Nézetek
Maga a satu a következő tényezők szerint oszlik meg:
- a meghajtó mechanizmus típusa szerint;
- a munkadarab befogásának módszerével;
- a kivitelezési forma szerint.


Ezek kereszt, földgömb, labda. Mindazonáltal, bármit is gyártanak, mindegyik modellben van egy csavarpár, amely egy forgóanya, amelyet forgatáskor a központi csavarra (vagy csapra) csavaroznak, aminek következtében a mozgatható rész hosszirányú mozgása a satuba kerül sor. A központi menetes rúd így egyesíti a készülék fő részeit.

Azok a férfiak, akiknek a satuval kellett foglalkozniuk, valószínűleg figyeltek a profilra. Az alkalmazott trapézszálnak számos előnye van a metrikus és az imperiálishoz képest
Egy ilyen hajtű ellenáll a megnövekedett terhelésnek, a kopásnak működés közben. Azonban nem kevésbé szigorú követelményeket támasztanak az ólomcsavar gyártásához használt anyaggal szemben.
A csavarpárt az átlagos pontossági osztály szerint gyártják. A gyártásban alacsony széntartalmú A-40G vagy 45 acélt használnak. Ezek az ötvözetek könnyen megmunkálhatók, ami alacsony érdességet, nagy profilt és hangmagasságot eredményez.


A préselvezető csavarok a következők:
- gyorskioldó mechanizmussal;
- két vezetővel a fa munkaasztalokhoz;
- hangsúllyal;
- speciális - L alakú satu gyártásához.


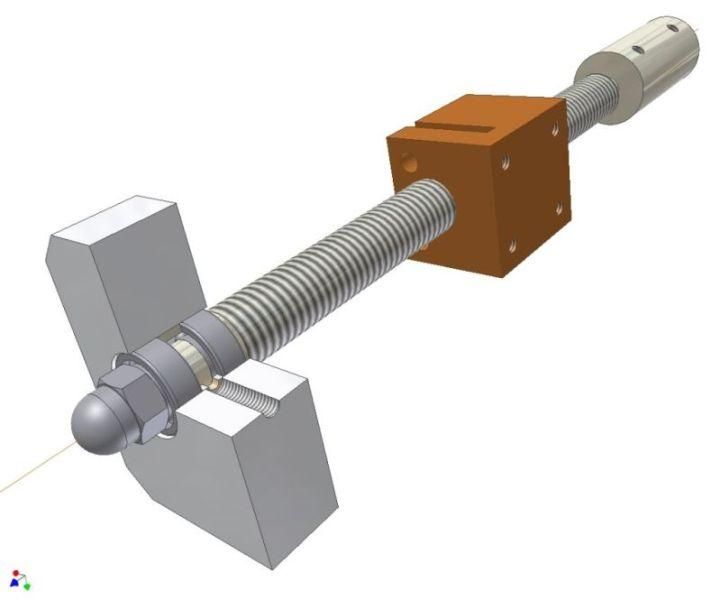
Egy olyan rendszerben, ahol anya, csavar és állvány található, a csavart tekintik a fő láncszemnek. Csapágyban forog, és sima lapja van. Egy ilyen csavar nem mozog, hanem forgópárt képez.
A forgópárban a forgó mozgás transzlációs mozgássá való átalakítása valósul meg. A csavar elforgatásakor a mechanizmus részét képező csúszka a menet menetének megfelelően mozog. Ezen kívül vannak más tervezési megoldások is, például mozgócsavaros satu.



Sajátosságok
Gyakorlatilag lehetetlen megbízható, tartós satucsavart készíteni otthon kifinomult berendezések nélkül. Még akkor is, ha munkadarab van a kezében, szüksége lesz egy esztergára, szerszámokra, vágóeszközökre az alkatrészek megmunkálásához és a szükséges paraméterek vágószálaihoz. Ezért, ha az asztalos-, lakatos-, padmunkás satuban bármilyen okból eltörik az ólomcsavar, akkor cserét kell keresnie hozzá, vagy újat kell rendelnie a forgógépből.
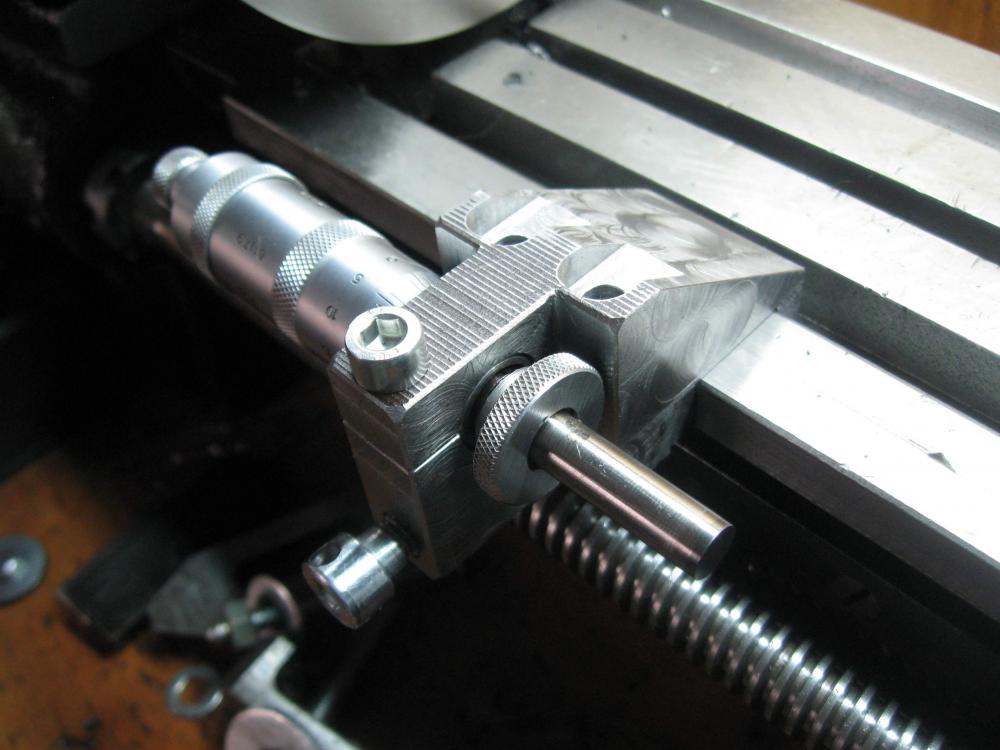
A fán, fémen végzett munkák elvégzéséhez szükséges satu eszköze valójában két kulcsfontosságú elemre csökken - az ágyra, amelyre az állópofát szerelik, és a mozgatható részre, ahol a második befogópofa található. A második komponens adott pontosságú transzlációs-egyenes irányú mozgását pontosan az ólomcsavar biztosítja, amely fogantyúval rendelkezik a kényelem érdekében, és megkönnyíti a munkadarab rögzítését a pofákba. Ennek a tervezési jellemzőnek köszönhetően különböző méretű alkatrészek rögzíthetők a szerszámpofák közé.

Szerelési módok
Bizonyos esetekben a 61701 modell egyszerű csapágyait vagy azok megfelelő társait használják a szerkezet megerősítésére. A meghúzást óvatosan kell elvégezni, a tömítések kiválasztásával, hogy elkerülje az elakadást. Az autóipari szondákat tömítések gyártására használják. A trapéz alakú csavart megfelelő méretű anyákkal rögzítik a csapágytartóba. Pontosabb és hatékonyabb megoldás a végek megmunkálása.
Nagyon nehéz ilyen manipulációt végezni gömbcsavarokkal - edzett felülettel rendelkeznek. A közönséges csavar szokásos fémét, különösen a trapéz alak miatt, gond nélkül feldolgozzák.Súlyos esetekben a futómű rögzítőinek teleszkópos védelmét használják. Általában minden egyes esztergamodellhez külön szállítják. A sebességváltókban speciális mandzsetta segít megvédeni az ólomcsavarokat.


Az ilyen mandzsetták gyártásához gondosan kiválasztott, fokozott kopásállóságú anyagokat használnak. Ha az ólomcsavar kiszámítása és pontos feldolgozása a kívánt méretekhez nehéz, akkor speciális készleteket kell használnia. A saját gyártású rögzítőelemeknél egy megfelelő anyát is el kell készítenie. Eszterga esetén kettős anyára van szükség, mert egyetlen anyát nagymértékben befolyásolhat a gyártási folyamat vagy a működés során megjelenő rés.
A lyukat a vezetőcsavar gépre történő felszerelésekor a későbbi préselés tűrésével kell elvégezni. A tengely csúsztatható
Igen, kézműves körülmények között meglehetősen nehéz elérni egy ilyen szintet (például h6 / L0), de nagyon fontos


Ellenkező esetben a minőségbeli eltérés miatt indokolatlanul erős visszacsapás lesz, és nem lehet a gép működésének pontosságára támaszkodni. Az otthoni tényleges préselési eljárás teljesen lehetséges, ha kissé módosított csapágyhúzót használ.








A lyuknak simának kell lennie. Felületi paraméterek - nem rosszabb, mint Ra 0,64. Ezért garantált, hogy nem nélkülözheti szakemberek segítségét. Bizonyos esetekben menetes tömítőanyagot is használnak a meglazulás megakadályozására.

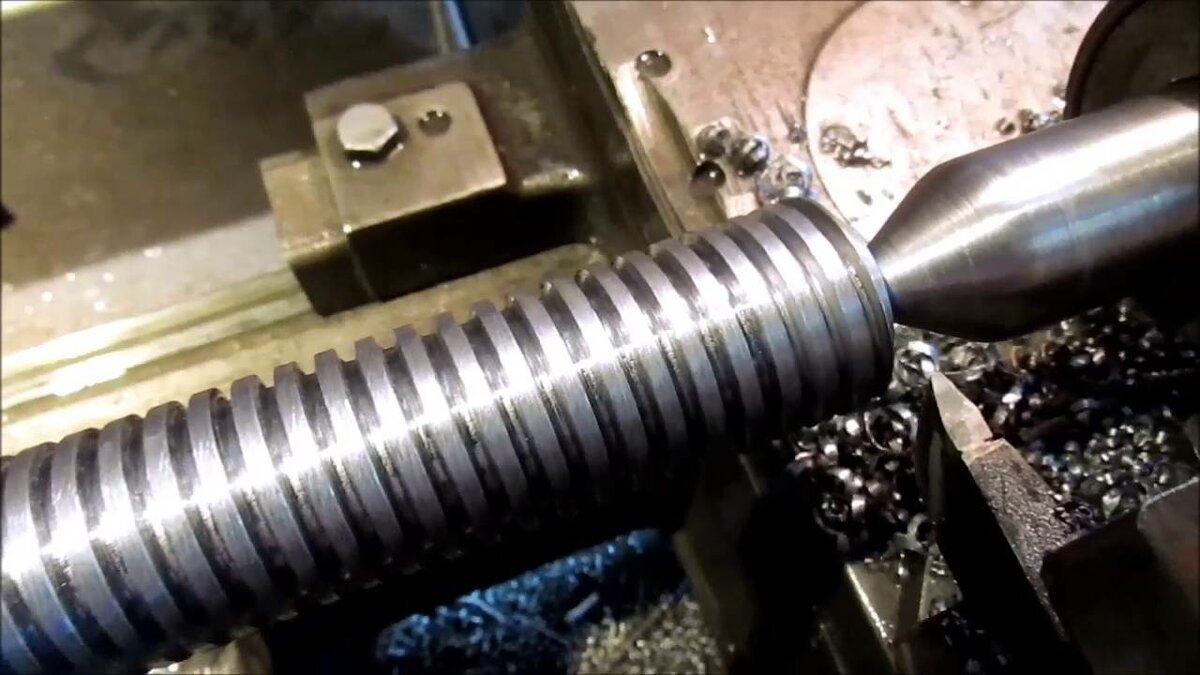
A következő videóban a 16K20 esztergagép ólomcsavarjának örvényvágására vár.
Típusok és jellemzők
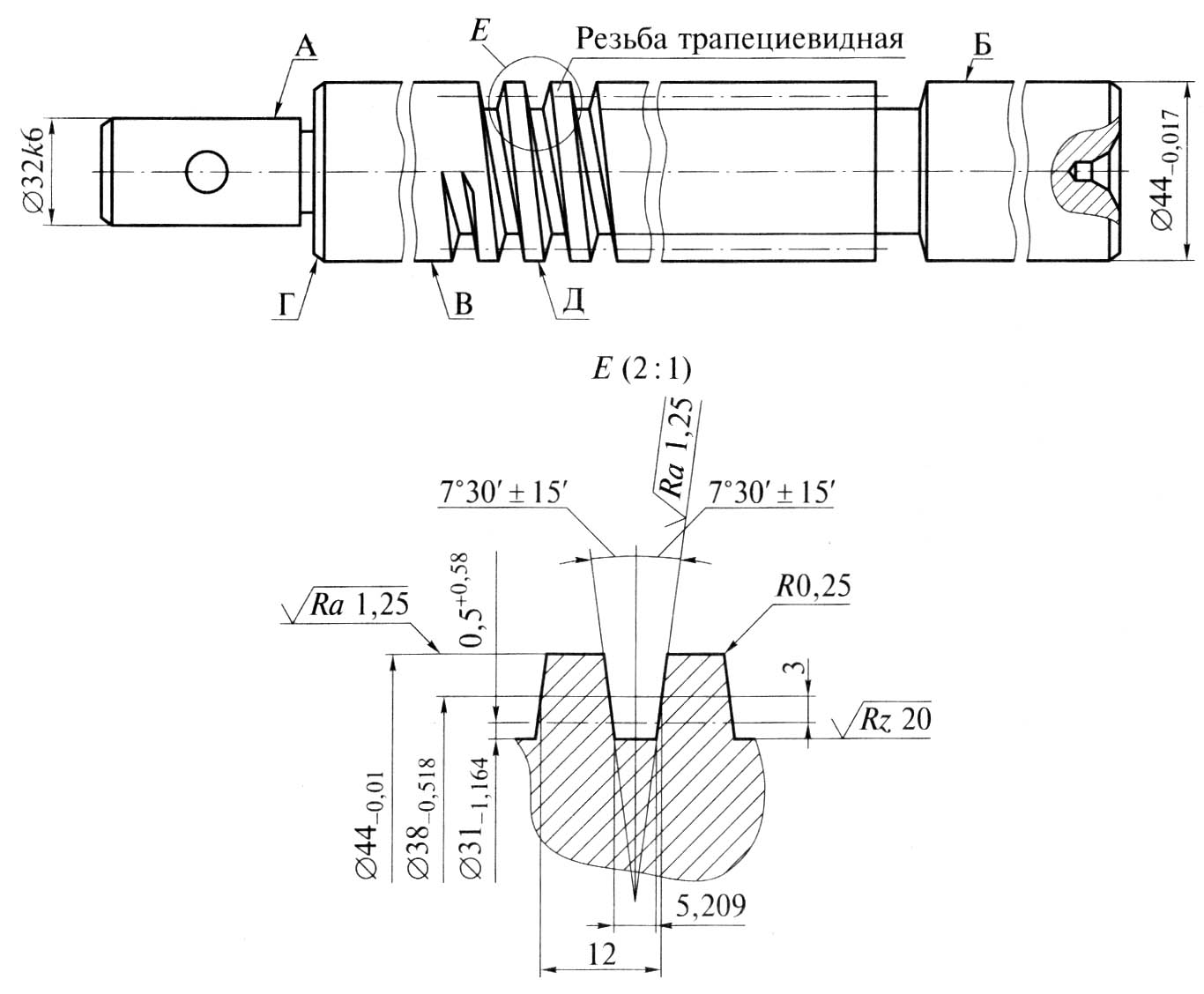
Az ólomcsavarok paramétereinek leírása helyénvaló azzal a ténnyel kezdeni, hogy ezeket mindig egy összetettebb mechanikus lánc szerves részeként használják. A mechanizmusok egyes részeinek mozgásának pontossága a minőségüktől és a szükséges paramétereknek való megfeleléstől függ. A legfontosabb osztályozási kritérium a szál szakasz. A legtöbb esetben trapéz alakú vágásokat használnak. Ez a megközelítés sokkal nagyobb mechanikai szilárdság elérését teszi lehetővé, mint más esetekben.
Ha ezenkívül hasított anyát is használ, akkor az axiális hézagokat gondosan be lehet állítani. A trapézszálak előkészítése és csiszolása meglehetősen egyszerű. Azonban számos helyzetben a téglalap alakú szál vonzóbb lesz. Lehetővé teszi a csavar radiális kifutásának minimalizálását, így az optimális pályától való eltérés is csökken.


Trapéz alakú hornyolás a csúszó fogaskerekekre jellemző. Ebben az esetben a kis profilú szögek nagyon hasznosak. Leggyakrabban közepes vágási lépést használnak, és kicsi és nagy lépéseket speciális feladatokhoz. A viszonylag pontos és lassú mechanizmusokhoz ajánlott egy finom lépés. Nagy - azokban az esetekben, amikor jelentős terhelés van.
A modern szerszámgépipar egyre gyakrabban használ "gördülő csavarpárokat". Különösen sok ilyen alkatrészt használnak szoftvervezérelt berendezésekben. Ebben az esetben az ólomcsavart anyával kombinálják. Annak érdekében, hogy egyértelműen párosodjanak, speciális golyókat használnak. A csavarpár nem tudja fékezni magát; akkor használják, amikor egy forgó mozgást transzlációs mozgássá alakítanak, és amikor visszakapcsolnak.


A klasszikus típusú kötőelemekben általában egyindító menetet használnak. Mindez egyetlen spirálból áll, a fordulatok közötti intervallumok szigorúan azonosak. Az anya elfordulásához szigorúan meghatározott távolságban történik elmozdulás. A többkezdésű szálakat két vagy több spirál alkotja. Az azonos távolság betartásának elve továbbra is megfigyelhető, azonban az egyes spirálok fordulatai között nagyobb a rés, mint a különböző spirálokból származó fordulók között.
A felszerelés műszaki jellemzői a hardver anyagától és méreteitől függenek. Például az emelőknél ez a mutató a teljes terhelhetőség lesz.Az ólomcsavarok gyártásához nitrogén minőségű acélok használhatók:
- 40XFA;
- 30X3VA;
- 18HGT;
- 7HG2VM.

Vannak ilyen méretek:
- 10x1,5;
- 10x2;
- 10x3;
- 10x4;
- 10x7;
- 10x8;
- 10x12;
- 10x14 mm (és néhány más lehetőség).
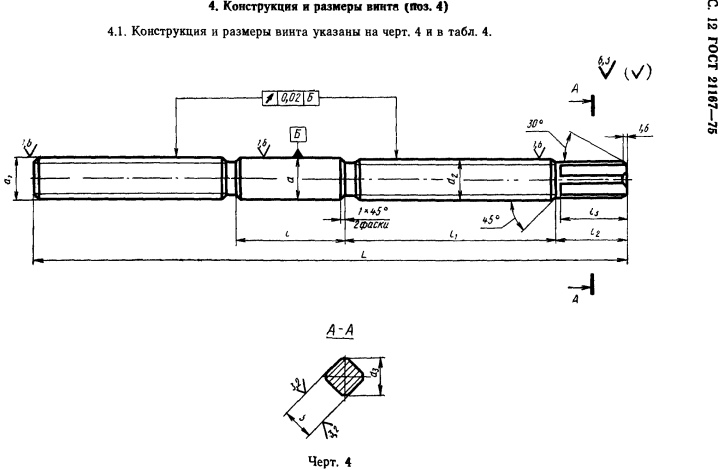
Folytatva a beszélgetést az ólomcsavarok mm-ben kifejezett méreteiről, érdemes rámutatni a TR30x6 modellre (ahogy a neve is sugallja, a keresztmetszet 30, a vágási lépés 6 mm). A termék teljes hossza 3000 mm.







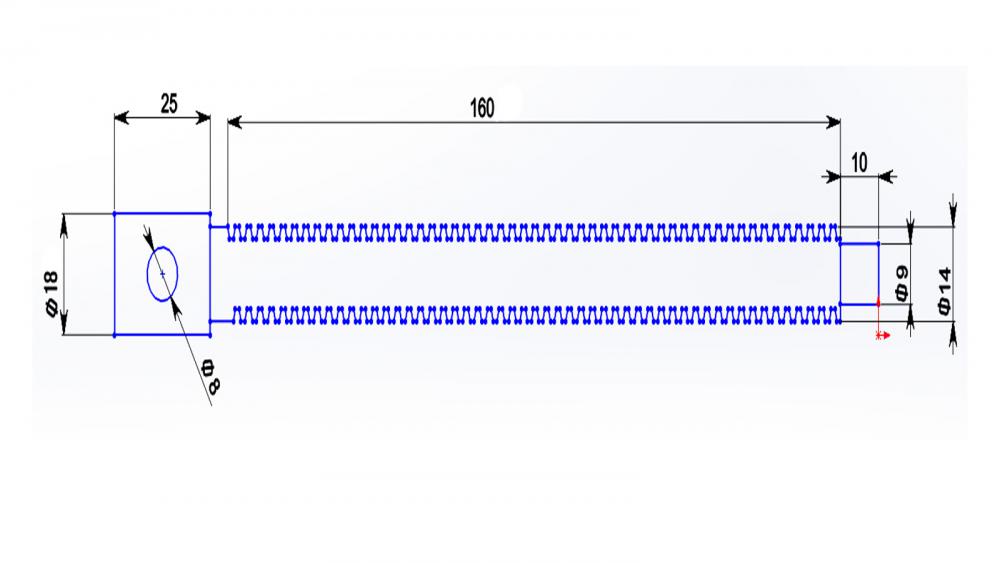
Átmérőjű mintákat is találhat:
- 160 mm;
- 20 mm;
- 8 mm (és néhány más érték).


Csavar megmunkálása
A csavar fő részei a gépben a csapágybetétek és a gallérok. A csavarmenetet a működtető felületnek kell tekinteni. A legnagyobb pontosságot az asztali satuban és minden más szerszámgépben, ahol ilyen csavar van, biztosítani kell az alkatrész munkafelülete és a fő referenciafelület között. Az ólomcsavar gyártásának technológiai alapja a középső lyuk. Ezért a deformáció elkerülése érdekében mindezek a felületek kezelése mozgatható, stabil támasz segítségével történik. Ennek az alkatrésznek a használata határozza meg az ólomcsavar megmunkálásának sajátosságait.

Itt is fontos megjegyezni, hogy a különböző pontossági osztályú csavarok különböző méretűek. A 0,1 és 2 pontossági osztályba tartozó alkatrészeket az 5. minőségig dolgozzák fel
A 3. pontossági osztályba tartozó csavarokat a 6. minőségig dolgozzák fel. A 4. kategóriába tartozó csavarokat szintén a 6. minőségig dolgozzák fel, ugyanakkor rendelkeznek a külső átmérő toleranciamezőjével.
Csavaros anya leírása
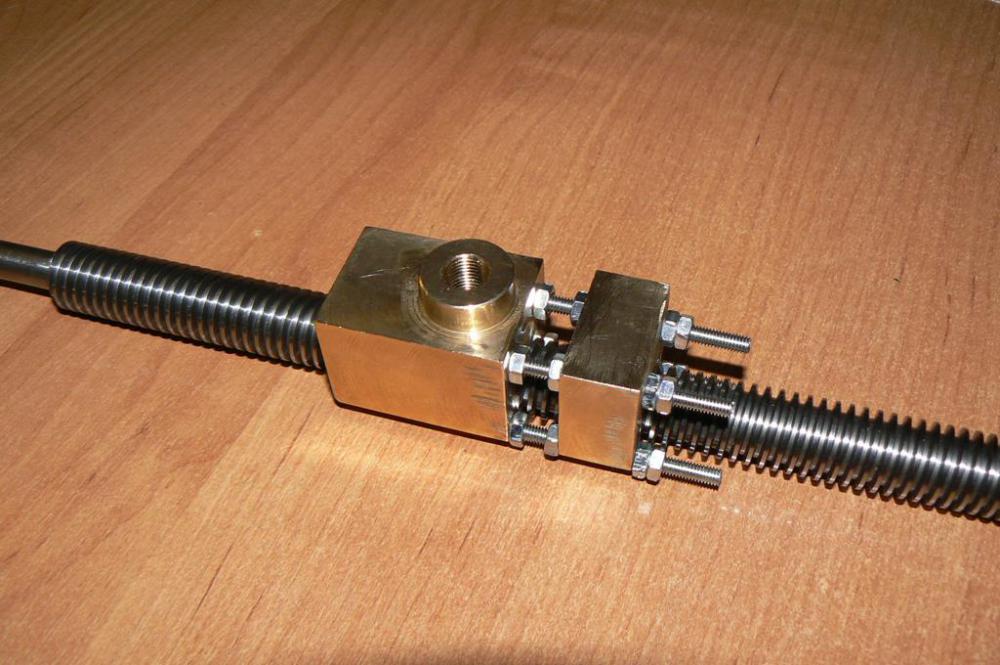
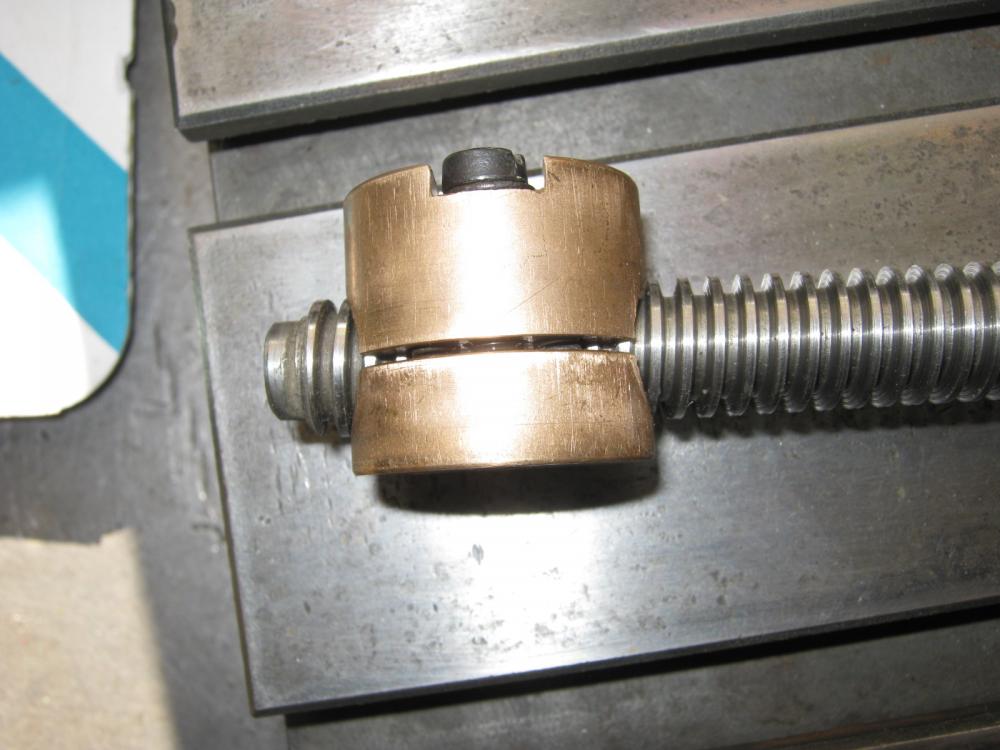
Az ólomcsavar anyát úgy tervezték, hogy pontos pozicionáló mozgásokat biztosítson. Bizonyos ritka esetekben készülhetnek olyan anyagból, mint a súrlódásgátló öntöttvas. Ennek az elemnek biztosítania kell az állandó kapcsolódást a csavar fordulataival, és kiegyenlítő alkatrészként is működnie kell. Kiegyenlítenie kell a rést, amely elkerülhetetlenül a csavar kopásakor keletkezik. Például az esztergagépekben használt ólomcsavarok anyái duplán készülnek. Erre azért van szükség, hogy el lehessen távolítani a rést, amely a gép gyártása és összeszerelése vagy az alkatrészek kopása következtében keletkezhet.

A kettős anyával rendelkező csavar sajátossága, hogy rögzített és mozgatható része van. A jobb oldalon lévő mozgatható rész az álló rész tengelye mentén mozoghat. Ez a mozgás kompenzálja a rést. Az anyagyártást csak nulla, 1. és 2. pontossági osztályú csavaroknál végezzük. A gyártáshoz ón bronzot használnak.
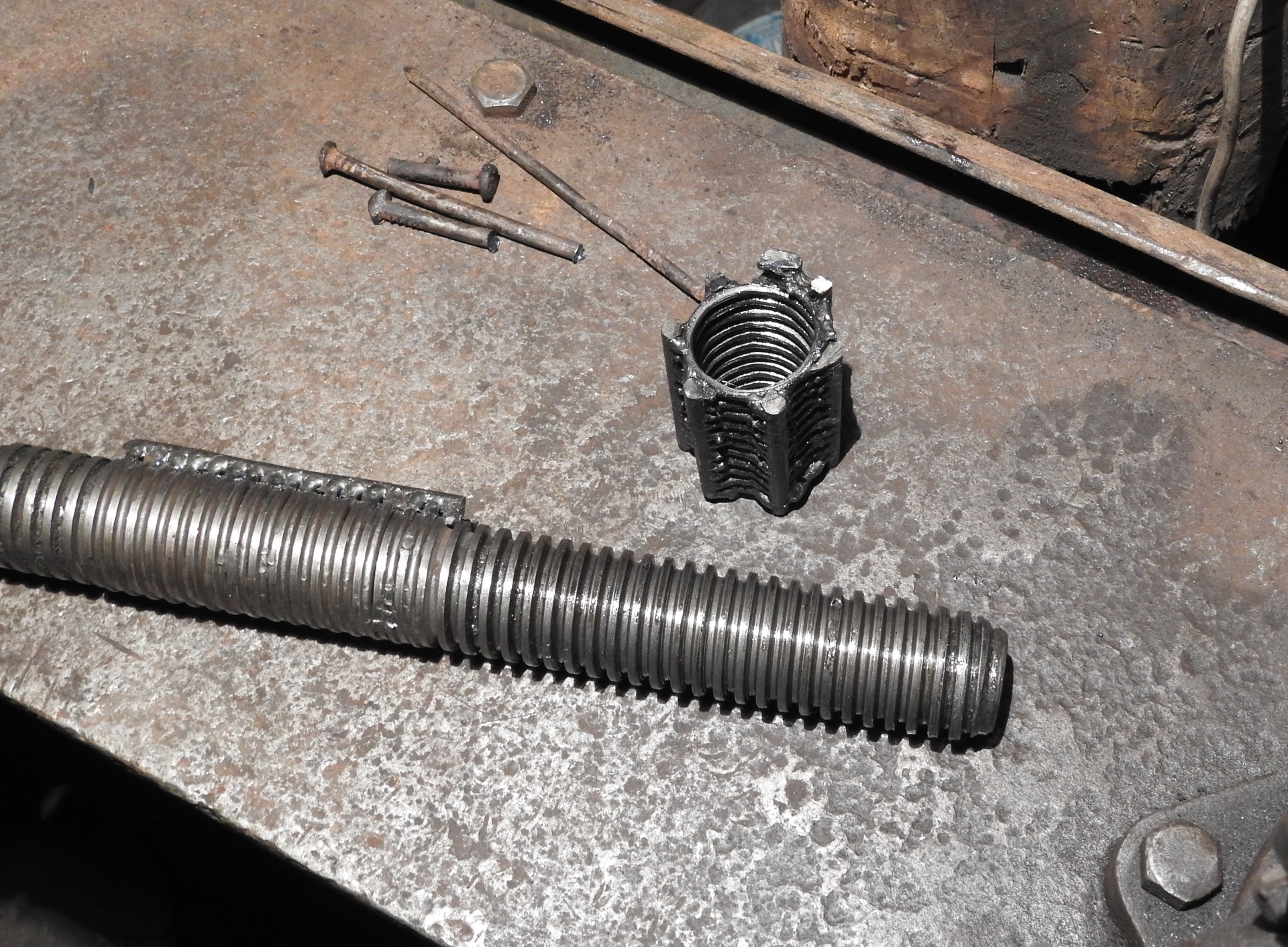
Hogyan kell csinálni?
Ha nincs lehetőség késztermék megvásárlására, akkor egy lakatosnak, asztalosnak vagy házi kézművesnek ólomcsavart kell rendelnie a gépkezelőktől. Egy másik esetben, amikor hozzáférés van egy esztergagéphez, saját maga készítheti el az alkatrészt. Ebben a példában a gépen kívül a következő anyagokra és eszközökre lesz szüksége:
- üres (45 -ös acélból vehető);
- vágók (pontozás, menetes);
- menetes sablonok;
- körző;
- csiszolópapír a minimális érdesség eléréséhez.


Ezenkívül meg kell találni a vezetőcsavar rajzát, és figyelmesen el kell olvasni a műszaki paramétereket. Ha a csavart egy bizonyos rosszra gyártják, akkor derítse ki a menet átmérőjét és menetét, hogy ne tévedjen.








Az alkatrészt a következő sorrendben gyártják.
- Rögzítse a munkadarabot az eszterga tokmányba.
- Nyomja meg a munkadarabot mindkét oldalán, és csiszolja a nyak alá a kívánt méretekhez.
- Központosítsa az részt.
- Fordítsa meg és szorítsa meg a megmunkált oldalon, nyomja össze a közepét;
- Vágja le a kívánt hosszúságra.
- Az utolsó lépés a szálak levágása.

Nem nehéz ólomcsavart készíteni a szükséges felszereléssel és eszközökkel. Az alapszabály az, hogy tudjon esztergályt használni és élesíteni a vágókat.És persze tudnia kell, hogyan kell dolgozni féknyereggel és más esztergaszerszámokkal.

A lenti csavar készítéséről lásd alább.
Mire van szükség?
Az ólomcsavart leggyakrabban olyan szerszámgépekben használják, ahol meneteket vágnak. Forgatása a támasz transzlációs mozgásává válik az anyaanya miatt. A csavarás sebességének, azaz az előtolás intenzitásának szabályozásához speciális dobozt használnak. Az ólomcsavarok munkájához speciális anya szükséges. A modern kialakítás garantálja az alkatrészek pontos mozgását.
Ami a mocsárjárművek propellereit illeti, ebben az esetben teljesen más szerepet játszanak - öntött evezőszerkezetek. A felfüggesztett motorok ilyen termékekkel vannak felszerelve. A nagy beszállítók általában jelentős készletekkel rendelkeznek ilyen alkatrészekről a raktáraikban.

Lehetetlen számítani arra, hogy ólomcsavart kapjunk otthon. Még ha meg is vásárolhatja az eszterga egyik vagy másik modelljét, akkor is szüksége lesz más eszközökre, speciális vágókra, amelyek lehetővé teszik a kívánt méretű és típusú szálak kialakítását. A csavar fő szerepe a lineáris mozgás fenntartása. Az alkatrészek méretének saját korlátai vannak, amelyeket a satu tervezése határoz meg. De az ólomcsavarok különféle típusú CNC -khez is használhatók. Ezek a részletek ismét a legfontosabb funkciót látják el - a mozgás átalakítását.
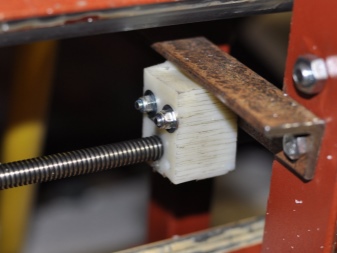
A modern gépek ólomcsavarja eltérő lehet. A házi mintákban néha menetes rudat használnak. Tökéletesebb megoldás a "csavaros anya". Néha trapéz alakú csavart is vesznek, de a megnövekedett szilárdság ellenére az ilyen típusú szalag meglehetősen drága, ezért egyre kevésbé használják. Az ólomcsavar emelőszerkezet részeként is használható. Hasonló alkatrészek szintén gyakori alkatrészek:
- menethajtás csavaros présben;
- más típusú prések;
- különböző eszközök adagolói.


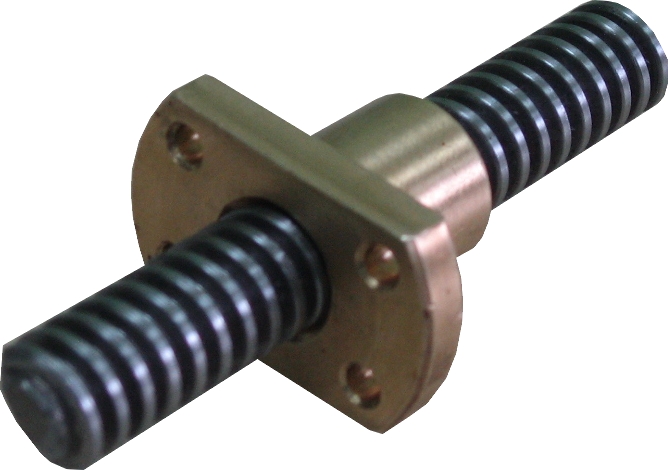
Miből készülnek a diófélék és azok kopása?
Az ilyen típusú alkatrészek gyártásának leggyakoribb anyaga az alumínium-vas bronz, az MT 31-2 szerszámgép szabványok szerint. Ezen az anyagon kívül a súrlódásgátló öntöttvas is használható a lényegtelen csavarhajtások helyettesítésére.





Itt fontos hozzátenni, hogy az anya sokkal gyorsabban kopik, mint maga az ólomcsavar. Ennek több oka is lehet:
- az anya menete rosszul védett mindenféle szennyeződéstől, és meglehetősen nehéz tisztítani ezeket a felesleges elemeket;
- gyakran előfordul, hogy ez az elem kezdetben rosszul van kenve, és ez nagyban befolyásolja az élettartamot;
- amikor az anya összekapcsolódik a csavarral, kiderül, hogy a második elemnél az összes fordulat egyszerre működik, de a csavar esetében csak azok, amelyek az anyával vannak összekapcsolva.
Ezért az anyával ellátott csavarokat gyakrabban kell ellenőrizni, mivel az anya meglehetősen gyorsan elhasználódik.