Más kialakítású termékek élezése
A csavarófúrók mellett más kialakítású szerszámokat használnak a fémfeldolgozáshoz. Otthon a következő eszközöket hibakeresheti.
Kúp kardán
A lépcsős fúrót élesítheti normál reszelő segítségével. A termék vágóélete derékszögben van élesítve.
Ha a kúpos fúró korlátozott területen unalmas, akkor az élezést a sérült terület elhagyása nélkül kell elvégezni.
Videó:
Koronás
A koronaeszközök hibakeresésekor speciális eszközt használnak, és tudnia kell, hogy milyen szögben kell eltávolítani a fémet a vágófelületről. Figyelembe véve az eljárás végrehajtásával kapcsolatos összes nehézséget és időt, jobb, ha élesítéshez fordul a tapasztalt kézművesekhez.
Videó:
Következtetés
Nem nehéz megtanulni a fémfúrók önálló élezését.
- Kis mennyiség esetén elegendő egy kiváló minőségű fájlt vásárolni, és manuálisan elvégezni a folyamatot.
- Nagy mennyiség esetén az időköltségek csökkentése érdekében jobb speciális berendezéseket vásárolni, amelyek felgyorsítják a munkát és csökkentik a szerszám helytelen öltözködésének valószínűségét.
Az utak
Kemény anyagok fúrásakor csak a szélekkel kell érintkezni. Ezért a hátsó felület egy bizonyos szögben élesedik. E művelet eredményeképpen rés jelenik meg a furat széle és alja között.
Az élezést kúpos, kétsíkú vagy kúpos módszerekkel végezzük.
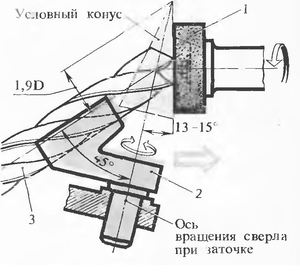
Kúpos élezés használata
A fúrót a csiszológép speciális prizmájába illesztik, amely a tengelye körül mozog. A köszörűkoronghoz viszonyított prizma egy bizonyos szögben van. A fúró hátsó része kúp alakú. Azon a helyen található, ahol a csiszolókorong munkafelülete metszi a lengőtengelyt.

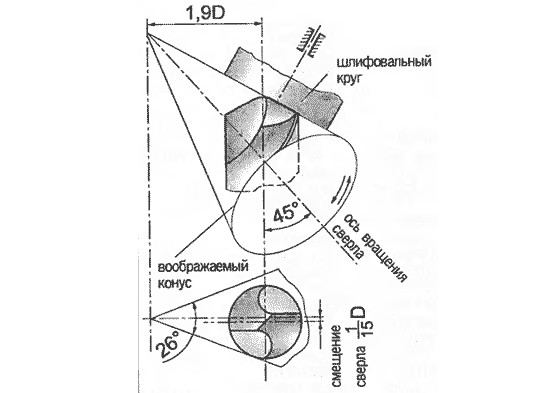
A fúró megfelelő élezése érdekében először be kell állítania a paramétereket. Az élező kúp tengelyének 45 fokos szögben kell lennie a fúró tengelyéhez képest. A kúpos élezés két módszerrel hajtható végre:





- Az élezni kívánt kúp hegyének az élező kúp csúcsa alatt kell lennie. Előzetesen ajánlott a beállítást a megadott paramétereknek megfelelően elvégezni: a - 45 fok, b - 13-15 fok, n - 1,9d. a fúró tengelyének és a kúpnak a csiszolókorong és a fúró szögénél kisebb szögben kell metszenie egymást. Ha így élesítünk, akkor meg kell győződnie arról, hogy a fúró hegye az élező kúp csúcsa felett helyezkedik el. A csúcsnak és a fúrónak 1,06d távolságra kell lenniük egymástól. a fúró tengelyének és a kúpos tengelynek 90 fokos szögben kell kereszteződnie.
- A perifériás pont hátsó szögének biztosítása érdekében indikátorokat kell megadni - a -5-7 fok, a 2f szöget - 116 és 118 fok között. a vágó keresztirányú élnek 55 fokos szögben kell lennie.
A kúpos módszer használata ajánlott a fúró szabad szögének élesebb növelése érdekében. Ez a módszer akkor használható, ha a fúró nagy átmérőjű - több mint 3 milliméter.
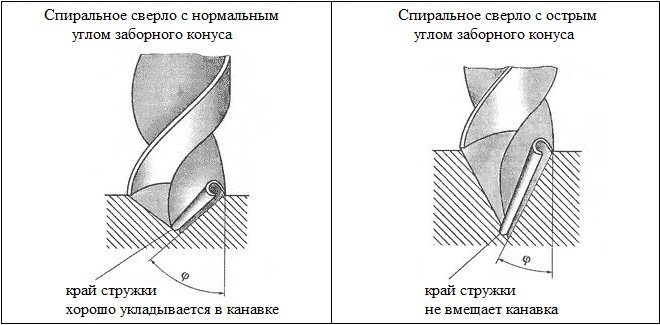
Csavaros élezés használata
Ha szükségessé válik a fúrók élezésének automatizálása, akkor ajánlott a csavaros módszer alkalmazása. Ez abban áll, hogy a fordítási mozgásokat összehangolják csiszolókorong -forgások... Egyszerre lehet élesíteni az első és a hátsó sarkokat.
A spirális élezéssel a munkadarab hátsó szögei a középponthoz közeledve nőnek.Ezzel a módszerrel csökken a fúrók oldalsó élének szilárdsága, ami töréshez vezet túlzottan kemény anyagok fúrása során.
Kétsíkú élezés
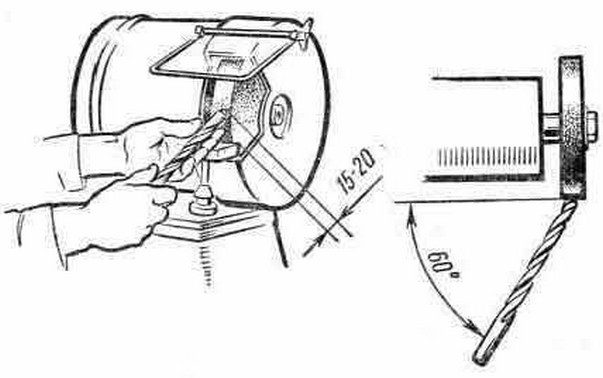
Ezzel a módszerrel ajánlott élezni azokat a fúrókat, amelyeket nem szilárd anyagok fúrására szánnak. Ha a fúró átmérője kisebb, mint 3 mm, akkor ez az élezési módszer ajánlott. Ezzel a módszerrel a fúrókat 60 fokos szögben élezik. Ennek a módszernek köszönhetően a termékeket javítják, nem pedig javítják a hibákat.
Különböző típusú fúrók élezésének jellemzői
A fémfúrók fúrhatók, spirálozhatók és lépcsőzetesek. Mindegyiknek vannak bizonyos követelményei az élezéshez. Mielőtt azonban kitalálná, hogyan adhatja vissza a fúrógépnek az idővel elveszett tulajdonságait, ellenőrizze és tesztelje működés közben. Így megértheti, hogy a terméket valóban csiszolni kell -e. A tompa vágószerszám jelei az erős fűtés, a használat közben fellépő hangos zaj és a rossz minőségű fúrás. Igaz, nem mindig ésszerű az élezéshez folyamodni. Jobb eldobni az 1 cm -nél hosszabb vágófelülettel rendelkező fúrót.
Hogyan kell őrölni egy győztes fúrót?
Annak érdekében, hogy a győztes termék ismét jól beleharapjon az anyagba, hogy lyukakat hozzon létre a fémben, nemcsak élesítő szerszámmal, hanem hűtőfolyadékkal is fel kell vérteznie magát. Egy egyszerű csiszoló kővel nem működik az ilyen típusú fúrógép élezése; elektromos élezőgéppel kell felfegyverkeznie.
Annak érdekében, hogy a vágószerszám a korábbiakhoz hasonlóan hatékonyan elkezdhesse fúrni a fémet, csökkenteni kell az élezéshez használt szerelvényen a másodpercenkénti fordulatszámot. Az a tény, hogy minél nagyobb az anyag szilárdsága, annál kisebbnek kell lennie a feldolgozási sebességnek.
A győztes fúrót állítólag az élező rövid érintésével kell megcsiszolni. Ennek a terméknek az élezési folyamata fokozott figyelmet igényel, mivel a győztes fúró élei meglehetősen gyorsan élesednek. A szerszám minden vágóoldalát élesíteni kell, hogy illeszkedjen a másik oldalához. Ha ezt a szabályt megsértik, akkor a forgástengely középpontja eltolódik, és a fúró túl nagy lyukakat készít a fémben, és az élek mentén görbül.
A vágószerszám csiszolásakor fontos ellenőrizni a hézag és a vágóél arányát. Arra is ügyelni kell, hogy a fúró ne melegedjen fel, mivel ez repedésekhez és forgácsokhoz vezethet.
Ha az élesítővel vagy más eszközzel feldolgozott termék hirtelen felmelegszik, akkor speciális folyadékba vagy sima vízbe kell meríteni. Látva azonban, hogy a hegy vörös és forró lesz, nem szabad azonnal lehűteni a károsodás elkerülése érdekében. A fúrót hagyni kell lehűlni levegővel való érintkezés előtt, mielőtt vízbe merítené.
Hogyan lehet élesíteni a spirálterméket?
A spirálfúró élességének helyreállításához meg kell csiszolni a hátsó széleit. E folyamat során ügyelni kell arra, hogy az egyik fúróhegy ugyanúgy élezett -e, mint a másik. Nagyon nehéz ezt speciális egység nélkül megtenni, különösen azok számára, akiknek nincs tapasztalatuk a fémfúrók élezésében.
Amikor saját kezével élezi a csavarófúrót, nem valószínű, hogy a hátsó éleknek és a hátsó szögnek tökéletesen megfelelő formát lehet adni. Ezért bölcsebb egy ilyen terméket speciális gépen vagy készüléken őrölni. Ha csak egy közönséges véső lenne a gazdaságban, és egy ember, akinek tompa csavarófúrót kell feldolgoznia, volt tapasztalata a vágószerszámok élezésében.





Hogyan kell helyesen megmunkálni egy lépcsős fúrót?
A fém vágószerszámát lépcsők formájában többször is nehezebb élezni, mint a csavarófúrót. Az egyenes forgáccsal rendelkező terméket meghatározott mintában kell kinyerni.Az ereszcsatorna oldaláról érkező lépcsők vágóélei mentén koronggal kell elvégezni, könnyű érintésekkel.
Lépcsőfúró megmunkálásakor a lépcső hátsó felülete és a horony között kialakított szöget nem szabad eltolni. Még több élesítő árnyalat van a termékben, amelynek hornya spirális. Feldolgozási technológiája nem különbözik ettől, de a legnagyobb körültekintést és sok tapasztalatot igényel a csiszolófúrókban.
Élezők
A munkaidő lerövidítése és minőségének javítása érdekében fontos olyan eszközt választani, amely lehetővé teszi a vágószerszám mozdulatlan tartását. A fémfúrók normál élezése nagymértékben függ a kívánt szög beállításának pontosságától és az előtolás beállításának lehetőségétől az esztergálás során

A legtöbb tartozék lehetővé teszi a vágószerszámok 3–19 mm -es élezését. A spiráltermékek helyreállításához speciális és hagyományos gépeket is használnak elektromos hajtással és előtolórendszerrel, amelyeket saját maga szerelhet össze és telepíthet a garázsba vagy a háztartási helyiségbe.
Otthoni munkavégzéshez nincs értelme drága professzionális felszerelést vásárolni: korlátozhatja magát egy tartóval párosított csiszolókorongra, vagy teljesen kiegyenesítheti a terméket kézzel.
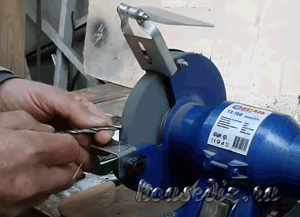
Daráló használata
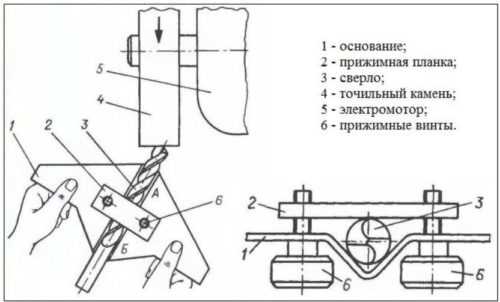
Maga a gép mellett satuba is szükség van a munkához, amelyben a hibakeresett vágószerszám rögzítve van.

A fémfúrók darálóval történő élezéséhez a következő munkasorozatot kell betartani:
- rögzítse a terméket függőlegesen egy satuba;
- először dolgozza fel a hátsó szélét a kopásnyomok eltávolítása érdekében;
- fordítsa el a munkaszélt 120 ° -kal.
A fúró túlmelegedésének elkerülése érdekében a csiszolótárcsával való érintkezésnek legfeljebb 1-2 másodpercig kell tartania. A hatást úgy érik el, hogy többször eltávolítanak egy vékony fémréteget a munkafelületről.
Élezés hegyezőn
A köszörűkorongon történő élezést kényelmesebbnek és biztonságosabbnak tartják a köszörűgéphez képest.
Ha a tapasztalat nem teszi lehetővé, hogy meghatározza a fémfúró kopási szintjét, és a szemét élesítő eszközön végezze el, akkor speciális eszközt kell használnia - a munkalemez közelében elhelyezett tartót. A rögzítőelem biztonságosan rögzítve van az elmozdulás elkerülése érdekében.





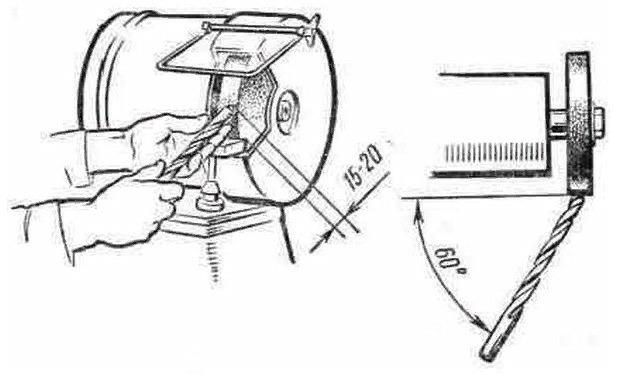
Esztergáló gépen a fémek fúróinak élezése nem nehéz.
A szerszám rögzítve van a tartóban, az élező bekapcsol, és a munkaszéleket kissé a kívánt szögben nyomja a körhöz. Ha apró sorja van, akkor azokat minden oldalról egyenletesen el kell távolítani az esztergálás előtt.
Fúrószár használatával
A közepes átmérőjű (4–10 mm) fúrók hatékonyan és gyorsan élezhetők csiszolókorong nélkül, szabványos fúrók segítségével.

Az élezés a következő sorrendben történik:
- fúvókát helyeznek a fúróra;
- fúró van felszerelve a szükséges átmérőjű lyukba;
- a fúró bekapcsol, a terméket az egyik oldalon forgatják;
- az ellenkező vágóél hibakereséséhez a szerszámot 180 ° -kal el kell forgatni.
A fúvóka alkalmazásának vannak sajátosságai:
- Kiváló minőségű és hatékony élezés csak enyhén tompa fúróknál lehetséges. Mély sérülések esetén, általában a fém jelentős túlmelegedése esetén, a szerszámot nem lehet helyreállítani.
- Fix élezési szög. A tartozék csak bizonyos anyagokkal való munkavégzéshez használt fúrókhoz alkalmas.
Élesítés reszelővel vagy reszelővel
A fémfeldolgozáshoz használt fúrót két okból nem lehet élezni reszelővel vagy reszelővel:
- Az anyag keménysége. Még a legjobb reszelő is kopik a vágó rögzítése előtt.
- Gyémánt vagy csiszolókövek használatakor lehetetlen manuálisan fenntartani a kívánt szöget.
Itt az ideje élesíteni? ...
Tapasztalatlan kézművesnek nehéz megkülönböztetni a jól élezett szerszámot a már unalmassá vált szerszámtól. Az élesítés megkezdésének fő jelei a következők:
- a fém nagyon felforrósodik.Annak a ténynek köszönhetően, hogy a vágóél elhasználódott, a súrlódás a fúrás során megnő. Ennek megfelelően a munkadarabot, majd a szárát, fúrótokmányát (perforátor) felmelegítik. Erős melegítés esetén a fúró fém elveszíti tulajdonságait, "felszabadul", és egyáltalán nem élezi tovább;
- a hang fúrás közben felerősödik, nyikorgás és nyikorgás hallatszik;
- a forgács vagy csak az egyik oldalról jön ki (egyenetlen élezés), vagy mindkettőből, de morzsa formájában, és nem egy tiszta spirál.
Egyénileg ezek a tünetek a túl kemény és törékeny anyaggal, általában a rossz típusú fúróval végzett munka eredményének tekinthetők. Mindent összevetve egyértelműen azt mondja - itt az ideje élezni a széleket!
Mi szükséges az eljáráshoz
Ahhoz, hogy saját maga élesítse a fúrót fémhez, először meg kell határoznia, hogy milyen feladatokra fogja használni. Gyártási körülmények között a fúrók élezésére általában speciális eszközöket használnak az ilyen folyamat maximális pontosságának és termelékenységének biztosítására. Amikor otthon fúrja a fúrókat, mindig meg kell keresnie a módját annak, hogy ennek a folyamatnak az eredménye kiváló legyen.
A fémfúrók élezéséhez szükséges minimális készletnek tartalmaznia kell:
- csiszológép;
- különböző keménységű csiszolókorongok, amelyeket az élezni kívánt fúró gyártási anyagától függően választanak ki;
- egy tartály hűtőfolyadékhoz és magához a folyadékhoz, amely közönséges vízként (vagy gépolajként) használható;
- szerszámok, amelyek lehetővé teszik a helyes élezési szögek fenntartását.

A fúróállvány a csiszolótárcsa mellé szerelhető, hogy pontos szögben élesítse a vágóélet
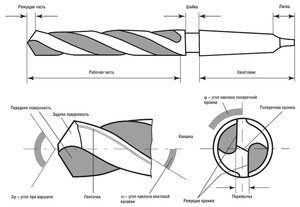
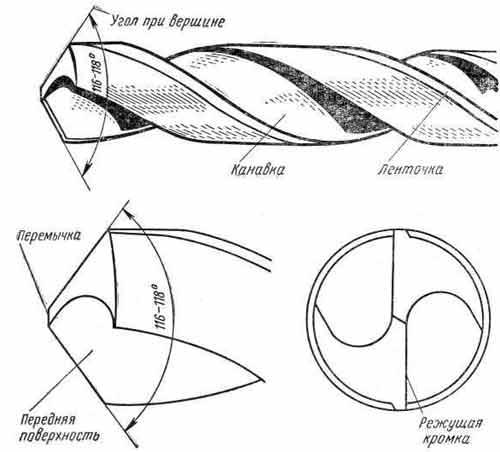
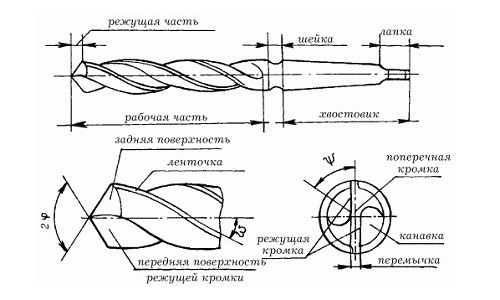
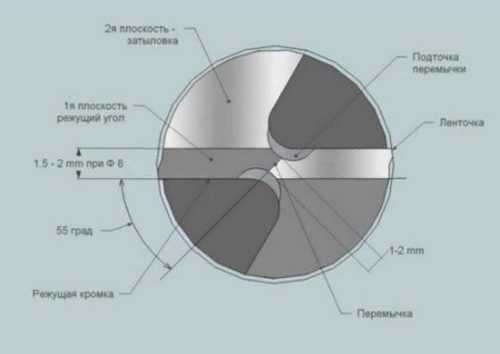
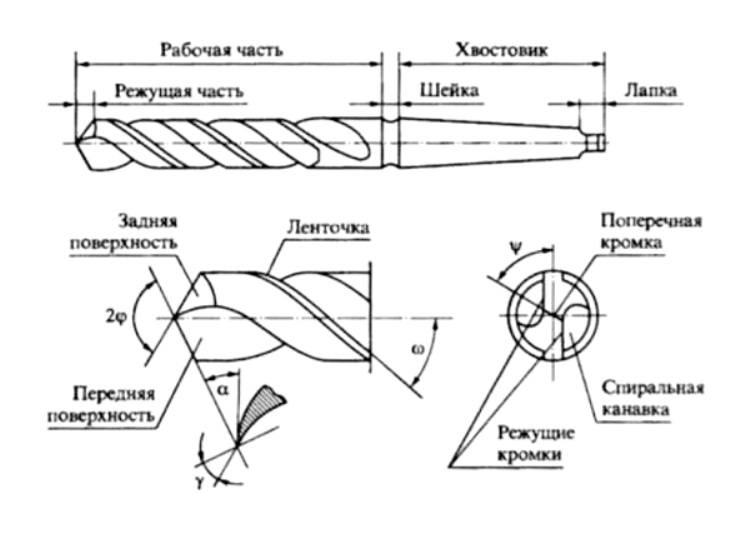
A fúrók saját kezű élezésekor figyelni kell a következő paraméterekre:
- a fúró eleje síkja és a vágóél talpa közötti szög (az ilyen szöget, amelyet a fő vágási síkban mérünk, elülsőnek nevezzük);
- a hézagszög, amelyet ugyanúgy mérnek, mint az első szöget, de a fúró hátsó síkja mentén;
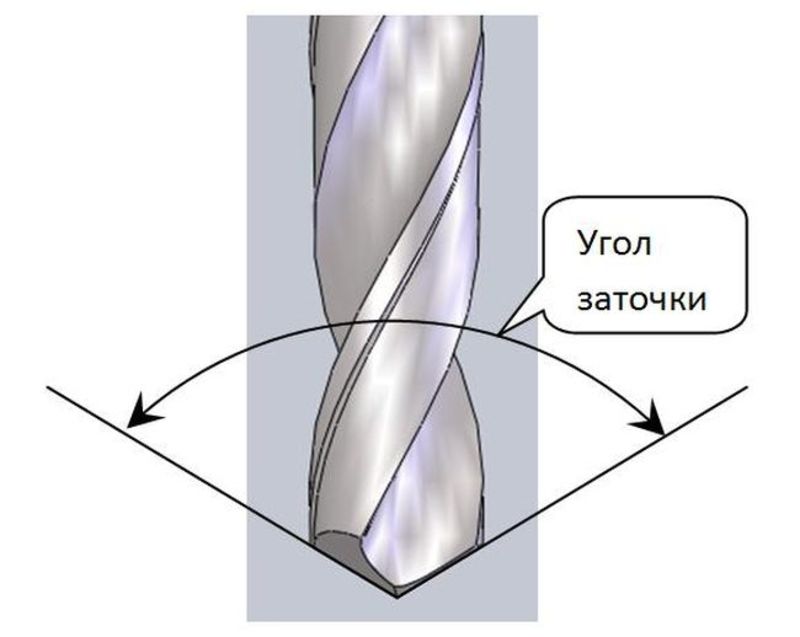
- szerszám orrszöge, két vágóél között mérve.
A fémfúrók élezéséhez az összes szabálynak megfelelően be kell tartania a fenti paraméterek alábbi értékeit:
- vágóél dőlésszög - 20 °;
- hátsó szög - 10 °;
- csúcsszög - 118 °.

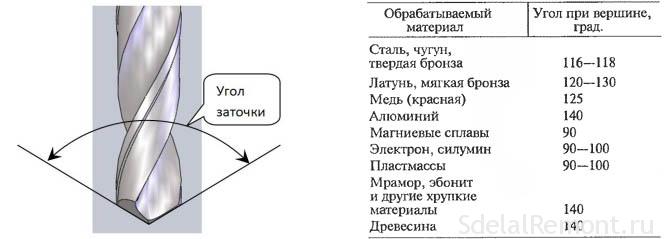
1. táblázat. A fúró tetején lévő szögek a feldolgozandó anyagtól függően

2. táblázat
Ha a munkában vagy otthon fémet kell élezni fémhez, akkor szigorúan be kell tartania a biztonsági óvintézkedéseket. Ezt a folyamatot nagyszámú szikra képződése kíséri, amelyek hatásaitól a látásszervek védelme szükséges. Ezen túlmenően, mivel ezt az eljárást élesített fémszerszámokkal hajtják végre, kesztyűben kell elvégezni a kéz védelmét.








Élezési folyamat
A fémfúró helyes élezése kívánatos speciális eszközök és szerszámgépek segítségével. Sajnos egy otthoni műhelyben ilyen felszerelés nem mindig áll rendelkezésre, és általában a fémfúrók saját kezű élezését csiszolóanyagú elektromos darálón végzik, például kőkerekeken. Az élezést a hátsó élek mentén végezzük, miközben minden fogat teljesen azonos módon kell élezni. Ugyanakkor nehéz manuálisan fenntartani az adott szöget és a kívánt formát, és a legegyszerűbb csak spirális és korona szerszámokat élezni otthon.
Munkafelület sarkai
Annak érdekében, hogy tudja, hogyan kell élezni egy fúrót fémhez egy hegyezőn, emlékezzen a vágó részre vonatkozó számos fontos paraméterre, amelyek megvalósítása garantálja a kiváló minőségű eredményt:
- A szerszám hátsó részének fúrási síkhoz viszonyított elhelyezkedési szöge = 10 °,
- Az elülső felület élezési szöge = 20 °
- A vágószerszám orrszöge = 118 °
Ebben az esetben a csúcs szöge változhat, attól függően, hogy milyen anyaggal kell dolgoznia:
- Rozsdamentes acélhoz, öntöttvashoz és kemény bronzhoz - 115-118 °;
- Alumíniumhoz - 130-140 °;
- Rézhez - 125 °;
- Lágy bronzhoz - 130 °.
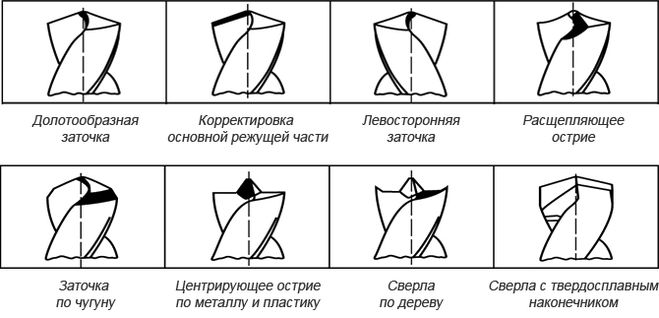
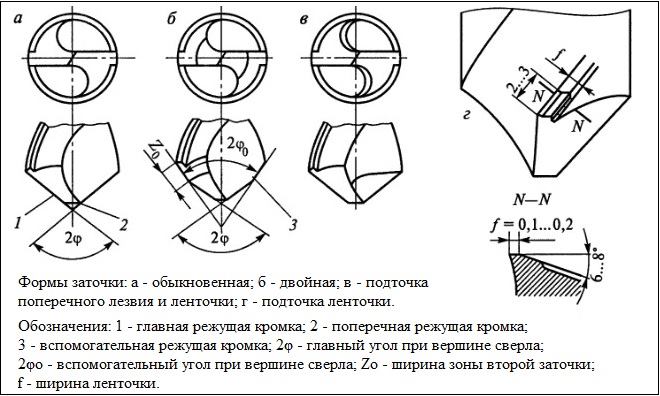
Többféle élezési mód létezik, amelyeket különböző célokra használnak. a leggyakoribbak a következők:
- Egysíkú. Az ilyen típusú feldolgozással a toll hátsó felülete egy sík formájában készül. A hátsó szög 28-30 °. A fúrót úgy kell elhelyezni, hogy a vágó rész párhuzamosan van a csiszolókoronggal, és nem változtatja meg helyzetét. A legegyszerűbb élezési módnak tekintik a legfeljebb 3 mm átmérőjű fúrókat, de hátránya, hogy a vágóélek összeomlanak a fúrás során.
- Kúpos élezés. Jellemzően viszonylag nagy átmérőjű fúrókhoz használják. Nehéz ezt speciális felszerelés és megfelelő készségek nélkül elvégezni. A fúrót bal kézzel kell megfogni a kúphoz közelebb lévő munkadarabgal, a farkát pedig jobb kézzel kell tartani. Ezután a szerszámot a hátsó rész felületével és a vágóéllel a köszörűkő végéhez nyomják. Az élezés során a fúró jobb kezével kissé meglendül a farok mellett, ez lehetővé teszi, hogy a toll szélén kúpos felületet hozzon létre.
Az anyag befejezése élezés után
A lapozást speciális lapp körökön végezzük. Különbségük a hagyományos csiszolókorongoktól az, hogy az agresszív anyagfeldolgozást kombinálják a jó befejező felület eléréséhez.
Az anyag lágyságának és a kiváló minőségű csiszolóanyagnak köszönhetően az ilyen körök ideálisak a karcolások és egyéb felületi hibák eltávolítására; eltávolíthatók az anyag munkadarabjának geometriájának megváltoztatása nélkül. Általában az ilyen köröket csiszológépre vagy fúróra szerelik fel, ami lehetővé teszi például a satuba szorított fúró kényelmesebb és pontosabb feldolgozását.
A kerekek befejezése mellett a munkafelületet meg lehet tölteni smirgellyel, amely ugyanazon daráló korongján található.
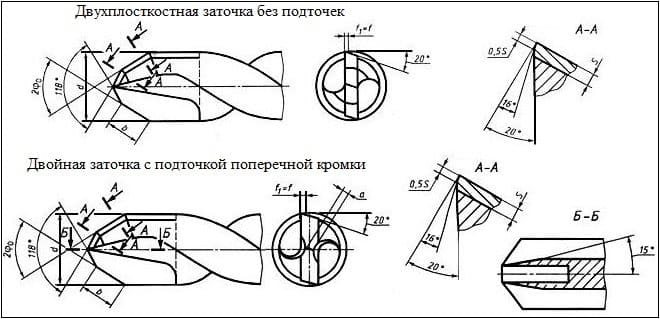
Felület élezése
 Egy megfelelően élezett fémfúró saját kezűleg egy legfeljebb 10 mm átmérőjű szerszámra elegendő a munkához, szélesebbeknél ajánlott az éles felület további élezése.
Egy megfelelően élezett fémfúró saját kezűleg egy legfeljebb 10 mm átmérőjű szerszámra elegendő a munkához, szélesebbeknél ajánlott az éles felület további élezése.
Ennek a kezelésnek az a jelentése, hogy a vágóél szögének növelésével és a dőlésszög csökkentésével nő a morzsálódási ellenállás, ami a fúró erőforrásainak növekedéséhez vezet. Ezenkívül a keresztirányú él szélessége csökken, így a furat középső részén lévő anyagot nem fúrják, hanem lekaparják, ami megkönnyíti a fémfúrás folyamatát. Kis furattal rendelkező fúrónál élesítheti a szárnyat, hogy csökkentse a súrlódást a lyukon belül.