9.2 Tulajdonosztályok megjelölése
Az erősségi osztály jelöléseiben használandó szimbólumokat a 14. táblázat tartalmazza.
14. táblázat - A jelölésben használt szimbólumok
|
Erőosztály |
3.6 |
4.6 |
4.8 |
5.6 |
5.8 |
6.8 |
8.8 |
9.8 |
10.9 |
10.9 |
12.9 |
|
Jelölő szimbólum a, b |
3.6 |
4.6 |
4.8 |
5.6 |
5.8 |
6.8 |
8.8 |
9.8 |
10.9 |
10.9b |
12.9 |
|
a bA 10.9 szilárdsági osztályhoz alacsony széntartalmú martenzites acélok használata esetén lásd a 2. táblázatot. |
Kis méretű csavarok és csavarok esetén, vagy ha a 14. táblázatban megadott jelölési szimbólumok a fej alakja miatt nem lehetségesek, akkor a 15. táblázatban megadott jelölési szimbólumok használata megengedett a tárcsázási rendszer rendszeréhez.
15. táblázat - Tárcsázó rendszer a csavarok és csavarok jelölésére
|
Erőosztály |
3.6 |
4.6 |
4.8 |
5.6 |
5.8 |
|
Jelölési szimbólum |
15. táblázat vége
|
Erőosztály |
6.8 |
8.8 |
9.8 |
10.9 |
10.9 |
12.9 |
|
Jelölési szimbólum |
||||||
|
aA tizenkét órának megfelelő pozíciót (referenciajel) fel kell tüntetni a gyártó védjegyével vagy palackjával. bAz erősségi osztályt kötőjellel vagy kettős vonallal kell megjelölni, a 12.9 -es erősségi osztálynál ponttal. |
Csavar pontosság
Egy másik fontos tulajdonság a pontosság. A gyártók két pontossági osztályú terméket gyártanak
A osztály - azt jelenti, hogy a rúd minimális hézaggal illeszkedik a lyukba. A furat átmérője nem haladhatja meg a csavar vastagságát 0,3 mm -rel. Ezt a pontosságot meglehetősen könnyű elérni egy gyártóműhelyben, de szinte lehetetlen egy építkezésen. A B és C osztályú rögzítőelemek a termékrúdnál 2-3 mm -rel nagyobb furatokba szerelhetők.
A csavaros csatlakozás pontossága észrevehetően befolyásolja a szilárdságát és a terhelésállóságát. Különösen, minél pontosabban készül a furat, annál kisebb lesz a rúd tengelyére merőleges terhelések hatása.
Értékelés: / 5 -
szavazatokból
9.1 Szimbólumok
A jelöléseket a 12. és 13. táblázat tartalmazza.
12. táblázat - A szilárdsági osztály anyáinak jelölése a 3.1
|
Erőosztály |
4 |
5 |
6 |
|
|
Alternatív |
vagy megjelölési szimbólum |
4 |
5 |
6 |
|
vagy kódszimbólum (tárcsázási rendszer) |
A végetáblázatok
12
|
Osztály |
8 |
9 |
10 |
121) |
|
|
Változtat- |
vagy a szimbólum az |
8 |
9 |
10 |
12 |
|
vagy egy kód karakter (rendszer |
|||||
|
1) A 12. pozícióban a jelölési pont nem helyettesíthető a gyártó jelzésével. |
13. táblázat - Az anyák jelölése szilárdsági osztályban a 3.2
|
Erőosztály |
04 |
05 |
|
Jelzés |
8.5 A teljes méretű csavarok és csavarok terhelésvizsgálata
A terhelésvizsgálat a következő két műveletből áll:
a) alkalmazások
a megállapított szakítóbiztos terhelés (lásd az ábrát);
b) a maradék mérése
bizonyítási terhelés okozta nyúlás.
A táblázatokban megadott bizonyító terhelést kell alkalmazni a törésnél beszerelt csavarra
tesztelő gép, tengelyirányban. A teljes tesztterhelésnek be kell hatnia
15 másodpercen belül. A szabadon betöltött menetszakasz hosszának meg kell felelnie
egyenlő egy átmérővel (1d).






A csavarokhoz és csavarokhoz, amelyek menete a fejig van, a szabad hossza
a betöltött menetszakasznak, ha lehetséges, egynek kell lennie
átmérője (1d).
A maradék nyúlás méréséhez a csavar vagy csavar végeit kell
megfelelően készüljön fel (lásd az ábrát). A tesztterhelés alkalmazása előtt és a teher eltávolítása után
mérje meg a csavar vagy csavar hosszát egy gömb alakú mérőeszközzel
mérési tippek. A mérési hibák minimalizálása érdekében
kesztyűt vagy fogót kell használni.
A bizonyító terheléses vizsgálat eredménye figyelembe vehető
kielégítő, ha a csavar, a csavar vagy a csap hossza az alkalmazás után
a vizsgálati terhelés ugyanaz marad, mint a terhelés tűréssel történő alkalmazása előtt
± 12,5 μm, figyelembe véve a mérési hibát.
Vizsgálati sebesség, amelyet a csúszás sebessége határoz meg szabadon
ütés, nem haladhatja meg a 3 mm / perc értéket.A vizsgálógép markolatának meg kell lennie
önközpontú, hogy megakadályozza a próbadarab meghajlását.
A tesztterhelés kezdeti alkalmazása során a hatás miatt
néhány véletlenszerű tényező, például az egyenességtől való eltérés,
eltérés az igazítástól (plusz mérési hiba), tartós nyúlás
több is lehet a megengedettnél. Ilyen esetekben rögzítőelemek
újra kell vizsgálni a kezdeti terhelésnél nagyobb terheléssel
3%; a vizsgálati eredmény kielégítőnek tekinthető, ha
az újbóli tesztelés utáni hosszúság megegyezik a vizsgálat előtti idővel (tűréssel)
12,5 μm a mérési hiba esetén).
Teljes méretű csavar
Teljes méretű csavar
Szükséges gömb-kúp érintkezés a mérési pontok és a fúrt között
középső lyukak egy csavar vagy csavar végfelületén
adh - középső sor a GOST 11284 szerint (lásd.
asztal).
2. ábra - Vizsgálati terhelés alkalmazása teljes méretűre
csavarok és csavarok
8.9 Dekarbonizációs teszt: a szén állapotának felmérése a felszínen
Megfelelő mérési módszer alkalmazása (8.9.2.1. Vagy 8.9.2.2.)
a menetszakasz hosszmetszetén ellenőrizni kell, hogy a nem szénmentesített zóna magassága (nem fém E ) és a teljes dekarbonizációs zóna mélysége ( G ) (lásd az 5. ábrát).
Maximális érték G és képletek, amelyek meghatározzák a minimális értékeket E táblázatban találhatók.
1 — teljesen szénsavmentesített zóna ;
2 — részben szénsavmentesített zóna ;
3 — alkotó középső átmérő faragványok ; 4 — alapvető fém ( dekarbonátlan zóna );
H 1 — magasság kifelé faragványok
Rajz 5
— Zónák dekarbonizáció
8.9.1 A fő fogalmak
8.9.1.1 Az nemesfém keménysége a felülethez legközelebb eső (a magból a külső átmérőbe mozgó) terület keménysége, közvetlenül a keménységnövekedés vagy -csökkenés kezdete előtt mérve, jelezve a szénsavasodást vagy a dekarbonizációt.
8.9.1.2 A dekarbonizálás általában az iparilag előállított vasfémek (acélok) felületi rétegének széntartalmának elvesztése.
8.9.1.3 Részleges dekarbonizáció - dekarbonizáció szénveszteséggel olyan mennyiségben, amely elegendő az edzett martenzit halványításához és a keménység jelentős csökkentéséhez a szomszédos nemesfém keménységéhez képest; ugyanakkor a ferritszemcsék nem láthatók a metallográfiai vizsgálatok során.
8.9.1.4. Teljes dekarbonizáció - dekarbonizálás szénveszteséggel olyan mennyiségben, amely elegendő ahhoz, hogy a metallográfiai vizsgálatok során egyértelműen kimutatott ferritszemcséket észleljenek.
8.9.1.5 Karbonizálás - a felületi réteg széntartalmának olyan mértékű növekedése, amely meghaladja a nem nemesfémben lévő tartalmat.
8.9.2 Mód mérések
8.9.2.1 Módszer val vel segítségével mikroszkóp
Ez a módszer lehetővé teszi a paraméterek meghatározását E és G .
A vizsgálati mintát a menet tengelye mentén, a névleges átmérő felének (1/2) felé vágjuk d ) a hőkezelt csavar, csavar vagy csap csapjától. Csiszoláshoz és polírozáshoz a mintát egy szúrógépbe kell szerelni, vagy lehetőleg műanyagba kell ágyazni.
A minta felszerelése után felületét köszörülni és fényezni kell a metallográfiai vizsgálat követelményeinek megfelelően.
A nital (tömény salétromsav etanolban) 3% -os oldatában való maratást általában a dekarbonizáció okozta mikrostruktúra -változások kimutatására használják.
Hacsak az érdekelt felek másként nem állapodnak meg, a mikrostruktúra tanulmányozásához százszoros nagyítást használnak.
Ha a mikroszkóp matt üveggel rendelkezik, akkor a dekarbonizáció mélysége közvetlenül mérhető a skálán. Ha okulárt használnak a mérésekhez, akkor annak megfelelő típusúnak kell lennie, látószöggel vagy mérleggel.
8.9.2.2 Módszer mérések keménység (választottbírósági eljárás részleges dekarbonizáláshoz).
A keménységvizsgálati módszer csak menetszálakkal használható. R ≥ 1,25 mm.
A Vickers keménységmérését három ponton végzik, ábrán látható 6. Értékek E A 13. táblázat tartalmazza. A terhelésnek 300 g -nak kell lennie.

hv2 ≥ hv1—
30;
HV3 £ HV1+ 30;
1,2, 3 — pont mérések ; 4 — alkotó középső átmérő faragványok
Rajz 6
— Mérés keménység v teszt tovább dekarbonizáció
13. táblázat - Értékek H 1 és E
Milliméterben
|
Menetemelkedés Ra, mm |
H 1 mm |
E min b, |
||
|
8.8, 9.8 |
10.9 |
12.9 |
||
|
0,5 |
0,307 |
0,154 |
0,205 |
0,230 |
|
0,6 |
0,368 |
0,184 |
0,245 |
0,276 |
|
0,7 |
0,429 |
0,215 |
0,286 |
0,322 |
|
0,8 |
0,491 |
0,245 |
0,327 |
0,368 |
|
1 |
0,613 |
0,307 |
0,409 |
0,460 |
|
1,25 |
0,767 |
0,384 |
0,511 |
0,575 |
|
1,5 |
0,920 |
0,460 |
0,613 |
0,690 |
|
1,75 |
1,074 |
0,537 |
0,716 |
0,806 |
|
2 |
1,227 |
0,614 |
0,818 |
0,920 |
|
2,5 |
1,534 |
0,767 |
1,023 |
1,151 |
|
3 |
1,840 |
0,920 |
1,227 |
1,380 |
|
3,5 |
2,147 |
1,074 |
1,431 |
1,610 |
|
4 |
2,454 |
1,227 |
1,636 |
1,841 |
|
4,5 |
2,761 |
1,381 |
1,841 |
2,071 |
|
5 |
3,670 |
1,835 |
2,447 |
2,752 |
|
és számára R £ 1 b A követelmények alapján számított értékek |








Keménység meghatározása egy ponton 3 kell elvégezni a szál átlagos menetátmérőjének generátrixán, amely a szál mellett van, amelyen a méréseket végezték. 1 és 2.
Vickers keménységi értéke egy ponton 2 (HV 2 ) legalább a megfelelő értéknek kell lennie a pontban 1 (HV 1 ) mínusz 30 Vickers egység. Ebben az esetben a dekarbonizálatlan zóna magassága E legalább a 13. táblázatban megadott értéknek felel meg.
Vickers keménységi értéke egy ponton 3 (HV 3 ) nem lehet több, mint a megfelelő érték a pontban 1 (HN 1 ,), plusz 30 Vickers egység.
Ez a keménységi mérési módszer nem teszi lehetővé a teljes dekarbonizációs zóna kimutatását a 3. táblázatban megadott maximális értékig.
9.3 Azonosítás
9.3.1 Csavarok és csavarok val vel hatszög és csillag alakú fej
A hatszögletű és Torx fejű csavarokat és csavarokat (beleértve a karimás termékeket is) fel kell tüntetni a gyártó védjegyével és szilárdsági osztályával, a 14. táblázat szerint.
Ez a jelölés minden tulajdonságosztályra kötelező, és a fej tetején emelt vagy süllyesztett karakterekkel, vagy a fej oldalán süllyesztett karakterekkel (lásd a 7. ábrát) van feltüntetve. Karimás csavarok és csavarok esetén a jelöléseket a karimán kell elhelyezni, ha a gyártás során nem lehet megjelölni a fej tetejét.
A jelölés kötelező a hatlapfejű és csillagfejű csavaroknál és csavaroknál, amelyek menetes átmérőjűek d ≥ 5 mm.
a Árucikk jel gyártó .
b Osztály erő .
Rajz 7
— Példák jelölések csavarok és csavarok val vel hatszög és csillag alakú fej
9.3.2 Csavarok val vel hatszög és csillag alakú elmélyül v fej
A csavarokat hatszöggel és csillag alakú foglalattal a "kulcsrakész" fejben fel kell tüntetni a gyártó védjegyével és a 14. táblázatban megadott szilárdsági osztály megjelölésével.
A megjelölés kötelező a 8.8 és magasabb tulajdonságosztályoknál. Javasolt jelölési szimbólumokat alkalmazni a fej oldalán süllyesztett jelekkel, vagy a fej tetején süllyesztett vagy kiemelt jelekkel (lásd 8. ábra).
A jelölés kötelező a névleges menetátmérőjű hatlapfejű és csillagfejű csavaroknál d ≥ 5 mm.
Rajz 8
— Példák jelölések csavarok val vel hatszögletű foglalat v fej
9.3.3 Csavarok val vel félkör alakú fej és négyzet ágy fejlapja
A 8.8 és magasabb szilárdságú négyzet alakú csavarokat a gyártó azonosító jelével és a 14. táblázatban megadott szilárdsági osztály megjelölésével kell ellátni.
Névleges átmérőjű csavarokhoz d ≥ 5
mm jelölés kötelező. A fejen süllyesztett vagy kiemelt jelekkel kell jelölni (lásd 9. ábra).
Rajz 9
— Példa jelölések csavarok val vel félkör alakú fej és négyzet ágy fejlapja
9.3.4 Hajtűk
Csapok névleges menetátmérővel d ≥ 5 mm -es 5.6, 8.8 és magasabb szilárdsági osztályokat süllyesztett táblákkal kell ellátni, a 14. táblázat szerinti szilárdsági osztály megjelölésével és a gyártó védjegyével a csap menet nélküli szakaszán (lásd a 10. ábrát).
Ha a cérnát nem lehet megjelölni a menet nélküli területen, akkor csak a szilárdsági osztályt kell megjelölni a csap anyacsavarján (lásd a 10. ábrát). Rögzített rögzítésű csapoknál, ha lehetséges, használjon jelöléseket az anya végén, csak a gyártó védjegyével.
Rajz
10 — Jelzés csapok
A 16. táblázatban megadott szimbólumokat megengedett a tulajdonságosztályok alternatív jelöléseként.
16. táblázat - Alternatív szimbólumok a csapok jelölésére
|
Erőosztály |
5.6 |
8.8 |
9.8 |
10.9 |
12.9 |
|
Jelölési szimbólum |
9.3.5 Egyéb típusok csavarok és csavarok
Más típusú csavarok és csavarok, valamint speciális termékek megjelölésére, az érdekelt felek megállapodása alapján, a 9.3.1–9.3.4. Pontban leírtak szerinti jelölési módszerek használhatók.
8.6 Szakítómosó vizsgálat teljes méretű csavarokra és csavarokra
A mellbimbómosó szakítóvizsgálatát rejtett fejjel a csavarokra terítik.
Az alátét szakítóvizsgálatát a GOST 1497 szabvány szerinti fémek feszültségvizsgálatához biztosított vizsgálóberendezésen kell elvégezni, az alátét használatával, a 3. ábra szerint.
A csavar menetétől a szorítószerkezet anyájának érintkező felületéig legalább 1 távolságnak kell lennied... A 10. és 11. táblázat szerint méretezett edzett alátét van felszerelve a csavar vagy csavar feje alá. A szakítóvizsgálatot el kell szakítani
csavar.
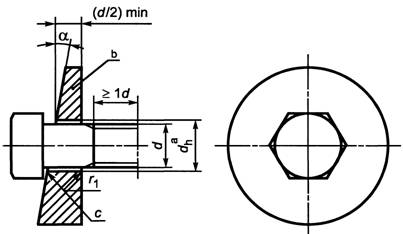
adh—átlagossortovábbGOST 11284 (cm. asztal
10).
b—keménységnemKevésbé
45 HRC;
val vel—sugárvagyletörés
45°
Rajz 3
—Próbatovábbferdemosóteljes méretűcsavarok, csavarok
10. táblázat - Vizsgálja meg az alátéten lévő lyukak átmérőjét
Milliméterben
|
Névleges átmérő |
dha |
r1 |
Névleges átmérő |
dha |
r1 |
|
3 |
3,4 |
0,7 |
20 |
22 |
1,3 |
|
3,5 |
3,9 |
0,7 |
22 |
24 |
1,6 |
|
4 |
4,5 |
0,7 |
24 |
26 |
1,6 |
|
5 |
5,5 |
0,7 |
27 |
30 |
1,6 |
|
6 |
6,6 |
0,7 |
30 |
33 |
1,6 |
|
7 |
7,6 |
0,8 |
33 |
36 |
1,6 |
|
8 |
9 |
0,8 |
36 |
39 |
1,6 |
|
10 |
11 |
0,8 |
39 |
42 |
1,6 |
|
12 |
13,5 |
0,8 |
42 |
45 |
1,6 |
|
14 |
15,5 |
1,3 |
45 |
48 |
1,6 |
|
16 |
17,5 |
1,3 |
48 |
52 |
1,6 |
|
18 |
20 |
1,3 |
|||
|
a |
11. táblázat - Szög alátétek
|
Névleges |
Erőosztályok a |
|||
|
csavarok sima rúdszakasszal ls> 2 d |
csavarok és csavarok |
|||
|
3.6, 4.6, 4.8, 5.6, 5.8, 8.8, 9.8, 10.9 |
6.8, 12.9 |
3.6, 4.6, 4.8, 5.6, 5.8, 8.8, 9.8, 10.9 |
6.8, 12.9 |
|
|
a±°30′ |
||||
|
d£ 20 |
10° |
6° |
6° |
4° |
|
20 d£ 48 |
6° |
4° |
4° |
4° |









A vizsgálat akkor tekinthető kielégítőnek, ha a repedés a magban vagy a szabadban történik
a csavar menetes részét, nem ott, ahol a fej csatlakozik a tengelyhez. Ebben az esetben a minimális szakítószilárdságra vonatkozó követelmény (vagy a folyamat során
szakítóvizsgálatok elvégzése az alátéten, vagy további szakítóvizsgálat elvégzése mosógép használata nélkül) a megfelelő szilárdsági osztályra vonatkozó értékeknek megfelelően.
A fej oldalán található csavarok és csavarok esetében a vizsgálat akkor tekinthető kielégítőnek, ha a törés a menet szabad szakaszában jelentkezik, még akkor is, ha a szakadás pillanatában a fej alatti adapterlemez területére terjed ki, vagy fej.
Sugár pontossági osztályú csavarokhozr1, képlettel kell kiszámítani
r1 = rmax + 0,2
aholr- a fej alatti átmeneti kémény sugara,
ahol
aholda-az átmenő füstcső átmérője;
ds- a csavarrúd sima részének átmérője.
Csavarokhoz és csavarokhoz, amelyek nagy átmérőjű fejfelülete nagyobb, mint 1,7 d, nem bírja az alátéttel végzett szakítóvizsgálatokat, a fej 1,7 átmérőre megmunkálható dmajd ezeket a termékeket a 11. táblázatban leírtak szerint újra lehet tesztelni a földelési veszteség szempontjából.
Ezenkívül olyan csavarokhoz és csavarokhoz, amelyek nagy átmérőjű fejfelülete nagyobb, mint 1,9 d, a mosógép 10 ° -os szöge 6 ° -ra csökkenthető.
Csavar erőssége
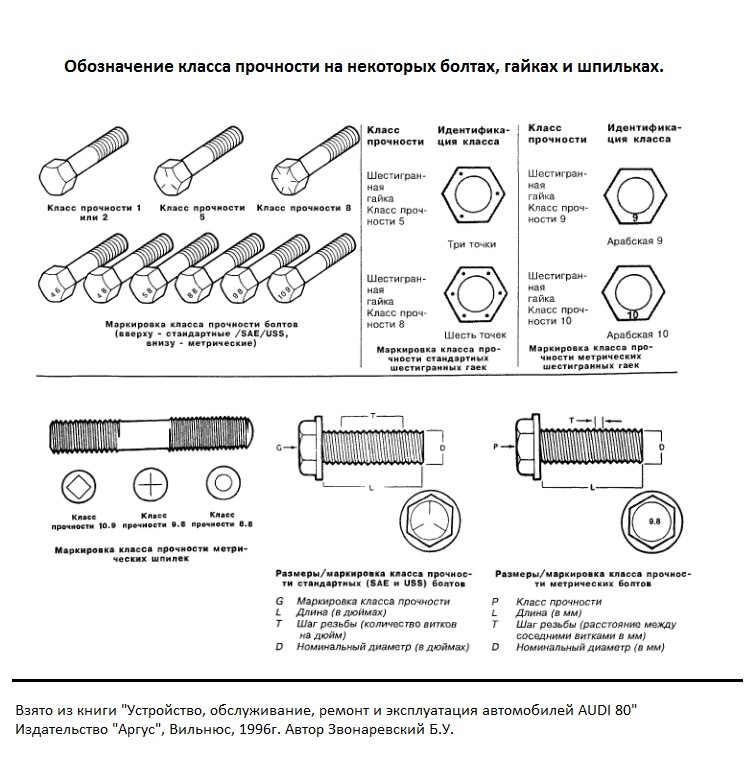
Minden M6 -nál nagyobb menetű csavart meg kell jelölni. A csavarfejet a csavarok szilárdsága jelzi a GOST vagy az ISO szerint, valamint a kialakításukat. Ha egy csavar vagy csavar menete meghaladja az M6 -ot, és nincs jelölés a fejen, akkor az ilyen csavar használatát el kell vetni. Fontolja meg, mit jelent a csavarok szilárdsági osztálya, és hogyan jelenik meg közvetlenül a fejen.
A képen háromféle jelölés látható. A 8,8 -as csavarerősség a leggyakoribb. A csavar szilárdsági osztálya 10,9, ezért erősebb, mint 8,8. Az „X” a csavar fején azt jelzi, hogy a csavar megkeményedett, általában ez a jelölés a propellercsavarokon. A csavarok szilárdsági osztályai 3.6, 4.6, 4.8, 5.6, 5.8, 6.6, 6.8, 8.8, 9.8, 10.9, 12.9. A számok közötti időszak hiányozhat.
Most beszéljünk arról, hogy mit jelentenek ezek a számok. A jelölés első számjegye megegyezik a csavar szakítószilárdságának 0,01 -tel, a végső szilárdság megértése érdekében az első számjegyet elosztjuk 0,01 -gyel, és a szakítószilárdságot MPa -ban kapjuk. A második ábra a csavar folyáshatárának és szakítószilárdságának 0,1 aránya. Ha megszorozzuk a számokat, és az eredményt megszorozzuk 10 -gyel, akkor a folyáshatárt MPa -ban kapjuk. Mondjunk példát a visszafejtésre. A 12.9 csavar erősségét a következőképpen kell megfejteni:
12 / 0,01 = 1200 (MPa) - szakítószilárdság.
12x10x9 = 1080 (MPa) - hozampont.
Az 5,6 -ig terjedő szilárdságú csavarokat leggyakrabban a bútorgyártásban használják, a többit a gépiparban és az építőiparban használják. Ezenkívül a 10.9 és 12.9 szilárdsági osztályt a magas ár miatt különösen kritikus egységek összeszerelésénél használják.
A szabványos hatlapfejű csavarok mellett foglalatos csavarokat, karimás csavarokat, serpenyőfejű négyszögletes csavarokat és másokat is használnak. Ezeknek a csavaroknak a jelölései eltérnek a szabványos csavarokétól. A jelölések hengeres felületre vagy csavarfej alá helyezhetők.
A képen példák láthatók a serpenyőfej csavarján (balra) és a foglalatfejű csavaron (jobb oldalon) lévő jelölésekre.
Vannak olyan csavarok is, amelyeket bizonyos szerelvényekhez használnak; ezek további jelölésekkel rendelkezhetnek. Például a hidak építésére szolgáló csavarokat "ХЛ" jelöléssel lehet ellátni, ami a csavar megengedett használatát jelenti -65 0 ° C -ig terjedő hőmérsékleten. Néha a gyártás során használt acélminőséget feltüntetik a csavarfejeken.
Az erősségi osztályt a csapokon is feltüntetik, azt a hengeres részre alkalmazzák, ahol nincs menet, de két jelentős különbséggel: 1) A csavarokon a jelölés a felszín felett, a csapokon, éppen ellenkezőleg, kinyúlik - a jelölés mélyebbre nyúlik az anyagban. 2) A csapokat az 5.6. Az M12 -nél kisebb csapok átmérőjén néha nem számokat jelölnek, hanem hagyományos jeleket, amelyek mindegyike megfelel egy szilárdsági osztálynak.
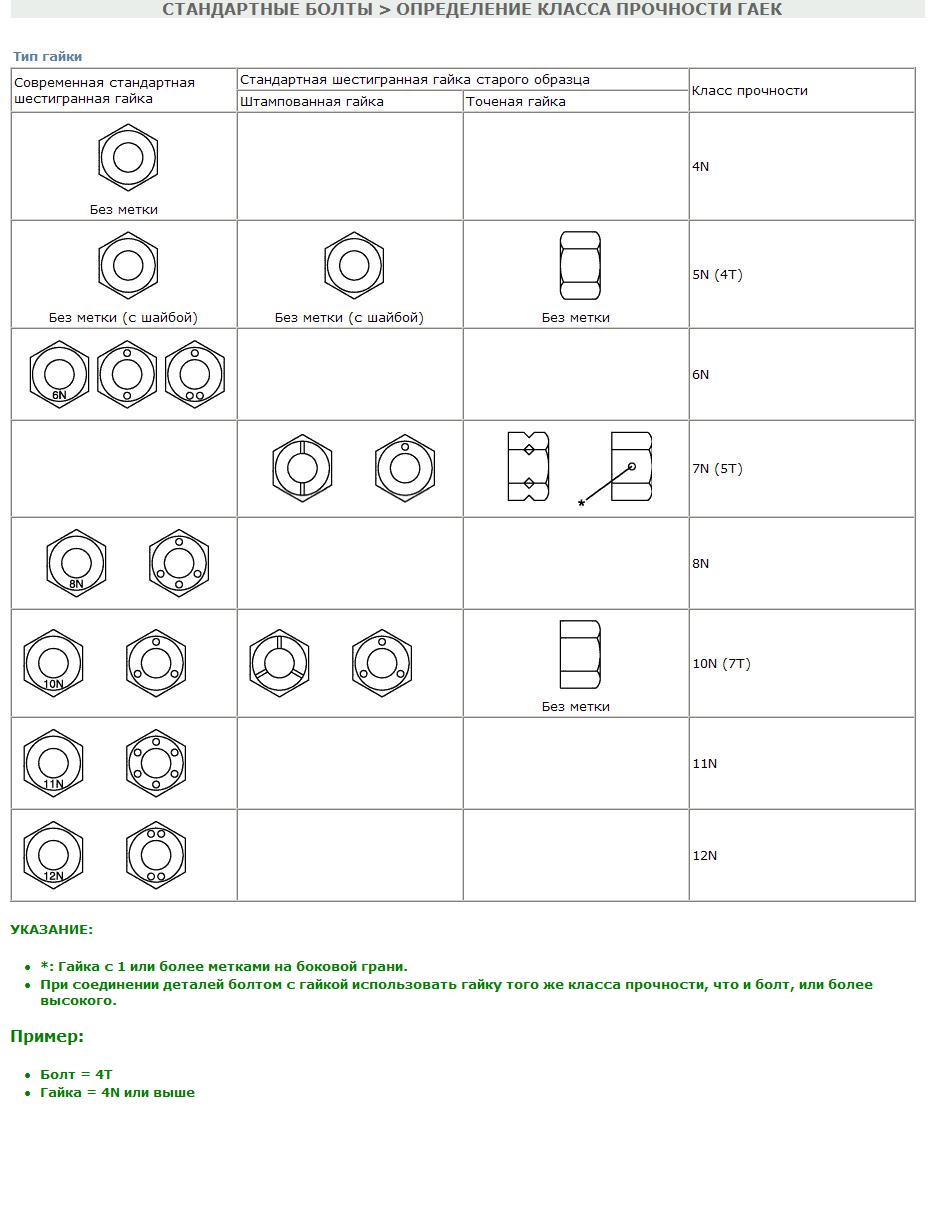
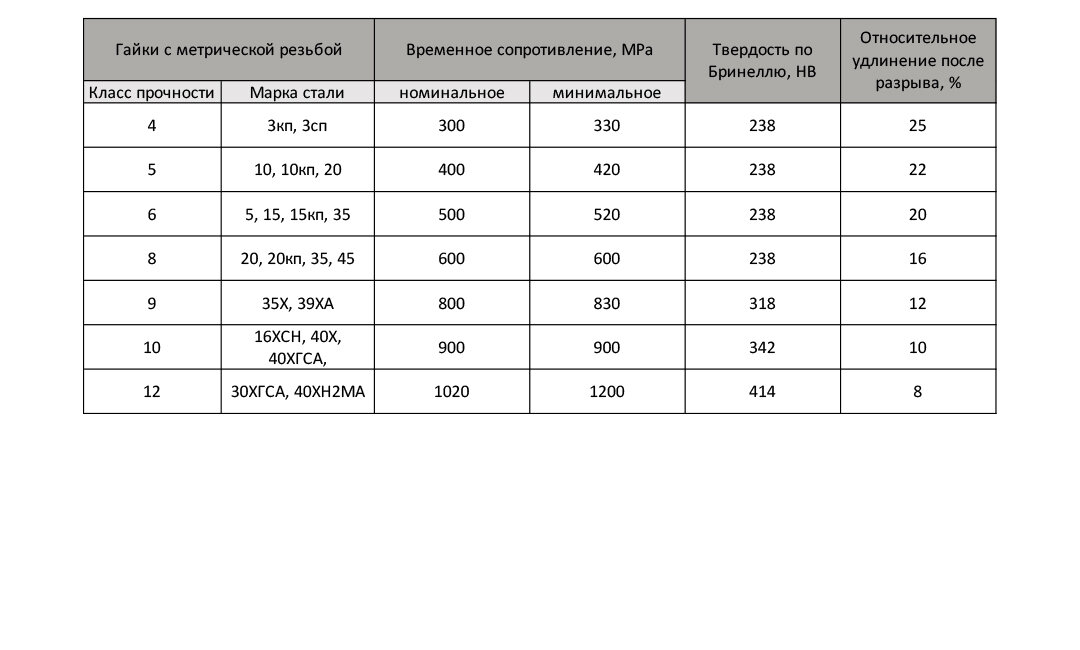
Az anyákat kissé más módon jelölik. Az anya megjelölésekor vegye figyelembe a magasság és a menetátmérő arányát. Az anyák magasságának és átmérőjének aránya szerint az anyákat 5 típusra osztják: 1) alacsony N / d kevesebb, mint 0,8 2) normál, magasság és menetátmérő arányával 0,8 3) magas, 1,2 arányú 1, 5 arányban. 5) Ultra alacsony, általában nincs jelölve.
Az alacsony anyák esetében csak két szilárdsági osztály létezik - 04 és 05. A szakítószilárdság kiszámításához hajtsa 0 -t és szorozza meg 100 -zal. 400, illetve 500 MPa -t kapunk. A kapott érték alapján megvizsgáljuk, hogy az anyát milyen típusú csavarszilárdsággal kell használni.
A normál, magas és extra magas anyáknak 7 szilárdsági osztálya van - 4, 5, 6, 8, 9, 10, 12. Hasonlóképpen szorozzuk meg 100 -zal, és kapjuk meg a szakítószilárdság értékét. Ezért a 8. fokozatú anyát a 8.8 csavarral lehet a legjobban használni. Ilyen esetekben a menet terhelésének eloszlása egyenletes lesz.
Néha vannak más csavarjelzések is, de ez általában nagyon ritka.A csavarok túlnyomó többsége ezen elv szerint van megjelölve.
A következő cikkben megmutatom, hogyan kell kiszámítani a csavart a feszültségre, nyírásra és nyírásra.
Tegyen fel kérdéseket, írjon megjegyzéseket, ossza meg benyomásait a cikkről!
4.2. Nyírócsatlakozások
4.2.1. Hatása alatt a hosszanti
az ízület súlypontján áthaladó erő, ennek az erőnek az eloszlása között
a csavarokat egyenletesen kell venni. Amikor az ízület hajlítására hat
azt a pillanatot, amikor a csavarok közötti erőeloszlást arányosan kell figyelembe venni
távolságok a csatlakozás súlypontjától a kérdéses csavarig (at
háromszög diagramok az erők eloszlásáról a csavarok között, ábra. 2).
Rizs. 2
4.2.2. Nyírócsavarok innen
a hosszirányú erő és a hajlítónyomaték egyidejű hatására szükség van
ellenőrizze az eredményes erőfeszítést.
4.2.3. Becsült
az egy csavar által üthető erőt (kN) kell meghatározni
képletek:
vágásnál -
Nbs = 0,1·Rbs·γb1·A·nb,(4)
összetörni -
Nbp
= 0,1·Rbp·γb1Γb2Γ(t)·ab,(5)
A (4, 5) képletben használt megnevezések:
γb1 —
a munkakörülmények együtthatója, figyelembe véve a csavarok behelyezésének nem egyidejűségét
munka, amelyet a táblázat szerint kell venni. 4;
γb2 —
a munkakörülmények együtthatója, figyelembe véve az erő mentén mért távolságot a szélétől
elem középre a legközelebbi lyuk és a lyukak középpontjai között, amelyek
táblázat szerint kell venni. 5;
A = nd2/4 - számított terület, a csavarrúd keresztmetszete, cm2;
nb - szám
egy csavar számított vágása;
γt) - együttható,
figyelembe véve a csatlakoztatott elemek vastagságát
(6)
t - az eltávolított elemek legkisebb teljes vastagsága
egy irányban;
db —
a csavar szárának névleges külső átmérője, lásd.
4. táblázat
|
kapcsolódási jellemző |
Állapotfaktor |
|
Egy csavar nyírási számításokban és |
1,0 |
|
Többcsavaros nyírási számítások |
0,9 |
5. táblázat
|
kapcsolódási jellemző |
Állapotfaktor |
|
Egycsavaros és többcsavaros |
|
|
1.5 -kord |
0,25 a/d+0,5 |
|
nál nél a ≥ |
1,25 |
Jegyzet. Távolság b nagyobb távolságnak kell lennie a tovább
legalább 0,5d... Másképp
ügy a = b-0,5d.
Becsült erőfeszítések
többcsavaros nyírócsavar egyik csavarjával, egy síkkal fogadható
szelet, be vannak adva.
Becsült erőfeszítések, amelyek lehetségesek
egy többcsavaros csatlakozás egyik M24 csavarjával, zúzáshoz ( Rbp = 1,48·RENSZ, a = 2d; b
= 2,5d), bemutatott .
4.2.4. Mennyiség n csavarok a csatlakozásban hosszirányú erő hatására N (kN) a képlet alapján kell meghatározni
(7)
ahol Qb - egy csavar esetén a kisebb számított erőfeszítés Nbs és Nbpezen ajánlások követelményei szerint kell kiszámítani.
4.2.5. Működés közben felmerülő kapcsolatok
az egyes elemek zúzásának mozgását és a szabványos terhelések hatását
definiálja:
a) at Nbp≤ Nbs - a táblázat szerint. 6.









|
Becsült |
Mozgások |
||||
|
1,0 |
1,1 |
1,2 |
1,3 |
1,4 |
|
|
0,94 RENSZ |
1,0 |
0,8 |
0,75 |
0,7 |
0,65 |
|
1,17 RENSZ |
1,75 |
1,4 |
1,1 |
0,9 |
0,75 |
|
1,48 RENSZ |
3,0 |
2,4 |
2,0 |
1,6 |
1,35 |
|
1,58 RENSZ |
3,5 |
2,8 |
2,3 |
1,9 |
1,6 |
A táblázatban elfogadott megnevezések.
6:
Qtelepülés. —
a csatlakozásra ható erő a tervezett terhelésekből;
Qnormák... - azután
ugyanez a szokásos terheléseknél.
Jegyzet. Az elmozdulások meghatározásakor
minden egyes csatlakoztatott elem zúzása a köztes értékekért K= Qtelepülés/Qnormák
a lineáris interpoláció megengedett.
Megengedett az értékek felvétele
minden egyes csatlakoztatott elem nyírási elmozdulása u, a normatív terhelések hatásától a megadottnál kisebb
táblázatban. 6, míg az egycsavaros kötések tervezési ellenállása a zúzódással szemben
képlettel kell meghatározni
Rbp = K·f·RENSZ,(8)
ahol f
- együttható egyenlő
f = 1,08×u - 0 u
≤ 0,8 mm, (9)
f = 0,57+0,4×u-0,032×u2 - 0.8 u≤ 3,8 mm (10)
Együttható f az elem egyes csatlakozásainak összeomlásának mozgásától függően u megadva;
denevér NbsNbp- a (9), (10) képlet szerint és a (z) szerint; helyettesítés a képletben () Nbp
tovább Nbs.
4.2.6. Az elemek erőssége gyengült
a nyírócsatlakozások lyukait teljes mértékben figyelembe kell venni
a keresztmetszetek gyengítése lyukakkal.
Csavar erőssége
Minden M6 -nál nagyobb menetű csavart meg kell jelölni. A csavarfejet a csavarok szilárdsága jelzi a GOST vagy az ISO szerint, valamint a kialakításukat. Ha egy csavar vagy csavar menete meghaladja az M6 -ot, és nincs jelölés a fejen, akkor az ilyen csavar használatát el kell vetni. Fontolja meg, mit jelent a csavarok szilárdsági osztálya, és hogyan jelenik meg közvetlenül a fejen.

A képen háromféle jelölés látható. A 8,8 -as csavarerősség a leggyakoribb. A csavar szilárdsági osztálya 10,9, ezért erősebb, mint 8,8. Az „X” a csavar fején azt jelzi, hogy a csavar megkeményedett, általában ez a jelölés a propellercsavarokon. A csavarok szilárdsági osztályai 3.6, 4.6, 4.8, 5.6, 5.8, 6.6, 6.8, 8.8, 9.8, 10.9, 12.9. A számok közötti időszak hiányozhat.
Most beszéljünk arról, hogy mit jelentenek ezek a számok. A jelölés első számjegye megegyezik a csavar szakítószilárdságának 0,01 -tel, a végső szilárdság megértése érdekében az első számjegyet elosztjuk 0,01 -gyel, és a szakítószilárdságot MPa -ban kapjuk. A második ábra a csavar folyáshatárának és szakítószilárdságának 0,1 aránya. Ha megszorozzuk a számokat, és az eredményt megszorozzuk 10 -gyel, akkor a folyáshatárt MPa -ban kapjuk. Mondjunk példát a visszafejtésre. A 12.9 csavar erősségét a következőképpen kell megfejteni:
12 / 0,01 = 1200 (MPa) - szakítószilárdság.
12x10x9 = 1080 (MPa) - hozampont.
Az 5,6 -ig terjedő szilárdságú csavarokat leggyakrabban a bútorgyártásban használják, a többit a gépiparban és az építőiparban használják. Ezenkívül a 10.9 és 12.9 szilárdsági osztályt a magas ár miatt különösen kritikus egységek összeszerelésénél használják.
A szabványos hatlapfejű csavarok mellett foglalatos csavarokat, karimás csavarokat, serpenyőfejű négyszögletes csavarokat és másokat is használnak. Ezeknek a csavaroknak a jelölései eltérnek a szabványos csavarokétól. A jelölések hengeres felületre vagy csavarfej alá helyezhetők.
A képen példák láthatók a serpenyőfej csavarján (balra) és a foglalatfejű csavaron (jobb oldalon) lévő jelölésekre.
Vannak olyan csavarok is, amelyeket bizonyos szerelvényekhez használnak; ezek további jelölésekkel rendelkezhetnek. Például a hidak építésére szolgáló csavarokat "ХЛ" jelöléssel lehet ellátni, ami a csavar megengedett használatát jelenti -65 ° C -ig. Néha a csavarfejek jelzik a gyártásban használt acél minőségét.
Az erősségi osztályt a csapokon is feltüntetik, azt a hengeres részre alkalmazzák, ahol nincs menet, de két jelentős különbséggel: 1) A csavarokon a jelölés a felszín felett, a csapokon, éppen ellenkezőleg, kinyúlik - a jelölés mélyebbre nyúlik az anyagban. 2) A csapokat az 5.6. Az M12 -nél kisebb csapok átmérőjén néha nem számokat jelölnek, hanem hagyományos jeleket, amelyek mindegyike megfelel egy szilárdsági osztálynak.
Az anyákat kissé más módon jelölik. Az anya megjelölésekor vegye figyelembe a magasság és a menetátmérő arányát. Az anyák magasságának és átmérőjének aránya szerint az anyákat 5 típusra osztják: 1) alacsony N / d kevesebb, mint 0,8 2) normál, magasság és menetátmérő arányával 0,8 3) magas, 1,2 arányú 1, 5 arányban. 5) Ultra alacsony, általában nincs jelölve.
Az alacsony anyák esetében csak két szilárdsági osztály létezik - 04 és 05. A szakítószilárdság kiszámításához hajtsa 0 -t és szorozza meg 100 -zal. 400, illetve 500 MPa -t kapunk. A kapott érték alapján megvizsgáljuk, hogy az anyát milyen típusú csavarszilárdsággal kell használni.
A normál, magas és extra magas anyáknak 7 szilárdsági osztálya van - 4, 5, 6, 8, 9, 10, 12. Hasonlóképpen szorozzuk meg 100 -zal, és kapjuk meg a szakítószilárdság értékét. Ezért a 8. fokozatú anyát a 8.8 csavarral lehet a legjobban használni. Ilyen esetekben a menet terhelésének eloszlása egyenletes lesz.
Néha vannak más csavarjelzések is, de ez általában nagyon ritka.A csavarok túlnyomó többsége ezen elv szerint van megjelölve.
A következő cikkben megmutatom, hogyan kell kiszámítani a csavart a feszültségre, nyírásra és nyírásra.
Tegyen fel kérdéseket, írjon megjegyzéseket, ossza meg benyomásait a cikkről!