DIY lehetőségek hajlító huzal anyagokhoz
A hajlításhoz néha elegendő a kéznél lévő szerszámokat használni. Sok függ a felhasznált anyag vastagságától.
Saját kezű, legfeljebb 3 mm átmérőjű termékek hajlítására alkalmas:
- lakatos vice;
- fogó;
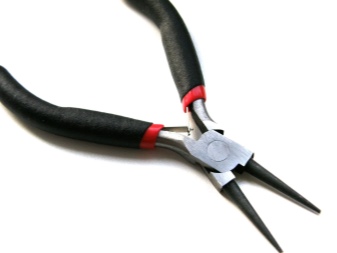
- kerek orrú fogó.

Az anyagot oldalvágókkal vagy közönséges csipeszekkel vágják le.
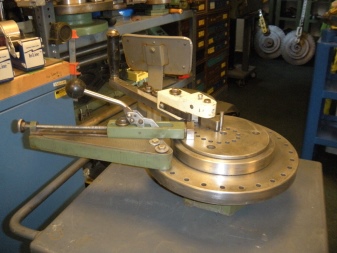
A nagy átmérőjű termékekhez kézzel készített eszközt kell használni. A gép összeszerelése szakaszokban történik:
- egy 19 cm hosszú acél sarkot csavarokkal csavaroznak az asztalhoz;
- egy keret fémlemezből készül, lyukakat fúrnak bele;
- a keretet vezetőgörgőkkel és fogantyúkkal csavarják a sarokba;
- fémrúd van kiválasztva az ágy hornyához;
- a rúdban több átmenő és vak lyuk készül;
- egy fogantyút és egy hornyolt hengert csavaroznak a rúdhoz;
- lemezeket hegesztenek az ágy alján;
- a rudat behelyezzük az ágy hornyába úgy, hogy csúszik benne, és nem esik ki;
- a vezetőgörgők be vannak csavarva;
- rúdszerkezet a sarkához van csavarozva.
A kézzel készített mechanizmus lehetővé teszi bonyolultabb konfigurációjú termékek gyártását.
UME-65. Huzalhajlító gép 2 - 6,5 mm átmérővel
Automata gép huzalhajlításhoz, az UME-65 modellt huzaltermékek lecsévélésére, kiegyenesítésére és hajlítására tervezték, a CNC programnak megfelelően, bármilyen mennyiségben (darab, kis- és sorozatgyártás).
Az UME-65 huzalhajlító gép egy lecsévélőből, egy kiegyenesítő egységből, egy huzaladagoló egységből és egy hajlító-vágó egységből áll. Minden csomópont össze van kötve és automatikus üzemmódban működik. A gép különféle lapos termékeket állíthat elő, például: kereteket, gyűrűket, oválisokat, változó és állandó sugarú termékeket, egyszerű és összetett formájú zárt kontúrokat.
Az UME-65 hajlítógépben a ferde asztal forgásszögét a kezelő kézzel állítja be. A dönthető asztal lehet vízszintes vagy gyakorlatilag függőleges helyzetben.
Az UME-65 huzalhajlító gép nem rendelkezik hidraulikus szerelvényekkel vagy alkatrészekkel. A gép minden mozdulata szervomotorral vagy pneumatikával történik. A szervomotorokat az alapvető mozgásokhoz használják: huzal előtoláshoz és hajlításhoz. A huzalvágás pneumatikusan történik.
Az egyszerű szerszámok lehetővé teszik a termékek hajlítását kis (rögzített) sugarú és toló (nagy ívű, változó sugarú) termékeknél.
AZ UME-65 WIRE BENDING GÉP TELJES KÉSZLETE:
- Automata CNC gép lapos huzal hajlítására.
- A huzal hajlítását szervohajtással végezzük.
- A huzaladagolás szervohajtású
- A huzalvágás pneumatikusan történik. A gép nem rendelkezik hidraulikus egységekkel vagy alkatrészekkel.
- Egyedülálló síkságkorrekciós rendszer, amely lehetővé teszi, hogy abszolút lapos termékeket kapjon akár háztartási huzalon is, amelyet belső torziós feszültségek különböztetnek meg.
- A gép munkaasztalának több pozíciója van, így a kezelő a dőlésszöget a termék geometriájának megfelelően állíthatja be.
- Egyszerű és intuitív CNC programozási felület a gép vezérléséhez. Programok mentése a készülék belső memóriájába vagy USB -meghajtóra.
- Kézi szerszámkészlet.
- Kezelési útmutató oroszul.
A CNC PROGRAM LEHETŐSÉGEINEK LEÍRÁSA:
- A CNC program egyszerű és felhasználóbarát kezelőfelülettel rendelkezik, amely 15 hüvelykes színes érintőképernyőn jelenik meg. Operációs rendszer - Windows XP. Van egy USB port a flash meghajtók csatlakoztatásához. A gép belső memóriája több mint 10 000 programot tartalmazhat.
- Az NC program lehetővé teszi a gördülő hajlítást (kis sugarú) és a tolóhajlítást (nagy, változó sugarú).
- A termékprogram lehetővé teszi többféle alkatrész ciklikus előállítását, ami bizonyos esetekben kényelmes a késztermék összeszerelésekor.
- A CNC program lehetővé teszi több üzemmódban való munkát: Kézi (minden meghajtó külön működik egy gomb megnyomásával); Félautomata (a műveleteket lépésről lépésre hajtják végre, a CNC program szerint); Automatikus (a műveleteket megszakítás nélkül hajtják végre, a CNC program szerint).
- A CNC programban a hajtási sebességek (előtolás és hajlítási sebesség) beállítása minden hajlítási művelethez.
- Elektronikus öndiagnosztika hibakijelzéssel a képernyőn.
- Automatizálási eszközök csatlakoztatásának lehetősége.
Gép 2D huzal hajlítására. Automatikus huzalhajlítás a CNC program szerint. Hajlító horgok stb.
Gép 2D huzal hajlítására. Speciális rugók gyártása matracokhoz.
Automata CNC gép huzaltermékek 2D hajlítására. Huzaltermékek hajlítása.
UME-65T. Hajlítógép 2 fejjel.
játék
2D huzalhajlító + hegesztőgépek.
játék
Lapos huzal horgok hajlítása.
játék
Huzaltermékek 2D hajlítása.
játék
Specifikációk
| A felállás |
UME-65 |
|---|---|
| Üres | |
| Huzalátmérő (mm) acél | 2 — 6.5 |
| Max. négyzet alakú keretméret (mm) | 600 x 600 |
| Funkcionális jellemzők | |
| Hajlítófejek száma | 1 |
| A különböző sugarak száma a berendezésen | 1 + lökés |
| Hajlítási sebesség, deg / s | 1500 |
| Előtolás, mm / s | 1800 |
| Nyomás (nagy sugarak) | Igen |
| Szervohajtású tengelyek száma | 2 |
| A hidraulika rendelkezésre állása | Nem |
| Pontossági jellemzők | |
| Hajlítási pontosság, fok | +/- 0.1 |
| Előtolás pontossága, mm | +/- 0.1 |
| Teljesítmény jellemzők | |
| A gép fogyasztott (csúcs) teljesítménye, kW | 6.5 |
| A gép szükséges területe lecsévélővel (H x Sz), mm | 5000 x 1800 |
| Súly (lecsévélővel), kg | 1700 |
CNC huzalhajlító gépeken készített minták.
Köszönjük, hogy megtekintette a MINTÁK részt. A két világgyártó (Nicemach és Ultimation) dróthajlító gépeinek köre meglehetősen nagy, egykaros és kétkarú gépeket tartalmaz, automatikus hegesztéssel, valamint keresztirányú rudak hegesztésére szolgáló modulokat stb. Felhívjuk figyelmét figyelmébe a CNC -vel ellátott huzalhajlító gépeken készült termékek mintáiból készült fényképek válogatását. Ne felejtse el, hogy ha bármilyen kérdése vagy kívánsága van, hívjon minket, mi pedig szívesen válaszolunk és segítünk ... Hogyan lépjünk kapcsolatba velünk - megtalálhatja a Kapcsolatok részben. Sok szerencsét!
A professzionális berendezések típusai
A professzionális berendezések legegyszerűbb típusa, amelyeken huzalhajlítást végeznek, az egykaros gépek. Eközben az ilyen eszközök csak egyszerű geometriai alakú termékeket állíthatnak elő, amelyek söprési hossza nem haladja meg az 1000 mm -t.
A bonyolultabb, 1000 mm-nél nagyobb seprési hosszúságú termékek lehetővé teszik kettős konzolos berendezések létrehozását, amelyeken a munkadarab mindkét végétől egyidejűleg deformálódik. Ez a gép sok bonyolult hajlítású terméket tud előállítani.
A legkifinomultabb huzaltermékek lehetővé teszik 3D gépek létrehozását, amelyeken három dimenzióban egyszerre hajlítás végezhető. Az ebbe a kategóriába tartozó gépek ilyen egyedülálló funkciói forgó hajlító karral vannak ellátva, amelynek minden mozgását elektronikus automatizált rendszer vezérli. Az ilyen berendezéseken végzett feldolgozás minden előnye ellenére meglehetősen drága, ezért ezeket a gépeket kivételes esetekben használják.
A berendezések áttekintése
Nagy mennyiségű munkához különféle automata fémhajlító gépeket használnak. Nem szükséges csak az anyag átalakításának manuális módszerét alkalmazni. Használhat olyan gépeket vagy más gépeket, amelyek növelhetik a termelékenységi mutatókat. Érdemes közelebbről megvizsgálni a drót hajlításának eszközeit és technikáit.
Kézi hajlításhoz
A fémhuzal igényes a mindennapi életben. A konfiguráció megváltoztatásához többnyire kézi lakatosberendezéseket használnak. Ez lehetővé teszi a következő elemek elérését:
- bilincsek;
- konzolok;
- fogasok.


A kívánt eredmény eléréséhez puha és rugalmas típusú huzalokat kell használnia.
Szokás házakat használni a fém elemek alakjának megváltoztatására:
- kerek orrú fogó;
- fogó;
- lakatos vice.

Ha a drótot meg kell vágni, használjon drótvágókat, vagy vásároljon speciális oldalsó vágókat. Egy ilyen szerszám elegendő ahhoz, hogy biztosítsa a szükséges eredményt a huzal kívánt formára alakításához. Nehézségek merülnek fel, amikor szükségessé válik nagy átmérőjű termékek hajtogatása. Ehhez speciális eszközöket kell vásárolnia. Ön is elkészítheti őket.

Szerszámgépek
Ha szükségessé válik nagyszámú fémtermék gyártása különböző átmérőjű huzalból, a kézi hajlítás nem jöhet szóba. A művelet végrehajtásához speciális berendezéseket és speciális technikákat használnak. A fém konfigurációjának megváltoztatására szolgáló öböl módszer igényes. A technológia használatakor a következő lépéseket kell végrehajtani.
- A huzalt speciális tekercsekre tekerik fel, és hengerekkel ellátott gépbe táplálják, amelyben két sík is van. Biztosítani fogják a termék illeszkedését.
- Ezt követően az anyagot betáplálják a gépbe, amely létrehozza a termék kívánt konfigurációját.
- A kialakított huzalt levágják, hogy újra elkezdhessék az első lépést.

Ez a folyamat lehetővé teszi a hajlítási eljárás automatizálását, ami növeli a termelékenységet. A huzalhajlító gép egy statikus sablon. A gép kialakítása nyomógörgőkkel van ellátva, amelyek biztosítják a huzal tekercselését a sablonforma körül. Az ilyen eszközök segítségével bármilyen konfigurációt elérhet, valamint a legkisebb sugarú hajlítást is biztosíthatja. Ez utóbbit kézi hajlítással nem lehet biztosítani.

Ez a berendezés a feldolgozott anyag tolásának elvét használja tovább alakítani... A huzal vége a művelet előtt csatlakozik a vezetékhez. Áthúzza a görgőkön, amelyek az anyagnak a program által beállított kívánt formát adják. A vezetékek beállításához külön gépet is használnak. A kívánt eredmény elérését biztosító munkaszervek szerepe a következő lehet:
- a megfelelő formájú keretek;
- blokkok két síkkal.
Az elsők rendkívül hatékonyak, ezért keresletük van a gyártásban, ahol zökkenőmentes és minőségi eljárás szükséges. A szerszámgépgyártás területén alkalmazott modern technológiák lehetővé tették a több hajlító konzolral felszerelt gépek gyártásának megkezdését. Az ilyen típusú berendezéseket CNC szerszámgépeknek nevezik. Lapos és 3D termékek gyártására tervezték.
A huzalhajlítás ezzel a technikával lehetővé teszi a gyári létesítmények termelékenységének növelését, valamint a különböző formájú termékek gyártásának megszervezését. Az eljárás végrehajtásához elegendő a szükséges paraméterek beállítása a programban, a gép önállóan megbirkózik a feladattal.

A térbeli (3D) huzaltermékek hajlításának mintái.
| Kis zseb hajlítása a szórólapokhoz. () | Függesztőelem üvegházakhoz. () | Vezetékes antenna elem a TV -hez. () | Drótalátétek kalapokhoz () |
| Huzalrugózás hajlítása a kábelhez. () | Hajlító konzolok az autók fékrendszeréhez. () | Hajlító huzalhorgony moduláris blokkhoz. () | Huzalbetét hajlítása () |
| Rugós huzal elem hajlítása. () | Hajlító keretek hajlított végekkel. (Huzalhajlító R70 / OR70) | Alkatrész készítése drótcsapdához. () | Függesztőelem hajlítása üvegházakhoz. () |
| Autó kipufogó konzol. () | Fűtőelemek hajlítása. (Speciális huzalhajlító) | Az utcai lámpa keretének hajlítása. () | Különböző huzaltermékek hajlítása. () |
| Felfüggesztő elem 8 mm -es huzalból. () | Csapda rugó, rugóhuzal. () | Speciális horgok a felfüggesztéshez. () | Kereskedelmi berendezések állványának eleme. () |
| Hidraulikus cső, anyákkal a végén. (Speciális huzalhajlító.) | Drótkeret beépített háztartási készülékekhez. () | Autósülés huzal eleme. () | Termékminták két konzolos gépeken hajlítva. () |
| Fiók fogantyúk 6 és 8 mm -es huzalból. (Huzalhajlító OR-100) | Autó fejtámla csőből vagy huzalból. (Speciális huzalhajlító) | Bolti felszerelés horgok és zsebek. () | Hosszabbító rugók és egyéb rugók. (Gép - multiformer) |
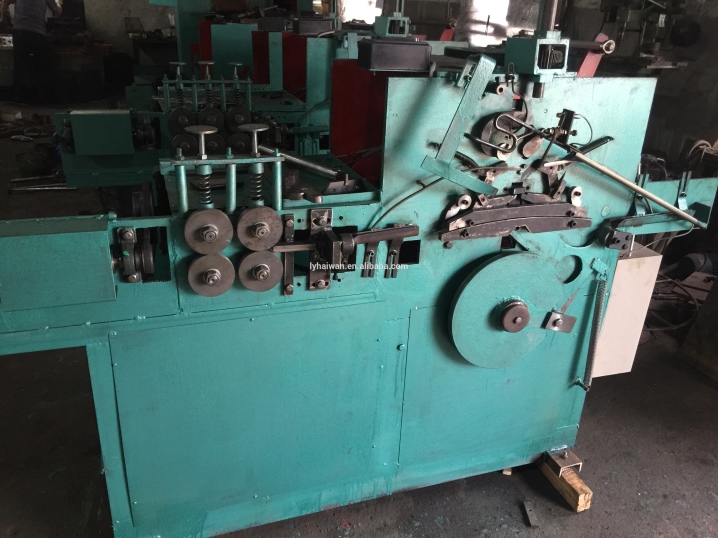
Huzalhajlító gépek
- Huzalhajlító gép, amely alkatrészeket készít közvetlenül a tekercsből. Ez a legtermékenyebb és leggazdaságosabb lehetőség a huzaltermékek tömeges gyártására. Ez annak köszönhető, hogy a huzallal ellátott tekercset egy speciális eszközbe - a lecsévélőbe - szerelik be, ahonnan a fémszál belép a megfelelő blokkba. Ott görgős vagy lapos mechanizmus hatásának van kitéve, aminek következtében a kijáratnál lapos és egyenes rúd formáját veszi fel. Ezt követően a huzal belép a gép hajlítótömbjébe, ahol mechanikai eszközök segítségével megkapja a késztermék kívánt formáját. A folyamat végén a kész részt mechanikus ollóval vágják le. Általában egy ilyen huzalhajlító gép egyfajta készterméket állíthat elő, amelyet előre telepített mechanikus eszközök határoznak meg, és az adagoló manipulálása korlátozza. Ezért az ilyen gépeken előállított termékek formája nem túl bonyolult konfigurációban, mivel a hajlítási műveletek száma ötre korlátozódik.
- A huzalhajlító gép fémrúdból készült huzal hajlítására technológiailag fejlettebb módszer, amelynek számos előnye van a tekercsből történő munkához képest. Ez különösen akkor szükséges, ha a késztermék további feldolgozást igényel. Ez lehet koppintás vagy bélyegzés, amelyet csak a termék befejezése előtt lehet elvégezni. Egy ilyen gép hátránya, hogy szükség van egy további komplex adagolómechanizmusra a munkadarabok számára, és viszonylag alacsony az általános termelékenység.
- A huzalhajlító gépet főként különböző kerek alakú alkatrészek és különféle kerek rugók készítésére használják. Például egy ilyen huzalhajlító gép hengerléssel működik, mivel a huzalt a vezetőgörgőkön keresztül egy adott sugarú tengelyhez vezetik, ahol forgó mozgása miatt előre meghatározott számú alkalommal meghajlik az ujja körül. . Ebben az esetben a huzal adott sugár mentén csavarodik, amelynek hajlítócsapja és gördülőhengerei vannak. A gördülőhengereknek a központi tengelyhez viszonyított helyzetéből adódóan lehetőség van a hajlítási szög vagy a rugózás beállítására és szabályozására. A hengerelt hengerlő hajlítógép, hasonlóan a többi hasonló mechanikus eszközhöz, műveletenként csak egyfajta terméket képes előállítani. A termékválaszték megváltoztatásához mind a hajlítóberendezések cseréje, mind az üzembe helyezés szükséges.
- Huzalhajlító gép fémhuzal hajlítására toló módszerrel.Bizonyos huzalrészeknél a gyártás során bizonyos geometriai formák összetett formáit kell megadni, például változó sugarúakat, szabálytalan íveket, spirális megjelenést és hasonlókat. Futtatásával nem túl hatékony, és néha még technológiailag is egyszerűen lehetetlen. Ennélfogva az egyetlen lehetséges módszer a huzaltoló módszer alkalmazása. A működés elve a fémhuzal transzlációs mozgásából áll egy háromhengeres tekercsformáló egységen vagy egy speciális rugótekercselő eszközön keresztül, amelyben a hengerhengerek helyzete miatt a készterméket formálják. Ennek eredményeként bármilyen görbületet vagy a sugár méretének egyenletes változását kaphatja. A fő különbség a bejáratás és más hajlítási módszerek között egy bonyolultabb berendezés-elrendezés, amely speciális ismereteket igényel a beállítás és karbantartás során.
- A kiegyenesítő gépeket kiegészítő eszközként használják a technológiai vonalakban különféle fémhuzalok gyártására a huzal kiegyenesítésére és alakítására. Itt két technológiát alkalmaznak: a forgó kiegyenesítést kerettel és a kiegyenesítést kétsíkú kiegyenesítő blokkkal. A kétsíkú blokk nem hajt túl tökéletesen, de nem csavarja el egyszerre a vezetéket. De a forgó szabályos keret bonyolultabb kialakítású, de sok szerszámgépgyártó továbbra is előnyben részesíti a klasszikus normál blokk kialakítással szemben.
Hogyan igazítsa a vezetéket saját kezével
Ha az öblökbe sodort huzal feltételesen laposnak tekinthető, akkor ahhoz, hogy egyenes legyen, csak meg kell szabadulnunk egy nagy sugár görbületétől. De hogyan lehet kiegyenesíteni a vezetéket gyűrött maradékok és rosszul tárolt hulladékok formájában? Nemcsak fordulatokat képviselnek, hanem különféle cikcakkokat is, amelyek a tengelytől eltérő irányban helyezkednek el. Ebben az esetben a vezeték kiegyenesítése a megfelelő megközelítéssel az ideális egyenes rúd állapotához teljesen megvalósítható. Van néhány leghatékonyabb módja a vezeték összehangolásának. A választástól függően minőségileg némileg eltérő eredményeket érnek el.
Tehát az egyszerűtől a bonyolultig:
- A huzal csavarásait eltávolíthatja úgy, hogy mindkét végét a kezében tartja, és erővel elkezdheti gurítani egy csövön vagy kilincsen keresztül.
-
A huzal kiegyenesítése jól sikerül, ha kiegyenesített részeit a munkapad sík felületére helyezi. Fatömbbel borítva kezdje el gurítani rajta, hogy közben szabadon mozoghasson. Csak néhány ilyen tekercs elég jó eredményt ad.
- A lágy rézhuzal kiegyenesítéséhez rögzítse egyik végével a magasságban. Akasszon egy nem túl nagy terhet a másikra, hogy ne tudja elszakítani. Ha a súlyt az óramutató járásával megegyező irányba és néhány fordulattal visszaforgatja a tengelye körül, az ideális eredmény érhető el.
- A huzal hasonló módon kiegyenesedik. Ha az egyik végét satuba rögzítik, a másikat pedig egy csavarhúzó vagy elektromos fúró tokmányába szorítják. Az egyengetési folyamat lassú forgatással történik, miközben a huzalt erős feszültség alatt tartja. Csak néhány fordulat elegendő a teljes kiegyenesítéshez.
- Ezenkívül csavarhúzóra vagy elektromos fúróra lesz szükség a kis, legfeljebb 30 centiméteres huzaldarabok kiegyenesítéséhez. Ehhez egy fából készült blokkban lyukasztó lyukat készítünk, amelynek átmérője valamivel nagyobb, mint egy drótlyuké, és átvezetjük rajta a rúd egyik végét. Ezt a végét rögzítjük a tokmányba, és lassan forgatni kezdjük, a huzalt áthúzva a lyukon.
- A nem túl nagy átmérőjű huzal összehangolásához meglehetősen egyszerű és olcsó eszközt készíthet saját kezével.
Ehhez szükségünk van egy hatalmas falapra, amelynek mérete 500 x 120 x 50 mm. 5-7 szöget szúrunk bele 3-5 mm átmérőjű egyenes vonalban a huzal átmérőjével.A szögek közötti távolság közvetlenül függ a huzal átmérőjétől és rugalmasságától. Minél magasabbak ezek a mutatók, annál nagyobbak a rések a fémrudak között. A huzal kiegyenesítése abból áll, hogy egyszerűen a körmök közé húzza a jelölési vonal mentén. Az egyértelműség kedvéért egy sematikus fotó segít.
Ha ismeri az eredeti módját, hogyan kell a vezetéket saját kezével igazítani, akkor ossza meg velünk a megjegyzésblokkban.
Hasznos videó
Nézzen meg egy videót, ahol egy személy bemutatja, hogyan kell összeállítani egy egyszerű megerősítő hajlítószerkezetet a hajlító rudakhoz és a négyzethez:
A második videóban a huzal hajlító és hajlító horgok mechanizmusának áttekintése:
Következtetés
A huzal hajlítására használt cikkeket részletesen ismertetjük a cikkben. Az anyaggal való munkavégzéshez egyszerű eszközöket és összetett telepítéseket is használhat, amelyek lehetővé teszik percenként nagyszámú művelet végrehajtását.
Korlátozott költségvetéssel saját mechanikus eszközt készíthet, amely minőségében nem lesz rosszabb a gyári termékeknél.
Hajlítógépek betonacélhoz, huzalhoz, fémlemezhez és csövekhez. Oldalunkon nemcsak a műszaki előírásokat mutatjuk be, hanem a hajlítógépekről készült videókat és a késztermékek fotóit is, amelyek lehetővé teszik a gyártási folyamat jobb megértését. Ha nem találja az oldalon szükséges felszerelést, küldje el a műszaki leírást e -mailben, mi kiválasztjuk a gépet a feladataihoz.
Alapvető hajlítási szabályok
A huzal hajlítása egyszerű
A legjobb eredmény elérése érdekében azonban több szabályt is figyelembe kell venni.
- Vastag szövetből készült kesztyűt kell viselni a feladat végrehajtása és a szerszámmal végzett munka során, hogy elkerülje a sérüléseket.
- Csak karbantartható szerszámok vagy automata gépek alkalmasak munkára. Mielőtt hozzáfogna a fém hajlításához, ellenőrizze a berendezés sérülését vagy deformációját.
- Ha satuba van szükség a művelethez, akkor először győződjön meg arról, hogy a munkadarab biztonságosan rögzítve van.
- A munka megkezdése előtt össze kell hangolni a munkadarab helyzetét.
- Ha a szerszámmal végzett műveleteket egy kézzel hajtja végre, akkor a másikat távol kell tartani attól a helytől, ahol a hajtást tervezi. Ez azzal magyarázható, hogy a fogó vagy más szerszám kiszabadulhat és megsérülhet a kéz.
- Az eljárás során nem ajánlott nehéz eszközöket elhelyezni a munkaasztal szélén. Ellenkező esetben hajlításkor megérinthetők és a lábukra eshetnek, ami sérülést okozhat.

Ezenkívül a hajlítási folyamat során ajánlott figyelni a vezetékek épségére és a földelés megszervezésére, amikor elektromos gépeket használnak. Érdemes megjegyezni, hogy a kézi hajlítás lehetővé teszi, hogy kis mennyiségű anyaggal dolgozzon.
Ez azzal magyarázható, hogy az eljárás nagy munkaintenzitással rendelkezik, ami hátrányosan befolyásolja az emberi test állapotát.

