Mi a hideghegesztés és milyen
A hideghegesztés egy speciális típusú nagy szilárdságú ragasztó, amelyet különböző anyagok, köztük az acél összeillesztésére használnak. A kompozíció epoxi ragasztón vagy gyantán alapul, különböző töltőanyagokkal, így biztosítva az alkatrészek nagy szilárdságát. Csak nem mindig lehet magas színvonalú kapcsolatot elérni, ezért sokan panaszkodnak és megtagadják az anyag további használatát. Ennek oka egyáltalán nem a ragasztó rossz minősége vagy alacsony hatékonysága, hanem a kompozíció használatára vonatkozó utasítások be nem tartása.

Annak érdekében, hogy a hideghegesztés biztosítsa a kívánt csatlakozási megbízhatóságot, alkalmazása megfelelő megközelítést igényel. A hideghegesztés használata előtt meg kell értenie annak helyes alkalmazásának sajátosságait. A nagy szilárdságú ragasztó megjelenése után a különböző gyártók elkezdték gyártani. A gyártás megtakarítása érdekében egyes gyártók megsértik a hideghegesztés gyártására vonatkozó szabványokat, ami végső soron befolyásolja a kötések minőségét. Ennek elkerülése érdekében hegesztést csak minőségi tanúsítványokkal kell vásárolnia, amelyek garantálják az anyag hatékonyságát.
A hideghegesztést két típusra osztják:
- Egykomponensű
- Kétkomponensű
És mindkét típusú ragasztóban van epoxi anyag, valamint töltőanyagok - kén, fémpor és más vegyületek. Az összetétel típusa szerint a hideghegesztés száraz és folyékony.
A kétkomponensű szárazhegesztés hengeres csomagolásban történik. Ha szükséges a termék használata, akkor az összetevőket össze kell keverni, és a gyurmához hasonló keveréket kell kapni. Nagyon kényelmes gyurmával dolgozni, ezért hideg, száraz típusú hegesztéssel is biztosítható a csatlakozás még a legnehezebben hozzáférhető helyeken is. Az anyag hatékonysága a kompozíció keverésének minőségétől függ. Mindkét komponenst azonos mennyiségben és alaposan keverve kell használni.

A folyékony hegesztés szintén két komponensből áll, amelyek epoxi és keményítő. Ezeket az alkatrészeket közvetlen használat előtt össze kell kötni. A tapadás minősége és megbízhatósága olyan tényezőtől függ, mint a keverés alapossága. Minél alaposabban keverik össze az anyagokat, annál megbízhatóbb a csomópont.
A hideghegesztést az alkalmazási módok szerint is osztályozzák, amely a beállított technológiai feladatoktól függ:
- Varrat - erős és vízhatlan varrat létrehozására szolgál, amikor nemcsak az alkatrészek összekapcsolására, hanem a tömítettségük biztosítására is szükség van. A hézagkeverék alkalmas, ha meg kell akadályozni a fémcsövek szivárgását stb.
- Pontozott - az ilyen ragasztót pontokban alkalmazzák, ami lehetővé teszi a nagy megbízhatóság elérését, azonban nincs szorosság. Elsősorban kivételes esetekben használják, amikor két rész csatlakoztatásának biztosítására van szükség.
- A Butt egy speciális ragasztó, amelyet fém alkatrészek összekapcsolására használnak. Fenékhegesztés használatakor meg kell érteni, hogy ilyen ragasztóval csak vékony fém csatlakoztatható.
- Tavrovaya - ezt a fajta ragasztót kizárólag elektromos berendezésekben használják
- A csúszó vagy körhegesztés olyan ragasztó, amelyet különböző átmérőjű csövek összekapcsolására használnak. A csúszó ragasztó segítségével különböző átmérőjű csövek csatlakoztathatók, de kizárólag átfedési módszerrel
Ez érdekes! Az összeillesztendő anyagtól függően hideghegesztést különböztetünk meg fém, műanyag, linóleum stb.Egy ilyen ragasztó használata jelentősen csökkenti az egyéb kötési módszerek használatának költségeit.
Specifikációk
Ennek a terméknek számos jellemzője van, amelyeket jellemzői határoznak meg. Természetesen minden márkának lehetnek saját jellemzői, de a legtöbb esetben a következők:
| Elsődleges száradási idő, perc | Teljes száradási idő, óra | A működés minimális hőmérsékleti határa, Celsius fok | A működés maximális hőmérsékleti határa, Celsius fok | Csomag térfogata, gramm |
| 30 | 5 | -40 | +300 | 57/115 |
Ha hideghegesztést használnak magas hőmérsékletű alumíniumhoz, akkor felső határa 700-100 Celsius fok felett lehet. Néhány további, a készítményhez hozzáadott anyag is megváltoztathatja a jellemzőket, de gyakran szűk körűek és nem olyan gyakoriak.
Hideghegesztés választása
A megfelelő márka kiválasztása nagymértékben meghatározza a későbbi javítási művelet minőségét. Ehhez figyelnie kell bizonyos, az Ön számára fontos paraméterekre. Itt meg kell találnia az egyensúlyt az ár és a minőség között, mivel a bevált gyártók meglehetősen drága termékeket kínálhatnak.
Először is figyelni kell arra a hőmérsékleti rendszerre, amelyben az anyag használható. Ennek egybe kell esnie vagy meg kell haladnia azt, amelyben dolgozni fog.
Ezután figyelni kell arra, hogy milyen felületekkel kölcsönhatásba léphet. Végül is vannak olyan kompozíciók, amelyeket csak alumíniumra szánnak, de vannak univerzálisak is.
"Jegyzet! Itt ne felejtsük el az alumíniumból készült fém töltőanyag jelenlétét. Az a tény, hogy egyes univerzális vegyületek, amelyek alumíniumhoz is alkalmasak, nem tartalmazzák ezt a fémet, bár össze vannak ragasztva.
A csomag kapacitása számít, ha gyakran használja ezt az anyagot. Itt minden egyszerű, hiszen minél több anyag van benne, annál viszonylag olcsóbban kerül súlyegységre. A csomagolásnak kényelmesnek kell lennie a tároláshoz és szállításhoz, mert gyakran hideghegesztést kell használni az út és az út javításához. Ha gyakran szükség van sürgős javításokra, akkor az anyagnak gyorsan száradnia kell. Ez a paraméter a különböző márkáknál többször eltérhet.
Alkalmazás jellemzői
Az egyes fajták használatára vonatkozó teljes utasítások a csomagoláson vannak feltüntetve, de ennek a típusnak számos sajátossága van, amelyeket ismernie kell, függetlenül a bemutatott márkától.
- Először is, ha otthon vagy a munkahelyen hideghegesztést alkalmaznak alumíniumhoz, minden eljárást speciális védőkesztyűben kell elvégezni. A lehető legnagyobb mértékben ki kell zárni a bőrrel való érintkezés lehetőségét.
- A felületet, amelyről a munkát végzik, zsírtalanítani kell, és mentes a törmeléktől, lepedéktől és egyéb felesleges tárgyaktól. Ellenkező esetben a kapcsolat minősége romlik.
- A keverék elkészítésekor célszerű nem fémes tárgyakat használni, beleértve a tartályokat is. Ha a ragasztót fém alkatrészek ragasztására tervezték, akkor az ilyen felületeken még közvetlen használat előtt is kevesebb kölcsönhatásba lép.

Hideghegesztési alkalmazások alumíniumhoz
Gyártók és népszerű márkák
Érdemes megismerkedni az alumínium hideghegesztésével a helyes választás érdekében.
- Mastix (Oroszország);
- Weicon;
- Permatex;
- Loctite;
- Poxipol;
- Devcon.










Technológiai folyamat
A radiátorok és fűtőcsövek javításának teljes folyamata, függetlenül attól, hogy milyen anyagból készültek, két szakaszban történik: előkészítő és fő.
Előkészítő munka
Az előkészítő szakasz tartalma attól függ, hogy milyen követelményeket támaszt maga a ragasztókészítmény a javított termékkel szemben, beleértve a tiszta fém jelenlétére vonatkozó követelményt is, amelyre a kompozíciót felviszik.
Abban az esetben, ha az előkészítő szakasz megfelel a ragasztó tiszta fémhez való hozzáférésének biztosítására vonatkozó követelményeknek, akkor a következő lépésekből áll:
tisztítsa meg a javított területet csupasz fémig. Vékony bevonat, például festék és lakk esetén fémkefével végezheti el.Vastag bevonatréteg esetén azonban mechanikus tisztításra lehet szükség speciális kör és daráló segítségével.
Ha egy régi csövet meg kell javítani, akkor a fémre történő lecsupaszítást rendkívül óvatosan kell elvégezni;
a fém tisztítása után a felületet zsírtalanítani kell, például alkohollal vagy más folyadékokkal, amelyek kémiai összetétele lehetővé teszi a fém tisztítását. Ha a hideghegesztés nem igényel kötelező tisztítást a festék- és lakkbevonatokról, a tisztítási lépés azonnal zsírtalanítással kezdődik
A zsírtalanítás vattával vagy más anyaggal történik. Ebben az esetben kívánatos, hogy az ilyen anyag szöszmentes legyen, mivel különben mikrorészecskéi hátrányosan befolyásolhatják a bevonat tisztaságát.
A fő színpad
A következő szakasz a fő, amelynek során maga a javítás hideghegesztéssel történik, amely a következő lépésekből áll:
- a ragasztó előkészítése. A fő szakaszban veszik ki, mivel minden szükséges művelet nagyon gyors végrehajtását igényli, mivel maga a kompozíció nagyon gyorsan megszilárdul, ami műanyag tulajdonságainak elvesztéséhez vezethet, még mielőtt a javított terület;
- egykomponensű kompozíció esetén olyan méretű darabot kell levágni, hogy elegendő legyen befedni azt a helyet, amelyet le kell fedni a javítás elvégzése érdekében. Ezt a darabot olyan mértékben kell gyúrni, hogy olyan műanyag masszát kapjunk, amely a javítandó területen szükséges formát fogja felvenni;
- ha kétkomponensű kompozícióról beszélünk, akkor az ilyen összetétel elemeit egyenlő arányban kell összekeverni a minőségben előírt tömeg elérése érdekében, majd a javítás keretében használatra kész lesz. végrehajtva;
- a következő lépés a kompozíció alkalmazása a javított területre. Amint fentebb említettük, a hideghegesztést gyorsan kell elvégezni, különben a polimerizációs folyamat (azaz megszilárdulás) sokkal korábban következik be, aminek következtében a kiváló minőségű kapcsolat nem fog működni;
- miután a készítményt a javított területre felvitték, ezt a területet védeni kell a környezeti hatásoktól. Ezt meg lehet tenni egy speciális bilincs vagy bilincs segítségével, amelyet a hidegen hegesztett csomagoláson feltüntetett időtartamra kell felhelyezni (ez a kompozíció korlátozó keményedésének időszaka, amely után eléri maximális erejét).
Hideg hegesztésnél ne feledkezzen meg a kéz bőrének védelmére vonatkozó biztonsági intézkedésekről - minden munkát kesztyűben kell elvégezni, és annak elkerülése érdekében, hogy a készítmény ne tapadjon a kezéhez, a felületet vízzel meg kell nedvesíteni (pl. , pamut törlőkendő használatával).
Hegesztés linóleummal
A "hideghegesztés" vagy a "gyorsacél" linóleummal történő hegesztésre engedélyezett. Ezek a következő anyagokból állnak: tetrahidrofurán; lágyítók; polivinil-klorid. A kompozíció lehetővé teszi, hogy az előkészített massza segítségével kissé kiegyenesítse a ragasztandó linóleum széleit. Az ilyen típusú hegesztés fő jellemzője a munka során és a különböző típusú és márkájú linóleummal való viselkedése közötti különbség. A gyártók a ragasztóelemek három fő típusát javasolják:
"A" típusú ragasztó
Akkor használják, ha kellően kemény anyagból készült varratokat kell összeilleszteni. A linóleum ragasztó állagát jelentős folyékonyság jellemzi. Munka közben meglehetősen vékony, tiszta varratot kapunk.
Típus "C"
Ez a hideg acél alkalmas linóleumhoz, amelyet viszonylag hosszú ideig használtak, erős kopása van, és kozmetikai javításnak van kitéve. A ragasztókeverék állaga vastagabb, mint az "A". Ez határozza meg felhasználásának sajátosságait és alkalmazási körét. A munka eredményeként a varrat feltöltődik. Kitölti a rést a linóleum régi csíkjai között.Látható új ragasztócsík képződik a kötési helyen.
"T" típusú ragasztó
Ez a típus linóleum hideg hegesztésére szolgál. Az építőanyag PVC. Poliésztert használnak. A linóleumhoz készült T típusú ragasztó összetételét a termékmódosítás határozza meg. Gyakrabban használják a szakemberek és az építők.
hátrányai
- Az akkumulátorok hegesztését csak kis terhelésekre tervezték, ezért nem alkalmas komoly javításokra, és más módszereket kell alkalmazni;
- A varrat megbízhatósága nagymértékben függ az eljárás technológiájától, mivel ha nem tartják be az összes szabályt, előfordulhat, hogy a kompozíciót nem megfelelően veszik fel;
- Hegesztéskor alkalmazkodnia kell a megadott hőmérsékleti feltételekhez;
- A kapott varratokat nem lehet nagyon tartósnak minősíteni.
Fajták
Az acél fűtőcsövek hideghegesztése népszerű eszköz, amelyet több cég gyárt. A piacon vannak hazai és külföldi gyártók, árban és minőségben egyaránt. Az elismert vezetők ezen a területen a HI-Gear és az Abro. A hazai gyártók között számos speciális márka is található, amelyek "csövekhez" vannak megjelölve. A Polymet és az Almaz népszerűek a gyártók körében.

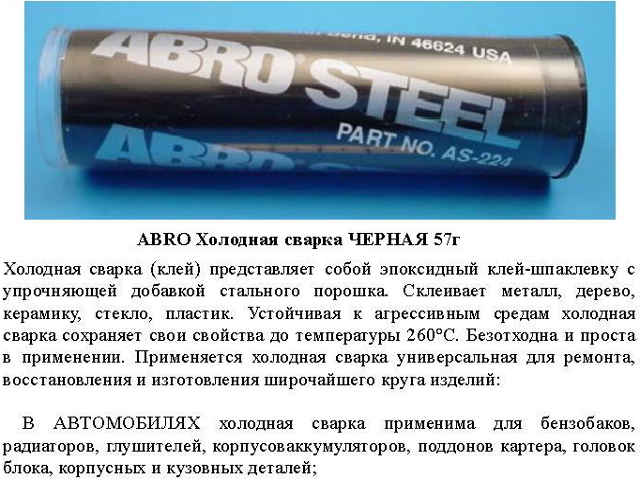
Hideghegesztés HI-Gear és Abro
Fogalmazás
Az anyag a következő elemeket tartalmazza:
- Epoxigyanta - a ragasztó alapja, amely az egész anyagnak homogenitást és plaszticitást biztosít;
- További komponensek - a kötési tulajdonság javítása érdekében, például kén és mások;
- A fém alkatrész felelős az anyag szilárdságának növeléséért szilárdított állapotban és a hosszabb élettartamért.
Specifikációk
A felhasznált anyag jellemzői közé tartozik néhány fő tényező, amelyre figyelni kell. Ez a fajta a következő mutatókkal rendelkezik:
|
Jellegzetes |
Jelentése |
| Minimális használati hőmérséklet, Celsius fok |
-60 |
| Maximális használati hőmérséklet, Celsius fok |
-150 |
| Plaszticitás retenciós idő, min |
5 |
| Mennyi ideig tart a betöltés, óra |
2 |
| A csomag súlya, g |
50 |
Választás
A műanyag és fém csövek hideghegesztése nagyon eltérő lehet. A különbség a kompozícióban található erősítő elemben rejlik. Fémtermékek esetében célszerű azokat a lehetőségeket választani, amelyek illeszkednek a töltőanyaghoz a csövek féméhez. Ennek megfelelően a műanyag fűtőcsövekhez nem kell túl merev márkákat választania. Mindenesetre a folyékony fajták nem alkalmasak a cső felületére.










A fűtőcsövek hideg nyomású hegesztése lesz a legerősebb. Ehhez a leginkább ellenálló anyagokat használják, amelyek nagy szakítószilárdsággal rendelkeznek.
Utasítások a fűtőcsövek hideghegesztéséhez
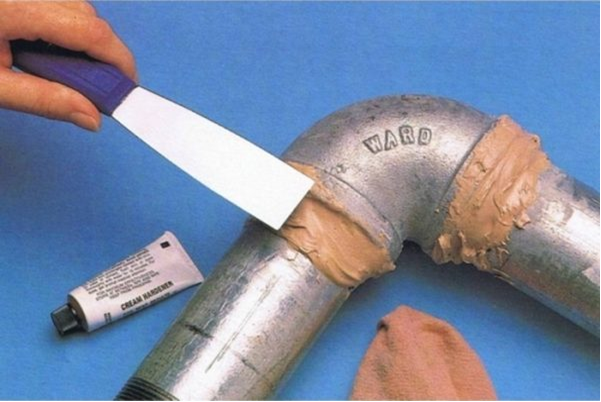
Az első lépés a felület előkészítése, amelyre a kompozíciót felviszik. A szennyeződésektől és porrészecskéktől mentesnek kell lennie, hogy a lehető legtisztább legyen. Ezután szárítani kell. A piszkos és nedves felület több tucatszor rosszabbul tapad össze. Ezt követően levághatja a rúd részét a ragasztóról, a kívánt méretet, és 5 percig gyúrhatja, amíg a lehető legrugalmasabb és puhább lesz.
A ragadós, homogén masszát a repedésre, szivárgásra vagy más problémára kell felhordani. A felületet teljesen be kell fedni a keverékkel. A ragasztó simításához használjon spatulát vagy hasonló tárgyat.
Biztonsági intézkedések
A PVZH és más anyagok hideghegesztése általában nem biztonságos bőrrel és nyálkahártyákkal érintkezve. Ne engedje a közvetlen érintkezést. A munkát védőkesztyűben kell elvégezni. A szeletelő kést ezután nem szabad élelmiszerekhez használni. Véletlen érintkezés esetén a masszával öblítse le a kezét vagy a szemét folyó hideg vízben. Ha komplikációk lépnek fel, akkor jobb, ha orvoshoz fordul.
A hideghegesztés alkalmazásának jellemzői
A fő jellemző az, hogy nagy figyelmet szentelnek az előkészítő szakasznak. Viselkedésének alapossága attól függ, hogy minden jól alakul -e
Még a fűtési csövek hideghegesztésének élettartama is attól függ, hogy az anyag mennyire tapad.
Az öntöttvas radiátorok hideghegesztéssel történő javításának módszerei
 Mielőtt megkezdené az akkumulátor hideghegesztéssel történő javításának módszereinek leírását, meg kell jegyezni, hogy a hideghegesztés ideiglenes megoldás az egyedi szivárgás kiküszöbölésére. A lezárt hegesztési szivárgás több évszakon át állhat a normál kezelés során, de az akkumulátort csak akkor lehet rendesen megjavítani, ha szétszereljük, és a törött részt újra cseréljük.
Mielőtt megkezdené az akkumulátor hideghegesztéssel történő javításának módszereinek leírását, meg kell jegyezni, hogy a hideghegesztés ideiglenes megoldás az egyedi szivárgás kiküszöbölésére. A lezárt hegesztési szivárgás több évszakon át állhat a normál kezelés során, de az akkumulátort csak akkor lehet rendesen megjavítani, ha szétszereljük, és a törött részt újra cseréljük.
Egy másik szempont, amire figyelni kell, a tapasz mérete és a különböző sérülések kijavításának lehetősége. Ha egy kis szivárgás keletkezett a szakaszban, akkor a hideghegesztés gyorsan és hatékonyan megbirkózik egy ilyen feladattal
Egy másik dolog, amikor nagy rés keletkezett a fémben, itt további megerősítést kell használni - a hideghegesztéssel felvitt első réteg mellett folyékony ragasztót és kötszert kell készíteni. A legnehezebb eset pedig az, amikor egy egész fémdarab szakad le az ütéstől. Az ilyen javítások hideghegesztéssel nem lehetségesek, itt azonnal le kell zárni a hűtőfolyadék -ellátást, és hívni kell egy javítócsapatot.
Apró szivárgások javítása a szakasz függőleges felületén
Ha szivárgás keletkezett a szakasz külső vagy belső felületén, és a repedés mérete nem haladja meg az 1-2 cm hosszúságot a munkához, akkor a hideghegesztés mellett egy fémkefére, 100 és 200 csiszolópapírra és hígítót vagy alkoholt.
A munka megkezdése előtt le kell zárni a hűtőfolyadékot az akkumulátorhoz, és lehetőség szerint le kell ereszteni róla a vizet.
Fém ecsettel kell lemosni a festéket a repedés mindkét oldalán 1-1,5 cm távolságban. Ezt követően először 100 szemcsés csiszolópapírral, majd 200 után végezzen egy tisztítást, hogy a jövőbeni folt helyén a folt tiszta fém legyen.
Ezt követően a ragasztót előkészítik, és a radiátor felületét zsírtalanítják. A patch felületére hideghegesztést alkalmaznak a radiátorhoz úgy, hogy a tisztított fém és a radiátor felületén lévő festék között 1-2 mm-es rés legyen.
A ragasztó felhordása után aktívan préselik és hagyják kristályosodni az utasításokban megadott ideig.
Szivárgás javítása a radiátor szakaszok illesztéseinél
 Ez a javító tok jobb minőségű szivárgásmentesítést tesz lehetővé. A lényeg az, hogy a csövek és hengeres felületek javítása könnyebb, mint a sima felületen lévő repedések javítása. Ebben az esetben a szokásos műanyag tömeg mellett a jövőben kétkomponensű ragasztót használhat további kötéssel, hogy növelje a kötés szilárdságát.
Ez a javító tok jobb minőségű szivárgásmentesítést tesz lehetővé. A lényeg az, hogy a csövek és hengeres felületek javítása könnyebb, mint a sima felületen lévő repedések javítása. Ebben az esetben a szokásos műanyag tömeg mellett a jövőben kétkomponensű ragasztót használhat további kötéssel, hogy növelje a kötés szilárdságát.
A szakaszok csomópontjavításakor nemcsak a szivárgást, hanem a csomópont teljes kerületét is megtisztítják. Az a tény, hogy a helytelenül összekapcsolt, már meglévő szivárgással rendelkező szakaszok a jövőben lehetővé teszik a hűtőfolyadék áthaladását a teljes kerületen, mivel a mechanikai tömítettség megszakad.
A műveletsor a következő:
- Az akkumulátor le van választva a hűtőfolyadék -ellátásról;
- A teljes felületet az ízület kerülete mentén tisztítják;
- Ragasztó kompozíció készül;
- A ragasztó felhordásának helyét zsírtalanítják;
- A szakaszok kötésének teljes kerületén hideghegesztési réteget alkalmaznak;
- Miután az első réteg megszáradt, folyékony ragasztókészítményt készítünk;
- A helyére folyékony ragasztóréteget visznek fel, majd üvegszálas csíkot alkalmaznak, és ismét ragasztóréteget helyeznek rá.
- Az eredmény rögzítéséhez 3-4 fordulatot végeznek a ragasztó kötelező impregnálásával;
- Ezt követően fémbilincset helyeznek a tetejére, és csavarral rögzítik.
Az anyák és a gumibetétek szivárgásának javítása
 Ezeken a helyeken a javításokhoz általában műanyag hideghegesztést használnak a radiátorokhoz. A korábbi esetekhez hasonlóan a szivárgás helyét a festéktől a fémig megtisztítják. Tisztításkor ajánlatos a vonóhorog egy részét eltávolítani a kötésről 1-1,5 mm mélységig, ez lehetővé teszi a kötési hely megerősítését hideghegesztéssel.
Ezeken a helyeken a javításokhoz általában műanyag hideghegesztést használnak a radiátorokhoz. A korábbi esetekhez hasonlóan a szivárgás helyét a festéktől a fémig megtisztítják. Tisztításkor ajánlatos a vonóhorog egy részét eltávolítani a kötésről 1-1,5 mm mélységig, ez lehetővé teszi a kötési hely megerősítését hideghegesztéssel.









Tisztítás és zsírtalanítás után az előkészítési és hideghegesztési folyamat megegyezik a korábban leírt esetekkel.
Így a hideghegesztés messze a legjobb eszköz az öntöttvas radiátorok ideiglenes javításához.
Hegesztési osztályozás
Típus és alkalmazás módja szerint osztályozhatja a különböző anyagokat.
- A legnépszerűbb univerzális ragasztó fémhez, fához, műanyaghoz és kőhöz.
- Különböző típusú műanyagokhoz.
- Linóleum és keménygumi varratok hegesztésére.
- Fémekhez és fémtermékekhez. Autóalkatrész javítás. Gáztartályok, elosztók, kipufogócsövek.
- Speciális vízálló keverék a vízvezeték javítására szivárgásokból.
- Ragasztók a nagy mechanikai igénybevételnek kitett felületek rögzítésére.
- Kétkomponensű hideghegesztés magasabb hőmérsékletekhez.
Szerkezete szerint kétkomponensű hideghegesztésben és egykomponensűben különbözik. Konzisztencia kétrétegű henger formájában, amelyben a külső rész keményítőből, a belső rész pedig epoxigyantából készül, különféle adalékokkal, a felhasználás céljától függően. Vagy két csőben, hasonló összetevőkkel, csak pépes állapotban.

A tömítőanyag áttekintése
Ebben az áttekintésben két márkát jegyezünk meg. Az első a tisztességes jellemzők miatt, a második és a harmadik a népszerűségük alapján.
"Anles Uniplast" - 4 típus készül. A kompozíciót alumínium vagy bronz por erősíti. Szintén titán -dioxiddal töltött "kerámiák" és szervetlen töltőanyaggal ellátott "univerzális", ezen tömítőanyag -sorozat fokozott tapadása és tapadási szilárdsága jellemzi. Könnyen kézzel keverhető, erősen tapad sok ismert anyaghoz, még olajos és nedves is.
Alkalmas közvetlenül függőleges felületeken történő munkavégzéshez. Azt állítják, hogy lehetőség van a víz alatti kikeményedésre. Örökre megállítja az áramlást. Hőállóság 250-300 ° C-ig. Fagyasztott formában bármilyen mechanikai kezelés lehetséges. A gyártó úgy véli, hogy ez a termék jobb, mint a jól ismert Poxipol. Az ára demokratikus.
A "Mastix" hűtőtömítő alkalmas minden típusú jármű, valamint mezőgazdasági gépek radiátorainak gyors és megbízható tömítésére. Színes és vasfémek ötvözeteinek javítása esetén, +150 és -10 fok közötti üzemi hőmérsékleten. Javítást biztosít nedves és olajos felületeken. Igaz, az erő 20-25%-kal csökken, ami sok.
Ezért jobb előkészíteni a felületet és zsírtalanítani. A gyurmát 7 percen belül kell felhordani, 15 perc alatt megkötni. Szükség esetén 1,5 óra múlva megmunkálható. Az ár több mint demokratikus az írás idején, nem több, mint 50 rubel a standard csomagért.
A "Titan" hideghegesztés kiváló tömítőanyag minden típusú PVC -hez. Ragasztja a kemény polisztirolt, poliésztert, poliuretánt és hasonló anyagokat. Különféle háztartási gépek és kézi elektromos szerszámok javítása ABS műanyagból. PVC, linóleum műanyag padlóburkolatok varratainak összeolvasztása.
Átlátszó konzisztencia, a munkaidő legfeljebb 10 perc. A teljes kötési idő 1 nap, a PVC csövek esetében 2 nap. Lejárati idő 12 hónap. Rugalmas, vízálló és hőálló. Egy 100 ml-es csőben értékesítik, ami meglehetősen alacsony munkaköltség, amely 35-45 futóméterhez elegendő.

Kompozíciók autókhoz
Ebben a cikkben alapvetően nem érdemes megemlíteni az autósok egyéni összetételét. Szinte minden típusú hideghegesztés alkalmas rájuk. Vegye figyelembe, hogy a ragasztók nagy része fémrel van töltve.Ha más töltőanyaggal van felszerelve, akkor ritka kivételekkel autószerelők számára is alkalmas.
Alternatív megoldásként ön is hozzáadhat fémport az erő növelése érdekében. A kompozíciókat gyakran használják autókhoz fémfelületek alapozásakor, megszüntetve a radiátorok lyukait és lyukait. Kipufogórendszerek javítása. Menet helyreállítás, alkatrészek csatlakoztatása lecsupaszított menetekkel. A kis alkatrészek szoros rögzítése.
Üzemeltetési feltételek
A feltételek meghatározásához tudnia kell, hogy milyen hőmérsékleten tart a hideghegesztés. A kompozíció fő veszélye az első órák, amikor még nem fagyott meg. Ekkor a kizsákmányolás általában nem ajánlott. Az első három órában jobb, ha egyáltalán nem ér hozzá az alkatrészhez. Egy nap elteltével ugyanolyan körülmények között használható, mint korábban. A hőmérsékleti határokat általában a csomagoláson tüntetik fel, és minden márka esetében eltérőek. Mindenesetre ahhoz, hogy megfeleljenek a leírtaknak, szigorúan be kell tartani a telepítési utasításokat.
Specifikációk
Az alábbiakban röviden ismertetjük, hogy az egyik vagy másik típus hány fokos hideghegesztést képes elviselni.
| Márka | Hőmérséklet, Celsius fok |
| Poxipol | 260 |
| Abro | 260 |
| Hi-gear | 260 |
| Blitz acél | 260 |
| gyémánt | 1316 |
Használati javaslatok
Bármilyen hideghegesztési készítmény használata előkészítő eljárásokkal kezdődik. Ehhez meg kell tisztítani a felületet a zsír, szennyeződés, olaj és egyéb felesleges anyagok esetleges lerakódásaitól. A fémeket megtisztítják a rozsdától, hogy elérjék azt a felületet, amelyhez ragasztják őket. Miután a felület készen áll, megkezdheti a hideghegesztés előkészítését.







Hideghegesztési alkalmazások
Szükséges az összetevők kivonása és keverése, amíg olyan állapotot nem kapunk, hogy homogén masszát kapjunk. A szilárd térköveknek és a folyékony kétkomponensű köveknek is képlékenynek kell lenniük, amikor különböző formákat lehet faragni belőlük, például gyurmából. Minden munkát kesztyűben kell végezni, hogy az anyag ne érintkezzen a bőrrel. Amint az anyag elérte a kívánt állagot, azonnal fel kell használni. Biztosítani kell, hogy az alkalmazott anyag rétege ne legyen több 6 mm -nél. Ha nagyobb vastagságra van szükség, akkor egy második réteget kell felhordani, de az első száradása után. Miután minden megszilárdult, az alkatrészek rendeltetésszerűen használhatók, a hegesztés minőségétől való félelem nélkül, ha a hőmérsékleti rendszert helyesen választották ki.
Nézetek
Ha a "hideghegesztés" összetételéről beszélünk, akkor nem túl bonyolult, a következőket tartalmazza:
- epoxigyanta, amely elősegíti a homogenitás és plaszticitás tulajdonságainak átadását, ami az anyag alapja;
- fém alkatrész, amely töltőanyagként szolgál;
- kén és egyéb összetevők, amelyek adalékanyagok.
A hegesztési varrat összetétele befolyásolja a ragasztott tárgy hőmérsékleti szintjét. Ezeket az értékeket mindig olvashatja a csomagokon, így a megfelelő opció kiválasztása nem olyan nehéz.
Fontos, hogy a terméket megfelelően vigye fel a felületre, pontosan az utasításokat követve, ami jó eredményt ad: gyönyörű, egyenletes varrás és megbízhatóan hegesztett alkatrészek, még akkor is, ha a munkát forró vízzel ellátott csöveken végzik
A ragasztó szerkezete lehet egy- és kétkomponensű
Fontos, hogy az első típust a lehető leghamarabb használja, különben a ragasztók elveszítik tulajdonságaikat. A második lehetőség meglehetősen hosszú ideig tárolható, és szükség szerint használható.
Ezenkívül vannak ragasztási lehetőségek az anyaghoz, amelyhez használják:
- Fémtárgyakhoz - mind a mindennapi életben, mind a szakmai tevékenységekben, gépjavításban. A használati idő rövid, de ha hegesztéssel nem terhelnek jelentős terhelést az alkatrészekre, akkor ez az anyag megbízhatóan hosszú ideig szolgál.Nagyon jól segíti a vízvezeték gyors javítását, de nem szabad sokáig ott hagyni, hamarosan forró hegesztési lehetőséggel helyettesítve.
- A műanyag termékek esetében kevésbé népszerű, de mind a nagy ipari létesítményekben, mind otthon használják. Alkalmazási területe műanyag csövek és hasonló szerkezetek; ez egy univerzális fajta, amely illeszkedik a kívánt anyagból készült termékekhez.
- Linóleum ragasztásához - a kompozíció képes tömör gumi összeillesztésére, ezért ideálisan alkalmas padlóburkolatok kezelésére. A ragasztók és a kétoldalas szalag használata sokkal rosszabb eredményt ad, mint a hideghegesztés.
Ha ennek a ragasztónak a típusairól beszélünk, akkor több van közöttük.
- A pontozott változatot aktívan használják az autómodellben gumiabroncsokkal való munkához. A fogantyúk jól tapadnak az alumínium edényekhez. Rézt tehet az alumíniumhuzal végére, hogy jobban illeszkedjen stb.
- Varrat típusa - alkalmas különféle testvariációk létrehozására, amelyeket le kell zárni, jelentős méretű edényekhez, valamint tömítéssel, amelyek vékony falakkal rendelkeznek.
- Fenék opció - ajánlott, hogy könnyen csatlakoztatható legyen a vezeték két vége, ráadásul aktívan használható gyűrűk gyártására.
- Van még T-típusú és nyíró hegesztés.
Figyelembe véve a "hideghegesztést" konzisztencia szerint, ésszerű lenne két típusra osztani:
- folyadék - kétkomponensű, amelynek felhasználási folyamata arra a tényre vezethető vissza, hogy a ragasztót és a keményítőt használat előtt összekeverik;
- gyurma (gyurmához hasonló), amelyet használat előtt jól össze kell gyúrni.
Hogyan kell használni
A csövek javításához elő kell készítenie mindent, amire szüksége van - magát a hegesztőszert, acetont vagy alkoholt, csiszolópapírt, rongyokat és bilincseket. A radiátorok tömítésének módja kissé eltér a hegesztés típusától függően - folyékony vagy műanyag
Fontos, hogy megfelelő terméket találjunk, amely alkalmas nyomás alatti csövekhez (fém vagy polipropilén). Ezután elő kell készítenie, kevernie kell az anyagot, és gyorsabban kell dolgoznia a folyékony termékekkel.
Hegesztési alkalmazások:
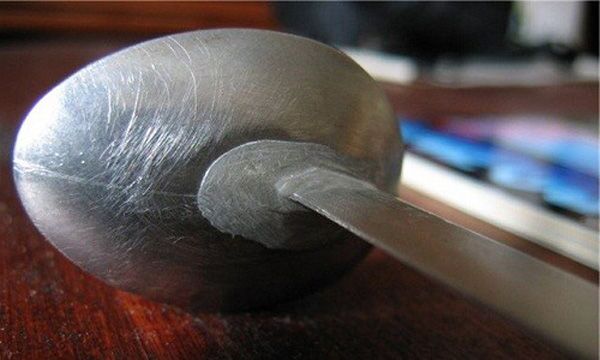
- a hiba egyszerű ragasztása egy darab masszával, lapítva és ujjakkal összetörve;
- speciális üvegszálas szövetek, szálak használata epoxival történő nedvesítéshez, majd gumi, drót vagy anélkül történő csomagolás;
- fémfolttal bevont nagy hiba ragasztása.
Ha a szivárgás erős, saját kezével még tartósabbá teheti a kompozíciót. El kell vennie bármilyen alumínium vagy bronz alkatrészt, kissé le kell őrölni a papír felett, és fémport kap. Hozzá kell adni az epoxi masszához, amelyet aztán a szálak vagy szövetek fordulataival impregnálnak.