Lágyítás folyamata.
Maga a lágyítási folyamat abból áll, hogy az alátéteket 550-600 Celsius fokos hőmérsékletre melegítik. Ennek eredményeként a gyártás során a termékeken megjelenő oxidfilm megsemmisül.

A mosógép lassú lehűtése után el kell távolítani a mérleget a felületéről. Ehhez a gyártók a két módszer egyikét alkalmazzák:
- bukdácsolás - a felület mechanikus tisztítása;
- a passziválás egy technológiai eljárás, amely speciális vegyületek képződéséhez vezet a fém felületén, amelyek megakadályozzák a további korróziót.
A bukási módszer olcsóbb és egyszerűbb. Használata nem igényel kifinomult berendezéseket és technológiákat. De jelenleg csak kis termelési volumenű kisvállalatok használják. A nagy gyártók abbahagyták, mivel a fenti előnyök mellett jelentős hátrányai is vannak.
A bukdácsolási folyamat során az alátét deformálódhat. Az ilyen alátétek száma, amelyek elvesztették alakjukat a termékek teljes mennyiségében, meglehetősen nagyok - akár 15%. Ebben az esetben nemcsak az alátét megjelenése romlik, hanem fizikai tulajdonságai is. Általában az ilyen termékek már nem tekinthetők lágyítottnak, mivel a réz tulajdonságai olyanok, hogy amikor egy ilyen anyagból készült elemet több mint 30%-kal meghajlítanak, keményebb lesz. A deformált alátétek keménysége eléri az 55-58 HB-t, míg a lágyított alkatrészek standard keménysége nem haladhatja meg a 45 HB-t.
A bukás másik jelentős hátránya, hogy ezen eljárás során a rézrész felületéről származó oxidfilm teljesen eltávolításra kerül. És egy ilyen bevonat fontos szerepet játszik az alkatrész korrózió elleni védelmében is. Ennek eredményeképpen a védtelen termék nedves levegő hatásának van kitéve, ezért a megjelenése mindössze néhány hét alatt elveszik.
Mindezek a hiányosságok arra engednek következtetni, hogy a bukdácsolás, mint a réztermék vízkőmentesítésének módja, nem igazolja önmagát. Ezért a legtöbb gyártó a passziválást, azaz az alátét felületének inaktív állapotba való átvitelét választja a termékek bemutatásának fő módjaként. Ennek eredményeként a termékek tetszetősek megjelenésükkel, még hosszú idő elteltével is, miután elhagyták a gyártási helyet.
Leírás és cél
Különböző tömítőelemek használatát gyakorolják a csavaros csatlakozások megbízhatóságának és stabilitásának javítása érdekében. A mosó anyagának megválasztását az határozza meg, hogy milyen hatások érik a csatlakozást. A rézmosó a legalkalmasabb ott, ahol állandó üzemmódban vagy szakaszosan magas hőmérséklet és nyomás van. Ezért széles körben használják a mérnöki iparban, amikor nagynyomású mechanizmusokat szerelnek össze. Először is az üzemanyagról és a hidraulikus berendezésekről beszélünk.


A réz alátétek vonzereje a láncfűrész hátoldalához és az autó leeresztő dugójához a következőkkel is összefügg:
- anyaguk nagy vegyszerállósága agresszív környezetben;
- kiváló korrózióállóság;
- a tömítési funkciók megőrzése magas hőmérséklet hatására, valamint a hőmérsékleti rendszer jelentős ingadozásával;
- rezgésállóság;
- az alapvető tulajdonságok szilárdsága és stabilitása jelentős nyomás alatt.

Az ilyen rögzítőelemek autóipari mechanizmusokban is alkalmazhatók, amelyek minden része folyamatosan felmelegszik, miközben nedves. Ez a magas szintű felelősség azt jelenti, hogy ezek az alátétek nagyon igényes követelményeknek felelnek meg. Kulcsfontosságú az adott terméktípusra meghatározott GOST betartása. A megfelelőségi információk megtalálhatók a készlet eredeti csomagolásán és a hozzá tartozó minőségi tanúsítványon.A szükséges tulajdonságok elérése elsősorban az alapanyag jellemzőitől függ.

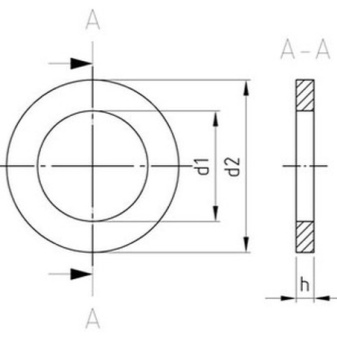
Az alátétek megjelenését egyértelműen leírja a GOST 18123-82. Ennek a szabványnak megfelelően nem szabad eltérni a felület sima formájától. Sorja vagy repedése nem megengedett. A korrózió jeleivel vagy fémcseppekkel ellátott alátétek szintén nem felelnek meg a szabványoknak. A 3,2 mikron feletti érdesség azt is lehetővé teszi, hogy ne fogadjuk el a terméket.
Az ellenőrzési folyamat mindenekelőtt szemrevételezéssel jár. Ha szükséges, pontos vizsgálatot végeznek nagyítón keresztül. Az érdességet a GOST 9378-75 szerinti indikátor-szabványokkal vagy speciális mérőeszközökkel értékelik.

Anyagminőségek
A rézmosó hivatalos jelölése mindig jelzi a porbevonatok jelenlétét. A P29 osztályú termékek horganyzottak és passzívak. A P34 jel azt jelenti, hogy a termék csak passzív. Azokban az esetekben, amikor a szabvány egynél több pontossági osztályt ír elő, a jelöléseket a márka legelején kell elhelyezni. A jelölés összetétele a következőket tartalmazza:
- a végrehajtás típusa;
- a szál szakasza;
- részvastagság;
- vegyi márka;
- feltételes index;
- az alkalmazott bevonat vastagsága;
- alkalmazott szabvány.
Vannak ilyen alapvető szabványok:
GOST 10450-78 (kis termékek)






A réz -alumínium alátét speciális márkájú - SHAM. Az átmérőben különbségek vannak. Más márkák:
DIN 125 (alap)




Hogyan kell megfelelően izzítani
Érdemes réz alátéteket égetni a fúvókák alá, ha csak a belső feszültségek enyhítésére, amelyek elkerülhetetlenül jelentkeznek az anyagfeldolgozás során a gyártásban
De nagyon fontos, hogy ezt az eljárást világosan kövessük. Az eljárást 700 fokra melegítve hajtják végre
Ezután az alkatrészeket simán lehűtjük természetes módon, normál hőmérsékleten, amíg le nem hűlnek +25 Celsius fokig.
A hőkezelést hegesztőpisztoly segítségével végezzük. A lángot különböző palackokból származó oxigén és acetilén segítségével gyújtják fel benne. Egy másik fontos árnyalat - kesztyű és szemüveg szükséges. A munkahely közelében tűzoltó készüléket kell elhelyezni. Miután csatlakoztatta a tömlőket a hengerekhez, 50%-kal ki kell nyitnia az égő acetilénszelepét. A gáz feltüzelése után várjon, amíg narancsvörös láng jelenik meg.

Ezt követően az oxigénszelepet addig nyitják, amíg kék láng nem jelenik meg. Ebben a pillanatban az alátétek égnek. A tüzet a korongra irányítják, és a felület mentén irányítják, így cseresznyevörös ragyogást érnek el. Ezt követően azonnal zárja el mindkét gázszelepet. Ezután, amint már említettük, hagynia kell a termékeket kihűlni.


A réz alátétekre vonatkozó követelmények.
A réz alátétet használó mechanizmusok a technológia legkritikusabb részei közé tartoznak. Nem meglepő, hogy ebben az esetben minden alkatrészre a legmagasabb követelményeket támasztják. A legfontosabb dolog az, hogy a rézmosó megfelel az ilyen típusú termékekhez kifejlesztett GOST -nak.
Ezt a paramétert fel kell tüntetni a kötőelemek csomagolásán. Ezenkívül minden olyan terméknek, amely megfelel a minőségi előírásoknak, rendelkeznie kell ezt igazoló tanúsítvánnyal.
Ami a rézmosó teljesítményjellemzőit illeti, sok függ az előállításához felhasznált nyersanyagok - vagyis a rézlemezek - minőségétől. Az anyagban rejlő összes kiemelkedő tulajdonság, a réztermékek csak akkor jelennek meg, ha a nyersanyagban lévő szennyeződések mennyisége minimálisra csökken. Ezért a réz minősége nagy jelentőséggel bír.
Az alátétek megjelenésére vonatkozó követelményeket a GOST 18123-82 a Szovjetunió idején fejlesztette ki. A termékek felületének a lehető legegyenletesebbnek kell lennie, sorja, repedés vagy forgács nélkül, valamint korrózió vagy fémcseppek nyomai nélkül. Az elem maximális érdessége (Ra) 3,2 mikron.
A gyártási ellenőrző intézkedések végrehajtásakor vizuálisan ellenőrzik a megjelenés minden követelménynek való megfelelését. Ebben az esetben a nagyító kiegészítő ellenőrzési eszközként szolgálhat.A termékek érdességének meghatározásához speciális mintákat használnak, amelyeket a GOST 9378-75 szerint készítettek, valamint mérőműszereket.
Bizonyos esetekben a réz alátétek porszórtak lehetnek. Ez a kezelés javítja a kötőelemek korrózióállóságát. Az ilyen bevonat vastagságát és minőségét az állami szabványok is szabályozzák - GOST 9.302-79.
Általános szabály, hogy a réz kötőelemek nagy gyártói, amelyeknek kialakult gyártási folyamata van, nem spórolnak minden termékük minőségellenőrzésén, és ezt a gyártás minden szakaszában elvégzik, a nyersanyagok kiválasztásától kezdve. Ezért minél népszerűbb a gyártó neve, annál nagyobb a jó minőségű termékek garanciája.
A réz alátétek gyártásának és jelölésének jellemzői.
A réz alátétek gyártásának egyik fontos szakasza a munkadarabok hőkezelése, azaz a lágyítás. A lágyítás során a réztermékeket magas hőmérsékletre (650-700 ° C) melegítik, majd lassan lehűtik. Az ilyen hőkezelés lehetővé teszi a réz plaszticitásának növelését, ami azt jelenti, hogy a réz elem károsodása kizárt, például a termék működési területének éles hőmérséklet -változásával.
Jegyzet! Hosszú tárolás esetén a réz megkeményedhet. A raktárban vagy garázsban hosszú ideig tartózkodó mosógép beszerelése előtt azt kiegészítően meg kell lágyítani
Ezt maga is megteheti. Ehhez fel kell melegítenie a mosógépet a kívánt hőmérsékletre (ezt a rézen megjelenő piros árnyalat alapján határozhatja meg), majd hagyja szobahőmérsékleten lehűlni.
A mosógépen lévő porbevonat jelenléte a termék címkéjén található. Például a P29 alfanumerikus megjelölés azt mutatja, hogy az alátét a horganyzási és passziválási folyamatokon ment keresztül, a P34 pedig csak a passziválást.
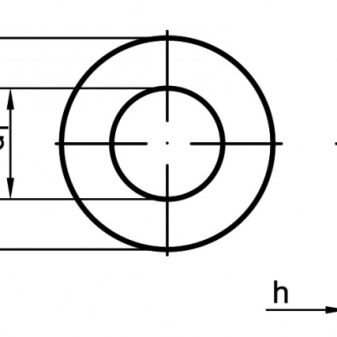
Ezenkívül az alátétek egyéb jellemzőit a termék címkéjén a következő sorrendben tüntetik fel:
- végrehajtási lehetőség;
- rögzítő szál átmérője;
- a termék vastagsága;
- az anyag hagyományos megnevezése;
- anyagminőség;
- fedezet típusa;
- bevonat vastagsága;
- GOST.
Ezenkívül abban az esetben, ha az állami szabvány különböző pontossági osztályokat ír elő egy adott terméktípusra, akkor ennek a paraméternek a betűjelölését a jelölés legelején kell feltüntetni az elem verziója előtt.
Réz alátétek UGMK-OTSM
Az UGMK-OCM alátétek rézből készülnek GOST 1173. Kirovban, a kirovi OCM üzemben gyártják. A termékek külső átmérője 12-56 mm, belső átmérője 6-33 mm. Alátét vastagsága 0,3-5 mm. A hidegen sajtoló műhely havonta több ezer terméket állít elő. A kirovi gyár által gyártott megbízható rögzítőelem régóta megállja a helyét a piacon.
Rendelje meg a terméket a weboldalon. Az értékesítési vezető felveszi Önnel a kapcsolatot a megrendelés részleteinek tisztázása érdekében.
Cégünk kábelsarukat is kínál.
| Termékkód | Termék név | Alkalmazási terület |
| Alátétek autókhoz: anyag - réz, GOST 1173 | ||
| 10 x 14 x 1,5 | 312482-P; 852205 üzemanyagvezeték | |
| 6327 | 10 x 16 x 1,0 | KAMAZ, üzemanyagrendszer |
| 6302 | 10 x 16 x 1,5 | 1/02844/60-KAMAZ, szabályozó burkolat); üzemanyagpumpa; finom üzemanyagszűrő; |
| 11 x 19 x 1,0 | 201-1117120, YaMZ | |
| 6395 | 11 x 19 x 1,5 | 201-1117120, YaMZ |
| 6355 | 11 x 50 x 3,5 | |
| 6354 | 11 x 50 x 4,0 | |
| 6309 | 11 x 50 x 5,0 | ST142-3708771 KAMAZ indítócsap tárcsa |
| 6357 | 12 x 18 x 0,8 | |
| 6315 | 12 x 18 x 1,0 | KAMAZ, üzemanyagrendszer |
| 6332 | 12 x 18 x 1,5 | 1/02984 / 60KAMAZ, üzemanyag. rendszer, fékrendszer |
| 6367 | 12 x 23 x 0,3 | 312472-P |
| 6306 | 12 x 32 x 2,5 | a "Volga" autó indító mágnesszelep reléjének érintkezése |
| 6384 | 12,5 x 20,5 x 1,5 | 312310 |
| 6379 | 14 x 19 x 1,0 | 312326, 852206 |
| 6380 | 14 x 19 x 1,5 | 312326, 852206 |
| 6316 | 14 x 20 x 1,0 | KAMAZ, üzemanyagrendszer |
| 6330 | 14 x 20 x 1,5 | 1/02800/60-KAMAZ, üzemanyag és olaj tisztító szűrő; motor tápellátó rendszer; elektromos szelep felszerelése |
| 6393 | 14 x 20 x 1,7 acél | |
| 6352 | 14 x 20 x 2,0 | |
| 6348 | 14 x 20 x 3,0 | |
| 6378 | 14 x 56 x 2,0 | |
| 6353 | 14 x 56 x 3,0 | |
| 6308 | 14 x 56 x 3,5 | RS25 3708030 indítócsap MAZ |
| 6320 | 16 x 22 x 1,0 | KAMAZ, üzemanyagrendszer |
| 6329 | 16 x 22 x 1,5 | 1/02570/60-KAMAZ alacsony nyomású üzemanyag-szivattyú 312327-P |
| 6358 | 17,5 x 21,5 x 0,3 | |
| 6321 | 18 x 24 x 1,0 | MAZ, üzemanyagrendszer |
| 6331 | 18 x 24 x 1,5 | 1/02599/60 KAMAZ, MAZ, üzemanyagrendszer |
| 6323 | 19 x 28 x 6 | excentrikus autó "PAZ" |
| 6342 | 20 x 26 x 1,0 | KAMAZ, üzemanyagrendszer |
| 6343 | 20 x 26 x 1,5 | 1/02574/60 KAMAZ, üzemanyagrendszer |
| 6377 | 22 x 26 x 1,0 | 309793-P, 312382-P nyomásszabályozó mosó |
| 6376 | 22 x 26 x 1,5 | 309793-P, nyomásszabályozó alátét |
| 6314 | 22 x 28 x 1,0 | KAMAZ, üzemanyagrendszer |
| 6328 | 22 x 28 x 1,5 | 1/02795/60 KAMAZ, üzemanyagrendszer; |
| 6339 | 24 x 32 x 1,0 | KAMAZ, üzemanyagrendszer |
| 6340 | 24 x 32 x 1,5 | 1/02645/60 KAMAZ, üzemanyagrendszer |
| 6337 | 26 x 32 x 1,0 | KAMAZ, üzemanyagrendszer |
| 6338 | 26 x 32 x 1,5 | 1/02578/60 KAMAZ, üzemanyagrendszer |
| 6341 | 28 x 34 x 1,0 | KAMAZ, üzemanyagrendszer |
| 6336 | 28 x 34 x 1,5 | 1/03033 / 60KAMAZ, üzemanyagrendszer |
| 6347 | 28 x 34 x 2,0 | 870625 |
| 6346 | 30 x 37,5 x 2,0 | |
| 6385 | 33 x 38,5 x 1,5 | tengelykapcsoló főhenger dugóhoz |
| 39 x 47 x 1,5 | KAMAZ forgattyúházhoz | |
| 6382 | 39 x 48 x 2,0 | |
| 6366 | 6 x 12 x 1,0 | KAMAZ, tömítés; 312652 |
| 6368 | 6 x 12 x 1,5 | KAMAZ, tömítés |
| 6361 | 8 x 12 x 1,0 | KAMAZ, MAZ tömítés, olajcső |
| 6356 | 8 x 12 x 1,5 | KAMAZ, MAZ olajcső; 852204, 312353 |
| 6300 | 8 x 18 x 1,5 | |
| 6344 | 9 x 15 x 0,7 | 870638 KAMAZ, MAZ injektor |
| 6383 | 9,7 x 17,5 x 1,5 | 6T2-2022-1 |
| 6304 | 1. számú gyűrű- 89x98x0,3 | henger bélés tömítés "Moskvich" járművekhez |
| 6305 | 2. számú gyűrű - 100x110x0,3 | 66-1002024 henger bélés tömítés GAZ-53, 24 |
| 6318 | Bütyök 16x24x4,5 (sárgaréz) | excentrikus autó "UAZ", "Volga" |
| 6317 | Bütyök 19x28x6 (sárgaréz) | excentrikus "Gazelle" autó |
| 6349 | Indító jumper | ST 142-3708091 ST142B mágnesszelep ház KAMAZ |
| 6303 | Lemez 18x25x2,5 lyukú 8. | a "VAZ" autó indító mágnesszelep reléjének érintkezése |
| 6307 | Tányér 18x28x2,7 lyuk 10 | a "Belarus" indító mágnesszelep relé érintkezése |
Hogyan készülnek a réz tömítő alátétek.
A teljes gyártási folyamatot, amelyen a tömítő réz alátétek keresztülmennek, az állami szabványokban meghatározott normák szabályozzák. Ebben az esetben az M1M márka rézét használják nyersanyagként, amelynek összetétele megfelel a GOST 495-92 szabványnak. A szabvány előírásai szerint az anyagnak rendkívül tisztának kell lennie, azaz nem tartalmazhat több mint 0,1% különböző szennyeződést. Ezenkívül a nyersanyagok fizikai tulajdonságaival kapcsolatos követelmények is benne vannak. Például szakítószilárdságának 200-260 MPA szinten kell lennie, és relatív nyúlása is legalább 36%.
Az egyik gyártási szakasz a mosó -lágyítás. Ez az eljárás lehetővé teszi a fém szerkezetének maximális kiegyensúlyozását, vagyis az átkristályosodásból eredő belső feszültség eltávolítását. Ennek a hőkezelési folyamatnak a végrehajtása után a réz kevésbé szilárd lesz, ami növeli rugalmasságát és szívósságát. Ennek eredményeként az ilyen anyagból készült tömítő alátét használata lehetővé teszi a csatlakozás teljes tömítését anélkül, hogy a kötőelemek menetén túlzott nyomást gyakorolnának.
Réz tömítő alátétgyártás
Az alátétek beszerzéséhez hidegen hengerelt M2-es lapot használnak. A bélyegzés során nyersanyagokat kapunk, amelyeket később bukdácsolással dolgozunk fel. A művelet szükséges a forgácsok és sorjak eltávolításához. A réz tömítő alátétek sokféle átmérőben kaphatók, nem csak szabványos méretekben. Ha a tétel nagy, akkor a nagykereskedelmi árak működnek. A réz alátétek rugalmasabbak, mint a szénacél vagy a rozsdamentes acél. Működés közben például a motor különböző hőmérséklet -különbségeket tapasztal
Ennek során fontos, hogy az alkatrészek megtartsák a szükséges rugalmasságot. A réz tömítő alátét tökéletes erre a feladatra.
Ma szinte minden egységben van ilyen elem, mint rézmosó. Az alátéteket közönséges autókban, mezőgazdasági gépekben, valamint speciális építőipari berendezésekben használják. Ezek pótolhatatlanok a szerelvények és mechanizmusok sok alkatrészében.
A réz alkatrészek nagyon ellenállnak a korrozív folyamatoknak. A réz hőmérséklete körülbelül 300 Celsius fok. Az alumínium tervezési hőmérsékleti tartománya 200 fok. Korrózióállóságuk miatt a réz alátéteket széles körben használják a korróziós környezetben működő gépekben.
A réz alátétek gyártásához speciális állami előírások vannak előírva, a technológiai folyamat szigorúan szabályozott.Először is a bérleti tisztaságot kell maximalizálni. A szennyeződések 0,1% tartományban fordulhatnak elő. Ami a relatív nyúlási indexet illeti, ez nem lehet kevesebb, mint 36%.
Az egyik legfontosabb technológiai művelet a réztermékek égetése. Az égetés lehetővé teszi, hogy homogén legyen a fém szerkezete, az égetésnek köszönhetően megszabadulhat a belső feszültségtől. Az égetési folyamat után a réz szívóssága és rugalmassága nő, míg a fém keménysége csökken. Az égetés után a réz alátét lezárt elemként használható. Az égetési folyamat magában foglalja a rézdarab 600 Celsius fokos felmelegítését. Az ilyen hőkezelés után az oxidfilm megsemmisül, a nyersdarabok gyártása során keletkezik. A mérleget passziválással távolítják el. A réz alátétek készítéséhez speciális felszerelés szükséges.
A cikk általános értékelése: Általa megosztva: 2020.06.08
Rézmosók az autóiparhoz
A réz alátéteket úgy tervezték, hogy ott dolgozzanak, ahol más anyag meghibásodik. A réz nem oxidálódik, ellenáll a korróziónak, nem deformálódik magas hőmérsékleten és hőmérséklet -csökkenés esetén, és ellenáll a rezgéseknek. Ezért a réz alátéteket az autóiparban használják. Az üzemanyag- és fékrendszert, a tengelykapcsoló vezérlőhengert, a forgattyúházat és más autóalkatrészeket folyamatosan befolyásolja a nedvesség és a nyomás.
A réz alátéteket alapvetően üzemanyag -berendezések pótalkatrészeként, valamint mezőgazdasági gépek, teherautók és speciális berendezések sebességváltóinak összeszerelésekor, javításakor használják.
A KAMAZ, VAZ, MAZ és más márkájú autók összeszerelésekor a réz alátétek pótolhatatlanok. A konkrét cél határozza meg a termék átmérőjét és vastagságát.