Jellemzők és tulajdonságok
Leggyakrabban a huzal fém hajlékony fémrúd, általában hengeres alakú. Arra használják, hogy ellenálljon a megnövekedett mechanikai igénybevételnek, valamint TV- és hangjelek és villamos energia továbbítására. Az acélhuzal lehet tömör, sodrott vagy fonott. A legtöbb esetben lekerekített keresztmetszettel végzik, kicsit ritkábban négyzet alakú, hatszögletű, téglalap alakú és néhány más alakban készül.
Az acélhuzal a szerkezeti termékek kategóriájába tartozik; széles körben használják acélzsinór termékek, acélkötelek, fémezett hálók, rugók, valamint az elektromos kemencék különféle fűtőelemei gyártásához. A hardver (anyák, csavarok és szegecsek) huzalból készül - ebben az esetben a gyártás a hidegfejelés technikáján alapul.

Az acélhuzal és az abból készült termékek fő fogyasztói olyan területek, mint a fémmegmunkálás és a gépipar, az árukat az építőipar, a vegyipar, a petrolkémiai ipar, a vas- és színesfémkohászat igényeihez vásárolják. A leggyakrabban használt huzal alacsony széntartalmú acélötvözetből készül, ez egy fémezett hosszú termék, alacsony széntartalmú. Ezeknek a műszaki tulajdonságoknak köszönhetően a terméket megnövelt szilárdsággal és jó hajlékonysággal kombinálják.


Ha egy általános célú acélhuzalra ezenkívül cinkréteget is felvisznek, akkor az korrózióállóságot szerez. Ezért a horganyzott huzalt magas páratartalmú körülmények között használják, miközben hosszú ideig megőrzi eredeti fizikai és működési jellemzőit. A jelenlegi GOST 3282-74 szerint az égetett acélhuzal lágyabb lesz.
Ez a funkció lehetővé teszi, hogy megerősítő munkák elvégzésére használja, valamint bevonja a terméket a vasalás kötésének, a lehetséges áruk csomagolásának és a különböző alkatrészek gyártásának technológiai folyamatába. A legáltalánosabb célú huzal nagyobb kereslet minden más típusú huzal között.


2 A PP típusai és műszaki jellemzői a GOST 9389-75 szerint
E Gosstandart szerint a rugóhuzal megnövelt és normál pontosságú lehet. A mechanikai mutatók szerint négy osztályra (3, 2A, 2 és 1) és három osztályra (A, B, C) osztják. A 2A osztályú termékeket mindig fokozott pontossággal állítják elő.
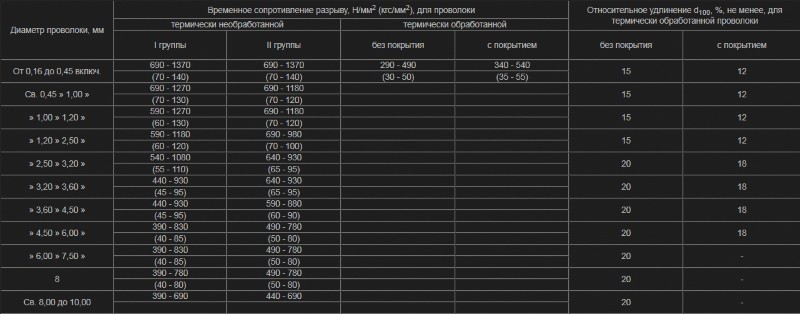
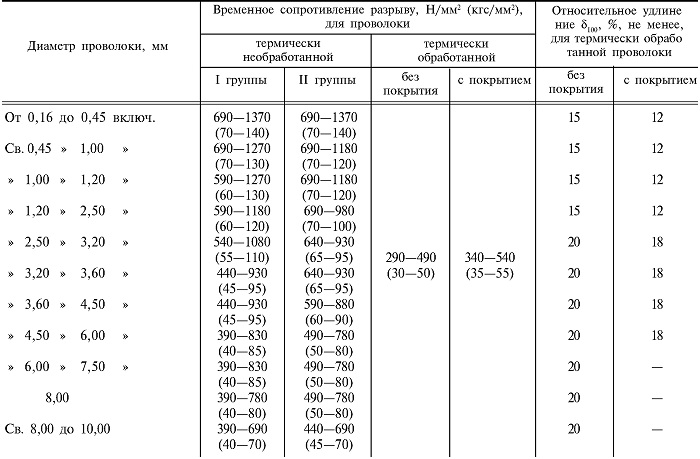
A PP fő jellemzői:
- átmérő - 0,14–8 mm (megengedett eltérések - ± 0,01 és ± 0,05 között);
- ovális - a feltüntetett eltérések legfeljebb fele;
- szakítószilárdság-1030-1230 (3-as osztályú rugóhuzal 8 mm átmérővel) 2740-3090-ig (0,14 mm-es szelvényű 1. osztályú termékek) N / mm2;
- a PP által elviselhető fordulatok száma 4 és 35 között van (a konkrét mutató attól függ, hogy milyen alapanyagból készül a huzal, valamint a késztermék osztályától és típusától);
- súly (elméleti számításokkal beállítva) 1000 méter huzaltermék - 0,1208–394,6 kg.
 Nagy pontosságú rugóhuzal
Nagy pontosságú rugóhuzal
A GOST 9389-75 előírja, hogy a szénrugós huzalt, amelyet a rugók hideg módszerrel történő feltekerésére keményítés nélkül használnak, az 14959, 1050 és 1435 szabványokban meghatározott szénacél minőségekből kell készíteni. A fogyasztó kérésére PP is előállítható más acélötvözetekből, amelyekben a foszfor- és kéntartalom nem haladja meg a 0,035, illetve a 0,030%-ot.
A Gosstandart 9389–75 nem enged hullámosságot, rozsdát, hajszálvonalat, fogságot, kagylókat, naplementét, repedéseket a késztermékek felületén, rozsdát, a dekarbonizáció jelenségét (teljes) PP. Részleges dekarbonizáció lehetséges, de mélysége nem haladhatja meg a huzaltermék szakaszának 1,5–3% -át.
 Rugós huzal GOST 9389-75
Rugós huzal GOST 9389-75
A huzal orsón és tekercsben is szállítható. Úgy tekerik fel, hogy letekeréskor az anyag ne nyolcasodjon össze. A 250 kg -nál kisebb súlyú tekercseken és tekercseken a PP egy darabból, több mint 250 kg -ból van feltekerve - legfeljebb három darabból. Ezenkívül a GOST 9389-75 előírja, hogy speciális dugókat kell elhelyezni azokon a helyeken, ahol a szegmensek fel vannak osztva. Egy darab huzal nem lehet kevesebb, mint 0,3 kg a legfeljebb 0,25 mm átmérőjű termékeknél, és kevesebb, mint 30 kg a 3 mm kilogrammnál nagyobb átmérőjű termékeknél.
Elfogadási szabályok
Az elfogadott termékekre vonatkozóan követelményeket állapítanak meg, amelyek lehetővé teszik minőségük nyomon követését. E követelmények listája a következő rendelkezéseket tartalmazza:
- a huzal tételekben elfogadott;
- minden tételnek azonos műszaki paraméterekkel rendelkező terméket kell tartalmaznia (osztály, átmérő, feldolgozási módszer, bevonat típusa);
- minden tételt dokumentálnak;
- a dokumentum a következő információkat tartalmazza: a termék neve, a gyártó adatai, a GOST szerinti jelölés, a vizsgálati eredmények;
- súly és méret jellemzői.
A kialakított eljárás szerint a felületi bevonat minőségét minden orsón vagy gombolyagon ellenőrzik. Az átmérőket és tűréseket szelektíven ellenőrzik a késztermék 5% -ánál. A teljes tétel mindössze három százalékát vizsgálják mechanikai tulajdonságok tekintetében.
A huzal mechanikai jellemzői
Ha az eredmények nem kielégítőek, ismételje meg a mintavételt, a vizsgálatokat megismétlik.
A végeredményt az egész tételre vonatkozóan elfogadhatónak tekintik.
1 Acélhuzal alkalmazási területei
Hosszú évek óta az alacsony szén-dioxid-kibocsátású acélhuzal (GOST 3282-74), amelyet különböző ipari és gazdasági területeken használnak, továbbra is vezető szerepet tölt be a fogyasztók körében. Tehát nagyon gyakran használják az elektrotechnikában, amikor földi hurkot vagy támaszokat kell építeni a telefonáláshoz vagy a távvezetékekhez. A kikötők vagy hajók kötelei is ebből az anyagból készülnek.
Bármely alkatrész rögzítéséhez bármely termelésben vagy háztartásban ezt a terméket horganyzott acélból is használják (GOST 3282-74). Leggyakrabban az anyag megtalálja a célját a láncszemháló építése során, valamint a szögek, szögesdrót, hegesztett háló gyártásához.
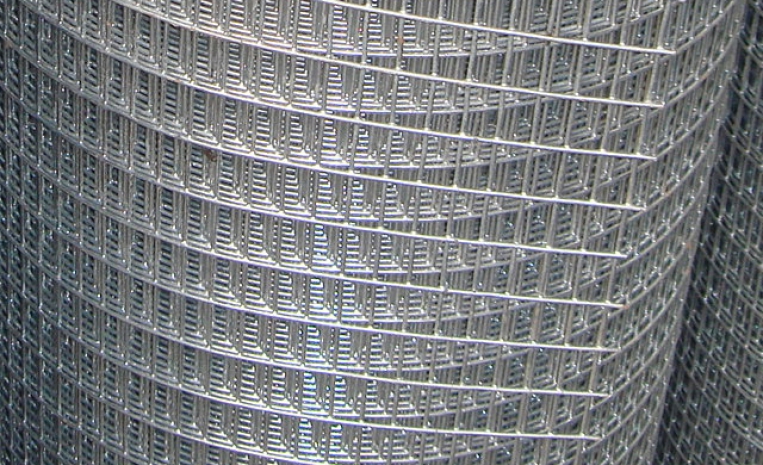
Horganyzott acélhuzalból készült hegesztett drótháló
A szerelvények, fakitermelés és egyéb elemek megkötésére a huzal megtalálta a célját az építőiparban. Ezenkívül a horganyzott huzalt széles körben használják a mezőgazdaságban, az orvostudományban és más iparágakban.
El kell mondani a horganyzott acéltermék hardvergyártásban történő felhasználásáról. Megjegyzendő, hogy az anyag általános célú és felhasználású.
1.1 Az acélhuzal fajtái és választéka
Sokféle horganyzott acélhuzal létezik.
A főbbek a következők:
- rozsdamentes - speciális hőálló ötvözetből készül, amely nem megy át korrozív folyamatokon, leggyakrabban a hardvergyártásban használják;
- hegesztés - különböző átmérők 0,5-8 mm, gyakran használják ívhegesztés során;
- megerősítés - különböző típusú, nagy nyomás alatt vagy feszültségmentes vasbeton szerkezetek kiegészítő megerősítésére szolgál. Az acél anyagban lévő szakaszoknak köszönhetően a betonfelülethez jó tapadás érhető el a megerősítés során;
- rugó (hidegen húzott) - ez az analóg a rugók gyártására szolgál, amelyeket hideg tekercseléssel készítenek, további hőkezelés nélkül;
- felvonó - tengeri és egyéb kötelek gyártásához a legjobb a szövés;
- kábel - páncélozott védőburkolatok tervezéséhez kábelekhez és vezetékekhez;
- kötés-alacsony széntartalmú (GOST 3282-74) acélból készül, nagy szilárdsággal és hajlékonysággal rendelkezik, leggyakrabban az építőiparban és a mezőgazdaságban használják, például szövésnövények kötésére, és általános célú huzalnak is tekintik.
Az érvényességi idő korlátozását az Államközi Szabványügyi, Mérésügyi és Tanúsítási Tanács (NUS 4-94) jegyzőkönyve szerint feloldották.
6. SZERKESZTÉS (2006. december) az 1., 2., 3., 4., 5. módosításokkal, jóváhagyva 1977. májusában, 1978. novemberében, 1983. decemberében, 1984. júniusában, 1988. szeptemberében (NUS 7-77, 1-79, 4-84) , 9-84, 1-89), módosítással (NUS 2-99)
Szerkesztő M.I. Maksimova Műszaki szerkesztő V.N. Prusakova korrektor E.D. Dulneva Számítógépes elrendezés I.А. Naleykina
Nyomtatásra írták alá 2007. január 15 -én. Formátum 60 x 84 * / 8- Ofszet papír. Times headset. Ofszet nyomtatás. Uel. nyomtatási lap 1.40. Akadémiai és Könyvkiadó 1.10. Kiadás 95 példányban. Zach. 30. S 3573.
FSUE "Standartinform", 123995 Moszkva, Granatny per., 4.
Gépelte be a Szövetségi Állami Egységes Vállalat "Standartinform" nevű számítógépére.
Nyomtatva a Szövetségi Állami Egységes Vállalat "Standartinform" - fiókjában. "Moszkvai nyomtató", 105062 Moszkva, Lyalin per., 6.
REFERENCIA SZABÁLYOZÓ ÉS MŰSZAKI DOKUMENTUMOK
|
Az NTD hivatkozása |
Cikkszám |
Az NTD hivatkozása |
Cikkszám |
|
GOST 1050-88 |
2.1 |
GOST 15150-69 |
5.10 |
|
GOST 1579-93 |
4.3 |
GOST 15171-78 |
5.3 |
|
GOST 3118-77 |
4.6.1 |
GOST 15846-2002 |
5.4 |
|
GOST 4165-78 |
4.6.3 |
GOST 16272-79 |
5.4 |
|
GOST 4204-77 |
4.6.1 |
GOST 16536-90 |
5.4 |
|
GOST 5530-2004 |
5.4 |
GOST 18617-83 |
5.4 |
|
GOST 6507-90 |
4.2 |
GOST 20435-75 |
5.8 |
|
GOST 8828-89 |
5.4 |
GOST 20799-88 |
5.3 |
|
GOST 9569-79 |
5.4 |
GOST 21650-76 |
5.5 |
|
GOST 10354-82 |
5.4 |
GOST 22225-76 |
5.8 |
|
GOST 10396-84 |
5.4 |
GOST 23639-79 |
5.3 |
|
GOST 10446-80 |
4.3 |
GOST 24597-81 |
5.5 |
|
GOST 10447-93 |
4.3 |
OST 14-43-80 |
5.4 |
|
GOST 10877-76 |
5.3 |
OST 14-15-193-86 |
2.1 |
|
GOST 14192-96 |
5.9 |
OST 38.01436-88 |
5.3 |
|
GOST 15102-75 |
5.8 |
Csomagolás, címkézés, szállítás és tárolás
Az acélhuzal gyártása után, annak minőségének ellenőrzésével, fontos problémák megoldására van szükség - logisztikai. Sikeresen megoldhatók csak a csomagolás, címkézés, tárolás és szállítás előírásainak szigorú betartásával.
Az ilyen különleges acéltermékek csomagolására a következő követelményeket írják elő:
- a késztermékek orsókba, tekercsekbe, tekercsekbe vannak csomagolva;
- az erő biztosítása érdekében minden gombolyagot ugyanazzal az acélhuzallal kötnek össze (a rögzítési pontokat a hossz mentén kell elosztani);
- minden csomagolóegység szépen fel van tekerve, a végei úgy vannak kihúzva, hogy a kicsomagoláshoz rendelkezésre álljanak;
- a vékony acélhuzalból készült tekercseket (például 0,8 mm -es és vékonyabb) azonos átmérőjű acélhuzallal kötik össze;
- az orsón a huzal végét fel kell emelni, és rögzítő hurokkal kell rendelkeznie;
- ha egy egész tétel azonos nevű gombolyagot készítenek elő a szállításhoz, akkor egyesítik és öblökbe kötik;
- a szállított acéltermékek tartósítását csak a megrendelő kérésére végzik.

Huzalcsomagolás
A szabvány kérésére a késztermékeket az alábbiak szerint lehet csomagolni és tartósítani:
- a szállításra kész orsókat 0,5 mm -es tekercselt huzallal speciális papírba kell csomagolni, és dobozokba kell helyezni;
- a nagyobb átmérőjű huzalú tekercseket a papírrétegen kívül polimer fóliával csomagolják;
- a polimer film mellett a szabvány lehetővé teszi a nem szőtt anyagok használatát;
- az 500 kg és 1,5 t össztömegű vastag huzal tekercseket nem csomagolják.
A megállapított szabványok alapján megengedett a huzal csomagolóanyagaként:
- vastag papír paraffinnal impregnálva (egy vagy két rétegben);
- különböző típusú filmek;
- bizonyos típusú nemszövött anyagok (például az úgynevezett tartályvarrott szövet, több rétegben, speciális összetételével impregnálva);
- speciális típusú szövetek: vegyi szálakból, szintetikus szövetekből, csomagolószövetekből;
- pántoláshoz és rögzítéshez megengedett különböző típusú műszaki szalagok használata.

A huzal előkészítése a szállításhoz
A kész és csomagolt acélhuzal bármilyen típusú szállítással eljuttatható a fogyasztóhoz: vasút, közút, víz
A kész megrendelés elküldésekor különös figyelmet fordítanak a szállítókar hosszára és az ügyfél földrajzi elhelyezkedésére.Ha a szállítás magában foglalja a kész megrendelés több ezer kilométeres, hideg és párás éghajlatú területekre történő áthelyezését, akkor a megrendelő megállapodása szerint a feladó további intézkedéseket is tehet az út korrózió elleni védelme érdekében.
Az ilyen rakomány szállításának fő korlátja egyetlen tétel súlykorlátozása. Ez nem haladhatja meg az 1,5 tonnát.A fogyasztó ezt az arányt a számára megfelelő értékre csökkentheti, például 100 kg -ra.
A megrendelt acélhuzal fedett szállítással történő mozgatásakor a csomag súlyhatára 1250 kg. A vasúti szállítás elvégezhető: vagonokban, nyitott kocsikban, nyitott peronokon, speciális és univerzális konténerekben. Minden esetben van eljárás és szabályok az ilyen rakomány vasúti szállításra történő rögzítésére. Ezeket a szabályokat a Vasúti Minisztérium rendelete határozza meg.
A kész elemeket szállítás előtt megjelölik. A szabvány előírásainak megfelelően a következő információkat kell tartalmaznia:
- információs címkék;
- szállítási jelölések;
- speciális manipulációs jelek;
- szükség esetén további feliratok is alkalmazhatók.

A kész termék jelölése
Ezeket az információkat egy címkére nyomtatják, és minden tekercshez csatolják, mérettől vagy súlytól függetlenül. Általában ez a címke tipográfiai módon készül, és oszlopokat tartalmaz a következő információkhoz: védjegy vagy céglogó, termékmegjelölés, főbb jellemzők. A címkén a műszaki ellenőrző szolgálat pecsétje található. Megerősíti, hogy a szállított termékek megfelelnek a szabványoknak. Ez a címke manipulációs jelekkel van ellátva. Azt jelzik, hogy milyen műveleteket lehet végezni ezzel a rakománnyal.
Az ilyen, alacsony széntartalmú acélból készült termékek tárolása nem igényel különleges feltételeket. Ezeket a feltételeket a gyártó és maga a fogyasztó határozza meg.
2 GOST acélhuzalhoz
A GOST szerint az acél anyagok csoportjai megegyeznek a fent leírtakkal. Az alábbiakban ismertetjük, hogy milyen GOST -ot használunk horganyzott acél asszisztensből.
A termékek megfelelőségi jellemzőinek táblázata GOST 3282-74
Így:
- Alacsony széntartalmú acél általános használatra GOST 3282-74.
- Acél hegesztőhuzal GOST 2246-70.
- Alacsony széntartalmú acélhuzal, hidegen húzott GOST 6727-80.
- Kötélhuzal GOST 7372-79.
- Rugóacél szén GOST 9389-75.
- Horganyzott szögesdrót GOST 285-69.
Meg kell jegyezni, hogy mindezen csoportok közül a leggyakoribb és legkeresettebb acélhuzal, amely megfelel a GOST 3282-74 szabványnak. Szegek, hegesztett háló és egyéb tulajdonságok készülnek belőle.
Annak a ténynek köszönhetően, hogy a GOST 3282-74 anyag hőkezelésen megy keresztül, rugalmassá válik, nincs deformációs tulajdonsága és tartós.

Mindenféle kerítés acélhuzalból készül
2.1 Főbb acélhuzal -gyártók
Bármely acéltulajdonság -gyártó azt állítja, hogy a termék árát befolyásoló tényező: az acél típusa és összetétele, hosszúsága, átmérője, keresztmetszeti alakja, valamint a fizikai és kémiai tulajdonságok jellemzői.
Ez annak köszönhető, hogy a gyártási folyamat munkaigényesebb, és aprólékosabb és filigránabb munkát, valamint nagyobb számú folyamatot igényel.

Ezenkívül különféle hardvereket gyártanak acélhuzalból.
A GOST 3282-74 és más fajták népszerű gyártója Oroszországban és a FÁK országokban:
- "BALTIJA-MKZ", lett-orosz JV, LLC, (Riga);
- "TECRUBE SINAQ ZAVODU", (Baku);
- "Fehérorosz Kohászati Üzem", JSC, (Zhlobin);
- Volgogradi Acélhuzalkötél -üzem, JSC, (Volgograd);
- Dneprometiz, JSC (Dnyipropetrovszk);
- Nyugat -szibériai kohászati üzem, OJSC, (Novokuznetsk);
- "Zaporozhye Steel Rolling Plant", JSC, (Zaporozhye);
- Izhstal JSC (Izhevsk);
- "Ipar", JSC, (Csernovci);
- "A kijevi hardvergyár nevét viseli Írott ", JSC, (Fastov);
- "Artictrade Company", LLC, (Moszkva);
- "Krasznij Profinter", Dnyipropetrovszki üzem, JSC (Dnyipropetrovszk);
- "Lepsinsky hardvergyár", állami részvénytársaság "Zerger", (Lepsy).
Minden gyártó hasonló választékot kínál, azonban némelyikük saját jellemzőkkel és különleges ajánlatokkal rendelkezik a fogyasztók számára.
Egy vagy másik gyártó specializálódhat egy bizonyos típus gyártására, például a GOST 3282-74.
Mivel ez a fajta, amint azt már fentebb említettük, a legkeresettebb, és ezért több előnnyel jár.
A megfelelő típusú huzal megszerzéséhez világosan tudnia kell, hogy milyen célokra használják.
Bizonyos esetekben a GOST 3282-74 acél asszisztens nem megfelelő
Ezért nagyon fontos figyelembe venni azt a tevékenységtípust és iparágat, amelyben a fémanyagot használni fogják.

Hidegen húzott acélhuzal műhely
Ha nem biztos abban, hogy melyik típusra lesz szüksége, akkor a legjobb, ha termelési tanácsadókhoz fordul.
A gyártó lesz az, aki nemcsak minőségi terméket tud biztosítani Önnek, hanem tanácsot is adhat a vásárláshoz.
Ügyeljen a GOST-ra, minden gyártó köteles termékeit a normák és követelmények szerint gyártani, gyakran automata vagy félautomata berendezéseken. Minden huzaltípusnak saját méretei lehetnek, amelyek bizonyos tartományon belül változhatnak.
Elengedhetetlen, hogy a szükséges huzal megvásárlása előtt tájékozódjon a szükséges átmérőről és a felhasznált anyag mennyiségéről.
2.2 Hogyan működik az acélhuzal -húzó malom? (videó)
Armatúra portál »Háló» Drót »Fajták és választék alacsony széntartalmú acélhuzalból
Termelés
Az acélhuzal felszabadítását úgy hajtják végre, hogy a huzalrúdot speciális berendezésekre húzzák, további égetéssel egy speciális kemencében vagy anélkül.
A nyitási és rajzolási folyamat technikai szempontból nem különösebben nehéz. Sűrített huzalrudat használnak működő alapanyagként, minden manipulációt húzógépeken végeznek. A fémhengerléshez képest ennek a műveletnek számos előnye van:
- a szerszámgépek automatizált működése növeli a termelékenységet;
- A rajzolás lehetővé teszi ideálisan szabályos alakú termékek előállítását tiszta és vízszintes felülettel - ennek köszönhetően a későbbi feldolgozás mértéke jelentősen csökken, és maga a huzal javítja a mechanikai tulajdonságokat.
Általában a sodrott acélhuzal gyártása több lépést tartalmaz.
- Ebben a szakaszban a maratást végzik, a fő feladat a fém és a vízkő felületi rétegének eltávolítása, ami zavarhatja a rajzot. A felület előkészítését zsírtalanítással, csiszolással, polírozással és az elutasított területek mechanikus vágásával végzik. Mivel komplex kémiai vegyületek lehetnek jelen a skálán, a huzalrúdot 50 fokos hevítésű savas oldatokkal kezelik. Ezt követően a munkadarabot mossák és szárítják, amikor 75-100 fokos hőmérsékletre melegítik speciális szárító kamrákban.
- Ebben a szakaszban hőkezelésre kerül sor, amelynek célja a fém munkadarab lágyabbá tétele, a belső feszültségek mentesítése. Ehhez az anyagot felmelegítik, egy ideig tartják és lehűtik. Ennek eredményeként az acélok tulajdonságai jelentősen megváltoznak, és megkönnyítik a huzalhúzást és az égetési folyamatot.
- Továbbá, egy kalapács segítségével az acéllemezeket lapítják és kiegyenlítik. Ily módon rögzítheti a fémet a húzógép dobjára, hogy átjusson a szerszámon.
- Ebben a szakaszban a rajzolás közvetlenül történik.Ehhez a feldolgozott és lapos nyersanyagokat a lehető legnagyobb sebességgel húzzák a gépre egy kúpos csatornán keresztül. A huzal mennyiségétől függően ez a folyamat lehet egy- vagy többszálú.
- Az utolsó szakaszban égetést hajtanak végre - ezeknek a manipulációknak a fő feladata a fém húzása utáni feszültség minimalizálása. Az acél rugalmassá, szakítószilárdságúvá és merevvé válik, ugyanakkor hajlítható a nyúláshoz és a csavaráshoz, és javulnak az olyan paraméterek, mint az ellenállás és az 1 méteres súly.
Kétféle hőkezelés létezik.
- Fényégetés - inert gázzal töltött kemencében végezzük. Emiatt a fém nem oxidálódik, és nem keletkezik rajta vízkő. A késztermékek világos árnyalatot és nagyon lenyűgöző költségeket szereznek.
- Fekete égetés - ebben az esetben a legegyszerűbb légkört használják, a késztermékek felületén pikkelyek képződnek, így sötét színt vesz fel. Az ilyen huzal költsége sokkal alacsonyabb, mint a könnyű huzalé.
Tekintettel arra, hogy az acélötvözet a gyorsan korrodáló fémek kategóriájába tartozik, a horganyzás gyakran szerepel a gyártási ciklusban. A legjobb és legmagasabb minőségű huzal előállítása tűzihorganyzási technikával történik, mivel ebben az esetben biztosított a cink maximális tapadása közvetlenül a huzalhoz.
A kilépésnél a késztermékek nem félnek a rozsdától, és ugyanakkor fokozott védelemmel rendelkeznek az olyan kedvezőtlen külső tényezők ellen, mint az ultraibolya sugarak, a szél és a hőmérséklet ingadozása. Ezenkívül a horganyzott acélhuzal sokkal képlékenyebb, mint a nem horganyzott, és így tartósabb. Ezt követően a termékeket darabokra vágják és megjelölik.
A GOST 3282-74 szabványnak megfelelően az acélhuzal acélból készül, a jelenlegi No1050 szabványnak megfelelően. A befejezett huzalnak, amelynek keresztmetszete 0,5–6 mm, és amelyet nem végeztek hőkezelésen, a kijáratnál legalább 4 kanyart el kell viselnie, anélkül, hogy megsértené a fémszerkezet általános integritását és megsemmisülését. A cinkkel nem bevont termék felületén a technológiai szabványok lehetővé teszik apró horpadások és karcolások jelenlétét - míg mélységük nem haladhatja meg a késztermékek átmérőjének eltérésének 1/4 -ét. De mindenféle repedés, mérleg és bármilyen méretű film jelenléte szigorúan nem megengedett.
A horganyzott huzal enyhén fehéres bevonattal rendelkezik a felületen, valamint csilloghat - de csak akkor, ha nem rontja a bevonat általános minőségét. Szigorúan tilos az acélhuzal eladása és felhasználása a gyártási folyamatban fémbevonat nélküli területeken és fekete foltokkal.
Típusok és fő méretek
Az acélhuzal két típusra oszlik: cinkbevonatú és nem cinkbevonatú. Ez a bevonat cink. Ezenkívül az acélhuzalt hőkezelik, és nem. A hőkezelés után a termékek világosak és feketék. Az ilyen acélhuzal vastagsága 0,16 mm és 10 mm között van.
A cinkbevonatú termékek mérettartománya 0,2 mm és 6 mm között mozog. Maga a lefedettség két osztályra oszlik: első osztályú és másodosztályú. Az egyik és a másik osztály közötti különbség csak a bevonat vastagságában rejlik. A második osztály összes terméke sűrűbb cinkbevonattal rendelkezik, ezért vastagabb. A második osztály termékei tartósabbak.
Vizsgálati módszerek
A következő módszereket fejlesztették ki a gyártott termékek minőségének megfelelőségének ellenőrzésére:
- súly;
- térfogatos gázometrikus;
- elmerülés.
Megbízhatóságuk az általános statisztikai elmélet mintavételi módszerén alapul. Ezért, ahogy a tapasztalatok azt mutatják, elegendő minden egyes tételből egy mintát venni.
Az első módszer magában foglalja a szemrevételezést és a mérést.A szemrevételezés lehetővé teszi a kiválasztott minta állapotának meghatározását, az észlelt hibák átmérőjének és mélységének meghatározását. Ezeket a paramétereket általában megfelelő mérőműszerekkel mérik. Az acélhuzal átmérőjét és ovális alakját mikrométerrel két síkban mérik. Ezután a kapott adatokat a GOST 6507-78 szabvány szerint ellenőrzik. A horganyzott huzal ilyen méréseinek előfeltétele a túlzott megereszkedés hiánya.

Huzalminőség -ellenőrzés
E módszer alapján a minta felületén elhelyezkedő cink tömegét úgy határozzuk meg, hogy kiszámítjuk a minta és a cink tömege közötti különbség és a minta tömege eltávolított bevonatát. Továbbá a jól ismert képlet szerint kiszámítjuk a számtani átlagot. Az ilyen becslések hibája gondos teszteléssel nem haladja meg a 0,001 g -ot.
Ezután folytassa a minta értékelésével a következő mutatók szerint: hajlítás, nyújtás, szakadás. Ha a kiválasztott minta átmérője nem haladja meg a 0,5 mm -t, lehetőség van a szokásos vizsgálatot a szakadás értékével helyettesíteni a kialakított csomóval.
Ezt követően ellenőrzést végeznek az úgynevezett tekercselésre. Ha az átmérő meghaladja a 6 mm -t, akkor a rúd átmérőjének kétszeresének kell lennie a minta átmérőjénél. Ezután mérik a súly jellemzőit.
Vitahelyzetek megoldására, választottbírósági elemzések elvégzésére használják.
Térfogatos gázometriai módszer.
A vizsgálat előkészítése során távolítsa el a minta teljes cinkbevonatát az acélfelületről. Ebből a célból speciális megoldásba merítik.
A végeredményt több vizsgálati eredmény számtani átlagaként kell kiszámítani.

Hőkezelt acélhuzal
A módszer végrehajtásának sorrendjét a következő műveletsor határozza meg:
- a bemutatott mintából több azonos hosszúságú huzaldarabot választanak ki (a hosszkülönbség nem haladhatja meg a 0,5 mm -t);
- minden szegmenst alaposan zsírtalanítanak (zsírtalanító oldatok lehetnek: alkohol, benzin vagy más alkalmas kémiai oldat);
- majd a cink kémiai tulajdonságait felhasználva feloldják (megpróbálják felfogni az összes felszabadult hidrogént);
- laboratóriumi körülmények között mérik a kapott hidrogén térfogatát;
- az ismert képlet kiszámítja a cink felületi sűrűségét;
- kénsavban vagy sósavban az úgynevezett cinkmarást végzik.
Merítési módszer
Ennél a módszernél a kiválasztott mintát réz -szulfát oldatba merítik. Az oldat sűrűsége 1,116 g / cm3 legyen. 18 ° C hőmérsékleten.
Ebben az esetben az eredményeket a következő sorrendben kell követni:
- Készítsen elő több azonos acélrudat (általában 150 mm);
- zsírtalanítást végezzen desztillált vízzel történő öblítéssel;
- minden acélmintát gondosan letörölnek a folyadéknyomokról és megszárítják;
- majd az elkészített oldatba mártjuk (réz -szulfátot tartalmaz);
- a rudak helyzetétől az oldat felületéig terjedő távolságnak 100 mm -nek, a merítési időnek - 60 másodpercnek kell lennie;
- hat acélmintát vizsgálnak egyszerre;
E vizsgálat után ellenőrizze a rézbevonat maradványait a rudak felületén. Ha legalább egy acélrúd felületén vannak olyan területek, ahol rézbevonat maradványai vannak, a minta nem felelt meg a vizsgálatnak. Az értékelés vizuálisan történik.