2 Opcionális felszerelés
A szögek gyártásakor a fő készülék mellett ajánlott egy bukógép vásárlása. Egy ilyen eszköz tisztítja a keletkező körmöket a vágástól, a rozsdától és az éles szélektől. Ezenkívül egy ilyen eszköz hatékonyan polírozza a termékeket.

Dob hulló körmökhöz
A bukógép rakodóeszközből, dobódobból, fűrészpor kiszűrésére tervezett dobból és vibráló szitából áll. A gyártott termékek tisztítása fűrészporral történik
A bukóeszköz kiválasztásakor figyelni kell a feldolgozott termékek átmérőjének tartományára, a munkadarab megengedett hosszára, termelékenységre, fűrészpor -fogyasztásra, súlyra és méretekre
A gép segédberendezésként is működhet, amely a vágókés élezését biztosítja. Ha nem csak a körmök sima megjelenését tervezi, hanem mindenféle rögzítőelemet is, amely körkörös és csavaros csavarást igényel, akkor gördülő egységet kell vásárolnia.
2.1 Hogyan kerülhető el a gyártási hiba?
Ha a termékek görbék, akkor igazítani kell a kiegyenesítő görgőket. Ezt úgy kell megtenni, hogy a késbe táplált huzal vízszintes helyzetben legyen. Javasoljuk továbbá, hogy rendszeresen kenje meg a belső adagológörgőket, hogy megakadályozza a forgács eltömődését.
Nagyszámú hajlított termék fogadásakor a vágókések ferde szögei 10 fokkal felfelé vagy lefelé változnak.
Ha a munkadarab meghajlik a fej alatt, annak az lehet az oka, hogy a szorítópofák elmozdulnak a huzalelőtolás közepétől. Ilyen esetekben szükség van a szorítószerszámok finomhangolására, vagy újakra cserélésére. A gép helytelen működésének oka lehet az ütődoboz eltömődése.
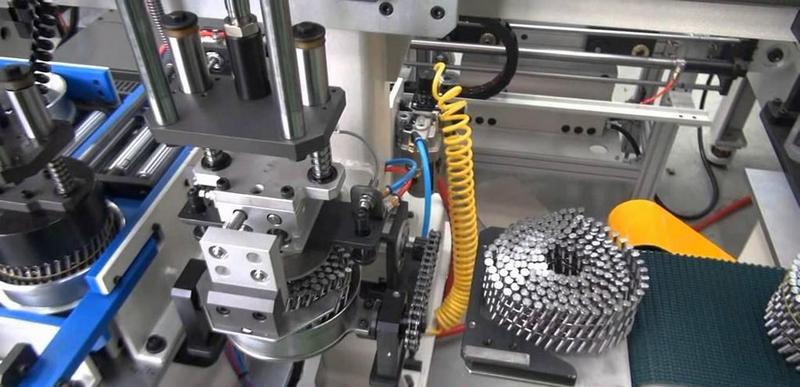
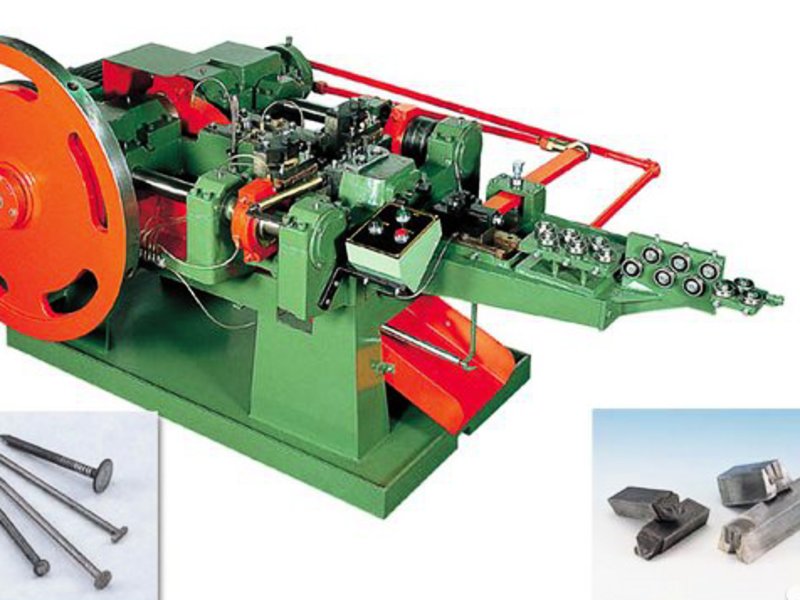
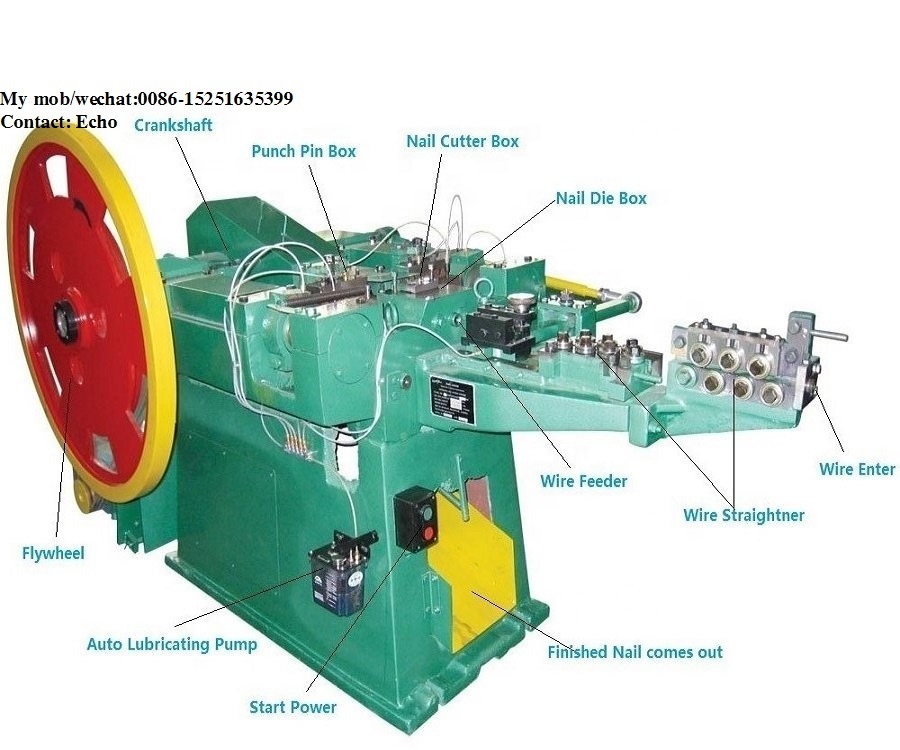
Automata körömkészítő gép egy kis műhelyben
Az eltömődések elkerülése érdekében ki kell helyezni egy kis puha rongydarabot azokon a helyeken, ahol a szorítószerszámok érintkeznek. Ha a szögek különböző hosszúságúak, akkor az adagolóvágót úgy kell beállítani, hogy az élezési szög 80 fok legyen. Erősebb feszültséget is kifejthet a rugón, amely eltávolítja a kést, vagy teljesen kicseréli.
Ebben az esetben úgy kell beállítani őket, hogy könnyű legyen a forgásuk, és ne legyen túl erős az adagolóhuzal hajlítása.
Ha a készített köröm fejét leütik, akkor meg kell győződnie arról, hogy az ágy síkja és a szerszámdoboz ugyanabban a függőleges helyzetben van. Ezenkívül ellenőrizni kell a felső rúd alatti tömítéseket, és szükség esetén hozzá kell adni őket. Ha ezek után nem szűnik meg a visszaütés, akkor a csíkokat újakra kell cserélni.
Önmetsző csavargyártási technológia
Az önmetsző csavarok gyártásának technológiai folyamatai a megfelelő acél kiválasztásával kezdődnek, lehet szén, sárgaréz, rozsdamentes. Az alapanyagokat speciális fémhengerművekben vásárolják, rúd vagy huzal formájában. Az önmetsző csavarok gyártása hasonló a szögek gyártásához, de a folyamat bizonyos árnyalatokban és felszerelési követelményekben különbözik. Az önmetsző csavarok gyártásához speciálisan előkészített berendezésre van szükség, amely szakaszosan történik:
- A szükséges átmérőjű fémhuzalból nyersdarabot hoznak létre. A munkadarab hosszának meg kell felelnie a készterméknek; a fej készítéséhez hidegfejű berendezést használnak.
- A menetvágás előtt az önmetsző nyersdarabok a garatba kerülnek, ahol előkészítik őket a géphez, amelyre a menetet felviszik.
- Az önmetsző csavarok szilárdságának és tartósságának paramétereit a bejelentett mutatókkal összhangban kemencében történő edzéssel érik el. A hőmérséklet eléri a 900 fokot, majd a fém feszültsége alacsonyabb hőmérsékletű kemencében szabadul fel.
- A majdnem késztermék korróziógátló tulajdonságait úgy érik el, hogy speciális fürdőkbe merítik őket, a galvanikus bevonatot szakaszosan felhordják, a végén pedig cinkanódokból származó elektrolittal kezelik az eredmény rögzítése érdekében.
A csavarok gyártásakor centrifugagépet használnak a szárításhoz, ezután láthatja a készterméket. A termelés nagysága csak a használt gépek és szerszámgépek teljesítményét befolyásolja, a termékek minőségének ellenőrzését, a gyártási folyamatot egy személy végezheti el.
Kínai és hazai szerszámgépek
Az orosz gyártók ennek a berendezésnek a fejlesztésében próbálnak megfelelni kínai társaiknak.
Érdekes ajánlatokat talál a PJSC Kupra, LLC Avto, CJSC Monolit, LLC Technoservice Krasnaya Zarya és LLC SAMSTAL cégeknél. Kínai eszközök - a Candidnek és az INNOR -nak is sikerült megalapoznia magát ügyfeleinkkel.
Például kezdő üzletembereknek kínálhat költségvetési kínai modellt, még a garázsban is elfér. A munkafolyamat félautomata, ezért operátort kell felvennie. A percenként gyártott termékek száma mindössze 25. De ennek a gépnek előnyei is vannak:
- ára körülbelül 3000 dollár;
- a beállítások különböző termékek gyártását írják elő: önmetsző csavarok, csavarok, csavarok.
A kínai, teljesen automatikus, hidegfejű és menethengerlő gépek ára azonban akár 150 000 dollárra is felmehet.
Ezért mielőtt elkezdené a gyártást, alaposan tanulmányozza a piacot. Határozza meg a keresett pozíciókat, és gondolja át, hogyan szeretné megszervezni az önmetsző csavarok gyártási folyamatait. Ettől függ, hogy korlátozott specializációjú berendezéseket kell-e vásárolni, vagy teljes körű gyártósort kell szervezni.
Az építési piac most emelkedőben van, de még a gazdasági válság idején is megmarad az ilyen termékek iránti kereslet, mert a javítási munkálatokat az ország gazdasági helyzetétől függetlenül végzik. Javasoljuk, hogy nézze meg az önmetsző csavarok meglévő gyártóit, és végezzen versenyképes intelligenciát.
22.01.2020
Szükséges felszerelés
Az önmetsző csavarok gyártóberendezéseinek ára magas, ezért gondosan tanulmányozni kell a tervezést, a teljesítményt. Sok modell létezik a piacon, az árkategória a rendeltetési helytől, a származási országtól és a gyártási sebességtől függően változik. A legelterjedtebb eszköz az önmetsző csavarok gyártására szolgáló vonal, ahol fémfúvást, menetvágást és kupak készítését, szárítást és galvanikus megmunkálást végzik.





Önmetsző vonal
A gép teljesítménye megfelel a termelési igényeknek
Különféle automatikus modellek vannak, amelyek percenként 30-300 csavart gyártanak, fontos megérteni, hogy az eszköz ára ettől a mutatótól függ. A termékek minőségének, a berendezés műszaki állapotának ellenőrzését képzett kezelők végzik
A termelő személyek száma a vonal méretétől és a munkatervtől függ.
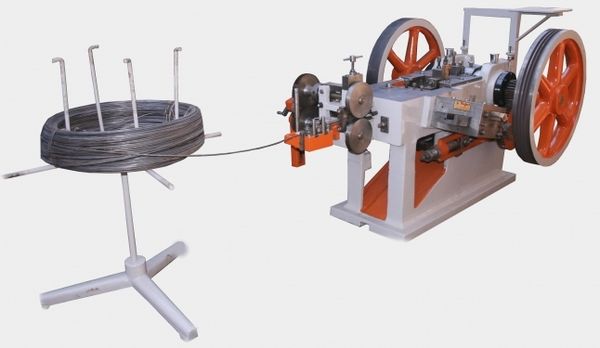
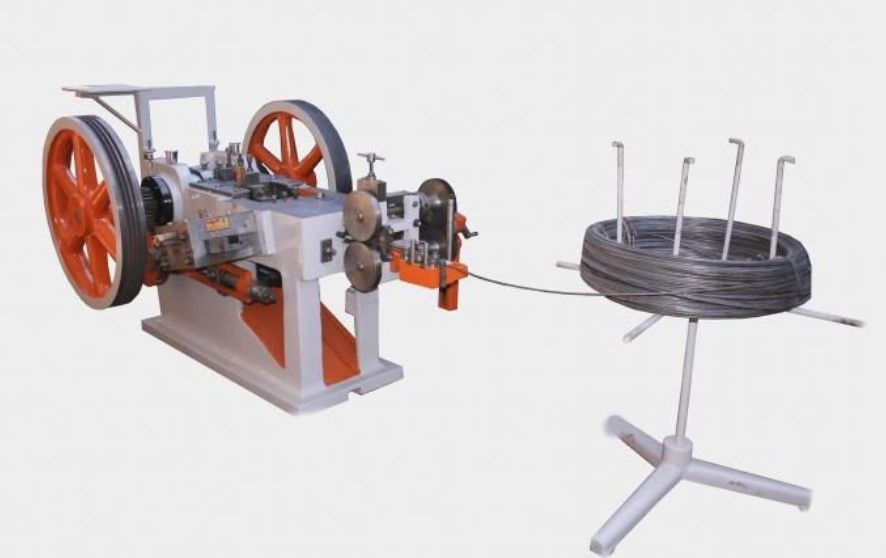
Rajzológép
Elvégzi a rudak előkészítését a folyamat kezdeti szakaszában. A gyártás egy kemencével kezdődik, szerszámlyukakkal, amelyeken keresztül a huzal áthalad és csökken. A folyamathoz dob típusú nyersanyagot használnak, mivel könnyen felszerelhető az ülésekbe. Hosszú távú használat és a hőmérsékleti feltételek betartása érdekében a berendezést vágófolyadékkal hűtik.
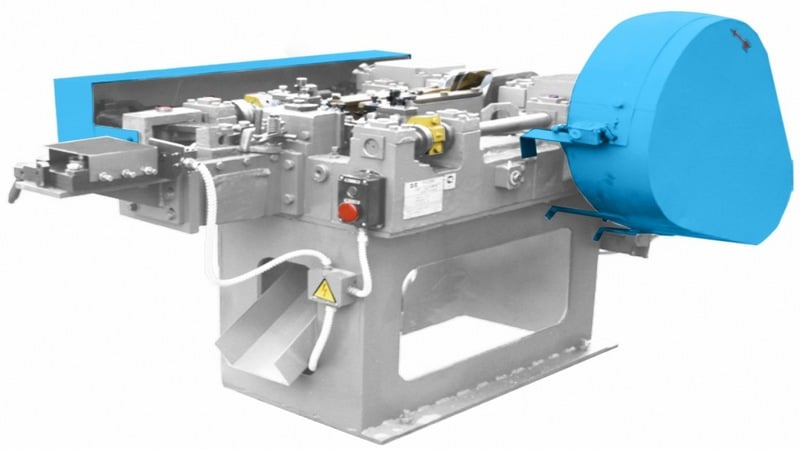
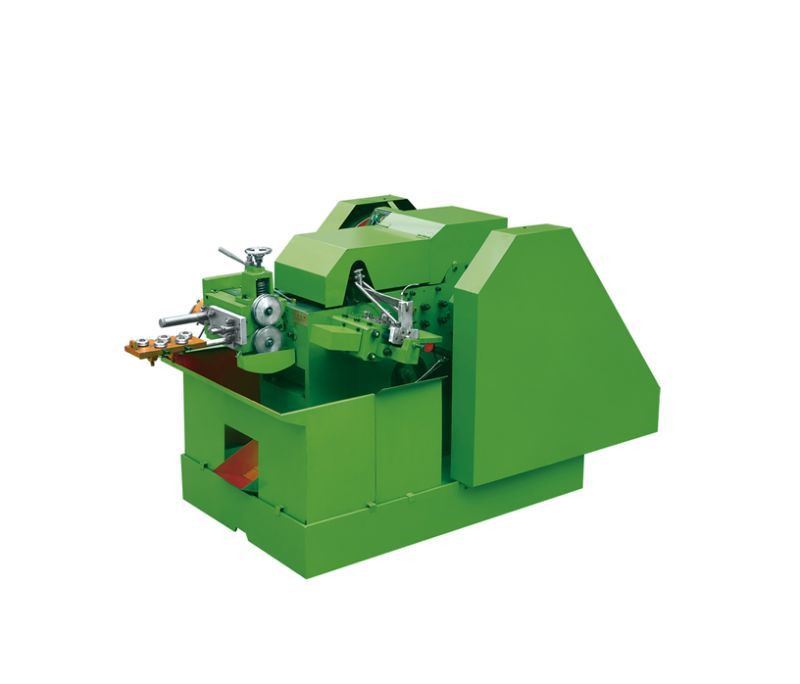
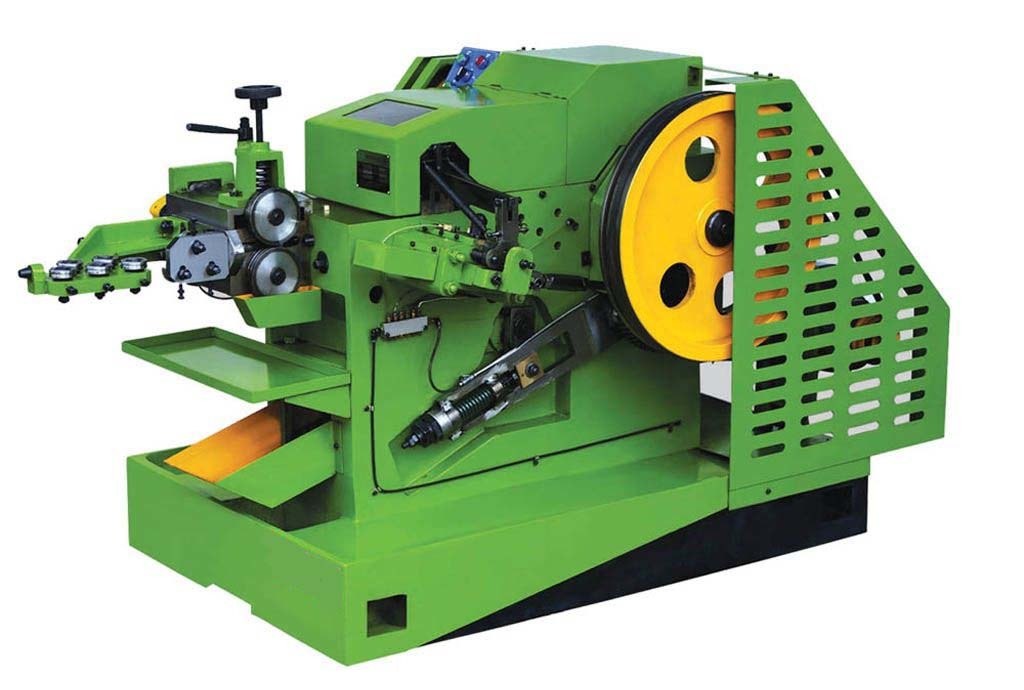
Hidegfejű berendezés
Az önmetsző csavarok hidegfejű gépének fő munkája kalapok és speciális lyukak gyártása a szerszámmal való munkavégzéshez.A feldolgozás előtt a nyersanyagot egyenletes számú termékre osztják, majd az önmetsző fej alakul ki.

Hidegfejű gép
A hidegfejű berendezés beállításra, műszaki karbantartásra szorul. Az összes rendszer helyes beállítása lehetővé teszi, hogy kiváló minőségű önmetsző csavart érjen el a kijáratnál, amely kényelmes az ügyfél számára. A berendezés automatikusan szabályozza a nyersanyag -ellátást, majd a munka után a garatba vagy a kosárba dobja.
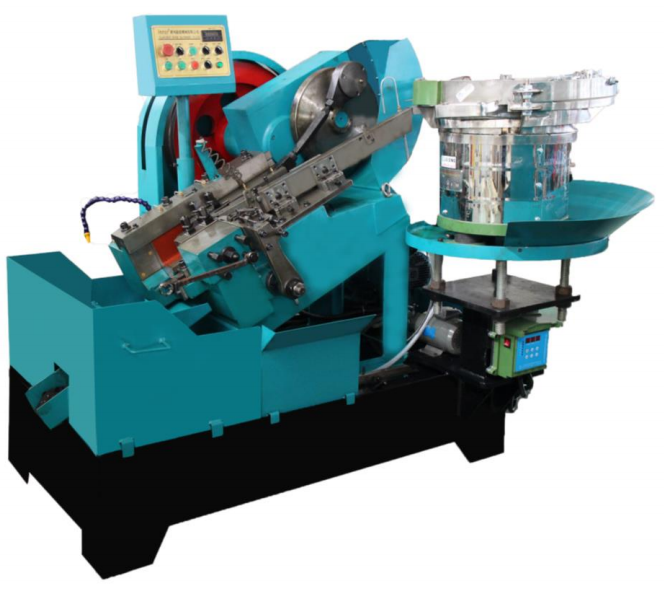
Szálhengerlő gép
A berendezés egy kis szállítószalaggal van felszerelve, rögzítőelemekkel. Ezenkívül a munkadarabot mindkét oldalon szerszámokkal dolgozzák fel. A recés elemeket a rendelkezésre álló löketnek megfelelően állítják be, ez történik az alkatrész típusának megváltoztatásakor. A termék magassága, alakja és fordulatainak száma teljesen függ a használt elemtől, a helyes beállítástól. Minden fajta külön, cserélhető szerszámot igényel.
Edző berendezés
A fenti eljárások után a termék késznek tűnik, de nem alkalmazható. Az önmetsző gépek nem képesek szilárd termékekkel dolgozni, ezért a folyamat végén kikeményedik. Az edző kemencét körülbelül 900 fokos hőmérsékletre állítják be, az eljárás után a termékeket alacsony fokú kemencébe helyezik.

Keményedő kemence
A hőmérsékletcsökkenés miatt a fém enyhíti a stresszt, kevésbé hajlamos a törésekre. Keményedés után a mosást végezzük, hogy megtisztítsuk a készterméket a szennyeződésektől és a szénlerakódásoktól, és lehűl.
Galvanizáló berendezés
A galvanizálás szükséges a korróziógátló tulajdonságokhoz, az önmetsző csavarok fokozott mechanikai paramétereihez. Az eljárást több, különböző oldatú fürdő segítségével hajtják végre, az alkatrész feldolgozását egymás után. A kezdeti szakaszban a fürdőbe merítjük zsírtalanítóval, majd foszfát -oldatot, majd oxid -oldatot stb. Alkalmazunk. Minden kezelés után vizet öblítünk, cinkbevonatot alkalmazunk elektromos hatásra.
Szárító- és csomagológépek
A késztermék szárítására centrifugás dobot használnak; a munkát a mosógép elve szerint végzik. A csomagoláshoz zsákokat használnak, több tucat darab csomagolásának lehetőségével. A nagykereskedelemben a csomagolást dobozokban vagy más fémtartályokban végzik.
Jellemzők és szolgáltatás
Az AG4116 az egyik legnépszerűbb szállítószalagnak nevezhető. A munkához 0,8–8,0 mm átmérőjű acélhuzalt használnak. 5-1000 kg -os orsókban értékesítik. Ez a változat körülbelül egy tonnát nyom, mérete 195x116x106 cm, és háromfázisú aszinkron mókusketreces motorral (4A112M4U3) van felszerelve. A készülék teljesítménye eléri az 500 egységet. termékek percenként. Ezen a telepítésen horganyzott fémszálakat is használhat. Érezhetően erős és ellenálló.
Az Azov autók kiváló teljesítményt nyújtanak:
- a szerkezet hossza, szélessége és magassága - 150x190x110 cm;
- súly - 2900 kg;
- elektromos motor - 5,5 kW;
- térfogat percenként - 525 db.
Ez a szegek gyártására szolgáló gép 0,5 cm kerületű és legfeljebb 15 cm hosszú építőipari hardvereket gyárt. Ennek a mechanizmusnak a megkülönböztető jellemzője a rúd hosszanti méretének beállítása. Teljes működéséhez, mint a legtöbb szállítószalaghoz, 380 V feszültségre van szükség.
Ennek a technikának néhány prototípusa erősen rezeg bekapcsoláskor.
Ezért fontos helyesen elhelyezni a padlón.
Egyszerűbb módszer a vibrációt csillapító alátétek használata. Ha ezt nem teszik meg, az állandó rezgés meglazítja a csavarokat, és a szegező végül használhatatlanná válik.








A karbantartási eljárás magában foglalja a kezelőelemek kenését is: a panelen található egy kenési táblázat, amely jelzi a speciális olajjal való feltöltés minden helyét.Ezt úgy kell megtenni, hogy a készülék mozgó kapcsolatai ne akadjanak el.
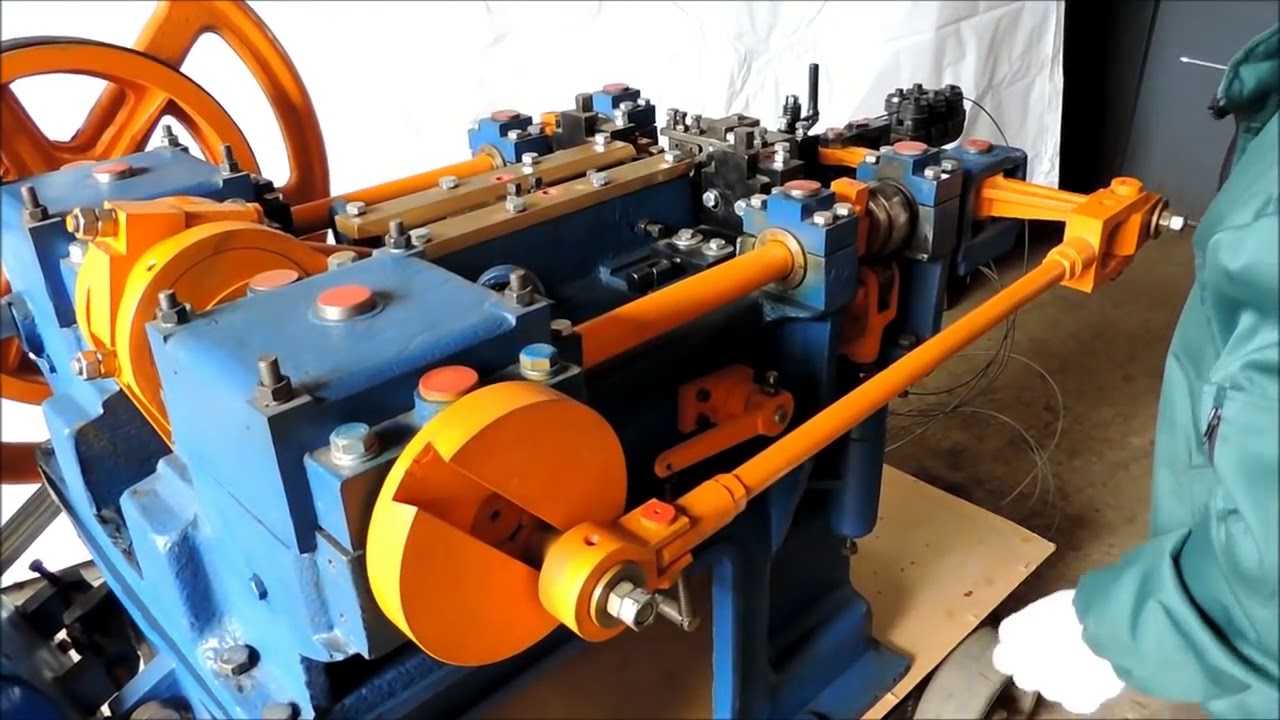
A körömprés gép előnyei és hátrányai
A présgépek nagyobb termelékenységgel rendelkeznek, de gyakran meg kell változtatni a szerszámokat és a pofákat. A szerszámgépek formázó elemeire gyakorolt nagy terhelés gyors kopáshoz vezet.
A présgépek hasonló módon vannak elrendezve, de kalapács helyett bélyegzőt helyeznek belé, amely fokozatos nyomással képezi a köröm fejét. A bélyeget göndör alátét vagy excentrikus hajtja. Az ellenkező irányba a huzalt erővel táplálják (ellentétben az ütőgépekkel, ahol rugó hatására történik). Ez a kialakítás csaknem kétszeresére növeli a termelékenységet. A présgépekben a gyártási hulladék a felhasznált huzal tömegének körülbelül 3% -a. Ezek a "szirmok" és a házasság.
Szerszámgépek önmetsző csavarok gyártásához otthon
A gépek köre elég széles. Megfizethető áron, kis termelékenységgel veheti fel őket. Alternatív megoldásként vásárolhat olyan berendezést, amely műszakonként nagyszámú hardvert állít elő.
A legolcsóbb berendezés önmetsző csavarok gyártásához
Az otthoni vállalkozás legérdekesebb gépe a Candid AS3016 modell. Ez egy félautomata gép hardver csavarok gyártásához csavarok csavarok. Az ára 3000 dollárról indul. De ilyen esetekben fel kell áldoznia a termelékenységet, amely csak 25 darab. percenként
Kérjük, vegye figyelembe, hogy a gép félautomata, ami azt jelenti, hogy bizonyos műveleteket a gépkezelőnek kell elvégeznie. De ha új vagy ebben az iparágban, és csak most kezded megismerni a csavarok és az önmetsző csavarok piacát, akkor érdemes megfontolni egy olyan költségvetési modell megvásárlását, mint a Hangzhou Candid AS3016
Az ipari üzleti berendezések nagyon jól megőrzik értéküket. A befektetéssel évekig megőrzi tőkéjét - elvégre ez egy olyan eszköz, amely pénzt hoz. Képletesen szólva pénznyomtató gép. És ha már létrehozott egy értékesítési piacot, akkor készpénzt vehet ki, és drágább, lényegesen nagyobb termelékenységű gépekre válthat.
Kínai és hazai gépek
A csavarok és csavarok gyártásakor a folyamat két fő műveletre oszlik:
- A speciális hidegfejű gépek különböző típusú "fejű" munkadarabokat képeznek
A menettekercselő gépek meneteket tekercselnek a nyersdarabokra 60 darab / perc sebességgel.
Az ilyen berendezéseket Ukrajnában, Kínában és Tajvanon gyártják. Az Orosz Föderáció területén csak néhány gyártó gyárt ilyen berendezéseket. Ezért a gép megvásárlása meglehetősen költséges művelet: nemcsak magának a vásárlásnak, hanem a szállításnak is fizetnie kell.
A szerszámgépgyártás piacvezetői:
- LianTeng (Tajvan);
- FOB (Tajvan);
- Candid (Kína);
- INNOR (Kína);
- KUPRA (Ukrajna: PJSC "Odessza-présgép kovácsológépek gyártására");
- SAMSTAL (Oroszország, Szamara: SAMSTAL LLC).
Ezek a gépek különböznek a termékenkénti termelékenységben. A legegyszerűbb gépek percenként körülbelül 60 darabot termelnek, míg mások képesek akár 250 darabot is előállítani percenként. Egyes modellek testreszabhatók más termékek előállításához. Ez jelentős plusz, mivel idővel bővítheti termékkínálatát, és nincs szükség speciális berendezések vásárlására.
Az automata gépek legolcsóbb modelljeinek ára, amelyek termelékenysége több mint 50 darab / perc. 13 000 dollárnál kezdődik.
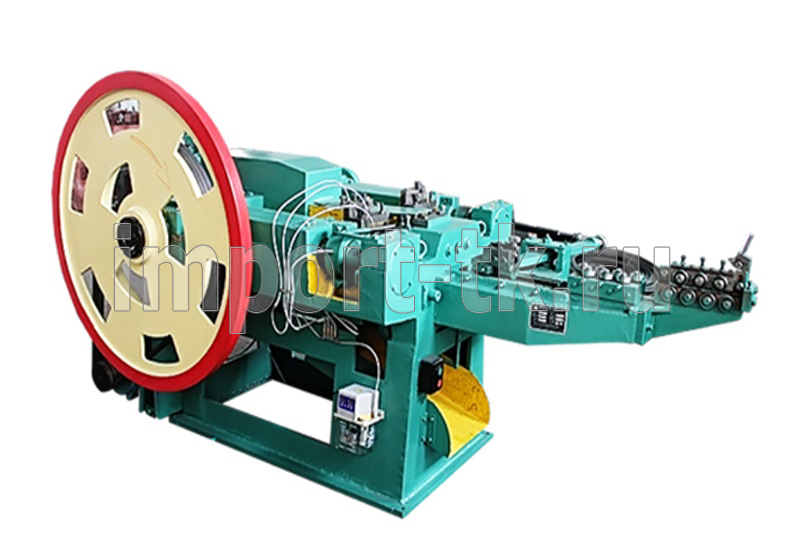
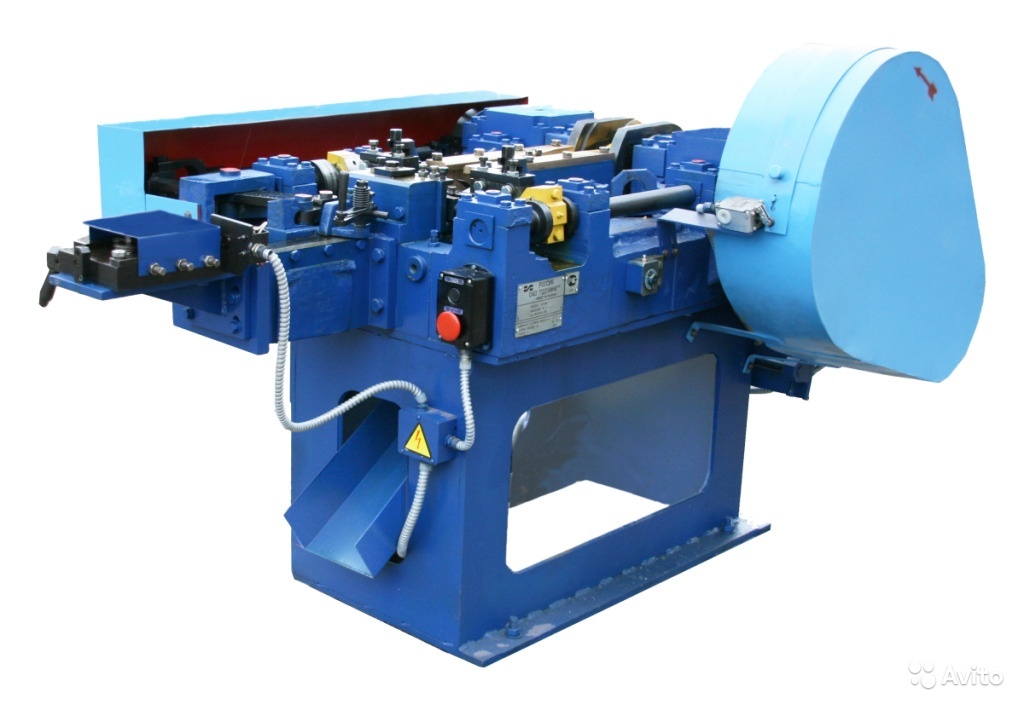
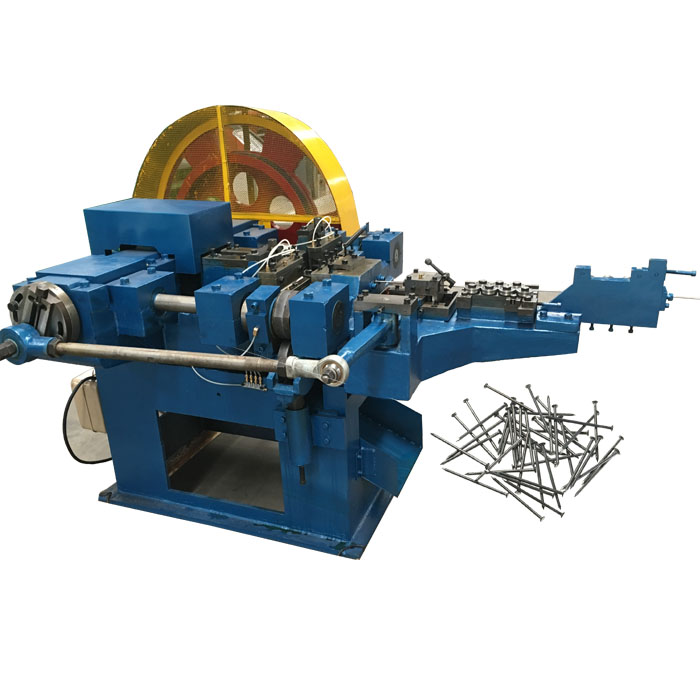
Az automatikus huzalszegek népszerű modelljei
Jobb olyan, idővizsgálaton alapuló berendezést vásárolni, amely már teljesítette a tesztet valós munkakörülmények között. E szabály alól csak az a kivétel, hogy egy megbízható gyártótól vásárolhat eszközt, aki új, jobb teljesítményű modellt adott ki a gépből.
Jelenleg a következő egységmodelleket használják a körmök gyártásához:
1. Az AB4118 egy ütéses huzalszegező gép, amely 2,5-6,3 mm átmérőjű hardvert gyárt.

A gép által készített szögek hossza 32 és 200 mm között lehet. A berendezés lehetővé teszi a hardver gyártását nemcsak kerek huzalból.
Az AB4118 segítségével négyszögletes és csavaros profilú szögeket lehet előállítani. A készülék tömege 4720 kg, a motorteljesítmény 11 kW. Költség javítás után (használt) 280 000 rubel.
2. K09.117.02 - nagy teljesítményű eszköz szögek gyártásához.

A gyártott termékek hossza 13 és 150 mm között van. A huzal maximális átmérője 5 mm. Teljesítmény - 5,5 kW. Súly - 2900 kg. Ár (használt) 230 000 rubel.
3. K09.117.01 - automata huzalszegező gép 13-120 mm hosszú hardverhez.







A köröm átmérője 2,0-4,2 mm. A készülék nagy teljesítményű, összteljesítménye 5,5 kW. Az áramellátást egy háromfázisú 380 V feszültségű áramhálózatról végzik. Használt egységet vásárolhat 180 000 rubelért.
4. AG4116 - egy ütéses modell 13-250 mm hosszú szögek felszabadítására. Költség (új) 950 000 rubel és 180 000 rubel.

A hardver gyártásához 2,0 - 4,2 mm keresztmetszetű szögesdrótot használnak. A termelékenység legalább 350 db / perc.
5. ASG 4.02 - lehetővé teszi akár 120 mm hosszú fémtárgyak gyártását. Motorteljesítmény - 5,5 kW.

Ezzel az erővel akár 525 db / perc körmök termelékenységét is elérheti. A készülék tömege 2650 kg. Az átlagos ár 420 000 rubel.
6. Z94-2C - huzalszegező eszköz modellje 1,2 - 2,8 mm átmérőjű hardverhez. Költség 280 000 rubeltől.

A készülék termelékenysége 2,2 kW névleges teljesítmény mellett legalább 350 db / perc. A gyártott termékek hossza 16-50 mm.
7. THA 40/120 S -E - Cseh gép körmök készítésére, magas termelékenységgel és termékminőséggel.

Akár 120 mm hosszú termékeket is kaphat 40 mm -es huzalátmérővel.
8. Z4 -x - egy kínai 3 kW -os egység akár 100 mm hosszú hardvert is gyárt, legfeljebb 300 db / perc mennyiségben. Súly 1430 kg.

9. Az E127LYHIA egy kínai gyártmányú huzal- és körömgép. A berendezés lehetővé teszi számunkra, hogy kiváló minőségű termékeket állítsunk elő.

A gép alacsony működési zajjal is rendelkezik. A gyártott hardver hossza 40-110 mm. Motor teljesítmény - 4 kW. Ellenőrizze a költségeket az eladóval.
Hogyan válasszuk ki a megfelelő gépet
A drót körömgép kiválasztása sok tényezőtől függ, de először is figyeljen a következő jellemzőkre:
A felsorolt kiválasztási kritériumok a legfontosabbak, ezért a gép megvásárlása előtt meg kell ismernie annak összes jellemzőjét, és össze kell kapcsolnia azokat a követelményekkel, amelyeket a vállalat berendezéseire fognak előírni.
Következtetés
A legfontosabb lépés a saját vállalkozás hardvergyártáshoz való megnyitása felé vezető úton a kiváló minőségű és teljesítmény szempontjából megfelelő gép kiválasztása. A vásárlás után helyesen kell telepítenie és csatlakoztatnia.



Szükség lesz segédeszközök és szerszámok, valamint természetesen fogyóeszközök megvásárlására is, amelyeknek köszönhetően a lehető legjobb minőségű termékeket lehet beszerezni.
Kínai hidegfejű és menethengerlő gépek árlistája
Hozzávetőleges átlagos árak az interneten az önmetsző csavarok, csavarok, csavarok és anyák előállítására szolgáló automatikus berendezésekhez. Az árlista rövid műszaki jellemzőket tartalmaz.
| A hidegfejű gép neve | Előállított termék | Ár USD -ban | A munkadarab maximális átmérője | A munkadarab maximális hossza |
| YH1552 | Csavar, önmetsző csavar, csavar | 13500 | 5 mm | 52 mm |
| YH1564 | Csavar, önmetsző csavar, csavar | 13500 | 5 mm | 64 mm |
| YH2038 | Csavar, önmetsző csavar, csavar | 21400 | 6 mm | 38 mm |
| YH2076 | Csavar, önmetsző csavar, csavar | 21800 | 6 mm | 76 mm |
| YH20102 | Csavar, önmetsző csavar, csavar | 32000 | 6 mm | 102 mm |
| YH20165 | Csavar, önmetsző csavar, csavar | 35900 | 6 mm | 165 mm |
| A hidegfejű gép neve | Előállított termék | Ár USD -ban | Maximális méretek | Maximális termelékenység |
| 3-pozíció | M6 méretű csavar | 70000 | M6 x 50 mm | 250 db min. |
| 3-pozíció | Csavar mérete M8 | 88500 | M8 x 65 mm | 210 db min. |
| 3-pozíció | Csavar mérete M10 | 110000 | M10 x 75 mm | 180 db min. |
| 3-pozíció | Csavar M12 | 150000 | M12 x 125 mm | 150 db min. |
| A hidegfejű gép neve | Előállított termék | Ár USD -ban | Maximális méretek | Maximális termelékenység |
| 5-pozíció | Anya mérete M3-M6 | 36500 | — | 300-350 db min. |
| 5-pozíció | Anya mérete M6-M8 | 60000 | — | 200-250 db min. |
| 5-pozíció | Anya mérete M6-M10 | 75000 | — | 220 db min. |
| 5-pozíció | Anya mérete M8-M12 | 107000 | — | 200 db min. |
Menethengerlő berendezések hozzávetőleges árai.
| Az automatikus szálhengerlő gép neve | Előállított termék | Ár USD -ban | Maximális menetátmérő | Maximális menethossz | Maximális termelékenység |
| CTR6HN | Csavar, önmetsző csavar, csavar | 13000 | 3-6 mm | 50 mm | 150-330 db min. |
| CTR8H | Csavar, önmetsző csavar, csavar | 17500 | 8 mm | 76 mm | 120-330 db min. |
| Négyorsós menetvágó anya a М14-М16 anyához | Anyák М14-М16 | 27000 | — | — | 120-220 db min. |
* Jegyzet. A fenti felszerelések mindegyike megvásárolható FOB feltételekkel.
A házak és nyaralók 3D modelljeinek vizuális áttekintése a szobák elrendezésének elemzésére szolgáló részben.
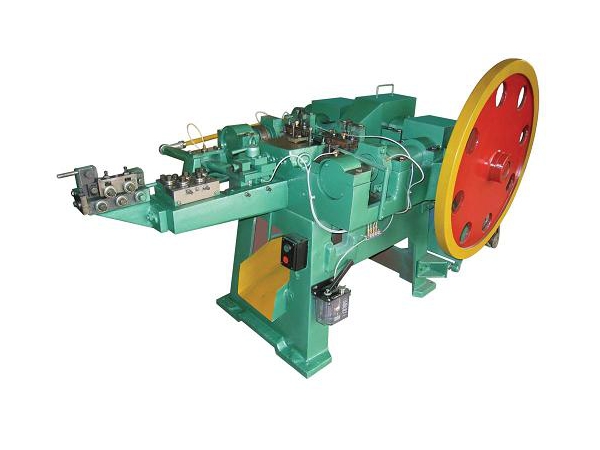
A legjobb gépek önmetsző csavarok gyártásához
Hazai és külföldi vállalatok szerszámgépek gyártásával foglalkoznak. A modellek műszaki jellemzőikben különböznek egymástól, ami viszont befolyásolja a készülék teljesítményét és árát.
A legegyszerűbb automata gépek percenként körülbelül 60, a fejlettebbek pedig 250 darab / perc teljesítményt állítanak elő. Az ilyen pillanatok óriási hatással lehetnek a berendezés megtérülési idejére.
Egyes modellek konfigurálhatók más termékek gyártására, a jövőben ez segít bővíteni a termékpalettát anélkül, hogy pénzt költene további gépek vásárlására.
A piacvezető a kötőelemek szerszámgépeinek gyártásában:
- Tajvani LianTeng és FOB cégek;
- Kínában ezek a Candid és az INNOR;
- az ukrán piac képviselője - KUPRA;
- Orosz gyártó Samstal LLC.
Gazdaságilag jövedelmező a fenti országokban berendezéseket vásárolni, mindig lehetséges a gyártósor kombinálása több gyártó gépeivel.
Ami a költségeket illeti, itt a vállalkozók kéréseiből kell kiindulni. Ha egy kisvállalkozásról és új berendezésekről beszélünk, akkor a szakemberek becslései szerint a kezdeti szakaszban legalább 700 000 rubelt költenek a vásárlásra.
Átlagosan, ha feltételezzük a gépek vásárlását használt és új és multifunkcionális lehetőségek közül, akkor a felfutás körülbelül 300 ezer és 2 millió rubel között lesz.
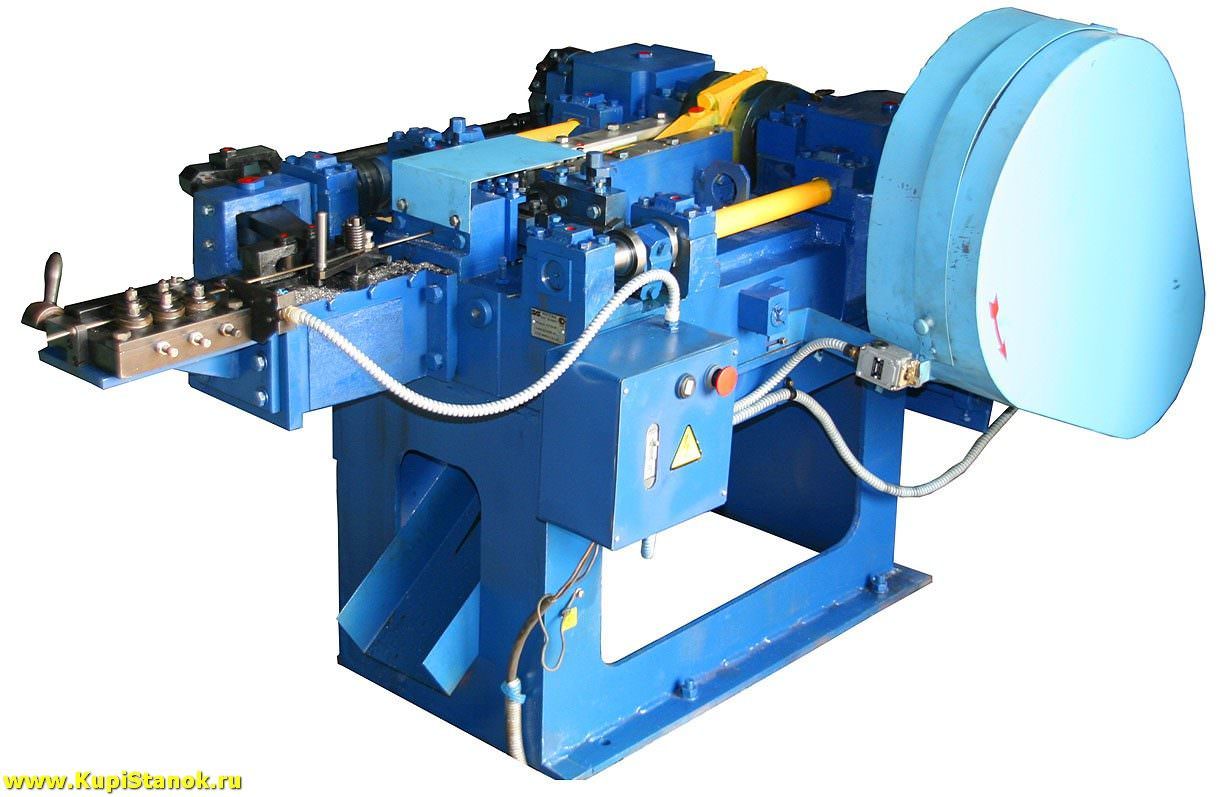
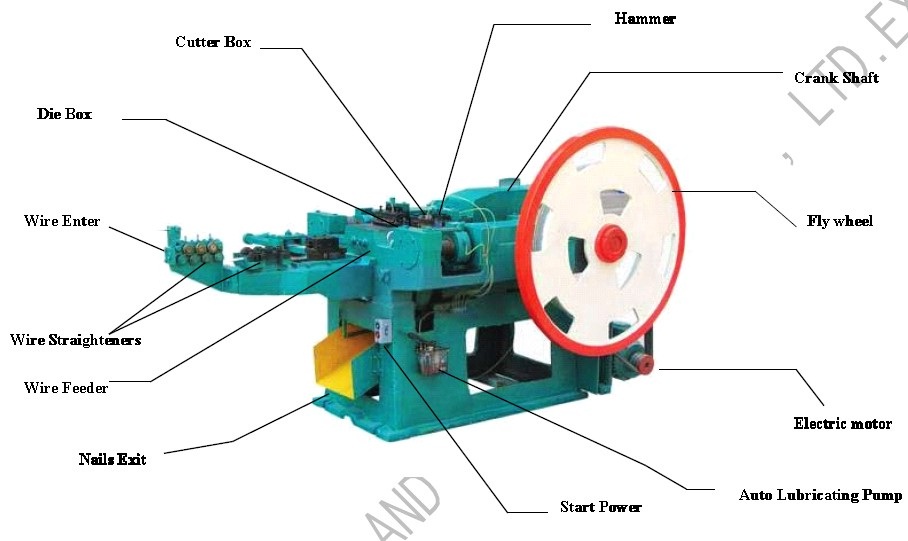
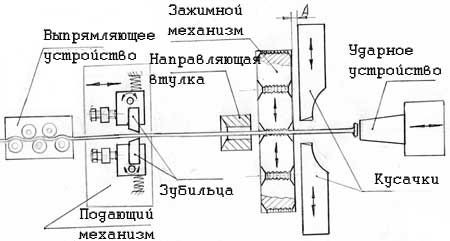
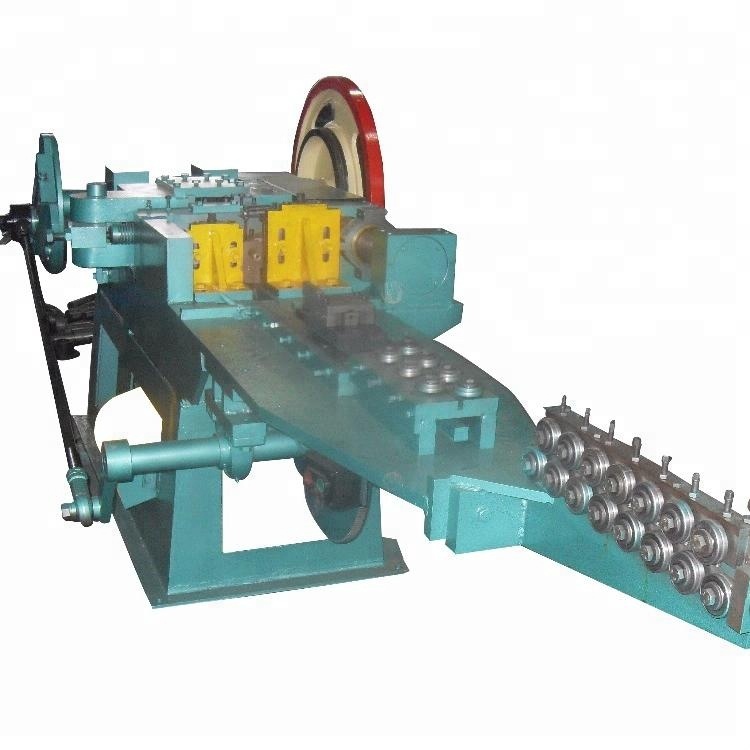
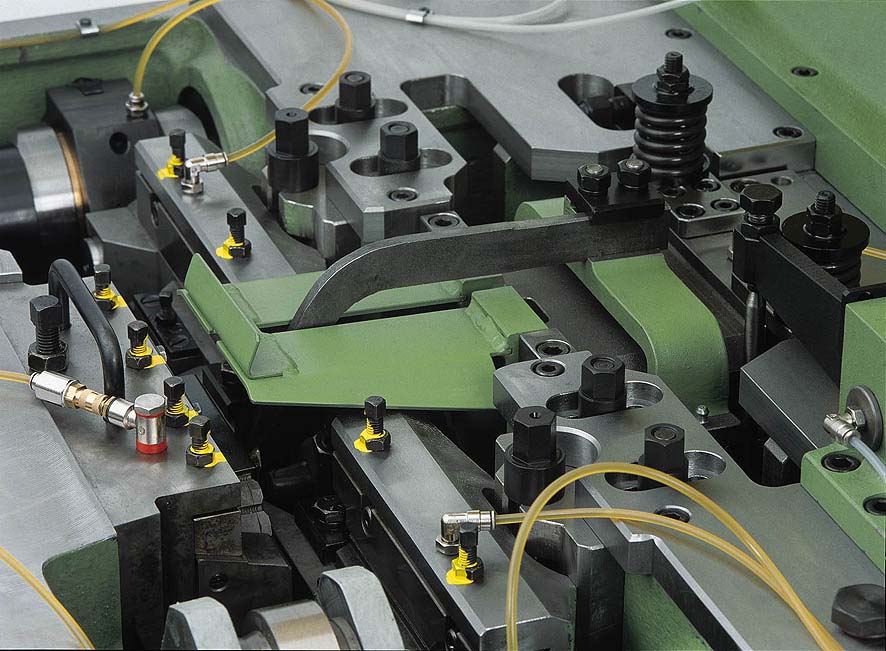
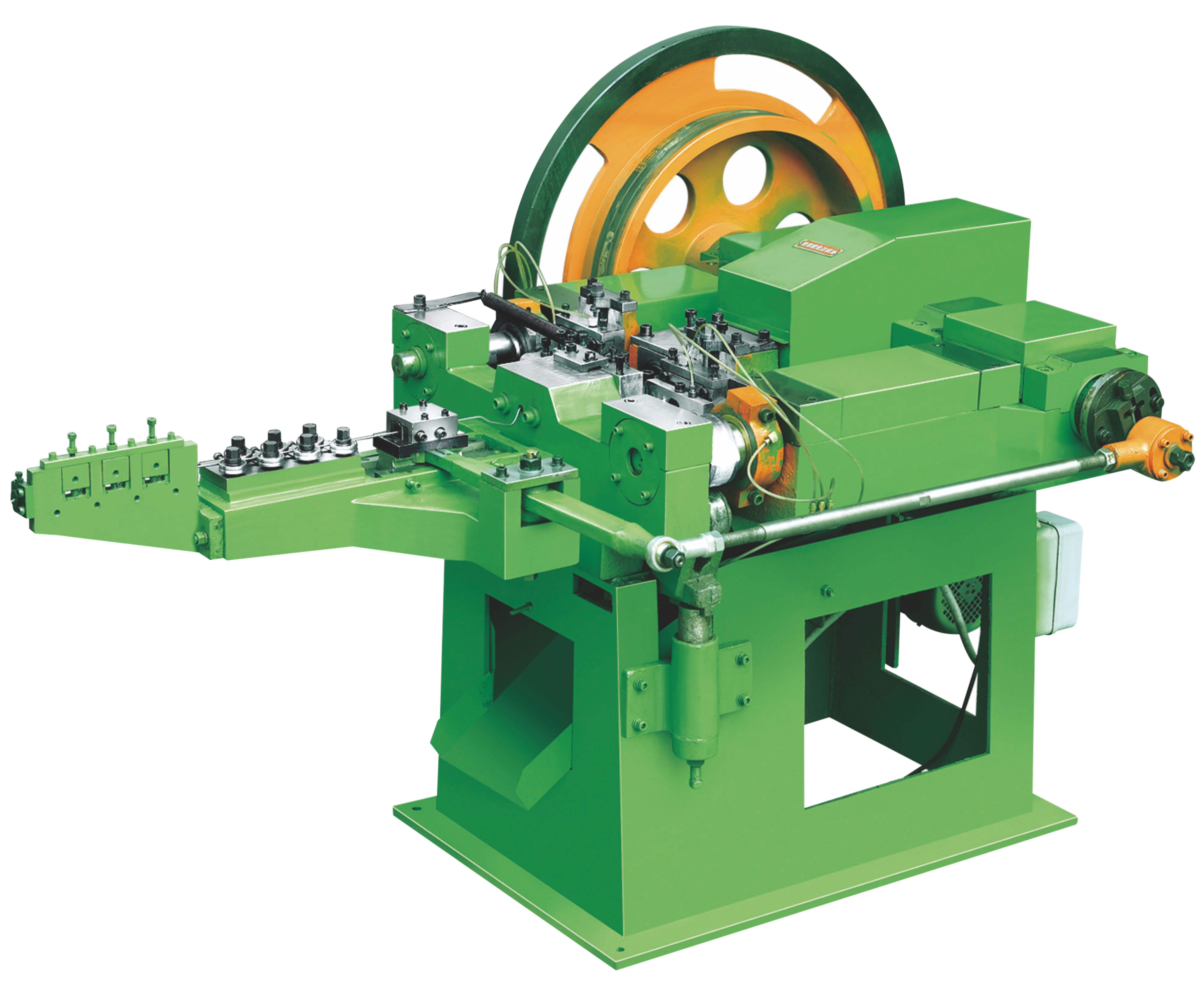
Egy szegezőgép diagramja a működési elv leírásával
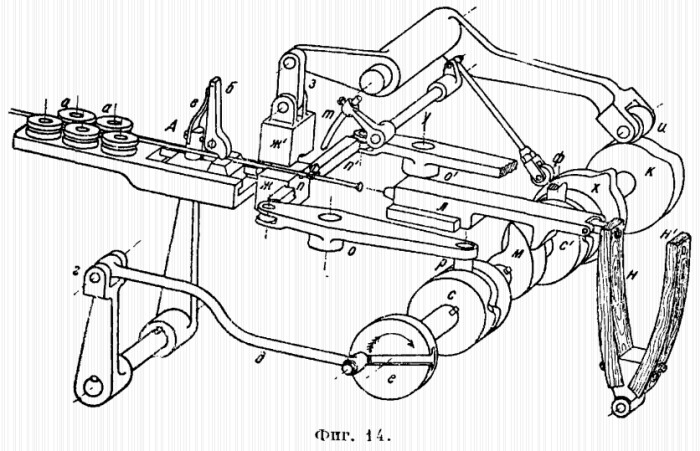
Az ütőberendezés sematikus ábrázolása.
Drótszegeket ütő- és présgépeken gyártanak. A leggyakoribb ütőgépek, amelyek két kalapáccsal szöget alkotnak.
A vezetéket két görgősor között vezetik át, a. Ezenkívül belép az A adagolóba (amelyet a kutya b és a rugó nyomja meg), amely a köröm hosszával megegyező amplitúdóval oszcillál a sapka kialakításához. Az amplitúdó növeléséhez / csökkentéséhez az e hajtókar szolgál.
Miután elhaladt az adagolón, a huzalt a szorító pofák w, w 'és w között mozgatják, és w statikus, a g' -re hatással van a z kar lenyomása, amelyet a k alakú alátét mozgat (14. ábra).
Az orcák fogazott hornyokkal vannak ellátva, amelyek lehetővé teszik a huzal rögzítését a fej szegecselésénél. Szintén az arcán van egy alak, amely megfelel a kupak aljának geometriájának.
Az orcák mögött p, p 'kések, ill.
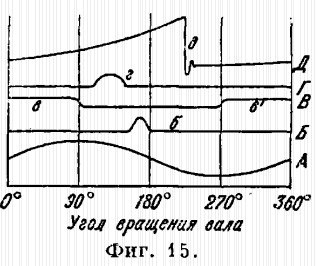
A kések piramis alakúak (16. ábra). Az a kivágás az éles vég megnyomását szolgálja, a b pengék - levágják a felesleget. A fennmaradó "szirmokat" eltávolítják a polírozás során.
A tervezési jellemző, amelyben a kések alig érintkeznek egymással, lehetővé teszi a kések gyors tompításának elkerülését. Ez a kialakítás megakadályozza a köröm teljes levágását.A termék végső elválasztása a huzaltól egy m ejektor segítségével történik, amelynek mozgását az y karok és az f tolóerő biztosítja, amelyeket az x bütyök működtet.







Az n, n 'rugó ütközik az l kalapács nyúlványába, impulzust adva neki. A kalapács a szöget ütve fejet képez. Egy fa rugót (egyes gépeknél acélból) bütykös m -rel összenyomnak (15. ábra, D görbe).
A grafikon (15. ábra) a gép körmök gyártásához szükséges egyes ütéseinek sorrendjét mutatja. Az A görbe annak a huzaladagolónak felel meg, amely a huzalt előre táplálja.
A drótot tartó pofák ütéseit a B görbe írja le (amikor az adagoló a huzalt az ellenkező irányba mozgatja, az arca nem rögzíti).
Az olló munkalökését a huzal rögzítésének pillanatától a G görbe írja le.
A készterméket elválasztó ejektor működését a B görbe mutatja.
A kalapács sorrendje látható a D görbén.
Ezután az adagoló a szélső munkapontot veszi fel, az arca nyitva van, a munkaciklus elölről kezdődik (B görbe).
A névleges és a valós termelékenység közötti különbség körülbelül 20-40%. Ennek oka a leállás, amelyet a szerszám cseréje és beszerelése okoz, a gépek új drótkörökkel való feltöltése, törmelék stb. . Az elutasítottak vesztesége eléri az 1%-ot.
Huzal önmetsző csavarok gyártásához
 Az önmetsző csavarok formájában lévő hardver gyártásához magas széntartalmú és rozsdamentes acélból vagy sárgarézből készült huzalt használnak. A gyártott termékektől és termelési mennyiségektől függően a vállalkozó nyersanyagokat vásárolhat egy bizonyos átmérőjű üres vagy huzal formájában.
Az önmetsző csavarok formájában lévő hardver gyártásához magas széntartalmú és rozsdamentes acélból vagy sárgarézből készült huzalt használnak. A gyártott termékektől és termelési mennyiségektől függően a vállalkozó nyersanyagokat vásárolhat egy bizonyos átmérőjű üres vagy huzal formájában.
Sok gyár szállítja ezeket az alapanyagokat. Nem lehet gond a beszállítók megtalálásával
A beszállító kiválasztásakor ügyeljen a nyersanyagok árára, minőségére és a műhelyéhez való közelségre. A szállítónak az Önhöz való közelsége segít lerövidíteni a szállítási időt, valamint a szállítási költségeket
Hardver termékek alkalmazása
Az önmetsző csavarokat különböző irányokban és területeken használják. A termelést több építőipari vállalat vagy nagykereskedelmi ügyfél is elláthatja. A hardver termékek fő fogyasztói:
- Építőipari szervezetek, nagy és kis csapatok.
- Gyártás háztartási és ipari készülékek gyártásához.
- Műhelyek bútorgyártáshoz, kis műhelyek.
- Az építési termékeket képviselő piacok.
- Nagy kereskedelmi szervezetek.

Gyár hardver termékek gyártására
A hardver üzletág jövedelmezőségi mutatói mindig magas szinten maradnak. A gyenge versenypiacon történő termelés megnyitása lehetővé teszi a berendezések megtérülését kevesebb mint hat hónap alatt az építési szezonban. Érdemes megjegyezni, hogy a megvásárolt berendezés nem kopott, így a beruházás sok éven keresztül nyereséges lesz. Az építési munkák mindig léteznek az emberiség mindennapi életében, a különböző típusú helyiségek javítása nem végezhető el megfelelő anyagok nélkül.
Az első lépések az otthoni termelés megszervezésében
 Miután regisztrálta vállalatát, és döntött a termelési kapacitásról, ki kell választania egy szobát, és ki kell számítania a kezdeti beruházást.
Miután regisztrálta vállalatát, és döntött a termelési kapacitásról, ki kell választania egy szobát, és ki kell számítania a kezdeti beruházást.
A kezdeti befektetés kiszámítása közvetlenül függ:
- a gyártott termékek mennyisége;
- a megvásárolt berendezés költsége;
- nyersanyagok felvásárlási árai.
Házi termelő műhely
Ezután el kell döntenie a szobát. Ha elegendő tőkével rendelkezik, miközben lehetősége van jó helyiséget bérelni, ahol a teljes termelési ciklus zajlik, akkor sokkal kényelmesebb lesz az Ön számára. Képes leszel különbséget tenni az otthon és a munka között. A kezdeti szakaszban azonban nem mindig van elég pénz a bérleti díjra, ezért sokan elkezdenek csavarokat készíteni otthon a garázsban.Ezek elég alkalmas feltételek ehhez az üzleti ötlethez.
Az otthoni csavarok előállításához garázs alkalmas, amelynek területe legalább 18 m2. Fel kell szerelni egy jó szellőző- és fűtési rendszerrel. A termelési területnek jól szervezettnek kell lennie, és az általános környezetnek meg kell felelnie minden munkavédelmi szabálynak.