Kik ők?
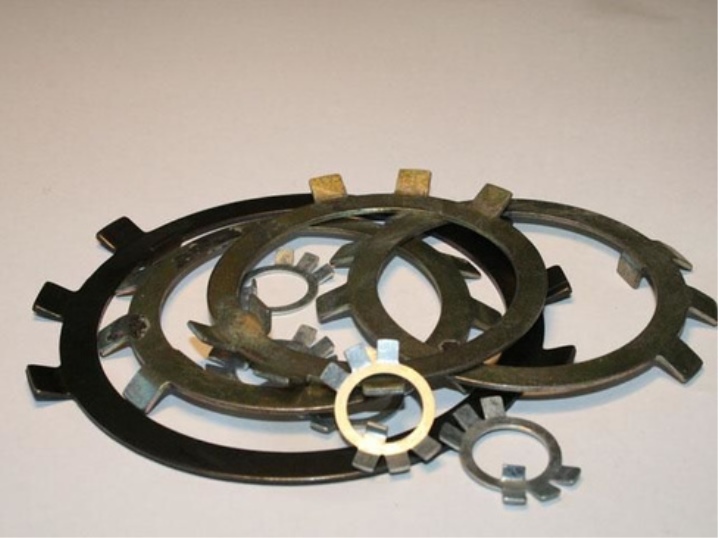
Ezeket a termékeket kezdetben két típusban gyártják - könnyű és normál, amelyek csak a felhasználási területen különböznek egymástól. Ezenkívül a többlábú alátéteket több típusra osztják, szintén a GOST követelményeinek megfelelően:
- csökkentett méretű rögzítő alkatrészek;
- többlábú eszközök lábujjjal;
- alátétek, amelyek egyenletesen csoportosított lábakkal rendelkeznek a készülék ellentétes részein, és el vannak osztva a teljes külső felületen, nem számítva a kötelező belső kiemelkedést.


Az egyedi gyártású berendezések anyagban különbözhetnek - titánból, alumíniumból, rézötvözetekből készülnek. Védelemként az alkatrészeket néha savak, foszfátok, kadmium, speciális olajok oldatával vonják be, amelyek növelik kopásállóságukat és élettartamukat.

De a GOST 11872 89 zármosó, amelyet széles körben használnak az iparban, az építőiparban és a mindennapi életben, a legnépszerűbb a garantált erős rögzítés és tartósság miatt.
Hogy néz ki egy többlábú mosó, lásd az alábbi videót.
Leírás és cél
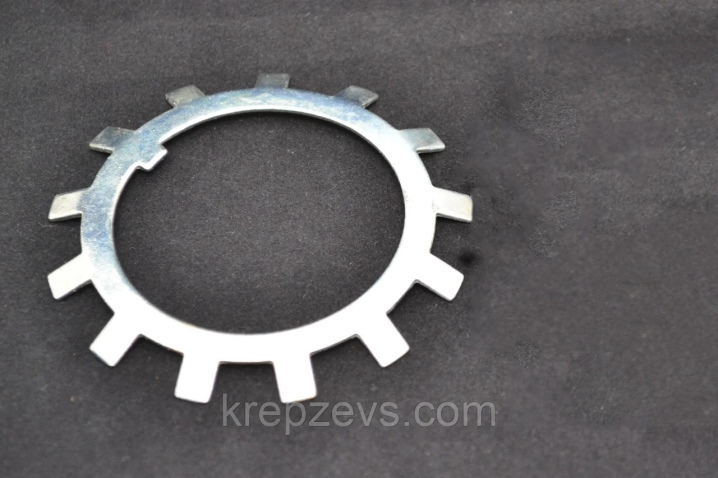
Sok műszaki eszköz hosszú távú működése esetén a tartósság fő kritériuma a szerkezetek különböző részeinek csatlakoztatásának szilárdsága és megbízhatósága. A helyesen kiválasztott többlábú zármosó elkerüli a rögzítőelemek spontán kilazulását, és az úgynevezett lábak segítenek ebben.
Ha réselt anyákat használ a tengelyeken, ezek az eszközök teljesen megmentik a szerkezeti egységet a megsemmisüléstől. A barázdált horonyban a záróalátét egy kiemelkedéssel van rögzítve belülről, ez viszont lehetetlenné teszi az axiális forgást, miközben megtartja a rögzítőelem normális, akadálymentes mozgását a hosszirányban. 6 speciális fül, 25 fokban döntve, nem csavarja ki, de a részlet csak a réselt diófajtákra vonatkozik.
Ezért a belső füllel ellátott reteszelő eszköz a következő jellemzőkkel rendelkezik:
- külső és belső kiemelkedések jelenléte;
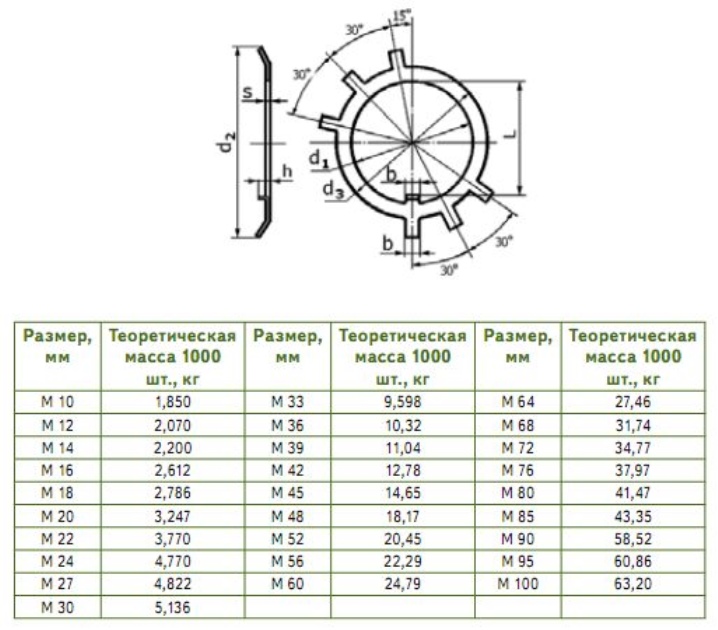
- főleg a rögzítőelemet egy bizonyos méretű - 10-130 mm átmérőjű - anyákhoz használják;
- a lábak elhelyezkedése a külső átmérő mentén eltérő lehet, néha megrendelésre készülnek a bemutatott rajzok szerint, ami a kialakítás sajátosságainak köszönhető, amelyhez a rögzítőelemeket használják;
- mivel az elem lábai sokszor hajlíthatók működés közben, gyártásuk fő anyaga a kiváló minőségű műanyag rozsdamentes acél;
- a spline alkatrészek menetének átmérőjétől függően a záróalátétek 0,8-2 mm vastag vékony fémlemezekből készülnek, emellett az alátétek felületét korrózióvédő réteg borítja.
Az alkatrész fő alkalmazási területe mindenféle ipari jelentőségű szerkezet és szerkezet (minden olyan mechanizmus, amely működés közben a forgástengelyre terhelésnek van kitéve, a centrifugális tengelyekre, lapátos szivattyúkra, hajtóművekre, amelyek megváltoztatják a autók és gyártóberendezések). De a mindennapi életben a készülék is megtalálta a használatát - gyakran helyettesítik őket közönséges lapos alátétek, amelyeken belül lyuk van. Igaz, akkor ki kell választani a kívánt típusú anyát a lábak rögzítéséhez.
Ellenőrzési módszerek
A termékek gyártásakor figyelembe veszi az alapvető paraméterek ellenőrzésének módját is. Különféle szabályozási módszereket fejlesztettek ki, amelyek többségét a GOST 18123-82 jelzi. Ennek a pillanatnak a jellemzői a következők:
- Előfordulhat, hogy a lábszög nem szabályozható.Ennek oka, hogy nagy pontosságú szerszámot igényel.
- Szintén megengedett a gyártás a vevővel való megegyezés alapján a fő paraméterek ellenőrzése és tesztelése nélkül. Az ilyen alátéteket kizárólag felelőtlen mechanizmusokra szerelik fel.
Nagyon sok különböző ellenőrzési módszert különböztetnek meg, amelyek kizárják a nyilvánvaló hibákkal rendelkező termék kibocsátásának valószínűségét. Példa az alábbi információ:
- A legtöbb esetben a terméket szemrevételezéssel ellenőrzik. Ebben a szakaszban meghatározzák a fő hibákat, például repedéseket és horpadásokat. A szemrevételezés a legtöbb gyakori hibát feltárja, de az alapvető teljesítményt nem lehet meghatározni.
- Vizsgálatokat végeznek az alapvető tulajdonságok meghatározására. Erre általában speciális beállításokat használnak. Lehetővé teszik az erősség, megbízhatóság, keménység és egyéb tulajdonságok meghatározását.

A tétel minden alkatrészét általában csak szelektíven tesztelik. A nyilvánvaló hibákkal rendelkező termékek kiadása tilos, mivel ezek nem biztosítják a szükséges rögzítési fokot.
Záró alátétek fülekkel
A csavaros csatlakozások létrehozásakor gyakran használnak fülekkel ellátott záróalátéteket. A működési elv meglehetősen egyszerű: a fő felületen speciális lyukak vannak, amelyeket a láb közvetlen elhelyezésére terveztek. Ez kiküszöböli a rögzítő termék görgetésének és elmozdulásának lehetőségét. A fülekkel ellátott zármosót a következő jellemzők jellemzik:
- Nem csak belső, hanem több külső kiemelkedés is van.
- Külső kiemelkedésekkel speciális hornyolt anyákat hajlítanak a hornyokba. Nem szabad megfeledkezni arról, hogy a szokásos hatszög nem fog működni ilyen kapcsolat esetén.
- Eladóak az alkatrészek könnyű és normál változatai. A különbség nemcsak az alkalmazási területen, hanem a gyártásban használt anyag típusában is rejlik.
Az alátétek kiválasztásakor ügyelni kell arra, hogy a felületen ne legyen repedés, éles széle, sorja vagy rozsda. Még kisebb hibák is jelentősen csökkentik az élettartamot.
Ezenkívül, ha a lábat többször hajlítják és hajlítják, nem szabad repedést okoznia. Ehhez speciális ötvözeteket használnak, amelyeket megnövelt rugalmasság jellemez. Minden termék gyártásakor figyelembe kell venni a GOST 11872-89 szabványokat.

Hogyan kell telepíteni és eltávolítani?
A telepítés különböző módon történik. Ez történhet manuálisan, mechanikusan vagy automatikusan. A mechanikus szerelés a dugattyú és a kúpos dugó segítségével történik, a tengely végén. Az automatikus telepítési módszer speciális préseket és pneumatikus hengereket használ
A szerelőszerszámoknak - ez fontos - keményített munkafelületekkel kell rendelkezniük. Ez minimalizálja a berendezések esetleges kopását
A kézi telepítési módszer a csavarhúzó használatára korlátozódhat, amikor a rögzítőgyűrűről van szó.
Ha biztonságosan rögzítenie kell a menetes csatlakozást, ütköző alátétet helyeznek a hardver feje és az alap közé, ahol csavarozni kell. Ha lecsavarja, akkor összezsugorodik és "megpróbál" kiegyenesedni. Így alakul ki a súrlódási erő, amely nem teszi lehetővé a rögzítő lecsavarását. Egy lapos alátétet (összehasonlításképpen) ugyanebből a célból a fej alá helyeznek, és ugyanúgy működik.

Probléma lesz abban az esetben, ha a mosógépet ki kell venni. Sokak számára ez megoldhatatlan kérdéssé válik, de van kiút. A megoldás megválasztása a termék súlyától függ, amelyet a tartó rögzít. Minél nehezebb, annál erősebben fogja a tengelyt. Vagyis ebben az esetben vésőt és kalapácsot kell használnia. Ha kicsi a terhelés, még a csipesz is megteszi.
A fő feladat az, hogy a korongot elmozdítsuk a helyéről, és elkapjuk azt a pillanatot, amikor az erőfeszítés legalább rövid időre alábbhagy. Ezen a ponton meg kell próbálnia kicsavarni a rögzítőt.A lényeg az, hogy ehhez vékony és lapos tárgyat használjon. Gyorsan be kell illeszteni a metszési helyre.
Ha a rögzítőelemeket gyorsan újra fel kell helyezni, és az alátét már teljesen megsérült, vegyen egy drótdarabot és tekerje fel, vagy használjon egy darab gumicsövet. De ezek fél intézkedések, acélmosó használatával ezeket a házi lehetőségeket nem lehet összehasonlítani. A rögzítő alkatrészek nélkülözhetetlenek, mint rögzítőelemek, amelyek biztosítják a menetes kötések megbízható működését nagy terhelés mellett.
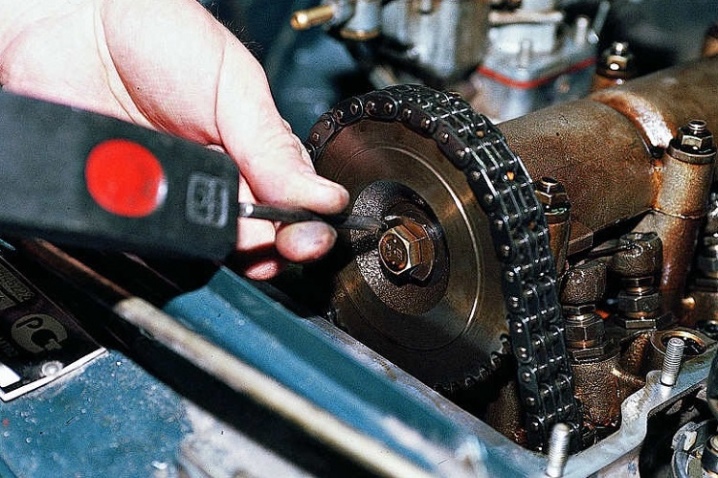
Az alábbi videóból megtudhatja, hogyan kell megfelelően felszerelni a bozótvágók és a láncfűrészek dugattyús csapszegét.
Követelmények
Annak érdekében, hogy a rögzítő rész hosszú élettartamot garantáljon, meg kell felelnie a GOST 11872-89 szabványban meghatározott műszaki követelményeknek. A GOST szerint a fő követelmények a következők:
- a szögek tűrésének kiszámítása;
- a táblázatban nem szereplő, eltérő vastagságú alkatrészek értékesítésének lehetősége;
- az alátétek hajlított lábak nélkül készülnek, de erről megállapodnak a vevővel;
- az elem létrehozásához használt acél felületi keménysége 41,5-49,5 HRB között legyen.
A gyártáshoz anyagként és bronzként is használható, de egy ilyen alkatrész kétszer drágább lesz. A dokumentum követelményei szerint a rögzítő tárgynak nem lehetnek látható hibái. A repedések és forgácsok súlyosan csökkentik a rögzítőelem szilárdságát és egyéb jellemzőit, ezért elfogadhatatlanok. A műszaki követelmények a rajzokon feltüntetett méreteket is tartalmazzák.
Az ellenőrzési módszer az alkatrész szemrevételezése (repedések és horpadások esetén). A legtöbb hibát észleli, de még mindig nem határozza meg az alap teljesítményt. A fő tulajdonságok tesztelésére az alkatrészt speciális berendezéseken tesztelik, hogy tanulmányozzák az erő, megbízhatóság és keménység mutatóit.
Zármosó csillagzár
Ezt a kiviteli alakot egyedülálló terméknek tekintik, amelynek nincs analógja a biztonsági rögzítőelemek között. A legfontosabb jellemzők a következők:
- Használata jelentősen javíthatja a kapcsolat megbízhatóságát.
- A beszereléskor el kell végezni a rögzítőelem megsemmisítését, mivel ellenkező esetben nem lehet elvégezni a munkát.
- Az ilyen típusú zármosó alkalmazási köre nagyon nagy. Példa erre az ipar, a háztartási mechanizmusok és szerkezetek, az orvosi berendezések.
- A gyártásban fémet használnak, amelyet a környezeti hatásokkal szembeni fokozott ellenállás jellemez.

A Star Lock számos előnnyel rendelkezik:
- Az összekötő elem hosszú távú szervizelése legfeljebb 60 tonna felület terhelése esetén biztosított.
- Ennek a rögzítőelemnek a fő előnye az alacsony telepítési költségek is.
- A speciális ötvözetek használata határozza meg, hogy a keményítés nem szükséges.
- A gyártás figyelembe veszi a környezeti és műszaki követelményeket.
Az alkalmazási terület a különböző alakú tengelyek vagy tengelyek rögzítését foglalja magában.
Belső fogzáró alátét
A készülék hardverhez tartozik, de segédeszköz, mivel önmagában nem használható rögzítésre, hanem csak anyákkal és csavarokkal együtt használják. Egy ilyen alátét kifelé nem különbözik a szokásos sima mosógéptől, de a belső kerületétől kis kiálló fogakkal rendelkezik. A rögzítőelemek alatt helyezkedik el, a fogak rugós hatást kölcsönöznek a zármosónak. Ezeknek a belső kiemelkedéseknek köszönhetően a nyomásterület megnő az ízületeknél, vagyis az elem elhelyezésének helyén. Rozsdamentes acél termékek készülnek, amelyek megakadályozzák a kötőelemek lecsévélését. Általában az A4 vagy A2 besorolást használják. Egyes gyártók fogazott alátéteket gyártanak szénacélból, de cinkbevonattal A belső fogakkal ellátott záróalátéteket, anyagtól függetlenül, a GOST 10462-81 szerint kell elkészíteni.Az elem analógjai két típusú alátétek J (DIN 6798) és I (DIN 6797) formájúak. Ez nem jelenti azt, hogy teljesen megfelelnek a belső fogakkal ellátott mosógép deklarált tulajdonságainak, ezért feltétlenül ellenőrizze ezt a pillanatot közvetlenül a gyártóval.
Zárja le a tartós gyorskioldó alátétet
Bizonyos esetekben biztosítani kell a mechanizmus gyors szétszerelését. Ebből a célból a gyorskioldó nyomómosó előnyös. Alkalmas hengeres termékekhez, amelyek átmérője 1 és 38 mm között van. A gyártáshoz különféle ötvözetek használhatók:
- Rugóacél, amelyet a fokozott rugalmasság jellemez.
- Rozsdamentes acél, magas krómkoncentrációval.
- Bronz. Ez a színesfém nagyon ellenáll a nedvességnek és bizonyos vegyszereknek is.
A választáskor meglehetősen sok különböző paramétert figyelnek meg, amelyek nagy részét a műszaki dokumentáció tartalmazza. A főbbek a következők:
- Megfelelő tengelyhorony átmérője. A rögzítőelem beszerelését gyakran speciális hornyokban végzik, amelyeket a tengelybe dolgoznak.
- A termék külső átmérője. A vonatkozó műszaki dokumentáció is feltünteti.
- A tengely külső átmérője. Ezt a paramétert tartják a legfontosabbnak. Ebben az esetben a menetes felület átmérője jelentősen eltérhet.
- Alátét vastagsága. A kapott kötés szilárdsága és megbízhatósága ettől a paramétertől függ, mivel az axiális elmozdulás deformációt okozhat.
- Barázda szélessége.
- Minimális túlnyúlás.
A tartós gyorskioldó mosógép gyártását az itt meghatározott szabványok figyelembevételével végezzük GOST vagy DIN... Az összes szükséges paraméter megtalálható a táblázatokban, amelyek szerint a megfelelő változat kiválasztása történik.
ÁLTALÁNOS MŰSZAKI FELTÉTELEK
Hivatalos kiadás
Moszkva
Standardinformáció
2006
Általános Specifikációk
GOST
10461-81
Rázkódásálló alátétek fogakkal.
Általános előírások Helyettesíti
GOST 10461-63
ISS 21.060.30 OKP 45 9800
A Szovjetunió Állami Szabványügyi Bizottságának 1981. március 31 -i, 1702. sz. Rendeletével a bevezetés időpontját megállapították
01.01.82
Az érvényesség korlátozását feloldotta a Szovjetunió 1991. december 27 -i állami szabványának 2209. számú határozata
Ez a szabvány a menetes rögzítők belső és külső fogakkal rendelkező lyukasztó- és horonyzáró alátétekre vonatkozik.
1. MÉRETEK
1.1. A fogazott záróalátéteket úgy kell formázni és méretezni, hogy megfeleljenek az egyes alátéttípusok tervezési és méretezési szabványainak.
1.2. A foglalatos záróalátétek szimbólumának felépítését a függelék tartalmazza.
2. MŰSZAKI KÖVETELMÉNYEK
2.1. A fogakkal ellátott záróalátéteket e szabvány követelményeinek megfelelően kell gyártani, az előírt módon jóváhagyott munkarajzok szerint.
2.2. Az anyagnak és a bevonatnak meg kell egyeznie a táblázatban megadott értékekkel. Az acél alátétek keménysége 43,5 ... 47,5 HRC legyen3, 419 ... 477 HV, és bronz legalább 90 HRB vagy 190 NU.
|
Anyag |
Bevonat |
||
|
Kilátás |
Típusmegjelölés a GOST 1759-80 * szerint |
Megnevezés és minimális vastagság a GOST 9.306-85 szerint |
|
|
Fedél nélkül |
— |
— |
|
|
Acél 65G a GOST 14959-79 szerint |
Cink krómozott |
01 |
Tsb.khr |
|
Krómozott kadmium |
02 |
Kdb.xr |
|
|
Cink |
09 |
Ts6 |
|
|
Bronz Br KMts 3-1 |
Fedél nélkül |
— |
— |
|
GOST 18175-78 |
Nikkel |
03 |
H6 |
* A GOST 1759.0-87, a GOST 1759.1-82, a GOST 1759.2-82, a GOST 1759.3-83, a GOST 1759.4-87, a GOST 1759.5-87 hatályos.
Hivatalos kiadás ★
Tilos az újranyomtatás
Kiadás az 1. módosítással, jóváhagyva 1986. márciusában (IUS 6-86).
Engedélyezett:
készítsen alátéteket más anyagokból, amelyek mechanikai tulajdonságai nem alacsonyabbak, mint a táblázatban feltüntetett anyagok tulajdonságai,
más típusú bevonatokat vigyen fel a GOST 9.306-85 szerint, nem szerepel a táblázatban.
A bevonatok műszaki követelményei - a GOST 9.301—86 szerint.
(Módosított kiadás, 1. módosítás).
2.3. El kell távolítani az alátétek hidrogén törékenységét, amely a bevonási folyamat során jelentkezik.
2.4.Az alátétek felületének tisztának, fogságtól, naplementétől, buborékoktól, héjaktól, repedésektől, anyagréteg -lerakódástól, sorjaktól, vízkőtől és rozsdától mentesnek kell lennie.
2.5. A hornyolt alátétek fogainak bevágási pontjain lévő éleknek éleseknek kell lenniük, és a sugár mentén kell irányulniuk.
2.6. A mosófogakat úgy kell beállítani, hogy ellenálljanak a jobb oldali menetek kilazulásának.
2.7. A H fogak kiemelkedése az alátét lapos részének mindkét oldalán egyenletes legyen, míg az egyik oldalon lévő kiálló fogak nagyobb mérete ne legyen több, mint 1,2 -szer kisebb, mint a másik oldalon lévő kiálló fogak mérete .
(Módosított kiadás, 1. módosítás).
2.8. Az alátétek rugalmasságának vizsgálata után a H fogak kiindulási magasságának legalább 0,8-nak kell lennie a vizsgálat előtti beállítás magasságától.
2.9. Az alátétek torziós vizsgálatát követően az alátéteknek repedésmentesnek kell lenniük.
4. ELLENŐRZÉSI MÓDSZEREK
4.1. A keménység mérésének módja megfelel a GOST 9013-59, GOST 9012-59, GOST 2999-75 szabványoknak.
A keménységet 3-6 referenciamintán mérik, amelyeket hőkezeléshez szállítanak
alátétek. A keménység mérése előtt el kell távolítani a szénmentesített réteget.
(Módosított kiadás, 1. módosítás).
4.2. Minőség -ellenőrzés és bevonatvastagság - a GOST 9.302-88 szabványnak megfelelően.
4.3. A fogak rugalmasságának vizsgálatát úgy végezzük, hogy összenyomjuk és 24 órán keresztül a készülékben tartjuk az alátétet.
Az acél alátéteket 229 ... 241 HB keménységű acélból készült szerelvényeken, a bronz alátéteket pedig 75HB keménységű sárgaréz szerelvényeken kell tesztelni.
A megfelelő átmérőjű csavart (csavart) nagy menetemelkedéssel kézzel csavarják be, amíg a záróalátét meg nem érinti a csomagot, majd az alátétet úgy szorítják össze, hogy a csavart 120 ° -150 ° -os szögben meghúzzák.
(Módosított kiadás, 1. módosítás).
4.4. Alátétek torziós vizsgálata: vágja le a záróalátét peremét, és terítse el tengelyirányban az alátét belső átmérőjének felével egyenlő távolságra.
5. JELÖLÉS ÉS CSOMAGOLÁS
5.1. Ideiglenes korrózióvédelem, az alátétek csomagolása és a tartályok címkézése-a GOST 18160-72 szerint.
(Módosított kiadás, 1. módosítás).
ALKALMAZÁS
Kötelező
Mosó
A záróalátétek hagyományos megnevezésének felépítési sémája
X.
1
XX.
2
X ... X.
3
XXX
GOST X ... X-XX
6
1 - végrehajtás. Az 1. végrehajtás nincs megadva; 2 - a rögzítőelem menetátmérője; 3 - anyagminőség; 4 - a fedezet típusának hagyományos megnevezése; 5 - bevonat vastagsága; 6 - a szabvány megnevezése egy bizonyos típusú mosógéphez.
Példa az 1. változat záró alátétjének megjelölésére 12 mm -es menetátmérőjű rögzítőelemhez, 65G acélból, 6 mikron vastag krómozott cinkbevonattal:
Alátét 12.65G.016 GOST 10461-81 FÜGGELÉK. (Módosított kiadás, 1. módosítás).
Alátét típusok
A din lock alátétet gyakran rögzítőelemként használják, ami kizárja a csavarás lehetőségét normál üzemi körülmények között. Nem szabad megfeledkezni arról, hogy az ilyen termékek meglehetősen sokféle típusa létezik, az osztályozás a felhasznált anyag formája és típusa szerint történik. Példa erre az a tény, hogy a rugóacélt gyakran használják, amelyet nagy rugalmasság jellemez. Minden záróalátét több fő csoportra oszlik:
- Grover.
- Fogazott.
- Poppet.
- Speciális hornyokkal és hornyokkal.
- Mancsokkal.
- Ék.
Minden záróalátét -típusra jellemző sajátos jellemzőik, amelyeket figyelembe kell venni. Példa erre a közös változat belső fogakkal vagy hornyokkal. Jellemzőik a következők:
- A fő részt fémből készült gyűrű képviseli.
- A vágásokat a felszín mentén, különböző síkokban helyezik el.
A legtöbb esetben az alátét rugós acélból készül. A gyártási folyamat során rugalmas deformáción megy keresztül, ami miatt kizárt a kötőelemek spontán kicsavarodásának valószínűsége
Szinte minden Grover típusú rögzítő négyzet keresztmetszetű.Ugyanakkor az alkalmazási terület jelentős bővítéséhez korróziógátló bevonatot lehet felvinni a felületre. A legtöbb fémalkatrész problémája az, hogy a magas páratartalomnak való tartós kitettség rozsda megjelenését okozza, és idővel csökkenti a teljesítményt.
Van egy osztott alátét is a piacon, amely lapos vagy kúpos. Ebben az esetben az alkalmazási területtől függően a fogak belül és kívül is elhelyezhetők. Ez a csoport több alcsoportra oszlik:
- Poppet.
- Különböző mancsokkal.
- Nyúlványokkal.
Füllel ellátott zármosó alátétet használnak, amikor a csatlakozás nagy megbízhatóságának biztosítására van szükség. A többlábú felület speciális hornyokkal kapcsolódik össze, ezáltal kizárva a rögzítőelem elfordulását. A lábak különböző hosszúságúak lehetnek.
Követelmények
A réselt anyák zárásához szükséges belső fülekkel ellátott záróalátéteknek meg kell felelniük a GOST követelményeinek és szabványainak, különösen az A pontossági osztályú termékekre alkalmazandó.

Az alkatrészekre vonatkozó műszaki követelmények:
- a házasság hiánya, hibák és sérülések - repedések, szakadások, sorjak, éles élek, héjak;
- korrózió, rozsda nyomának hiánya;
- a hazai szabvány 6 lábat igényel 25 fokos szögben;
- a termék anyagának tartósnak és ugyanakkor műanyagnak kell lennie - a lábak hajlításakor ne keletkezzenek repedések rajtuk, ezért a gyártáshoz alapanyagként különböző fémeket vesznek, de elsősorban sárgaréz, rozsdamentes acél, A4, A2 , szénacél;
- egy bizonyos tömeget biztosítanak a fémtermékekhez;
- az alátéteket cink, króm vagy oxidáció által készített védőréteggel lehet bevonni, de megengedett a korróziógátló bevonat hiánya is;
- minden alkatrészt a rajzoknak és a mérettáblázatoknak megfelelően kell elkészíteni, figyelembe véve az alátét típusát és a hasított anyák menetátmérőjét.
Néhány korrekció azonban megengedett - sarok tűrések, különböző vastagságú alkatrészek gyártása, a szabványok táblázatában feltüntetetten kívül.
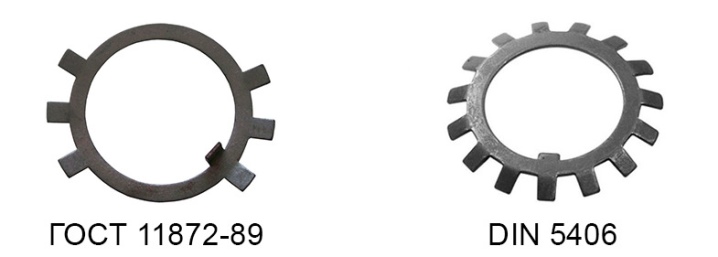
Azt kell mondanom, hogy hazánkban többlábú alátéteket használnak, amelyek nemcsak az orosz GOST-ra irányulnak. Gyakran a DIN 5406 szerint gyártott alkatrészeket használják, de ezeket a szabványokat nem szabad teljesen azonosnak tekinteni, különösen azért, mert a DIN termékek gyakran nagyobb számú belső kiemelkedést és más különbséget tartalmaznak.
Rögzítő alátétek menetes rögzítőkhöz
A csavaros csatlakozások ma nagyon elterjedtek. Ez egyszerűségüknek és megbízhatóságuknak köszönhető. Van azonban egy jelentős hátránya - az anyát ki lehet csavarni egy terhelés vagy rezgés hatására. Ezért használnak zárómosót belső fogakkal vagy azok külső elhelyezésével. Alkalmazásuk jellemzői a következők:
- A vibráció és a terhelés hatására az önkényes lecsévélés lehetősége kizárt.
- A kapcsolat megbízhatósága jelentősen megnő.
- Az alátét ára viszonylag alacsony, de kritikus és drága mechanizmusokba telepíthető.
Van egy zármosó is, külső fogakkal, amelyeket széles körben használnak. A megfelelő alkatrész kiválasztása a mechanizmus felhasználási területétől függően történik.
Alkalmazási terület
A különböző alkatrészek összekapcsolására és rögzítésére szolgáló, belső fogakkal ellátott alátétek alátétként szolgálnak a rögzítőelemek béléseiként olyan körülmények között, ahol rezgés és deformáció veszélye áll fenn. Lehetővé teszik a negatív tényezők hatásának csökkentését, azaz az alkatrészek merevségének csökkentését.Más szóval, a hardvertermékeket "mozgatásra" vagy állandóan külső hatásoknak teszik ki. Leggyakrabban a bútoriparban és a faépítésben használják. Csapokkal, csavarokkal, csapokkal, csavarokkal együtt használják. A kapcsolat létrehozásának fő feltétele, hogy ezen elemek mérete megegyezzen.