Technológia
A fúró kiváló minőségű élezéséhez bizonyos eszközökre van szükség. Nem számít, hogy kicsi vagy nagy fúró - a technológia ugyanaz: a végén lévő vágóélek végzik a fő munkát, és az oldalsó spirális élek igazítják a fúrt lyukat, és a forgácsokat a spirális csatornákba terelik.

A fúró élezésének legegyszerűbb módja a hüvely, belső átmérője átmérője megegyezik a fúró szakaszával. A hüvely szilárdan rögzítve van a kívánt szögben. A kiválasztás a következő módon történik - a fúrónak világosan és erőfeszítéssel be kell lépnie a sablonba, még egy fok eltérése nélkül sem. Ha a fúró eltér, a metszőéleket nem lehet pontosan visszaállítani, és ennek eredményeként munka közben "járni" fog. A hüvely színesfém csövekkel kiegészíthető, amelyek belső átmérője megegyezik a termék átmérőjének leggyakoribb értékeivel.

A sablon egy praktikus szerszámot tartalmaz, amely megkönnyíti a fúrónak a csiszolókoronghoz való adagolását az élezéshez, és nem teszi lehetővé a termék ellenkező irányú mozgását. Minél keményebb fafajta, amelyből a rúd készül, annál pontosabban van beállítva a szög: például a mester tölgyfa rúddal táplálja a fúrót, míg a fúró lengése élezéskor, a lengése kizárt . A gép - például ugyanaz a köszörűkő - házilag is elkészíthető: a lényeg az, hogy a kövek ne legyenek középen, ne rezegjenek működés közben.


Helyes szög
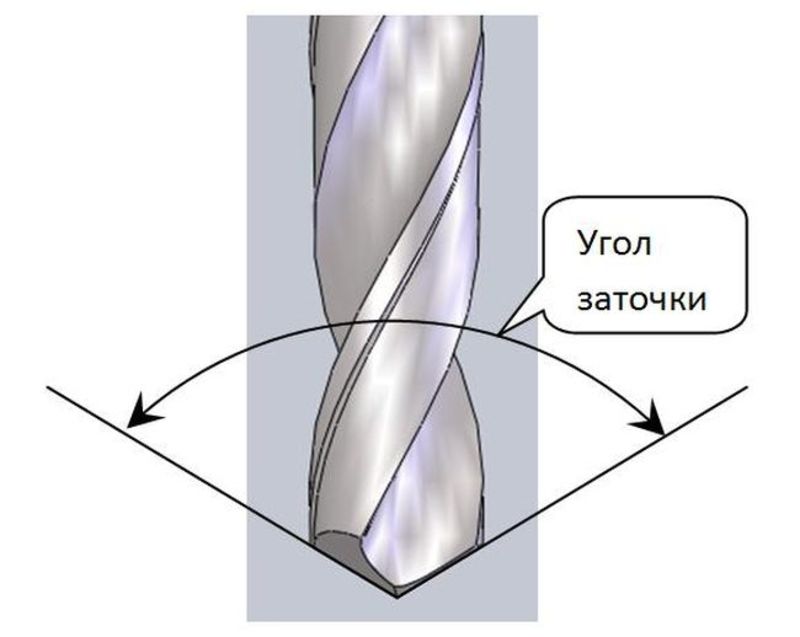
A szöget az acél vagy más fém (vagy ötvözet) típusa határozza meg, amelyben a lyukakat fúrják. Minél kisebb a fém vagy ötvözet keménysége, annál nagyobb az élezési szög. Tehát acél, öntöttvas és bronz esetében, amelyekből a munkadarabokat ki kell fúrni, az élezési szög eléri a 120 ° -ot, a műanyag és lágy alkálifémek, például magnézium esetében - 85 °.


Bármely fafaj 130 fokot igényel. Rozsdamentes acélhoz 115 ° elegendő. Az a tény, hogy egy könnyen engedhető fém rövid idő alatt több forgácsot generál, túlzott súrlódás következik be, és a fúró hegye egyre gyorsabban felmelegszik. És a túlzott hő tompítja - még az edzett acél is, amelyből a fúró készül, felmelegítéskor edzett. A termék acélja elveszíti keménységét, és tompulni kezd.

Hibakeresés
Lehetőség van arra, hogy otthon újrafelhasználható fúrót hozzon speciális csiszolókorongokon, amelyek kombinálják a nagysebességű acél durva őrlését a finomszemcsés acéllal. Ezek a lemezek viszonylag puha töltőanyagot tartalmaznak, amely kiküszöböli a durva karcolásokat, bevágásokat és horpadásokat a munkából. A vágóélek alakjának megváltoztatása nélkül kiküszöbölhetők. Ezeket a korongokat darálóra vagy fúróra helyezik, és a fúrót külön bilincsre vagy satuba rögzítik. Ha a kerekekkel végzett feldolgozás durva volt, akkor magát a terméket egy forgó csiszolókoronggal őrlik.

Vizsgálat
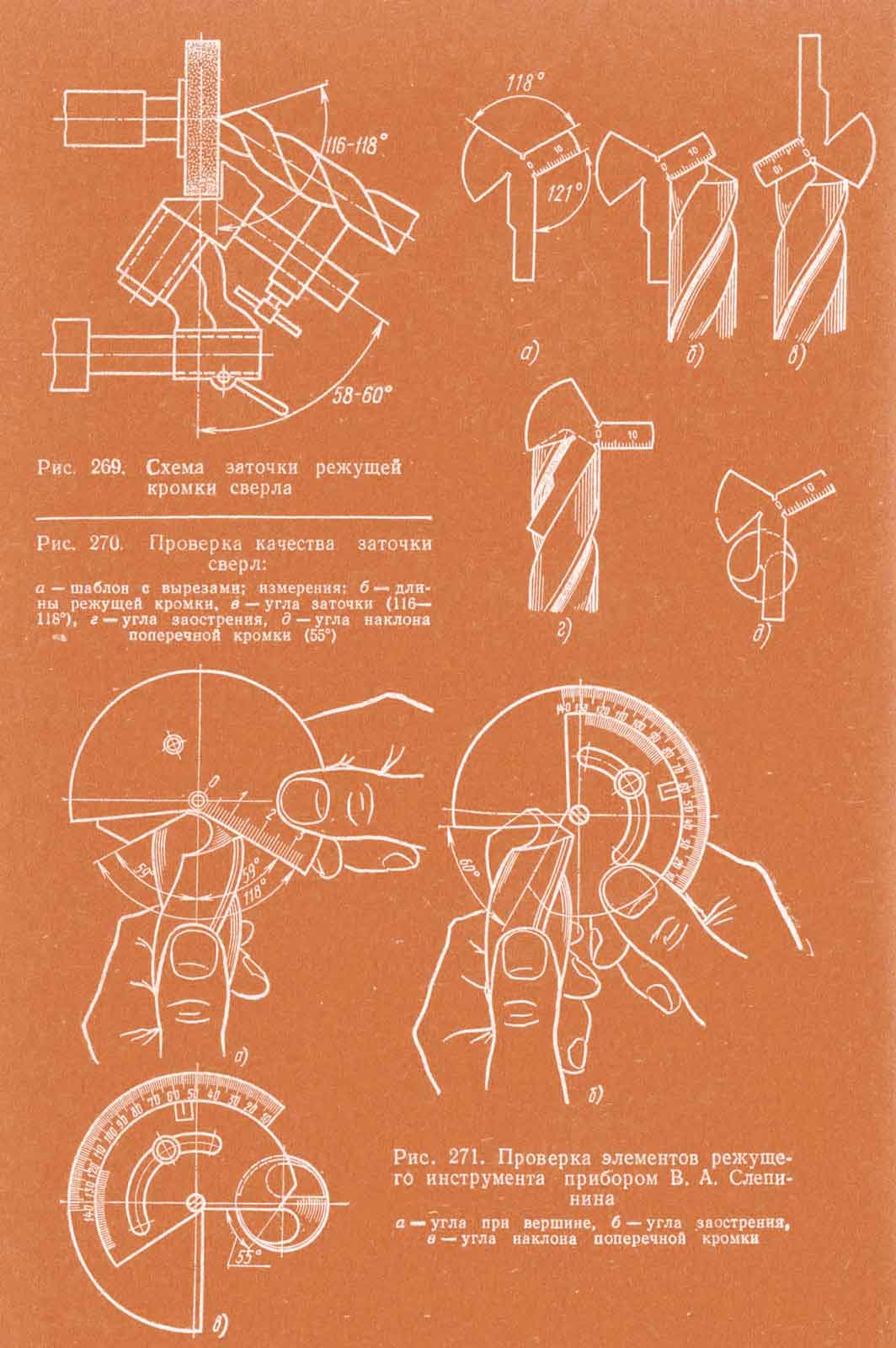
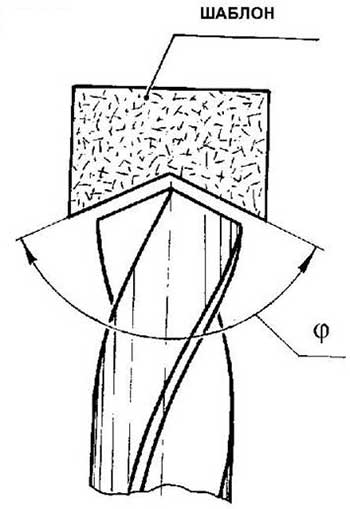
A helyes élezés gyors ellenőrzése egy speciális sablon segítségével történik, amely méri a vágóélek hosszát, a hegy helyét, a fúrón lévő kifolyócsatornák ferde szögét és a hosszanti szög értékét él.

Undercut
Ha a mester 10 mm -es fúrója unalmas, akkor a terméket az élszél oldaláról élezik. A feladat a vágóél szögének növelése és az elülső él ferde vágásának csökkentése, a keresztirányú él szűkítése.
Ez megakadályozza a legkisebb acélszemek gyorsított törését a ponttól, ami azt jelenti, hogy meghosszabbítja a fúrógép élettartamát, lehetővé teszi a gyorsabb és nagyobb fúrást. Ezenkívül a terméket kis hézagszögben őrlik, ami csökkenti a súrlódási erőt a vágott lyukakban.


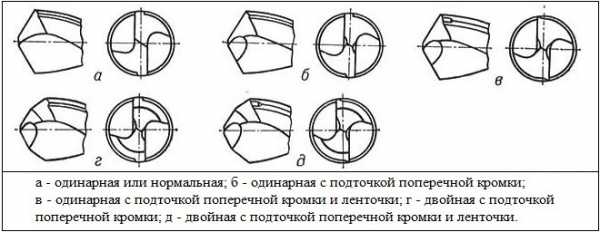
Módszerek a fémfúrók élezésére
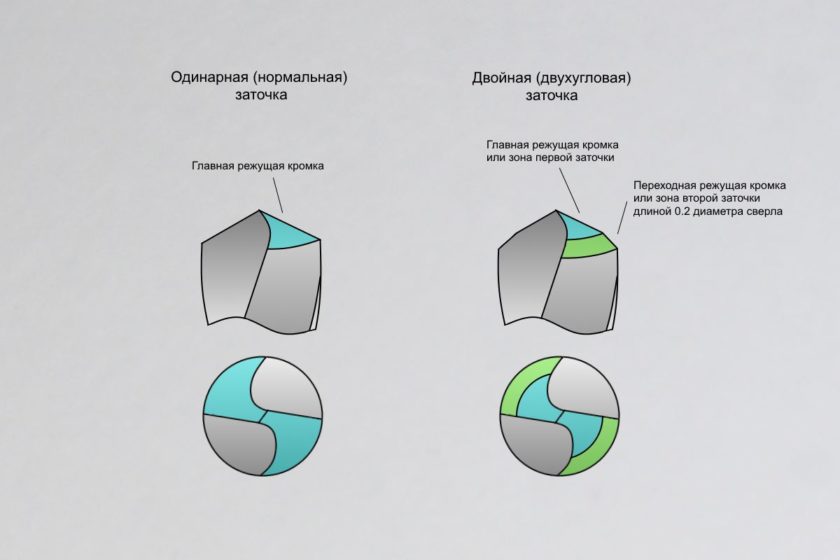
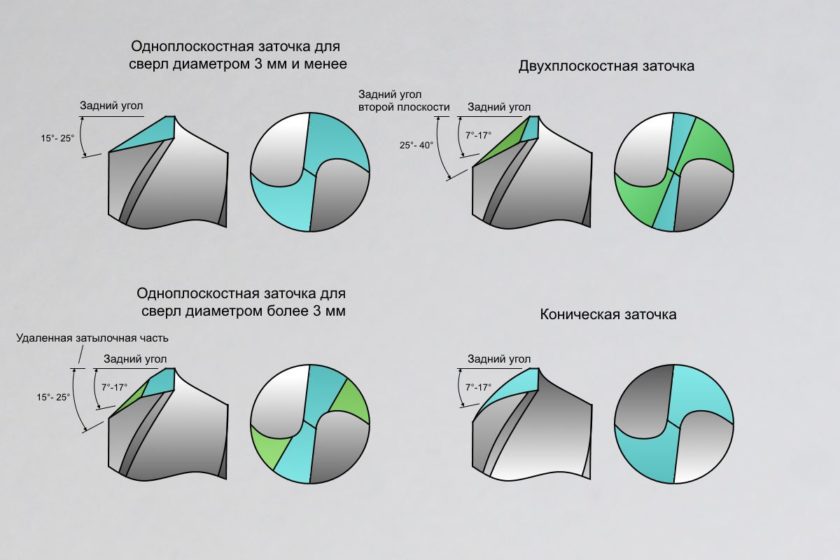
 Egysíkú feldolgozás otthon. Ezt az opciót akkor használják, ha a termékeket 3 mm -nél nem nagyobb élezésre van szükség.
Egysíkú feldolgozás otthon. Ezt az opciót akkor használják, ha a termékeket 3 mm -nél nem nagyobb élezésre van szükség.
Ennek az élezésnek az a hátránya, hogy a működés közben az élek megrepedhetnek. Ez a technika különös gondosságot igényel. Lényege, hogy a fúró a körre kerül, és párhuzamosan mozog a munkafelülettel.
Ujj vagy kétsíkú élezés
Ezt a lehetőséget széles körben használják a kézművesek a termékek élezésére. Ebben az esetben használjon speciális perselyeket. Először is a fúrót a bal kezében lévő munkafelületnél fogva kell fogni, majd a szívókúphoz kell vinni, jobb kezével a farkánál fogva.
A termék vágóélét a csiszolókorong végéhez fogják nyomni, és ennek eredményeként a fúró jobb kézzel forog a saját tengelye körül. Ily módon a szerszám hátsó felülete élesedik.
A lényeg az, hogy a szerszám forgatásakor tartsa meg a megfelelő szöget az őrlőkő vége és annak dőlése között. Ebből a célból speciális perselyeket használnak a fém fúró élezési szögének megfigyelésére.
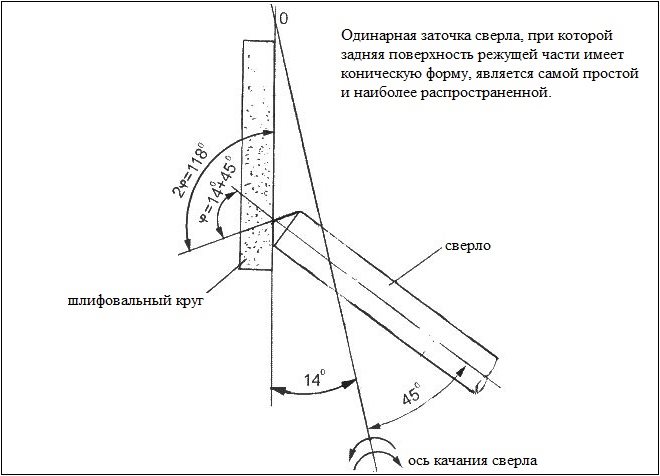
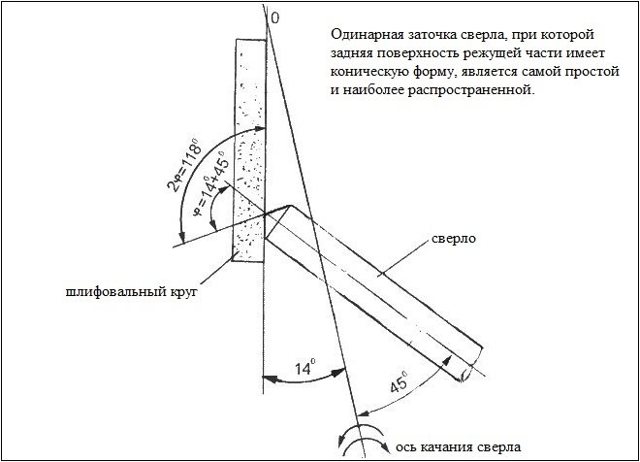
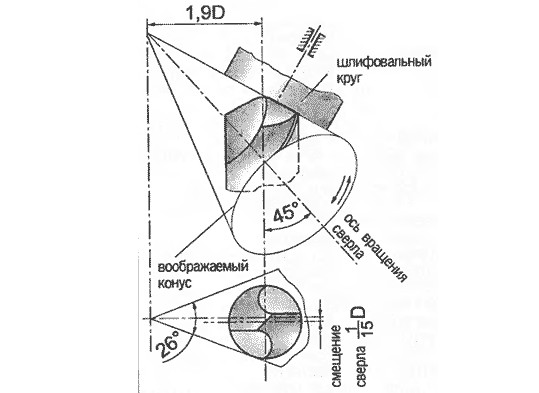
Kúpos élezés
Amikor saját kezűleg kezdik élezni a spirális fúrókat, először a hátat, majd a vágó részt dolgozzák fel. A munka a következőképpen történik:
Mindenekelőtt a szerelvény felületét a csiszolókoronghoz vagy a kőhöz kell nyomni, hogy ne maradjanak rések.
Élezéskor a szöget állandóan kell tartani.
Figyelni kell a termék hegyére oldalról: ha a hátsó felületet megfelelően dolgozzák fel, akkor egyenletes kúp látható.
Ezután folytathatja a vágóél élezését saját kezével, miközben szigorúan betartja a szöget.
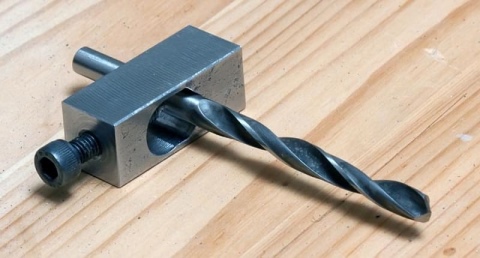
Rögzítők használata fémfúrók élezésére
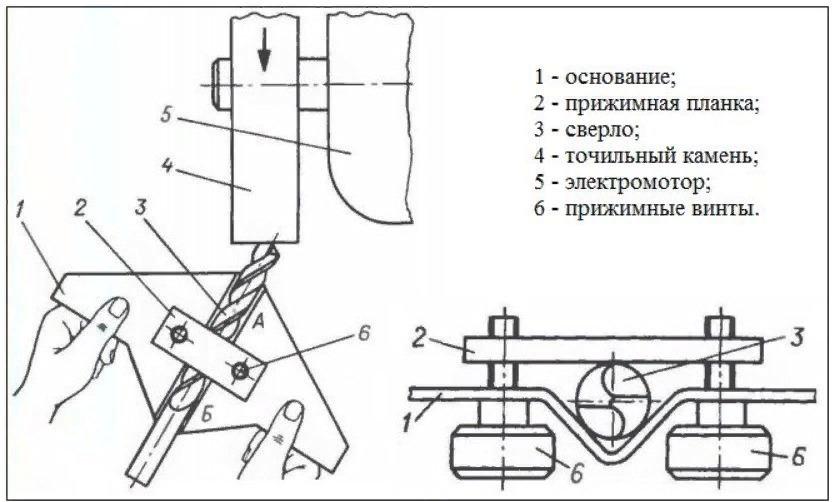
 Ez a kényelmes módszer magában foglalja a termékek élezésére szolgáló speciális eszközök használatát. Ennek a módszernek az előnyei közé tartozik a könnyű használat és a sokoldalúság. Ez az eszköz hengeres alakú.
Ez a kényelmes módszer magában foglalja a termékek élezésére szolgáló speciális eszközök használatát. Ennek a módszernek az előnyei közé tartozik a könnyű használat és a sokoldalúság. Ez az eszköz hengeres alakú.






Egyrészt van rajta egy összekötő egység, amellyel a fúvókát a fúróorsóra helyezzük, másrészt mélyedések vannak egy bizonyos szélességű fúrók felszerelésére. A feldolgozáshoz be kell illeszteni a terméket a lyukba, ezután marad a készülék mozgásba helyezése a fúrómotorral és az élezési szög megfigyelése.
A tompaság jelei
A fafeldolgozó berendezések hosszú ideig tarthatnak deformáció nélkül. A fémfúrók gyorsabban meghibásodnak. Számos pont alapján lehet megállapítani, hogy a berendezés unalmas:
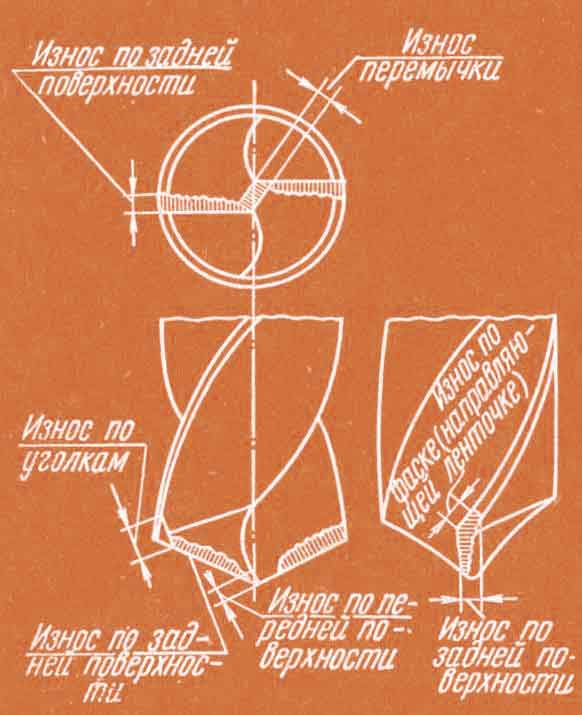
- A fúró tetején forgácsok, szabálytalanságok, mikrorepedések találhatók.
- Vizuális eltérések az eredeti állapottól.
- Fúrás közben jellegtelen sípolás vagy zaj fordul elő.
- Sorja és egyenetlenségei maradnak a lyuk belsejében.
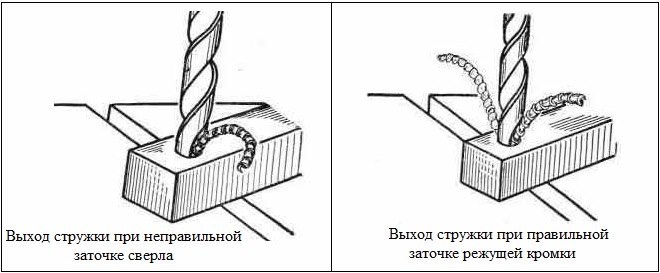
- A forgács felhalmozódik a lyukba, és nem kerül kifelé.
Ezek az eltérések a szerszámok törését jelzik. Le kell állítania a munkafolyamatot, ki kell javítania a pontatlanságokat, vagy ki kell cserélnie a szerszámokat.
Élezési folyamat
A fúró élezését bizonyos módon kell elvégezni. Először is vegye a szerszámot bal kezével az elülső (működő) rész közelében. Jobb kezével szorosan fogjuk a szárát. Csiszológépen vagy gépen megkezdjük a tárcsa forgását, és óvatosan (erős nyomás nélkül) hozzuk hozzá a fúró vágóélének hátsó részét.
Továbbra is enyhén nyomja a fúrót a koronghoz, jobb kézzel forgassa el, hogy élesítse a hátát. Ezalatt ellenőrizzük a fúró kívánt dőlését. Gondoskodunk arról is, hogy a vágóélek azonos hosszúságúak és azonos szögben élesedjenek.
Fúróélesítés
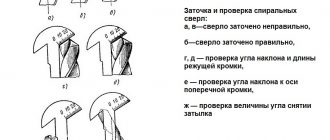
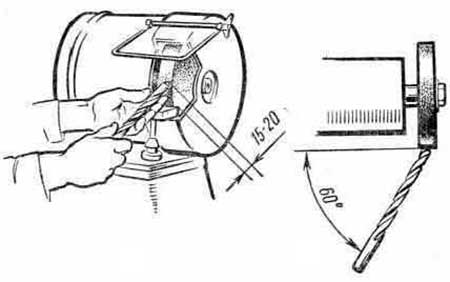
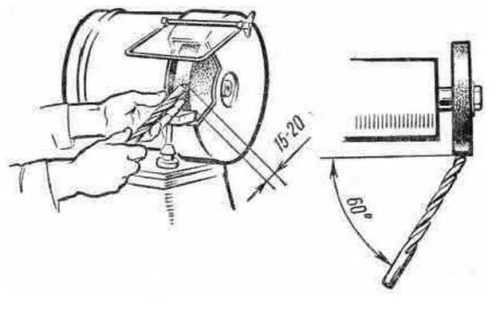
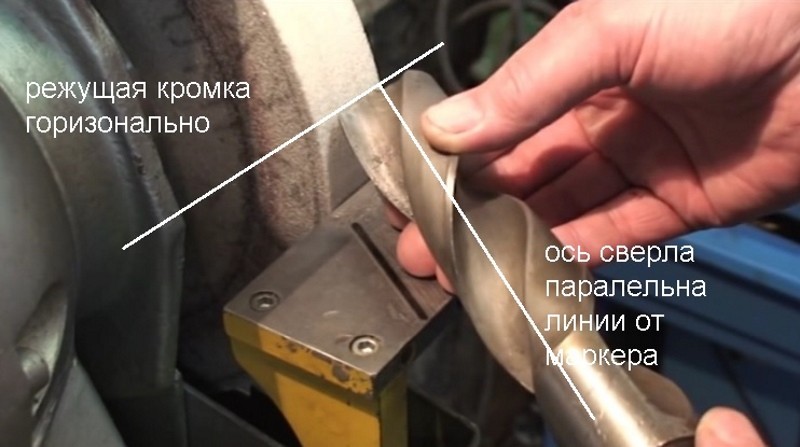
Az első feladat az, hogy a hátsó felületek egyenletesek és azonos lejtésűek legyenek.A fúró helyes irányításához élezéskor jelölővel rajzoljon egy vonalat egy jelzővel a kerék munkafelületéhez képest, a vágóél és a fúró tengelye közötti szögnek megfelelően (a sarok fele a tetején) ). Otthon általában egyszerűsítik a feladatot, és a fúrót 60 ° -os szögben helyezik el.
A fúró a mutatóujjon (vagy az ujjakon, nagy átmérőjű ujjon) nyugszik, és bilincsen nyugszik. A fúrót úgy kell elhelyezni, hogy az oldala párhuzamos legyen a megjelölt referenciavonallal. Nyomja meg felülről ugyanazon kéz hüvelykujjával. A második kéz tartja a szárát és szabályozza a fúró mozgását minden síkban, rögzíti a kívánt helyzetben. A fúró körhöz nyomásának mértékét mindkét kéz szabályozza. Nem szabad túlságosan megszorítani és megerőltetni az ujjait. A fúrót vízszintesen kell tartani, megengedett a szár leengedése a vágó rész alá, de semmi esetre sem fordítva.

A vágóélnek vízszintesnek kell lennie, és fontos, hogy ezt a helyzetet megtartsa, miközben élesíti az oldalát. A fúrót óvatosan hozza a működő élezőhöz, enyhe nyomással megérinti, majd a szárát simán le kell engedni a nyomás feloldása nélkül
Ezután a fúró kissé visszahúzódik. A művelet többször is elvégezhető, a munkadarab kopásának mértékétől függően.

Ezután a fúrót 180 fokkal elforgatják a hossztengely körül, és az élezést a második oldalfelületre megismételik.
Fontos, hogy ne próbálja meg megváltoztatni a kezek kezdeti helyzetét, és a szélét vízszintesen helyezze el, hogy az elsőhöz hasonló nyomást hozzon létre. Ha a második élét jobban kell élezni, mint az elsőt, az élezési műveletet többször megismételjük.

Ezt követően ellenőrzik az esztergált felületeket. Ezt szemmel is meg lehet tenni - a vágóélnek magasabbnak kell lennie, mint az összes többi felületnek, a hátsó felületeknek pedig azonos alakúnak és méretűnek kell lenniük. A fúró fényét megvizsgálják, hogy a fémen lévő visszaverődések ne zavarják, védje meg kezével a fényforrástól.

Az élezési eredményt sablonnal ellenőrizheti, ha felváltva alkalmazza a függőlegesen elhelyezett fúró hátsó felületeire. Ha eltérések észlelhetők, a kevésbé takart hátsó felületet korrigálni kell az élezőgépen. A munkaszélek hosszát vernier féknyereggel ellenőrzik - a hídtól a vágóél és a szalag átmeneti pontjáig mért távolságot mérik. Ha a paraméterek eltérnek, a rövidebb él élesedik.
Annak érdekében, hogy az élezés során a fúró a lehető legpontosabban álljon be egy adott szögben, célszerű egy 30-40 mm -es polcú acél- vagy alumínium sarkot használni vezetőelemként. Egy körülbelül 70 mm hosszú sarokdarabot egy kis bilincs segítségével rögzítenek a kapaszkodóhoz úgy, hogy a fúró, amelyet az oldalrész nyomott rá, a vágóéllel pontosan a csiszolókorong munkadarabját találja el. Az oldalsó résznek a vezetőhöz való ragasztását a teljes élezési ciklus során meg kell tartani.

Az élezési folyamat során a fúrót vízzel vagy gépi olajjal ellátott edényben kell lehűteni - a túlhevült fém kevésbé van feldolgozva és megsérülhet.
Ha elégedett az élezési eredménnyel, célszerű szilícium -karbid tárcsán finomítani a munkaszéleket, hogy sima legyen, ami növeli a fúrógép élettartamát.
Videó "a fémfúrók helyes élezéséről":


Milyen geometriát kell megadni a csavaró fúróelemekhez a lyukak optimális létrehozásához a fémekben
A kiváló minőségű élezés elvégzéséhez jól kell ismerni a készüléket és a fúrószerszám működési elvét.
Hogyan készül a fúró
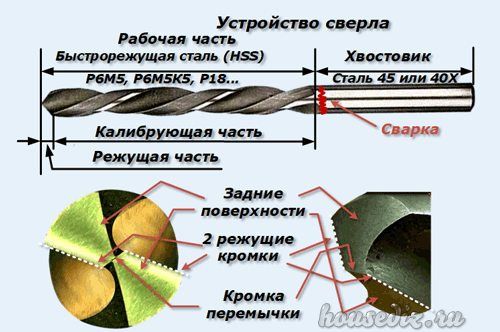
Két részből áll összehegesztve:
- nagysebességű acélból (HSS) készült P6M5, P6MK5, P18 és hasonlók;
- szár befogva a tokmányba (acél 45 vagy 40X).
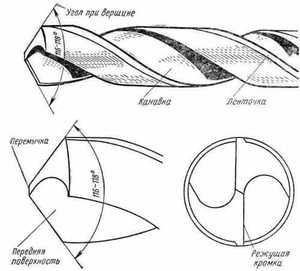
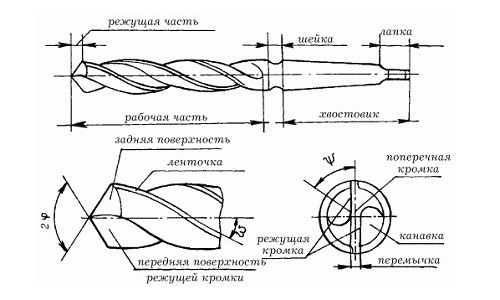
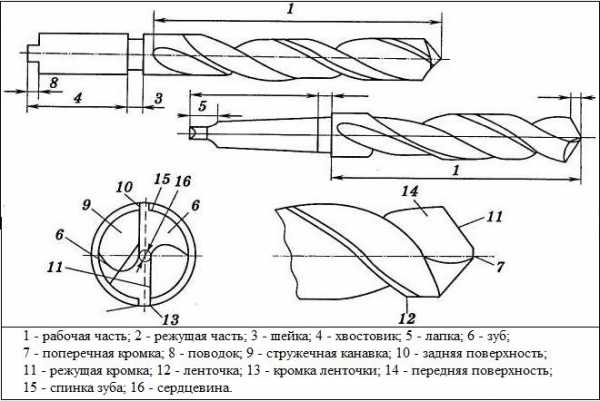
A munka részt viszont a következők képviselik:
- vágóhegy (a második név bevezető);
- egy kalibráló szakaszt, amelyet henger készít a kalibráló szalaggal a forgácselvezető hornyokból.
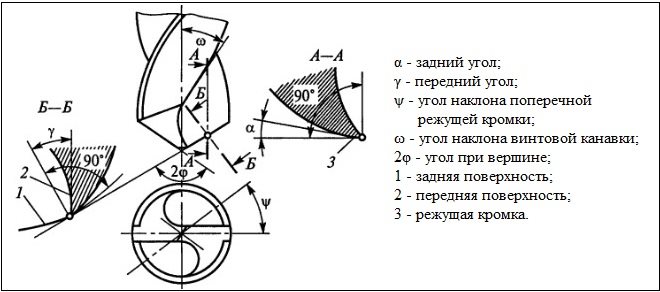
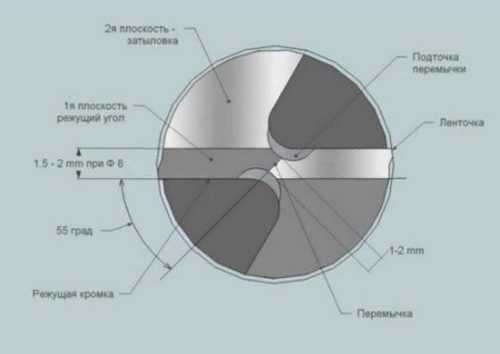
A vágóhegy a következőket tartalmazza:
- 2 vágóél (RK), amelyeket az áthidaló széle (vagy egyszerűen az áthidaló) köt össze;
- 2 hátsó felület.
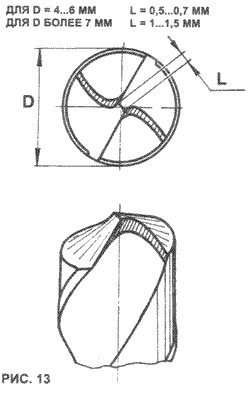
A vágóélek helyreállításakor figyelni kell a híd konfigurációjára, mert egy középső csúcs képződik rajta.

Valójában a híd egy fémréteg, amely a két horony között helyezkedik el a forgács eltávolítására. Fokozatosan növekszik a hegytől a szárig.
Az élezés által kialakított középső csúcsot szigorúan a függőleges forgástengelyen kell elhelyezni.
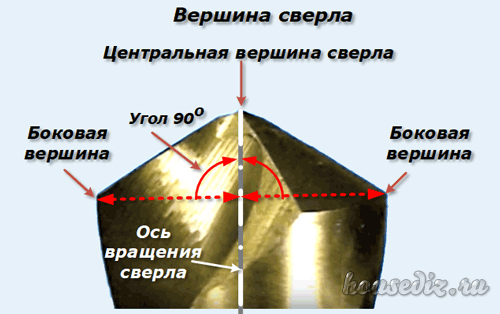
Ebben az esetben további két oldalsó csúcs jön létre a vágóélvonal és a hátsó felületek metszéspontja miatt a kalibráló csíkokkal való összekapcsolódásuk pontjain.
Az élesítés után az oldalfedőket szigorúan szimmetrikusan kell elhelyezni egymáshoz képest, és az őket összekötő vonal merőleges a forgástengelyre.
Milyen szögek biztosítják az optimális vágást
Az orr szögét a vágóélek között mérik. Értéke 116 és 130 fok között változhat, és a feldolgozandó fém keménységétől függ. Könnyű ötvözeteken élesebb szögű élezést használnak.
Háztartási célokra nem szükséges a szögek betartását 1 fokos pontossággal elérni. A 120 ° -os értéke itt normálisan működik. A kör három részre osztásával jön létre.

A szövedék és a vágóél közötti szöget a hátsó felületek egyenletes csiszolásával hozzák létre. Mindkét oldalon 55 fokosnak kell lennie.
A spirál hajlásszöge termékenként kissé eltérhet. A legkeményebb fémekhez 25O, a leggyakoribbakhoz pedig 30 o.
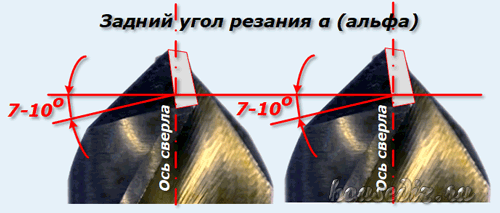
A hézagszöget a forgástengelyre merőleges és az oldalfelület síkján elhelyezkedő generatrix vonal között mérik. Optimális értéke 7 és 10 fok között van.
A spirál irányában fúrásokat lehet végezni:
- jobb - fémek közvetlen forgásban történő feldolgozására;
- balra - fordított forgatással.
Hogyan befolyásolja a szerszámhossz a fúró minőségét
Háromféle terméket gyártanak különböző működési feltételekhez:
- rövid, a GOST 4010-77 szerint gyártva;
- közepes (GOST 10902-77);
- hosszú (GOST 888-77).
A rövid sorozatú fúrók a legjobb teljesítményt nyújtják (központosítási minőség és vágási terhelés).
Mi az a fúró és hogyan kell élezni
A fúrási munkákhoz speciális szerszámokat állítanak elő, amelyek közül a leggyakoribb egy fúró.
Figyelem! Különböző anyagokkal való munkavégzéshez speciális fúrógépeket gyártanak a fúró különböző élezési szögeivel. Ezenkívül az anyag szerkezete befolyásolja az élezési szögeket.
De először az első dolgokat
Ezenkívül az anyag szerkezete befolyásolja az élezési szögeket. De először az első dolgokat.








Különféle élezési módok
A fúró olyan vágószerszám, amely tengelyirányú előtolással forgatja a vágási folyamatot.
A fúrókat nemcsak különböző átmérőjű lyukak áttörésére, hanem a meglévő lyukak dörzsölésére is használják. Fúró segítségével átmenő lyukat fúrhat, a kívánt átmérőjű mélyedést fúrhatja és a kívánt mélységig fúrhatja.
De a felsorolt munkák elvégzéséhez szüksége lesz a szükséges átmérőjű fúróra.
Ezenkívül a fúrót megfelelően élezni kell.
Különféle élezési módok egy adott anyaghoz
És annak érdekében, hogy megtudja, hogyan kell élezni egy fúrót, tisztázni kell, hogy melyik anyaghoz használják a szerszámot.
Szerkezetileg a fúrók sodrott, lapos vagy toll, gyűrű, középen készülnek a mély vagy egyoldalú vágáshoz.
A sodrófúrók különböző átmérőkben kaphatók. A tartomány 0,1 ... 80 mm, a munkadarab hossza 275 mm.
Lapos fúrókkal nagy átmérőjű lyukakat készítenek nagy mélységekbe. Szerkezetileg a vágó rész penge formájában készül, és a tartóhoz van rögzítve.
A gyűrűs fúrók üreges cső formájában készülnek, amelyben keskeny gyűrűs vágórész működik.
A középső fúrókat az alkatrészek középpontba állítására fordításkor használják.
De az összes felsorolt eszköz unalmassá válik a folyamat során. És mivel a fúrók unalmasak, meg kell élezni őket. Annak érdekében, hogy megtudja, hogyan kell élesíteni a fúrót, el kell képzelnie, hogy milyen anyaghoz használják a szerszámot, és meg kell változtatnia az élezési szög szögét.
A fúrók kevésbé valószínű, hogy tompák, ha fával dolgoznak. Ha fát fúr, ha csak fába fúr, akkor ezek a fúrók nem igényelnek élezést több hónapig vagy évig.
Csak óvatosan kell tárolni és használni.
Fontos számunkra, hogy megtanuljuk, hogyan kell élezni a fúrókat, amikor fémen, betonon dolgozunk.
Élezés otthon
A fúrók saját kezű élezésekor a felhasználónak ajánlott betartani a biztonsági szabályokat. A csiszoló kerekeken végzett munkát védőszemüveggel kell elvégezni. Ez megvédi a szemét a csiszolóanyagoktól és a mérlegdaraboktól. A védőszemüveget akkor is viselni kell, ha védőpajzs van a csiszolóanyagon.
Szigorúan tilos kesztyűben dolgozni. A fúró beakadhat a menetbe, és megsérülhet a keze. Ajánlott a munkákat feszes ruházatban végezni, amelynek gombjai előre rögzítettek. Ajánlatos a korlátot úgy beállítani, hogy kicsi legyen a rés közte és a kő között.
A fúróélesítés különféle módokon végezhető el, ami lehetővé teszi, hogy a személy kiválaszthassa a számára legmegfelelőbb lehetőséget. A sérülések elkerülése érdekében munka közben be kell tartania a biztonsági óvintézkedéseket.
Élesítés minőség -ellenőrzés
A szerszám eredeti paramétereinek visszaállításához köszörűkorongot kell választani, amelynek keménysége lehetővé teszi az eredeti paraméterek kiváló minőségének elérését. A kezdeti szakaszban a hátsó felület helyreáll. A fő feladat a köszörűkorong felületéhez való előtolás szögének helyes megválasztása. Ennek a munkának a befejezése után elkezdik az élvonalat normál állapotba hozni.
Ezen követelmények be nem tartása a fúrt lyukak minőségének romlásához és a vágási technológia megsértéséhez vezet. A művelet befejezése után a kapott paraméterek minőségét ellenőrzik. Ha bizonyos eltérések történtek a követelményektől, a fúró a kívánt állapotra van finomhangolva. Azokban a vállalkozásokban, ahol a fúrókat nagy számú lyuk előállítására használják, a befejezés kötelező.
A szerszám helyreállításához szükséges technológiai műveletek elvégzése után ajánlott ellenőrizni annak alapvető geometriai paramétereit. A probléma megoldásához a következő eszközöket használják:
- gyártott sablonok;
- egy eszköz, amelyet V.A. Slepnin.
Az első esetben kész sablonokat használnak, amelyek előre kiszámított módszer szerint készülnek. Az ilyen sablonokat megvásárolhatja készen a kiskereskedelmi hálózaton keresztül, vagy saját maga készítheti el. Előállításuk módszereit speciális szakirodalom vagy internetes portálok tartalmazzák.
A Slepnin által kifejlesztett eszköz alapja két lemez. Forognak egymáshoz képest. Fő előnye a lehetséges mérések változékonysága. Ez a sokoldalúság kiküszöböli a nagyszámú egyedi sablon létrehozásának szükségességét. Ezért a több tétel ellenőrzésének ideje jelentősen csökken.
Amikor az egyes szerszámokat az élezési művelet befejezése után ellenőrzi, nemcsak a kapott paramétereket, hanem az ellentétes vágóélek hosszának egyenlőségét is ellenőrizni kell. Ha a hossza eltér, ez a keletkező lyuk átmérőjének növekedéséhez vezet.Ezt követően ellenőrizni kell a vágóél hézagszögének változását. Fokozatosan növekednie kell a szerszám közepe felé.
Ajánlások
A hagyományos fúrókat saját kezükkel élezik egy egyszerű hegyezőn, egy nagy csiszolótárcsás fűrészen, egy csiszológépen vagy egy fúvókával ellátott fúrón. A koronákhoz azonban speciális gépre lehet szükség. A tény az, hogy a koronának van tengelye - a fő fúró, amely közönséges termék. És ha egyszerű módon élesedik, akkor a korona fogazott, fűrészszerű széle gépi körülményeket igényel. Ugyanez vonatkozik a kúpos fúrókra is.
A legrosszabb esetben a sós környezetben rozsdásodó acél mámor miatt az ember könnyen elveszítheti azt. Vigyázzon, hogy sisak nélkül ne fúrjon "a mennyezetbe" - a leeső forgács védtelen szemekbe is kerül.






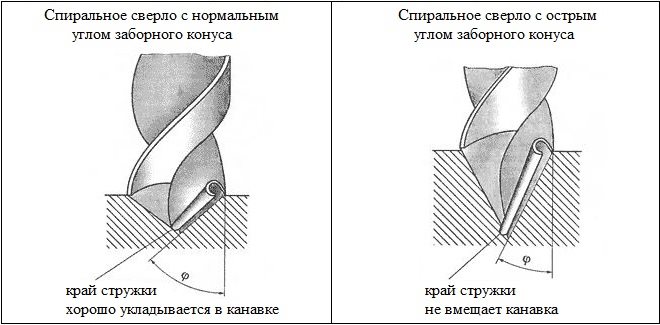
Válassza ki a megfelelő szöget az alámetszéshez. Túl "lapos" fúró nem fúr acélt, túl "meredek" - fa, alumínium, bronz, magnézium, műanyag. A helytelen szög vagy a fúró megmozdulását és a lyuk elmozdulását okozza, vagy elakad és eltörik.
Ne fúrjon közönséges nagysebességű acélból üvegbe, porcelán kőedénybe, gránitba, kerámiába, nagy szilárdságú agyagba. Ezeknél az anyagoknál van egy úgynevezett győzelem. A Pobeditovy ötvözet szilárdságában jelentősen felülmúlja a nagy sebességű acélt. Ne próbálja átfúrni az edzett üveget - azonnal összeomlik.
Ne élesítse a győztes fúrókat egyszerű csiszoló és üvegezett kőkörökkel - ezekhez a termékekhez van gyémánt, mint azok a körök, amelyekkel kő, tégla és edzett acél vágására kerül sor. Őrölje meg a győztes fúrókat kis sebességgel.
Forgatás közben ne hevítse túl a fúrót - a túlhevült acél megereszkedik és észrevehetően rosszabb lesz. Nem lesz többé edzett vagy nagysebességű (műszeres).
Ne hűtse le a vörösen forró vésett fúrófejet vízben vagy más hideg folyadékban - az éles hűtésből származó mikrorepedések hatolnak át rajta. A munkadarab fúrásának első kísérleténél a termék azonnal eltörik.
Fordítás közben ne terelje el a fúrót. A legkisebb odafigyelés - akár egy bizonyos fokig is - egyenetlen fordulathoz vezet, rezgés keletkezik, ami megtöri magát a fúrót, és meglazítja a sebességváltót és a fúrómotort.
A munkadarab hossza nem lehet kevesebb, mint egy centiméter. Ha a fúró félbe szakad, és a vágási terület egy részét kidobja, akkor ne őrölje meg azokat a fúrógépeket, amelyek munkaszakaszának mérete egy centiméter alatt van.
A keményfém végű fúrókat (pl. Pobedit, gyémánt bevonatú) ugyanazokkal a szerszámokkal élezik, mint az azonos anyagokból készült tömör fúrókat.
Hogy milyen könnyű élezni egy fúrót, lásd alább.
Élezési segédeszközök
Itt már nem a gépekről fogunk beszélni, hanem hasznos és kényelmes eszközökről, amelyek egyszerűsítik a munkát és segítenek a helyes szög fenntartásában.
Ezek megvásárolható termékek, például ez a vezető az Aliexpress -től származik. Az élező tárcsa nagyon kicsi, a forgás egy speciális adapter segítségével csatlakoztatott fúrótokmányból kerül továbbításra. A felhasználónak csak be kell helyeznie a fúrót a horonyba, és be kell kapcsolnia a fúrót. Az ilyen vezető használatának áttekintése ebben a videóban található.
Azok számára, akik nem tisztelik a kínai termékeket, vannak ilyen állványok.

Számos házi készítésű jig eszköz is rendelkezésre áll a kényelmes élezéshez. Például itt van kettő közülük.
Van egy eredeti ajtó zsanér rögzítő is.
Hasznos tippek
Sokat lehet beszélni az élezés árnyalatairól, de végül is fontos, hogy ne csak a szerszámot helyesen élesítsük, hanem azt is, hogy biztonságosan végezzük, majd helyesen tároljuk a termékeket. Tehát a gyakorlatok biztonságára és teljesítményének megőrzésére vonatkozó szabályok:
Tehát a gyakorlatok biztonságára és teljesítményének megőrzésére vonatkozó szabályok:
- élezéskor a szerszám nagyon felforrósodik. Ez nemcsak gondos kezelést és - nagyon kívánatos - védőkesztyű viselését igényli. Ez befolyásolja a fém tulajdonságait is.Ezért a szerszámot rövid időn belül, 2 ... 3 másodpercig kell betenni az élezőberendezésbe, és minden periódus után le kell hűteni vízben vagy más hűtőfolyadékban (vágófolyadék);
- szikra száll a fúróból és a csiszolókorongból. Szükséges nemcsak a kezek, hanem az arc védelme is. Nagyon jól jön egy átlátszó napellenző vagy szemüveg;
- a finom munkához nagyon jól kell látni, hogy mit csinálnak. Ennek megfelelően a nagyító védőpajzs szerepet játszhat;
- további világításra van szükség, de a lámpát úgy kell elhelyezni, hogy a törékeny izzó ne sérülhessen meg véletlen fém vagy csiszolószilánk miatt.
A tárolást illetően a szabályok egyszerűek: az élezett fúrók nem érinthetik egymást, nem lehetnek nedves vagy agresszív környezetben. A speciális szervezők - ipari vagy házi készítésűek - nagyon kényelmesek az állandó tároláshoz. Az átmérőre vonatkozó feliratok jelenlétében a kívánt szerszám keresése szinte azonnal megtörténik.