AC vagy DC
A váltóáramú és egyenáramú hegesztés sajátos jellemzőkkel rendelkezik.
Az állandó feszültség fő előnyei: megtakarítás a hegesztési kellékanyagokban az alacsony fröccsenés miatt; kényelem és könnyű munkavégzés; kiváló minőségű varrás; magas hegesztési teljesítmény; a nem tesztelt területek hiánya. Hátránya az egyenáramot szállító berendezések magas költsége. További részletek itt.
A váltakozó áram fő előnyei a következők: a szünetekben működő berendezések könnyűsége és megfizethető ára; könnyű hegesztés; minőségi csatlakozási garancia. A fő hátrányok: az ív kisebb stabilitása; nagy mennyiségű fröccsenés jelentős anyagfelhasználáshoz járul hozzá. Részletek itt.

A korrózióálló acélok különféle módon hegeszthetők. A rozsdamentes acél hegesztésére azonban leggyakrabban két csatlakozási módszert alkalmaznak:
- Kézi hegesztés bevonatos elektródákkal.
- Gázzal árnyékolt volfrám elektróda hegesztés.
A hegesztési módszertől függően más típusú feszültséget használnak, és ennek megfelelően váltakozó vagy egyenáramú elektródákat használnak.
Rozsdamentes acél egyenáramú elektródák
Kezdésként a mesternek el kell döntenie, hogy mely elektródákkal lehet főzni a rozsdamentes acélt. A bevonattal ellátott fogyóeszközök gond nélkül biztosítják az optimális kötési minőséget. A kézi hegesztést általában fordított polaritású állandó feszültség mellett végzik. Ezért a következő márkájú rozsdamentes elektródákat használják: A TsL-11 az egyik legnépszerűbb márka a hegesztők körében; magas króm- és nikkeltartalmú acélokon használják. Az ezekkel a fogyóeszközökkel lerakott hegesztésnek számos előnye van: szilárdság; műanyag; pontosság; kellően magas ütésállóság; fröccsenés nincs.
A TsL-11 az egyik legnépszerűbb márka a hegesztők körében; magas króm- és nikkeltartalmú acélokon használják. Az ezekkel a fogyóeszközökkel lerakott hegesztésnek számos előnye van: szilárdság; műanyag; pontosság; kellően magas ütésállóság; fröccsenés nincs.
Az OZL -8 elektródákat olyan szerkezetek hegesztésére tervezték, amelyek magas hőmérsékleten - akár 1000 ° C -ig - működnek. Ugyanakkor ennek a márkának az előnyei sok tekintetben hasonlóak a TsL-11-hez.
Az NZh-13-at sikeresen használják élelmiszer-acél alkatrészek hegesztésére. Ennek a márkának a fogyóeszközei tökéletesen hegesztik a krómot, nikkelt és molibdént tartalmazó ötvözeteket. Az ilyen elektródák fő megkülönböztető jellemzője egy vékony salak kéregréteg kialakulása, amely spontán elválik.

NII-48G elektródák.
Az alábbiakban felsorolunk néhány népszerű rozsdamentes acél elektródát:
A ZIO-8 hőálló korrózióálló acélokhoz készült.
Az NII-48G elektródákat kritikus szerkezetekkel való munkavégzésre használják.
Az OZL-17U rozsdamentes acélhoz alkalmas olyan környezetben, ahol kén- vagy foszforsav van jelen.
A megfelelő részben a rozsdamentes acél hegesztésére szolgáló elektródák többi márkáját mutatjuk be.
AC elektródák rozsdamentes acélhoz
Nem minden előadó rendelkezik állandó feszültségű berendezéssel. Ezért felmerül a kérdés: lehetséges -e rozsdamentes acél főzése váltakozó árammal?
Vannak ilyen elektródák, például ezek az OZL-14, LEZ-8, TsT-50, EA-400, OZL-14A, N-48, ANV-36 és mások márkák.
A hegesztés volfrám elektródákkal (a képen) gázokban is elvégezhető közvetlen polaritású váltakozó árammal. Ezt a csatlakozási módot a következő esetekben használják:
- vékonyfalú termékek hegesztése;
- megnövekedett követelmények a hegesztésre.
Ezek az információk segítenek az előadónak bármilyen szinten meghatározni, hogy a rozsdamentes acél váltóáramú hegesztésére szolgáló elektródákat milyen specifikus problémák megoldására kell használni.
Következtetésként meg kell jegyezni, hogy az AC rozsdamentes acél elektródái kevésbé kerestek. Ez a tény annak köszönhető, hogy a váltakozó feszültség kevésbé népszerű, mint az egyenfeszültség.
Az állandónak számos előnye van, és a szakemberek sokkal gyakrabban használják.
Szükséges hegesztőberendezések és gázkeverékek
Az alumínium, réz, öntöttvas és rozsdamentes acél ötvözetek hegesztésének leggyakoribb módszerei az argon-ív (TIG) és a félautomata (MIG) módszerek. Mindkét módszer lehetővé teszi inert gáz védőkörnyezet használatát, ami növeli a varrat szilárdságát. A különbség az, hogy a TIG hegesztési séma magában foglalja a kézi huzalbevezetést az ívbe, és a munkát tűzálló volfrám elektróda végzi. A MIG módszerrel a félautomata gépek hegesztőhuzalát mechanikusan vezetik be az olvasztási zónába, amely elektródaként szolgál.

Meg kell jegyezni, hogy a félautomata eszközök drágábbak, de magasabb szintű kényelmet és munkaminőséget biztosítanak. A beépített elektromos áramkör lehetővé teszi a hegesztő félautomata készülék huzal előtolási sebességének szabályozójának elindítását, amely lehetővé teszi a különböző sebességű munkát. Ezzel a módszerrel történő hegesztéshez ki kell választania egy olyan berendezéskészletet, amely nem szerepel az inverter kínálatában, és részben külön vásárolható meg. A következő összetevőket tartalmazza:
- inverteres MIG / MAG gép gáztömlő csatlakozóegységgel, Euro csatlakozóval és hegesztő típusú huzaladagoló áramkörrel;
- pisztoly hegyekkel a különböző huzalátmérőkhöz, fúvóka a gázellátáshoz és a vezérlőgomb;
- Európai tömlő a gázkeverék táplálására és a vezeték átvezetésére;
- gázpalackok a keverékhez, nyomásmérőkkel és reduktorral felszerelve;
- tömlő a hengerekből az inverterbe történő gázellátáshoz, valamint maguk a gázok és a tekercs a megfelelő vezetékkel.
A hegesztőgépnek rendszerint beépített áramköre van a huzalelektróda mozgási mechanizmusának késleltetéséhez a varratzónába történő védőgázzal szemben, ami megakadályozza a munkadarabok oxidációját.
Ami a gáz összetételét illeti, az argont általában tiszta formában vagy héliummal, szén -dioxiddal vagy aktív vegyületekkel keverve használják. A költségek csökkentése érdekében drága inert gázt kevernek 75–80% argon és 20–25% szén -dioxid arányban. Az is lehetséges, hogy a héliumot argonnal különböző arányban kombinálják, és megengedett bizonyos anyagok főzése csak szén -dioxid felhasználásával, de a varrás minősége romlik.
Nehéz esetekben a gázkeverék kiválasztásakor szakemberrel kell konzultálni és referenciaanyagokat tanulmányozni, mert egy fém vagy ötvözet összetétele kétértelmű megoldást igényelhet.

Rozsdamentes alkatrészek hegesztése félautomata készülékkel
A rozsdamentes fémek hegesztése különleges megközelítést igényel az összeillesztendő élek tisztaságához és a munkára való előkészítéséhez. Vastag fémmel végzett munkáknál a széleket 45-60 ° -os szögben kell eltávolítani, és az illesztéseket sarokcsiszolóval tisztítani. Ezenkívül oldószerek segítségével zsírtalanítani kell a hegesztési helyet, és az alkatrészeket 1,5 mm -es réssel kell rögzíteni, hogy a fém teljes vastagságában a lehető legteljesebb behatolást biztosítsák. Ezután be kell állítani az inert gáz vagy gázkeverék ellátását, figyelembe véve a munkadarabok vastagságát.
A félautomata készülékek beállításai a következő arányok alapján történnek:
- 1 mm-nél kisebb fémvastagsággal 0,6-0,8 mm-es huzalt használnak 150 m / h előtolási sebességgel és 6-7 l / min gázárammal;
- az 1,5 mm vastagságú fémet 0,8-1 mm átmérőjű huzallal hegesztik 150-200 m / h sebességgel és 6-8 l / min védőgázzal;
- a 2 mm-es rozsdamentes acél 1-1,2 mm átmérőjű, 200-250 m / h sebességű, 7-9 l / perc gázfogyasztású termékekkel van összekötve;
- 3 mm-es rozsdamentes acél esetén használjon 1,2-1,4 mm-es huzalt, 250-300 m / h sebességgel és 9-11 l / perc gázellátással;
- 4 mm-nél vastagabb alkatrészek esetén 1,4-1,6 mm-es huzalra van szükség, ha 300 m / h felett mozog, és a gázt 11 l / perc feletti áramlási sebességgel szállítják.
Az ívfeszültség a hosszától függ, és 19 V -ról 30 V -ra van beállítva kísérleti kiválasztással, valamint az elektróda kioldásával. Számos csúcskategóriás MIG / MAG inverteren van induktivitás beállítási mód, amely meghatározza a hegesztés mélységét és szélességét.
Az előre beállított értékek tanácsadó jellegűek, és egyedileg kerülnek kiválasztásra a fém összetételétől, huzal típusától, gázkeverékétől és hegesztési sebességétől függően.
Miután kiválasztott egy huzalt a hegesztéshez egy félautomata eszközzel, amelyet a munkadarabok anyagára kell felhelyezni, szükséges, hogy a dobot a tengelyre helyezze, és helyezze be a huzalt az adagolóba. Ezután állítsa be a menetsebességet, amely általában a hegesztőáram erősségéhez kapcsolódik, minél nagyobb a sebesség, annál nagyobb az alkalmazott érték. A munkára való felkészülés utolsó szakasza a gázkeverék paramétereinek beállítása, a feszültség és az induktivitás beállítása.
Fontos, hogy kövesse a félautomata inverter használati utasítását, és kövesse a hegesztés biztonsági szabályait.
Alkalmazási árnyalatok
Manapság számos hegesztési módszert fejlesztettek ki különböző elvek alapján. De nehéz azt mondani, hogy az egyik mód a jobb. Mindegyiknek van előnye és hátránya. De néha kiderül, hogy van értelme csak egy, meghatározott típusú hegesztést használni. Az egyik ilyen típus a por- vagy fluxushuzalú hegesztés.

Töltőhuzal alkalmazási folyamata
Valójában ez a huzal egy cső, amelyben fluxus és fémpor van.
Ilyen követelmények vonatkoznak az osztály anyagára, például használata nem okozhat problémákat a gyújtás és az ívkövetés során. A huzalnak egyenletesen kell olvadnia anélkül, hogy sok szikra keletkezne a hegesztőmedence körül. A kapott salak egyenletesen oszlik el a varrat teljes felületén, és ahogy lehűl, könnyen el kell különíteni.
A varratnak meg kell felelnie a szabályozási dokumentumok minden követelményének, és nem lehetnek rajta hibák - alámetszések, behatolás hiánya, pórusok és repedések. Ezek a tulajdonságok határozzák meg annak lehetőségét, hogy fluxusos huzalt használjunk munkához. Eközben a hegesztőhuzal egyes tulajdonságainak megállapításához kísérleti hegesztést kell végezni. Ehhez vegyen egy görgőt, és hegesztje egy fémlemezre. A hegesztést egyenletesen, a munkaeszköz legalacsonyabb helyzetében kell elvégezni. Az átlag módokat hegesztett fémként hegesztési módként fogadják el. Az ilyen kísérletek elvégzése után világossá válik, hogy mikor és milyen körülmények között van értelme ilyen huzalt használni.

Hegesztési séma töltőhuzal használatakor
Elektródák rozsdamentes acél hegesztéséhez 12X18H10T
A 12Х18Н10Т ausztenites minőségű rozsdamentes acél. Ez a rozsdamentes acél típus a legelterjedtebb, sok iparágban használják: élelmiszeripar, vegyipar és gyógyszeripar. Gyakran hegesztett eszközöket és edényeket, csővezetékek csöveit gyártják ilyen típusú acélból.

TsL-9 elektródák egy csomagban.
Az alábbiakban olyan információkat talál, amelyekkel meghatározhatja, hogy milyen elektródákkal főzze a 12x18n10t rozsdamentes acélt.
A legnépszerűbb márka a TsL-9. A hegesztés minden térbeli helyzetben elvégezhető.
Az OK 61.30 elektródáknak számos előnye van: jó hegesztés; könnyű gyújtás; salak önálló elválasztása.
Az NZh-13 hegesztőanyagokat olyan esetekben használják, amikor a lerakott fémre magas követelményeket támasztanak az ICC-vel szemben.
OZL -14 - fogyóeszközök, amelyeket akkor használnak, ha a hegesztett fémre az IWC -vel szemben nincsenek szigorú követelmények.
Vezetékfajták rozsdamentes acélhoz 12x18n10t
A rozsdamentes acél alkatrészek hegesztéséhez argon ívhegesztést és ugyanabból az anyagból készült adalékot kell használni. Különféle tulajdonságokkal rendelkezhet, amelyek más esetekben is megfelelőek lehetnek. A hosszú termékek 12 × 18N10T acélból készülnek. Az ilyen minőségű töltőanyagnak meg kell felelnie a GOST 18143-72 követelményeinek.
A hegesztő töltőhuzal alkalmazható a gépgyártásban és az élelmiszeriparban, az építkezéseken stb. Nemcsak magas korrózióállósággal rendelkezik, hanem ellenáll a vegyileg agresszív környezeti hatásoknak is. Megfelelő mennyiségű krómot tartalmaz, amely megvédi a rozsdától.
A hegesztéshez hideghúzó technológiával készült termékeket használnak. Meglehetősen alacsony ára van, és ugyanakkor az ilyen feldolgozás megőrzi minden tulajdonságát. Ez a huzal biztosítja a varrás minőségét bármilyen anyag feldolgozásakor.
Rozsdamentes huzal 12X18H10T
Tehát a vízellátó rendszereket gyakran ebből az acélminőségből készült csőszerelvényekből állítják össze. Összeszereléskor és javításkor a 12X18H10T minőségű hegesztési adalékanyag használata optimális.
Ez az acélminőség több változatban kapható. Előállításához meleg vagy hideg hengerléses technológiákat alkalmaznak. Lehetővé teszik 0,2-6 mm átmérőjű termék beszerzését. Ennek a márkájú huzalnak a használatakor szem előtt kell tartani, hogy az átmérő alapján megváltoztathatja egyes paramétereit.
A rozsdamentes acél alkatrészek hegesztése összetett technológiai folyamat, és ha megszegi annak szabályait, az eredmény nagyszámú, nem megfelelő termék lehet. Ennek elkerülése érdekében helyesen kell kiválasztani a huzal anyagát. Az acélból készült huzal 12X18H10T egy speciális termék, és nem biztos, hogy alkalmas a legtöbb ötvözött acélra. A hegesztési anyag kiválasztásának fő szabálya a kémiai összetétel azonosítása. Az ebből a huzalból készült huzal jó, mert az ipar széles skálát gyárt, és általában nincs probléma a választással. Egyébként hegesztéskor előmelegítésre és sima hűtésre lehet szükség. A fűtés gázégővel történik.
Töltőhuzal és jellemzői
A huzal kis keresztmetszetű fémtermék. Sőt, olyan kicsi, hogy méretével összehasonlíthatatlan a hosszával. A huzal előállításához különféle típusú fémeket használnak - vasat, színesfémet és rozsdamentes anyagot.

Flux magos huzal
A termékek külön osztálya a hegesztés. Automatikus és félautomata hegesztésre használják. Elektródák, rudak és egyéb termékek gyártásához használják, amelyeket kézi és automatikus alkatrészhegesztéshez használnak.
Valójában a hegesztésben használt elektródákat helyettesíti. Ezen keresztül áramot szolgáltatnak a hegesztési zónába, amely szükséges az ív meggyújtásához és fenntartásához. Ezenkívül a huzal részt vesz a hegesztések kialakításában, és biztosítja azok fizikai és mechanikai paramétereit.
A hegesztéshez használt huzal előállításához különféle fémeket használnak. Ebben az esetben a kész huzal felhasználási köre megváltozhat. Például alumínium használható hegesztőhuzal gyártásához. Alkalmazható magnézium, alumínium és számos más ötvözetek kezelésére. Ha a huzal rozsdamentes acélból készült, akkor korrózióálló acélból készült alkatrészek hegesztésekor használják.
A hajók építésében leggyakrabban fluxusos huzalt használnak. Ezen kívül van rézbevonatú huzal. Használata minőségi varratok megszerzését jelenti.Nem is olyan régen a huzalt bevonat nélkül használták.

Rézbevonatú töltőhuzal
Amikor huzalt választ hegesztéshez, mindig emlékezzen arra, hogy a piacon többféle hasonló termék létezik. Nemcsak kémiai összetételükben, hanem szerkezetükben is különböznek egymástól az ötvöző komponensek mennyiségében.
A huzalt a felületén vagy a csomagolásán elhelyezett jelek alapján kell kiválasztani. A jelölések tájékoztatják a fogyasztót a huzal fizikai és műszaki paramétereiről, valamint alkalmazási köréről.
Például a GOST 2246-70 szabványban ez egy olyan dokumentum, amely szabványosítja az acélhegesztő huzal műszaki előírásait. Tehát azt írja, hogy ennek a hegesztőanyagnak a gyártásához megengedett alacsony széntartalmú acél (Sv-08AA, Sv-08GA) ötvözött (Sv-08KhN2GMYu, Sv-08KhN2G2SMYU) és erősen ötvözött ötvözetek (Sv-10Kh16N25AM6, Sv-09Kh16N25M6AF).
Ezenkívül a hegesztőhuzal fel van osztva arra, amelyet hegesztésre használnak, és arra, amelyből az elektródákat állítják elő. Rézbevonattal vagy anélkül is gyártható. A megrendelés során minden finomságot az átmérővel, az acélötvözet minőségével és a bevonat jelenlétével kapcsolatban meg kell beszélni.
Előnyök
A töltőhuzalok saját árnyékolásúak és gázárnyékolhatók. A huzal védelmét különféle típusú gázok biztosíthatják. A hegesztőhuzal használata lehetővé teszi:
- A nagy hőáram miatt az elektróda a fém hatására keskeny hőterületet képez.
- A szükséges hatás a kialakított hegesztés fémére a gázösszetétel és a huzalminőség megváltoztatásával.
- Magas termelékenység hegesztés közben.
Önálló árnyékolt fluxusos huzal
A hegesztőhuzal használata nagyszerű lehetőségeket kínál a munka gépesítésére.
Az egyik nyilvánvaló előny az, hogy az elektromos ívhegesztéshez használt huzal miatt csökken a munka elvégzésének fő és segédideje, ennek eredményeként csökkennek a rezsiköltségek és a késztermékek költségei.

Töltőhuzal polírozott felülettel
Kétféle töltőhuzal létezik - polírozott és rézbevonatú. A huzalfelület állapota pedig jelentős hatással van az ív minőségére, a kapott varratra, az olvadt fémcseppek számára és természetesen a hegesztőberendezés megbízhatóságára.
Hegesztőhuzal kémiai összetétele rozsdamentes acélhoz 12X18H10T
A termék tulajdonságait összetétele határozza meg. Ez a márka a következő kémiai elemeket tartalmazza:
| Kémiai elem | Összetétel tartalma,% |
| Szén | 0,11 |
| Szilícium | 0,8 |
| Mangán | 2 |
| Nikkel | 10 |
| Króm | 18 |
| Titán | 1 |
| Vas | Az alapítás |
Elnevezéstan
A 12X18H10T rozsdamentes acél hegesztőhuzalja meglehetősen széles választékkal rendelkezik, és a következő átmérőkben kapható:
- 6;
- 5;
- 4;
- 3;
- 2,5;
- 2;
- 1,6;
- 1,5;
- 1,4;
- 1,2;
- 1;
- 0,8;
- 0,7;
- 0,6;
- 0,5;
- 0,45;
- 0,4;
- 0,3;
- 0,25;
- 0,2.
Márka specifikációk
A 12X18H10T rozsdamentes acél hegesztésére szolgáló huzal az átmérőtől függően megváltoztathatja tulajdonságait. Ezek apró eltérések, amelyeket továbbra is figyelembe kell venni a munkához szükséges anyagok kiválasztásakor. A jellemzők táblázata így néz ki:
|
Huzalminőség |
Töltőanyag átmérője, mm | Melegen hengerelt | Hidegen tekercselt | ||
|
Ideiglenes szakítószilárdság, N / mm2 |
Nyúlás,% 0,1 m -es mintahosszal. |
||||
| 1 osztály | 2. osztály | ||||
|
12Х18Н10Т |
0,2-1 |
590-880 | 25 | 20 | 1130-1470 |
|
1,1-3 |
540-830 |
||||
| 3,1-7,5 |
1080-1420 |
A választás jellemzői
A rozsdamentes acélból készült termékek hegesztése nagyon nehéz folyamat, amely sok törmelékhez vezethet. Ennek elkerülése érdekében nagyon pontosan kell kiválasztani az anyag összetételét. Hegesztőhuzal acél hegesztéséhez 12X18H10T egy speciális termék, amely nem alkalmas minden típusú ötvözött acélhoz. Végül is a kiválasztás fő szabálya a kompozíció azonossága. A legkényelmesebb megoldás az azonos minőségű rozsdamentes acélcsövek hegesztése.Érdemes megjegyezni, hogy amikor egy töltőanyagot választanak a gyártásban, ahol az összes alkotóelem még cserélhető, mindent a kényelem érdekében tesznek, mivel az nemesfém összetétele megváltoztatható, így kényelmes csatlakoztatni ehhez a huzalhoz, és gyakorlatilag nincs probléma más hegesztőanyagok kiválasztásával. ... A magánszektorban a helyzet némileg másképp néz ki, mivel ott elsősorban javításokhoz használnak anyagokat, és pontos választásra van szükség. Miután tanulmányozta az nemesfém és a töltőhuzal összetételét, pontosan meghatározhatja a választást.
A huzalmárka kényelmes, mert széles termékválasztékkal rendelkezik. A szükséges vastagság kiválasztásával nincs probléma. Még azokban a pillanatokban is, amikor nagy szórás és hiba nem megengedett, ha kis méretekről van szó, itt az átmérő lépése 0,1-0,2 mm. Mindez lehetővé teszi, hogy kiváló minőségű hegesztési kötést kapjunk anélkül, hogy problémákat okozna az alapfém átégetése. Természetesen nem mindenkinek van lehetősége a teljes sor birtoklására, ezért a választás során érdemes úgy vezetni, hogy az nemesfém vastagsága egybeessen a huzalátmérő méretével.
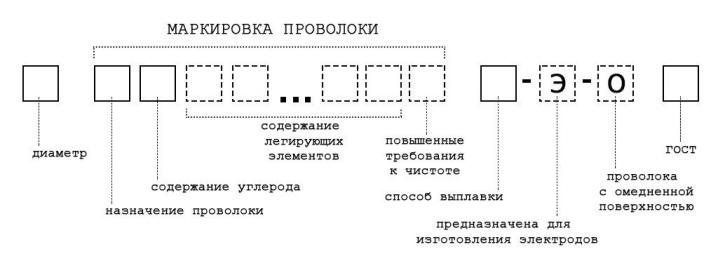
Dekódolás
A huzaljelölés információkat tartalmaz azokról az elemekről, amelyek meghatározzák az anyag alapvető tulajdonságait, és tartalmuk döntő. Ebben az esetben a helyzet a következő:
- 12 - a széntartalom 0,12%;
- X18 - a krómtartalom 18%;
- Н10 - a nikkeltartalom 10%;
- T - a titántartalom körülbelül 1%.
Hegesztési jellemzők
Annak érdekében, hogy a kapcsolat a legmagasabb minőségű legyen, és maga a folyamat során minimális számú probléma merüljön fel, be kell tartania a pontos csatlakozási módokat:
|
Huzalvastagság, mm |
Típusú |
Áramerősség, A. |
| Kézi hegesztés | ||
| 1 2 3 | Karimás fém |
35-60 65-120 100-140 |
| 1 2 3 | Fém fenék helyzet |
40-70 75-120 120-160 |
| Automatikus hegesztés | ||
| 1 2,5 4 | Fenék helyzet |
60-120 110-200 130-250 |
| 1 2 4 | Fenék helyzet adalékanyaggal |
80-140 140-240 200-280 |
12X18H10T acél minőségű hegesztés
Elektródák
A 12x18n10t elektródák gyakran erősen ötvözött fémből készült rudak, alapbevonattal, amely ötvöző alkatrészeket is tartalmaz. Az ilyen elektródák összetétele sok tekintetben hasonló a rozsdamentes acél összetételéhez. Ezért a varratok megfelelő minőségűek és tartósak. De nem ez a fő előnye.
Az elektródák helyes megválasztása nemcsak kiegészíthető, hanem kissé megváltoztathatja a lerakódott fém kémiai összetételét is. Ne felejtse el, hogy olvadáskor az elektróda keveredik az alapfémmel a hegesztőmedencében, így lehetőség van a hegesztés összetételének megváltoztatására.

Ezért a rozsdamentes acél hegesztésére szolgáló elektródákat különös gonddal kell kiválasztani. Valójában segítségükkel jelentősen megváltoztathatja a hegesztési varrat működési jellemzőit
Fluxusok
Néhány szó a fluxusokról. Ezeket rozsdamentes acél hegesztésben is használják. A leggyakrabban használt fluorid fluxusok. Ezeket magas ötvözetű töltőhuzalokkal együtt kell használni. Véleményünk szerint a 12x18n10t típusú acélok hegesztésére a legoptimálisabb fluxus az ANF-5. Nem csak jól védi a hegesztőmedencét az oxidációtól, hanem ötvözi a hegesztett fémet is. Mivel titánt is tartalmaz.
Az ANF-5 fluxus megakadályozza a pórusok kialakulását a hegesztési varratban, ami gyakran előfordul a nagy mennyiségű hidrogén miatt. A fluoridok helyett oxid alapú fluxusok is használhatók.
Módok
Most, hogy kiválasztotta az elektródákat és a fluxust, ideje elgondolkodni a hegesztési módon.
A legfontosabb dolog, amire figyelni kell, az a bemenő hőmennyiség. A hőbevitel az a sebesség, amellyel az áram a hegesztési ívről a fémre kerül.
Rozsdamentes acél hegesztés esetén a hőbevitelnek alacsonynak kell lennie.
Javasolt továbbá kis keresztmetszetű vékony varratok kialakítása. Ezt kis átmérőjű, legfeljebb 3 mm -es töltőhuzal használatával lehet elérni. Kérjük, vegye figyelembe, hogy a rozsdamentes acél elektromos vezetőképessége csökkent.Annak érdekében, hogy ez a funkció ne okozzon fejtörést az Ön számára, másfél -kétszer csökkentse a pálcát az elektródából a szénacél hegesztési pálcájához képest.
Technológiák
Térjünk át a legérdekesebb dologra - a technológiákra. Rozsdamentes acél hegesztésekor használhatja a félautomata hegesztés technológiáját árnyékolt légkörben, ellenálláshegesztési technológiát, hegesztést nem fogyóeszközű elektródával és hegesztést pálcaelektródákkal. V védőgázként leggyakrabban argonot, argon és szén -dioxid keverékét és néha héliumot használnak. Nézzünk meg közelebbről két hegesztési technológiát: az argonív és a nem fogyasztható elektródahegesztés.
A professzionális gyártásban leggyakrabban argon ívhegesztést használnak fogyó és nem fogyó elektródákkal. Ehhez azt javasoljuk, hogy fordított polaritást állítson be és forraljon DC -vel. Védelemként, mivel nem nehéz kitalálni, argongázt használnak. Használhat tiszta argont vagy annak szén -dioxiddal vagy oxigénnel alkotott keverékét. A keverékek használata stabilizálja az ívégést, egyszerűsíti a hegesztés kialakulását és csökkenti a pórusképződés valószínűségét.

Ha úgy dönt, hogy nem fogyasztható elektróda-technológiát használ, akkor állítsa a polaritást egyenirányításra és egyenáramú hegesztésre. Használjon volfrám elektródákat. A váltakozó áram használata lehetséges, de nem mindig tanácsos. Ha a fém nagy mennyiségű alumíniumot tartalmaz (ami ritka), akkor használhatja a "változtatást".
Tegyünk hozzá néhány szót a pálcás hegesztésről is. Ezt a módszert szakszerűtlennek tekintik, és csak otthon vagy kisvállalkozásokban használják, ahol a munka minősége nem kritikus. Ez a módszer akkor jó, ha garázshegesztő vagy, és nem akarsz pénzt költeni további berendezésekre. Csak egy egyszerű inverterre van szüksége, és fel kell vennie az elektródákat. De ha tisztességes minőségű varratokat igényel, javasoljuk, hogy továbbra is védett gázos környezetben válassza a hegesztést. És ilyen munkához félautomata eszközre, gázpalackra és hegesztőhuzalra vagy elektródákra van szüksége. Ez a minimális készlet többé-kevésbé jó minőségű hegesztéshez műhelyben vagy akár garázsban.
A márka jellemzői
Mielőtt folytatnánk a hegesztés részletes leírását, ismerkedjünk meg a 12x18n10t minőségű rozsdamentes acél néhány jellemzőjével.

A legfontosabb dolog, amit tudnia kell, hogy a rozsdamentes acél rendkívül hajlamos a szemcsék közötti korrózióra. Annak ellenére, hogy az általános korrózióállóság meglehetősen magas. De van egy jó hír. A kristályközi korrózió csak akkor fordul elő, ha a fémet kemencében kalcinálják. 500 fokos hőmérséklet elegendő a rozsdamentes acél szerkezetének megváltoztatásához és a korrózió valószínűségének növeléséhez.
A gyártók ezt jól tudják, ezért ötvöző elemeket adnak a rozsdamentes acélhoz. A 12x18n10t márkánk esetében ez titán. Ezt bizonyítja a jelölés végén található "T" betű. Hegesztés előtt ismerje meg az acél pontos jelölését, és győződjön meg arról, hogy ötvöző elemeket tartalmaz. A titán mellett niobiumot használnak, a jelölésben "B" betűvel jelölték.
Használati tippek
A jó kapcsolat elérése érdekében sok hegesztő félautomata gépet használ rozsdamentes huzallal való munkavégzés során. Ez a berendezés megvédi a varratokat az idegen hatásoktól, automatikusan betölti a töltőhuzalt a hegesztési helyre, erőszakkal lehűti, és nehezen elérhető helyeken is használható.
A munka elvégzése előtt érdemes elvégezni az előkészítő szakaszt, vagyis számos tevékenységet elvégezni.
- Távolítsa el a szennyeződést a kezelt felületről.
- Zsírtalanítsa a hegesztést a munkadarabokon.
- Távolítsa el a felesleges nedvességet a felületekről 100 fokos melegítéssel.

Annak érdekében, hogy kis átmeneti varratvastagságot érjen el a hegesztendő alkatrészek között, többféle hegesztési módszert használhat:
- rövid ív módszer;
- tintasugaras átvitel;
- univerzális impulzus módszer.

A rozsdamentes adalékanyaggal végzett munka kiváló minőségű eredményének elérése érdekében a hegesztőnek a következő követelményeknek kell megfelelnie:
- állítsa az égőt negatív szögbe;
- hajtja a fejet 1,2 cm távolságra a fémfelülettől;
- a huzal olvasztását kis adagokban kell elvégezni; itt nem szabad nagy cseppeket használni.

A rozsdamentes huzal hegesztése fontos tulajdonság, amely nélkül nehéz elképzelni a hegesztési folyamatot. A fogyasztók ezt a terméket gombolyagban, tekercsben vagy tekercsben vásárolhatják meg. Ez a sokoldalú nyersanyagfajta magas technológiai tulajdonságokkal rendelkezik, ezért sok iparágban és építőiparban használják.
A hegesztéshez való huzalválasztáshoz tippeket a következő videóban talál.
A jelölés dekódolása
A rozsdamentes hegesztőhuzalt ugyanúgy jelölik, mint az ötvözöttet. Az egyetlen különbség a króm és a nikkel jelenléte nagy mennyiségben rozsdamentes acélban. A tömör rozsdamentes huzal a GOST 2246-70 szerint van jelölve.
A megnevezés a következő betűket tartalmazhatja:
- A - a huzal szabványos mennyiségű foszfort és kénet tartalmaz;
- AA - a fenti anyagok csökkentett mennyiségben vannak;
- Ш - a terméket elektroszlag -újraolvasztással állították elő;
- E - a huzal az elektródák előkészítésére szolgál;
- О - a termék felületén rézbevonat található, ezért a huzalt stabil ívű kritikus csatlakozások esetén használják.
A GOST szabványok szerint az acélhuzal jelölése a következő jelöléseket tartalmazhatja:
- X - hidegen hengerelt termék;
- T - termikusan feldolgozott;
- P - megnövelt gyártási pontosság;
- A TS világos színű fém, amelyben nincsenek oxidok.


Az átmérőtől függően 100 m rozsdamentes acélhuzal hegesztésre a következő súlyokkal rendelkezik:
- 0,5 mm - 0,31 kg;
- 1 mm - 0,62 kg;
- 1,5 mm - 1,4 kg;
- 2 mm - 2, 48 kg.

Hegesztőhuzal típusai félautomata készülékekhez
Normál körülmények között alig több mint egy tucat hegesztőhuzalt használnak, több mint hetven gyártott típusból. Ennek oka a hegesztőgépek többségének ipari jellegzetessége és néhányuk magas költsége. A legnépszerűbb típusok a 0,6–2 mm átmérőjű, 1–5 kg súlyú termékek. A termékeket tömör huzalra és csővezetékre osztják töltőanyag -töltőanyagokkal, amelyek különböző célokat szolgálnak. Kémiai összetételét tekintve lehet alumínium, rézbevonatú, titánnal adalékolt és ötvözött.
Különösen gondosan kiválasztott huzal rozsdamentes acél félautomata hegesztésére, mivel összetételének a lehető legközelebb kell lennie a hegesztendő anyaghoz. Az aktuális paraméterek is fontosak, mivel a rozsdamentes acél hegesztésekor történő túlmelegedés az anyag fizikai tulajdonságainak elvesztéséhez vezet.
Különböző minőségű rozsdamentes acélok csatlakoztatásakor a következő típusú rozsdamentes hegesztőhuzalokat kell kiválasztani:
- a 12X18H9T és 08X18H10T króm-nikkel acélok esetében használja az SV-06X19H9T, SV-01X18H10 vagy az OK Autrod 347 Si analóg argonos analógját;
- a 03X17H14M2 és 08X18H10T típusú acélokat hegesztik SV-01X18H10, SV-06X19H9T és OK Autrod 308LSi minősítéssel inert gázban;
- a króm-nikkel-molibdén összetételű rozsdamentes acélt SV-06Kh20N11M3TB, SV-08Kh19N10M3B és OK Autrod 318 huzalokkal hegesztik argon atmoszférában.
Ezek a huzaltípusok illeszkednek a rozsdamentes acélhoz, és nagy szakítószilárdságot, nyúlást, szívósságot és folyási tulajdonságokat biztosítanak, így a kötés erős és rugalmas lesz a hűtés és a salak eltávolítása után. Ha nagyfrekvenciás inverterrel vagy egyenárammal dolgozik, a hegesztőfürdőben lévő fém nem melegszik túl, ami azt jelenti, hogy az alkatrészek találkozásánál a korrózióállóság nem sérül.
A huzal paramétereit és összetételét a GOST 18143-72 szabályozza, amely meghatározza a minőség és a gyártási módszer értékelési kritériumait.
Ezenkívül a rozsdamentes anyagok és az eltérő acélok összeillesztéséhez folyékony magú huzalt használnak rutil töltőanyaggal. Nehezen hegeszthető, szén-mangán és rozsdamentes acélok hegesztésére használják 80% argon és 20% szén-dioxid gázkeverékben. A por alakú termékek lehetővé teszik a munkavégzést bármilyen helyzetben, és molibdénnel ötvözettek, ami magas fizikai és kémiai tulajdonságokat biztosít a varratnak.
Az E 2209 acélminőséghez az OK Tubrod 14.27, a 317 és a 317L rozsdamentes acélhoz az OK Tubrod 14.25, a 309 osztályhoz pedig az OK Tubrod 14.22 alkalmas. Más fémek hegesztéséhez használhat fluxussal ellátott árnyékoló portermékeket (például SV-000009283), amelyek nem igényelnek inert gáz környezetet.

Milyen elektródákat kell főzni 1 mm -es rozsdamentes acélból.
 A vékony fém hegesztése nemcsak a kezdők, hanem a tapasztalt hegesztők számára is nehéz folyamat. Ennek a folyamatnak számos komplikációja van:
A vékony fém hegesztése nemcsak a kezdők, hanem a tapasztalt hegesztők számára is nehéz folyamat. Ennek a folyamatnak számos komplikációja van:
- a termék erős felmelegedése kiégéshez és lyuk kialakulásához vezethet;
- a magas hevítési hőmérséklet a vékony lemezek geometriájának megváltozásához is vezethet;
- a rövid ív, amelynek segítségével a kapcsolat létrejön, enyhe elválasztással kialszik.
Ezek a problémák jelentősen megnehezíthetik a hegesztési munkát.
Ezért az ilyen nehézségek elkerülése érdekében nagyon fontos tudni, hogy milyen elektródákra van szükség a vékony rozsdamentes acél hegesztéséhez.
Az OK 63.34 vékony fémek hegesztésére szolgál. Ezenkívül a márka tökéletes a vastag falú termékekhez. Az elektródákat jobb salakleválasztás jellemzi.
Az OK 63.20 (a képen) különösen igényesek a csövek és a vékony fém csatlakoztatására. A hegesztési folyamat rövid ideig tartó gyújtással és az ív kialvásával történik.