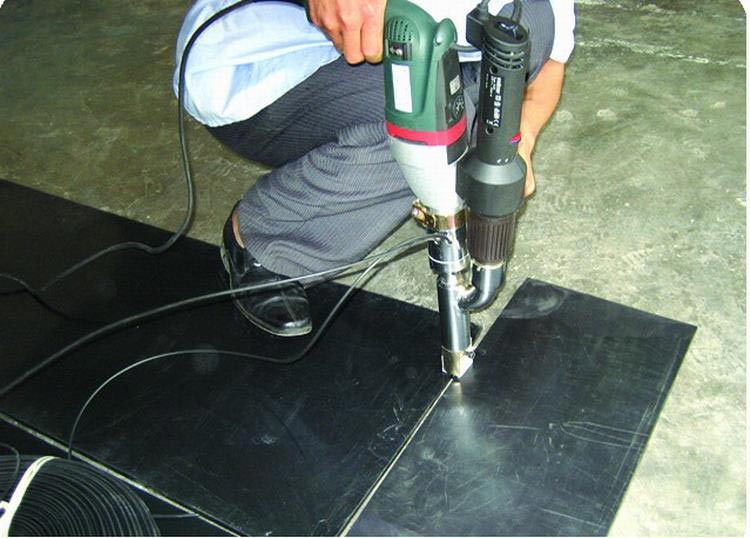
Extruder hegesztés
Extrudálás - hegesztés kis készülék segítségével, amelyből az olvadt polietilént nyomás alatt kinyomják. A nyersanyagokat rudak vagy pelletek formájában töltik be az extruderbe.
Az extrudálást 6 mm-nél nagyobb falvastagságú nyomóvezetékeken alkalmazzák, de használható vékonyabb falú, nem nyomásos csatornacsövek foltosítására is. A csomópontot forró levegő áramolja fel.
Célszerű lecsiszolni a végeket.
Műszerek és eszközök
Vasforrasztás
Ez egy meglehetősen egyszerű módja a vászon egyes részeinek összekapcsolására, mivel szinte minden otthonban vannak háztartási vasalók.
A polietilén ilyen módon történő csatlakoztatásához fából készült tömböt kell elhelyezni az asztalon. Az ilyen típusú állványon a csatlakoztatott vásznak szélei találhatók.
Húsz milliméterrel ki kell nyúlniuk a rúd széleiből. Felülről a polietilént tűzálló anyag (celofán, fluoroplasztikus fólia) borítja.
A varrat kialakulása felgyorsítható a későbbi hűtéssel. Ehhez a magas hőmérsékletnek való kitettség után az ízületet nedves ronggyal kell kezelni.

A vasaló öt fokban dönthető, amikor ellopja a csomópontot. Lassan kell mozgatni, az ízület mentén. Ha nem elég erős varratot kialakítani, az eljárást körülbelül négy -ötször meg kell ismételni.
Ezenkívül a vasalóval való munkavégzéshez speciális forrasztóhegyeket használnak, amelyeket a készülék tetejére rögzítenek. Lapos bordázott talppal rendelkeznek.
Forrasztás forrasztópáka segítségével
40-60W teljesítményű otthoni forrasztópáka két filmlap hegesztésére szolgál. Ehhez a készülékhez azonban némi fejlesztésre van szükség a feladat elvégzéséhez.
A polietilén anyaggal való munkavégzéshez a hegy hegyét le kell venni a forrasztópákaról. Ezt követően egy vágás jön létre, amelybe egy alumínium vagy rézlemezt helyeznek. A lemezt szegeccsel rögzítik, feldolgozzák és reszelővel lekerekítik.
A vásznak ízületére gyakorolt hatás negyvenöt fokos szögben történik. A forrasztópáka a felülethez van nyomva, majd lassan mozog a kötés mentén. A mozgásnak egyenletesnek kell lennie, rángatás és megállás nélkül.
A kerék nyolc -tíz milliméter átmérőjű tárcsa. A lemez anyaga lehet alumínium vagy réz.








Ön is elkészítheti. A fém kereket a vágásba helyezzük, amelyben egy tengely rögzíti. A kerékkel való összekötés módja a hevítésen és a csukló mentén történő további hengerlésen alapul.
Különleges felszerelés
A berendezés kiválasztásakor előrelátás szükséges
Fontos figyelembe venni a munka összetettségét. A nagy mennyiségű filmek kezelésére ipari berendezéseket használnak.
A polietilén csatlakoztatásához speciális eszközöket használnak. Költségük más. Érdemes megjegyezni a PP-40 költségvetési modellt.
Lehetővé teszi, hogy egyenletes és erős varratot kapjon bármilyen kontúron: egyenes vagy összetett. A PP-40 forrasztópáka alakú, de más a hegye.
Az elektromos vasalókhoz speciális fúvókákat is használnak. Fémlemezből, például alumíniumból készülnek. A fúvókák alja lapos és bordázott. Az ilyen felület hegesztés közben szilárdan rögzíti a fóliacsuklót.
A film széleit bordákkal rögzítik. Ezt követően a sín a hegesztendő szakasz mentén mozog. Ez kettős varratot hoz létre.
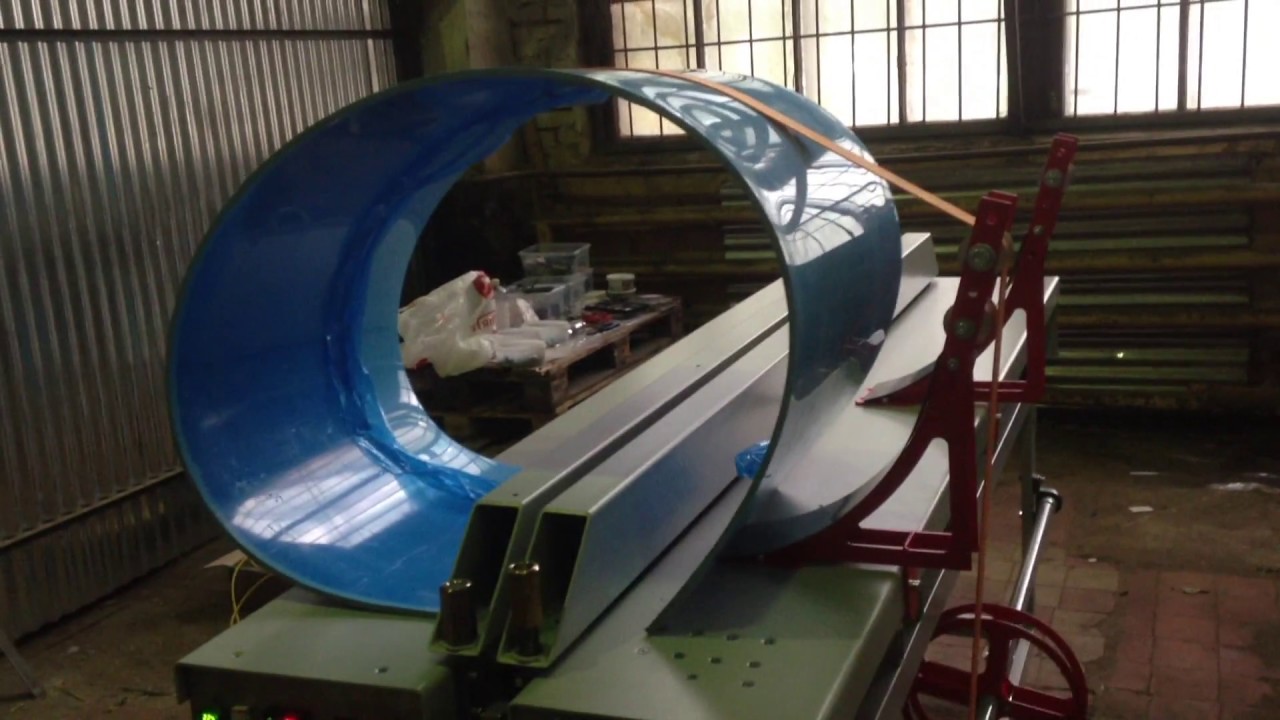
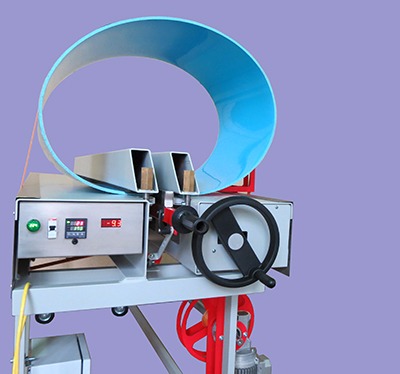
A nagy munkák komolyabb eszközöket igényelnek. Nagy területű fólia kötésének létrehozásához speciális hegesztési berendezésre van szüksége.
Az ilyen berendezések a fűtött elem nyomási szintjének, hőmérsékletének és mozgási sebességének beállításával vannak felszerelve a polietilén felületén. A filmvarratok kialakításának háztartási lehetőségeiben nincsenek ilyen funkciók.
A forrasztógépek a beállító gombok mellett görgős mechanizmusokkal vannak felszerelve. Ezek azok a meghajtó és feszítő elemek, amelyek stabilizálják a hegesztendő fóliaszalagok előrehaladási sebességét.
Ez javítja a polietilén forrasztás minőségét, növeli a kötés szilárdságát.
Vannak olyan eszközök, amelyek különböző fűtési módszereket használnak: levegő és érintkezés. A levegőfűtés az anyag forró levegőnek való kitettségével jön létre. Érintkező esetén az anyaggal érintkező fűtőelem vesz részt.






Vasaló használata hegesztő fűtőelemként
A következő népszerű módszer a film megolvasztása és varrás létrehozása vasaló segítségével. Ennek a módszernek az az előnye, hogy a film nagy részei ily módon lezárhatók, miközben megteremtik a kívánt varratszélességet. Mivel minden vasaló rendelkezik hőrelével és a hőmérséklet beállításának képességével, nem lesz nehéz kiválasztani a kívánt hőmérsékleti módot a különböző vastagságú polietilénhez.
A hegesztési folyamatot sima fa felületen lehet elvégezni.A fólia darabjai (lapjai) átfedésben vannak, amelyek szélességét egyedileg választják ki, majd a felső réteget papírral vagy fluoroplasztikus lappal borítják, majd a vasat megnyomják és a hegesztési vonal mentén tartják. A szorítóerőt, a sebességet és a hőmérsékletet empirikusan választják ki.
A tartozék sárgarézből, rézből vagy alumíniumból készül.
Következtetés
A polietilén fólia hegesztése meglehetősen megvalósítható otthon. Egyszerű háztartási készülékeket használnak, mint például vasalót vagy forrasztópáka. A forrasztópáka azonban némi módosítást igényel.
Nagyobb munkáknál érdemes speciális felszerelést használni. Van egy lista a beállításokról, amelyek javítják a varrásképzés minőségét és sebességét.
Ez segít a védőruházatban, amely nem hagyja szabadon a bőrt, a kesztyűt. Az arc és a szem védelmére szemüveg és maszk is kívánatos.
A technológiák árnyalatainak megértésének és a polietilén hegesztésével kapcsolatos minimális tapasztalat hiányában kapcsolatba kell lépnie a szakemberekkel.