Fűrész típusok
A szalagfűrészeket meg lehet különböztetni a fogak típusától, figyelembe véve azok konfigurációját, amelyek kiválasztják a szükséges mintát egy bizonyos típusú anyag feldolgozásához. A fűrészfogak konfigurációjának kiválasztása a fűrészáru tulajdonságain, különösen a keménységének paraméterein alapul: minél sűrűbb a fa, annál kisebb lesz a szalag vágóéleinek elülső szöge és a lépcsőfok. közöttük.
Ezt a szabályt betartva jelentősen javítható a vágás minősége és meghosszabbítható a szerszám működési ideje.
A vékony anyagok fűrészelését általában fűrészlap segítségével végzik, amelynek szabványos vagy kicsi a rés a vágók között, különben sokszor megnő a megmunkáló szerszám károsodásának veszélye. A nagy fogsorú fűrészt úgy tervezték, hogy fém vagy fa vastag falú munkadarabokat vágjon, amelyeket a feldolgozási folyamat megkezdése előtt szorosan rögzíteni kell.
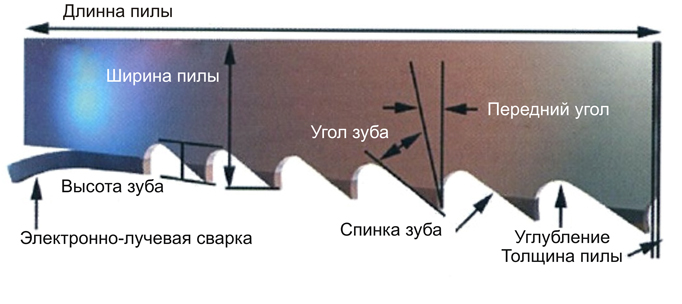
Fűrészszalag kialakítás
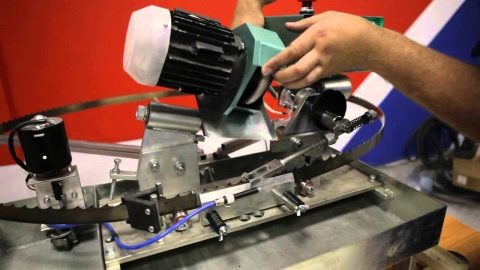
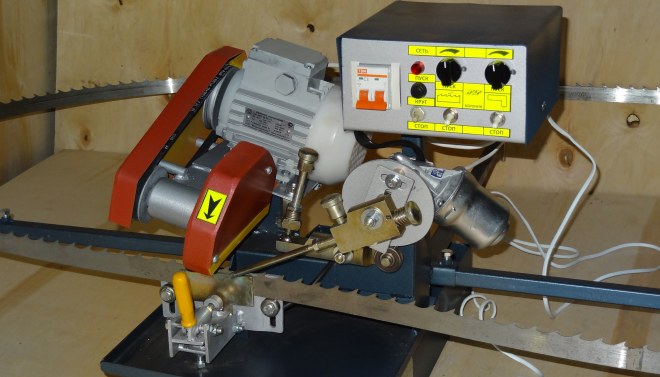
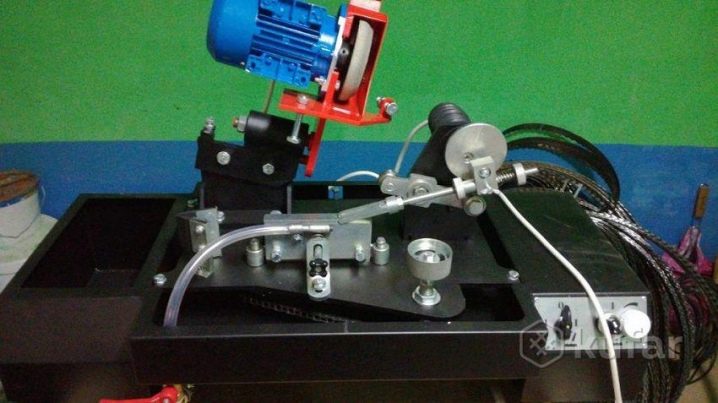
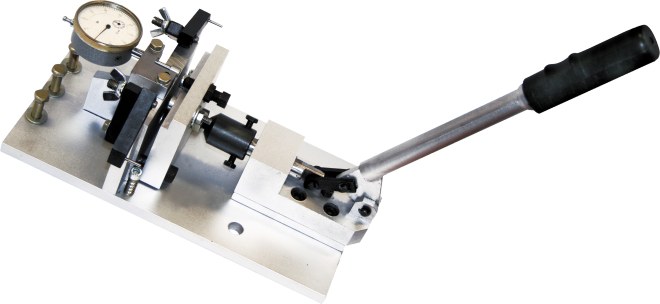
 Szalagfűrészgép
Szalagfűrészgép
A szalagfűrész a vágószerszámok kategóriájába tartozik, és a fafeldolgozó speciális berendezések szerves része. Ez egy zárt öv, amelynek fogai a külső szélén vannak.
A gyártáshoz speciális acélminőségeket használnak - 9HF, B2F vagy C75. A gyártási folyamat során a fogakat nagyfrekvenciás áramokkal kezelik. Ez növeli keménységüket. Ez a tény befolyásolja a vágóélek elterjedését és karbantarthatóságát. Gyakran többféle acélt használnak a gyártásban. A főszíj rugós hevederből, a vágó rész pedig nagy volfrám- vagy kobalttartalmú acélból készül.
A szalagfűrészek fa használatának jellemzői:
- fa követelmények. Minél nehezebb, annál gyorsabban fog unalmassá válni a penge;
- telepítési feltételek. A feszültségjelzőt be kell tartani. Ha ez kevesebb, mint szükséges, megereszkedés következik be. Erős feszültség esetén a penge törésének valószínűsége nő;
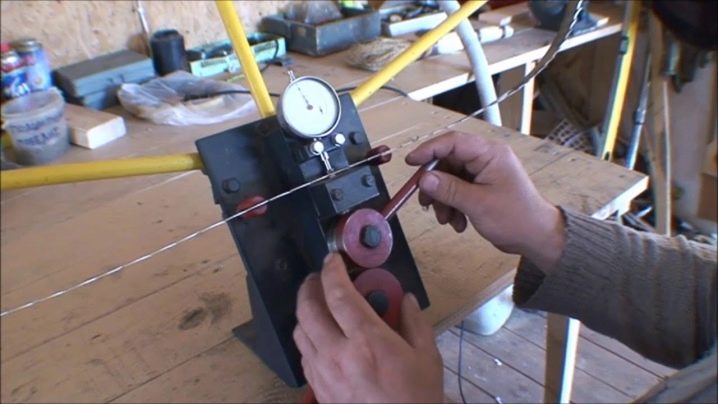
- időszakos élezés. Ehhez speciális gépre lesz szükség.
Az utolsó pont megvalósítása növeli az övszerkezet élettartamát. A saját élezése azonban problémás - ki kell választania a megfelelő elrendezést, figyelnie kell a pengék feldolgozási szögét.
Fűrészélezés
A fűrész működése során csökken a vágás minősége a vágók tompasága miatt, csökken a beállítás szélessége. Ezért a vágási tulajdonságok javítása érdekében élesíteni kell a fűrészszalag vágóéleit. Munkautasítások:
- Vezeték.
- Esztergálás.
Otthon a fogak beállítása a következő módokon történhet:
- klasszikus: szekvenciális hajlítás a kialakításnak megfelelő oldalra;
- csupaszítás: két szomszédos fog mindkét irányba hajlítása, a harmadik változatlanul hagyása a kiindulási helyzetben;
- hullámos: minden fogat különböző mennyiségben választanak el hullám formájában.
Az élezés a következő sorrendben történik:
- A köszörűkorongokat az anyag keménységének figyelembevételével választják ki. A szerszámacél megmunkálásához korund tárcsákat kell használni. A bimetál szerszámokat élesítheti gyémánt tárcsákkal.
- Emery kazettához. A következő formákban kapható: tányér, lapos, csésze, profil.
- A szalagot meg kell tisztítani a szennyeződésektől, olajfoltoktól, forgácsoktól. Ezután fordítsa a fogakat az ellenkező irányba, és lógjon ebben a formában beltérben 12 órán keresztül.
- Élesítse előkészített eszközökkel.
A fűrészek forgatásának alapvető szabályai:
a fogakat a penge egyik vagy mindkét oldalán élesítik;
el kell távolítani ugyanazokat a fémrétegeket a fogakról, hogy a vágóvonal egyenletes legyen, a szélek simaak legyenek;
körökkel történő esztergáláskor az élezett élek erős csiszolófelületre történő préselése elfogadhatatlan annak érdekében, hogy megakadályozzák a fém izzítását és a mechanikai tulajdonságok elvesztését;
vízhűtés szükséges a szerszám hűtéséhez működés közben;
fontos a penge és a fogak geometriájának fenntartása;
ha sorjakat talál, azokat el kell távolítani.
A fogak helyes szétterítése nem szükséges a teljes síkban, hanem hajlítsa csak a tetejének 1/3 -át vagy 2/3 -át. A gyártók ajánlásai szerint a hajlítási méret 0,3-0,7 mm.
A szalagfűrész helyes élezése
Azonnal megjegyezzük, hogy ha nincs tapasztalat és készség az ilyen munkák elvégzésében, akkor jobb, ha a fűrészek élezését szakemberekre bízzák. A vágóél fogainak geometriájának megsértése, a fémen lévő salak megjelenése vagy a helytelen beállítás jelentősen csökkenti a penge élettartamát.

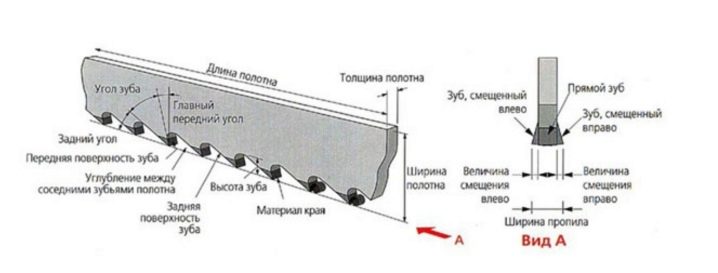
Miután úgy döntött, hogy saját kezével élezi a szalagfűrészt, hasznos lesz először megismerkedni a legfontosabb meghatározásokkal, amelyek ismerete szükséges lehet a folyamat során. Tehát a vágóél helyes kialakításához szüksége lesz:
- beállítás - a fogak eltérése a fő fűrészlap síkjától;
- a fogak magassága a felső pont és az alap közötti távolság;
- pálya - a fogak közötti távolság, általában 19-25 mm között változik.
- élezési szög - a szerszám rendeltetésétől függ; például az asztalos fűrészek ajánlott élezési szöge 35 °, osztófűrészeknél - 18-22, rúd fűrészeléséhez - legfeljebb 15 °.
Az élezési szöget a gyártó határozza meg, ezért a fűrész önöltözésekor ajánlott betartani ezeket a paramétereket.
Íme a részletes utasítások, amelyek segítenek a zárt fűrész helyes élezésében, anélkül, hogy szakemberek szolgáltatásaihoz folyamodnának.






Vezeték
A szalagfűrészek fába állítása az első lépés a vágóél profiljának helyreállításában. Működés közben a fogak elhelyezkedése megváltozhat, így a helyes geometria eléréséig nincs értelme a fűrészrészt élezni.

A fűrész kinyitásának három módja van:
- klasszikus - a fogak felváltva térnek el a jobb és a bal oldalra;
- sztriptíztisztító - az 1. és a 2. fog különböző irányokban tér el, a harmadik egyenletes marad. Ez a profil kemény anyagok fűrészelésére készült;
- hullámos - a legnehezebb lehetőség, amely egy hullámhoz hasonlít. Itt minden fog egyedileg formázott, és ezt a fajta beállítást általában csak speciális műhelyekben végzik.
Meg kell jegyezni, hogy huzalozáskor nem az egész fog hajlik körbe, hanem a felső rész körülbelül 2/3 -a. Az eljárást speciális szalagfűrész -beállítón hajtják végre. Egy ilyen eszköz költsége meglehetősen magas, ezért megvásárolják, ha több eszközt kell beállítani. Elérhetősége az élezési üzletág gerincévé válhat.
Természetesen az első alkalommal, amikor mindent beállíthat helyesen, még egy állítható gépen is, előfordulhat, hogy nem működik, így legalább a profil geometriájának meg kell maradnia a munka megkezdése előtt.
Élezés
Ez a legfőbb lépés az élvonalbeli öltözködésben, és kétféleképpen hajtható végre.

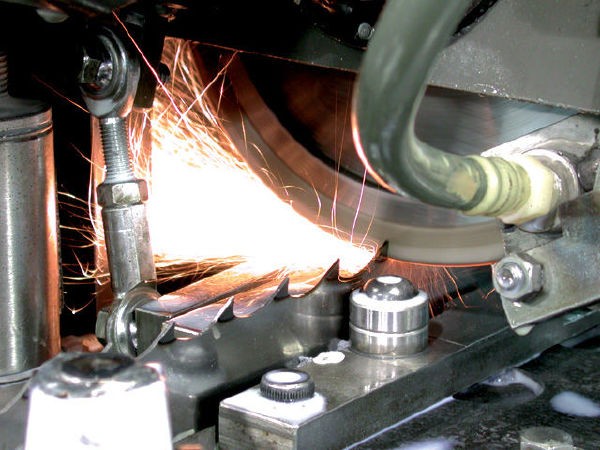
A teljes profilú fűrészeket egy speciális élezőgépbe szerelt CBN kerékkel élezik.
Ez egy teljesen automatizált művelet, amelyet a szakemberek használnak. A fa szalagfűrészeinek élezésére szolgáló gép munkáját elektronika vezérli, és az élező kerék egy menetben feldolgozza az egész szalagot. Ennek a módszernek az a hátránya, hogy a CBN kereket egyedileg választják ki a fűrész profiljához, ezért a különböző szerszámok öltöztetéséhez az élező elemnek jelen kell lennie a választékban.

A fogak élezése manuálisan vagy speciális berendezéssel történik.
Az első esetben a fogak élessége a lehető legrövidebb idő alatt helyreállítható, de a munka bizonyos készségeket igényel. A második - fáradságos munka: 4-5 mozdulat minden fog pereme mentén.

Az automatikus élezéshez gyémánt, CBN és korund kerekeket használnak.
Fontos megérteni, hogy ennek az eljárásnak a végrehajtásakor csak élességet kapnak a fogak, a penge beállítása után létrehozott geometria változatlan marad.
Érdekes: Üveg belső ajtók matt üvegből: részletesen figyelembe vesszük
Hogyan kell élesíteni a vásznat helyesen?
A statisztikák szerint a készülékben az esetek több mint 80% -a az élesítési technikák elmulasztása miatt következik be. Az élezés szükségességét vizuálisan tárják fel - maguk a fogak megjelenése vagy a vágás állapota (a sík fokozott egyenetlenségei).
A szalagkések élezésére szolgáló köveket a fogak merevsége alapján választják ki. Szén- és ötvözött acélból készült termékek élezésére korundköveket használnak. A bimetál pengékhez borazon (CBN) vagy gyémánt korong szükséges. A pengecsiszolókorong konfigurációját a szerszám jellemzői alapján kell meghatározni. Lehet edény alakú, lapos, csésze, profil.







A munka megkezdése előtt ajánlatos a vásznat 10-12 órán keresztül lecsavarni.
A vásznak saját kezű élezésének feltételei:
- a fém szisztematikus eltávolításának biztosítása a fogszakasz alakjának megfelelően;
- a lemez túlzott nyomásának elkerülése (ez izzítást okozhat);
- a fogszakasz magasságának és alakjának integritásának biztosítása;
- a hűtéshez szükséges folyadék nélkülözhetetlen jelenléte;
- a pontozás hiányának ellenőrzése.

Általában véve, a szabályok és feltételek bőségétől függetlenül, ezek az eszközök élesítés szempontjából meglehetősen igénytelenek. Ezekkel a szalagpengék speciális hegyezőivel és kézzel is kezelheti őket. Ezenkívül különféle konfigurációk és anyagok körei használhatók fel a feldolgozáshoz.

A szalag élezése előtt tanácsos megismerkedni az eljárás végrehajtásának legfontosabb módszereivel.
1. módszer: teljes profilú élezés
Ezt a módszert különösen jó minőségűnek tekintik, automatikus berendezéseken hajtják végre. Az Elborovy (Borazon) korong, pontosan illeszkedve a konfigurációhoz, egyetlen menetben dolgozza fel a teljes interdentális üreget a szomszédos fogak megfelelő síkjaival együtt. Ebben az esetben kizárt, hogy egyenetlen konfigurációt kapjunk a fogak tövében. Az ilyen élezés egyik hátránya, hogy állandóan kéznél van bizonyos számú gömb különböző célú vásznakhoz.

2. módszer: a fogak éleinek élezése
Végezhető speciális berendezéseken vagy manuálisan.
Ha speciális felszerelést választanak, akkor kompetensen ki kell választani egy kört - ezek általában lapos minták. Általában csak azokban a helyzetekben tanácsos a professzionális élezőberendezésekhez fordulni, amikor a munkamennyiség meglehetősen nagy. Előnyös, ha szabálytalan "háztartási" munkát végez kézzel - vésővel vagy közönséges géppel. Munka közben, saját biztonsága érdekében, feltétlenül használjon maszkot vagy védőszemüveget.

Alapinformációk a szalagfűrészekről
A szalagfűrész egy vágószerszám, fogazott szíj formájában, zárt kontúrral. Karbantartásához speciális élezőgépre van szüksége a szalagfűrészekhez. Ezenkívül a szalagfűrészek számos más jelentős különbséggel rendelkeznek a hagyományos körkörös modellekhez képest. E különbségek közül a legjelentősebb az a képesség, hogy egy ilyen szerszámmal, minimális szélességgel lehet vágni. Meg kell jegyezni, hogy ez különösen akkor igaz, ha drága fémből kell értékes fafajtákat és nyersdarabokat kivágni.
A szalagfűrésszel felszerelt berendezések sikeresen használhatók különböző anyagokból készült és különböző konfigurációjú alkatrészek feldolgozására. Az ilyen feldolgozást a feldolgozott anyag minimális hulladékmennyisége, kivételes vágási minősége és nagy folyamatsebessége jellemzi. Az ilyen feldolgozási paraméterek azonban elérhetők, feltéve, hogy a szalagfűrészek élezését a gépen nemcsak helyesen, hanem rendszeresen végzik. A szalagos szerszám szervizelésekor (különösen, ha ezzel egyedül is megbirkózik) szigorúan be kell tartania a szakképzett szakemberek ajánlásait.

BOMAR automata szalagfűrész
A szalagfűrészek a feldolgozandó anyag jellemzőitől függően különböző anyagokból készülhetnek, különböznek a vágófogak geometriájában. Ha a fémfúrók elválasztásáról beszélünk, itt a legelterjedtebb a fűrészek gyártásához használt kétféle acél: 9HF és B2F. A fa fűrészelésére szolgáló berendezések fűrészekkel vannak felszerelve, amelyek keménysége a HRC skálán legalább 45 egység.
A fűrészeléshez használt szalagszerszámok három típusra oszlanak: asztalos, osztó, rönkök feldolgozására. A különböző típusú szerszámok természetesen különböző paraméterekkel rendelkeznek (penge méretek, alak és élesítési szög). A keményebb fafajtákat kisebb élezési szögű szerszámmal dolgozzák fel.
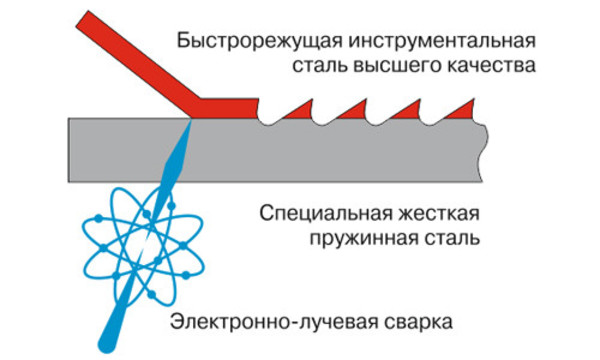
Manapság egyre gyakrabban használnak bimetál szalagfűrészeket, amelyek a kemény acélból készült munkadarabok elválasztásához szükségesek. Az ilyen fűrészeket bimetallikusnak nevezik, mert két különböző fémből állnak: a vágófogak nagy volfrám- és molibdéntartalmú acélból készülnek, és maga a penge rugóacélból készül. Természetesen az ilyen vásznak sokkal drágábbak, mint a szabványos modellek, mivel gyártáshoz speciális berendezésekre van szükség, amelyekben két különböző fém összekapcsolása elektronnyaláb hatására történik.








Bimetál szalagfűrész
Vászonok élezése télen
Ha normál körülmények között minden világos a vásznak élezésével, akkor a hideg évszakban történő élezést külön kell mondani. Különbség van a szalagpengék élezésében nyári és téli hidegben. Ez az élezés mértékének megváltoztatásából áll. A télen vászonra érvényes szögnek 90 fokosnak kell lennie, ellentétben a nyárral, amikor az élesítési szög 120 fok.

Szakértői ajánlások.
Amikor a pengegépet élezi, a folyamat megkezdése előtt meg kell győződnie arról, hogy a csiszolókorong a szerszámhoz képest pontosan van elhelyezve.

Rendkívül fontos, hogy ilyen mennyiségű fémet távolítsunk el a mélyedésekből, hogy minden mikrorepedés megbízhatóan megszűnjön.
Ha a penge normál karbantartás nélkül a gyártó által megengedettnél hosszabb ideig működik, növelni kell az egy menetben eltávolított fém mennyiségét.
Mindig használjon új pengét referenciaként az élezés hatásainak teszteléséhez.

- A pengefog konfigurációja az évek során kidolgozott és beállított mutató. Ezért óriási hiba támaszkodni a szerszámra, hogy „csomó nélkül, gond nélkül” vágjon, függetlenül attól, hogy mit csinál a fogakkal.
- Ha a működési szabványokat betartják, az öv lelkiismeretesen működik, amíg a szélesség a kezdeti paraméterek 65% -ának megfelelő értékre csökken. A szélesség természetesen csökken az élezés során.

- Teljesen helytelen tanács, hogy az élesítés után nincs különösebb szükség a kopásnyomok eltávolítására. Ha figyelembe veszi, akkor biztosítva van a mikrorepedések előfordulása a fűrészben.
- A munka végén a szalagpengét meg kell tisztítani a forgácsoktól és a gyantától anélkül, hogy hosszú dobozba tennék, és élesítés előtt gondosan ellenőrizni kell.Ellenkező esetben a csiszolótárcsák szennyeződésének kockázata nagyon magas. Ez pedig minden bizonnyal rossz minőségű élezési folyamathoz vezet.

A szerszámélezés helyes folyamata
A gyakorlatban bebizonyosodott, hogy a szerszámtörések több mint 80 százaléka a szalagfűrész fogainak nem megfelelő élezése miatt következik be. Az élezés szükségességét szem határozza meg - a vágott falak állapotának vagy a fogak megjelenésének megfelelően.
A szalagfűrészek csiszolókorongjait a fog keménységétől függően választják ki. A szerszámacélból készült szerszámok hegesztéséhez korundkorongot használnak. A bimetálfűrészeket gyémánt vagy borazon csiszolóanyaggal élezik. A szerszám körének alakját a fűrészek paraméterei alapján kell meghatározni. Lehet csésze, profil, tányér és lapos.
Mielőtt a fűrészt a munkában használja, felfüggesztett, fordított állapotban kell tartania körülbelül tizenegy órán keresztül.
A szerszám saját kezű élezésére vonatkozó követelmények:
- szükség van a fém egyenletes eltávolítására a fogprofil mentén;
- zárja ki a kör túlzott megnyomását (ez a fog károsodásához vezethet);
- a hűtőfolyadék kötelező használata;
- a fog geometriájának biztonságának biztosítása érdekében;
- elkerülve a sorjak képződését.
A szabványos utasítás szerint a szerszám élezését a fog elülső oldala mentén vagy a hátsó és az elülső oldalon kell elvégezni. A gyakorlatban sok kézműves, sőt szakember is csak a hátsó él mentén élezik - véleményük szerint így kényelmesebb.
Ez az eszköz meglehetősen szerény az élezés szempontjából, a sok követelmény és szabály ellenére. Az élezés manuálisan és speciális élezőeszköz segítségével is elvégezhető; különböző anyagú és alakú körök feldolgozására stb.
A szerszám élezése előtt meg kell ismernie ennek a műveletnek az alapvető típusait. Videót is nézhet az interneten.
Élezési típusok
-
Teljes profilnézet. Ez a legmagasabb minőségű típus, amelyet automatikusan gyártanak különleges ajánlatokra. gép. Pontosan illeszkedő elbor kör, egy mozdulattal áthalad a teljes fogközi intervallumon a szomszédos fogak széleivel együtt. Ez kizárja a szögletes formák kialakulását a fogak tövében. Az ilyen típusú élezés egyetlen hátránya, hogy bizonyos számú különböző kört kell szállítani a különböző profilú fűrészekhez.
- A vágó rész éleinek élezése. Készíthető manuálisan vagy professzionális gépen. Ha géppel szeretne élezni, akkor ki kell választania a megfelelő kört - a legtöbb esetben ezek lapos minták. A gyakorlat alapján forduljon szakemberhez. élesítő berendezés csak akkor szükséges, ha a munka nagy volumenű. Kis mennyiségű munkával jobb manuálisan élezni - hagyományos gépen vagy gravírozó segítségével. Ha élezési munkát végez, biztonsági okokból használjon védőszemüveget vagy maszkot.
Ha nincs gravírozója vagy szerszámgépe, akkor a szerszámot a régimódi szokásos módszerrel élesítheti - egy fájl segítségével. A művelet szorgalmas és rendszeres végrehajtásával nagyon gyorsan megjelenik a kiváló minőségű kézi élezés készsége.
Szakmai tanácsok
- Amikor szerszámot élesít a gépen, az élezés megkezdése előtt meg kell győződnie arról, hogy az élező tárcsa a fűrészhez képest helyesen van -e elhelyezve.
- Szükséges eltávolítani egy ilyen fémréteget az orrmelléküregekből, hogy garantálja az összes mikrorepedés kiküszöbölését.
- Ha a fűrészt kiváló minőségű karbantartás nélkül, a gyártó által előírtnál hosszabb ideig üzemeltették, növelni kell az egy élezés során eltávolított fémréteget.
- Mindig használjon új szerszámot referenciaként az élesítési eredmények ellenőrzéséhez.
- A fűrészlap alakja az évek során ellenőrzött és kifejlesztett paraméter. Ezért nem érdemes megjeleníteni a paramétereit, és remélni a jó minőségű munkát.
- A működési szabályoknak és a gyártó követelményeinek megfelelően a szalagfűrész addig bírja, amíg szélessége az eredeti préselés 65 százalékára csökken. A szélesség csökken, ahogy a fogakat újra élezik.
- A szerszám élezésekor feltétlenül távolítsa el a sorjakat, különben mikrorepedésekhez vezethet az anyagok vágása során.
- A munka befejezése után a szerszámot azonnal meg kell tisztítani a fűrészporból és a gyantából, majd az élezés előtt alaposan meg kell vizsgálni a fűrészt. Ellenkező esetben a forgács eltömíti az élező kereket, ami a fűrészszalag nem megfelelő élezését eredményezi.
Szalagfűrész készlet típusok
Mint minden más szerszám, a szalagfűrész is kopásnak van kitéve minden vágási ciklus után. Ez természetes és elkerülhetetlen folyamat. Ezért minden szalagfűrész rendszeres és minősített karbantartást igényel - beállítás és élezés. Az ilyen karbantartás nem csak a vágókés működőképességének megőrzését teszi lehetővé, hanem jelentősen megnöveli annak élettartamát.









A helyes marás lehetővé teszi a vágókés élettartamának növelését és a funkcionalitás jelentős javítását. Egy ilyen művelet jelentése a következő: a fűrész vágófogai különböző irányokba vannak hajlítva, ami csökkenti a súrlódási erőt a vágási folyamat során, és minimálisra csökkenti annak kockázatát, hogy a fűrészlapot a munkadarab becsípje. A szalagfűrészt háromféleképpen lehet beállítani, amelyek kiválasztása a feldolgozandó anyag típusától függ.
- Az úgynevezett sztrippelési típusú beállítással a fogak úgy vannak hajlítva, hogy minden harmadik érintetlen marad. Ezt a sémát akkor alkalmazzák, ha a vágókést rendkívül kemény fémek és ötvözetek vágására használják.
- A klasszikus beállítás minden vágófog alternatív hajlítását foglalja magában.
- Hullámos beállítással minden vágófog egy bizonyos szögben hajlított. Nyilvánvaló, hogy ez a fajta elrendezés a legnehezebb az összes közül.
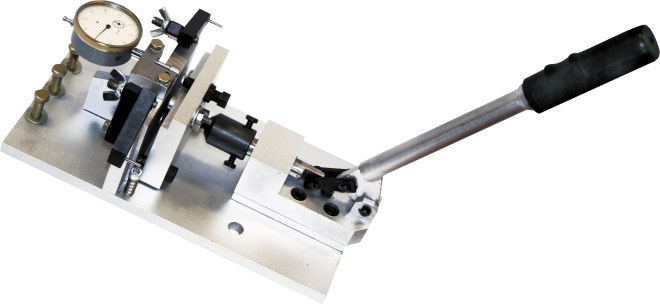
Szalagfűrész -szetter
A szalagfűrész fogainak hajlítására speciális berendezéseket használnak, amelyek lehetővé teszik egy ilyen technológiai művelet gyors és a lehető legpontosabb végrehajtását. Az általánosan elfogadott szabványok szerint a maximális fogsor nem haladhatja meg a 0,7 mm-t, de általában értéke 0,3-0,6 mm között van
Fontos, hogy ne csak a beállítás típusát válasszuk, a vágni kívánt anyag jellemzőire összpontosítva, hanem azt is, hogy helyesen hajtsuk végre, a fogakat csak a magasságuk 1/3 -át vagy 2/3 -át hajlítva.
Beállítás után a vágókés elküldhető a szalagfűrész élező gépéhez. A statisztikák azt mutatják, hogy a szalagfűrészek leggyakrabban elveszítik funkcionalitásukat, mivel élezésüket helytelenül vagy későn végezték el. A vágófelület fokozott érdessége azt jelzi, hogy a szalagfűrészt be kell állítani és tovább kell élezni a gépen. Az ilyen eljárás szükségességét a vágófogak megjelenése is meghatározhatja.
Minden csiszológép fő elemei a kerekek, amelyek megválasztása mindenekelőtt a vágófogak készítéséhez használt anyag keménységétől függ. A kemény anyagok élezéséhez a megfelelő kerekeket kell használni. Tehát a bimetál kések élezéséhez borazon vagy gyémánt elemekből álló élezőeszközöket választanak, és a korund kerekek nagyon alkalmasak a szerszámacélokból készült fűrészek rendbetételére.
A szalag típusú fűrészek élezésére szolgáló eszközöket összetételben és kivitelben egyaránt megválasztják. Különböző kivitelű és méretű pengékhez a következő típusú körök használhatók a gépekben:
- lemezkonfiguráció;
- csésze alakú;
- profil;
- lakás.
Fa-Mizer szalagfűrész élező és beállító készlet
Az utasítások szerint a szalagfűrész gépen történő élezésekor vegye figyelembe az alábbi követelményeket.
- Élesítéskor a fogak felületén nem lehet sorja.
- A köszörűkorongnak ugyanazt a fémréteget kell eltávolítania a teljes fogprofilon.
- A fogak túlmelegedésének elkerülése érdekében a gép bekapcsolásakor feltétlenül speciális hűtőfolyadékot kell használni.
- Élezéskor a megmunkált fogak profilja és magassága nem változhat.
- Feltétlenül ellenőrizni kell a csiszológép kereke által a feldolgozandó fogra gyakorolt nyomást. Ha ezt a követelményt figyelmen kívül hagyják, a nyomás túl nagy lehet, ami a fogak kötődéséhez vezethet.
A szalag típusú fűrészek élezése saját kezűleg rendelkezik néhány funkcióval. Ilyen esetekben általában a fogak hátsó felülete élesedik, bár ha a gyártó utasításait használja, vagy tematikus videót néz, akkor az első felületüket is élesítheti.
Csináld magad a válást és a szalagfűrészek élezését a fán
A fa szalagfűrész élettartama közvetlenül függ az élezés minőségétől. Ez önállóan és szakosodott vállalatok szolgáltatásainak igénybevételével is elvégezhető. Az első esetben részletesen meg kell ismerkednie a technológiával és számos funkcióval.
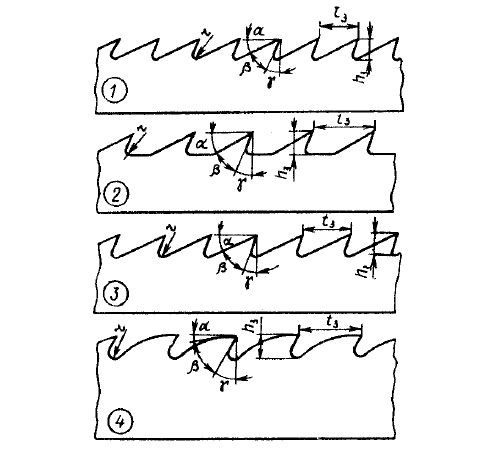
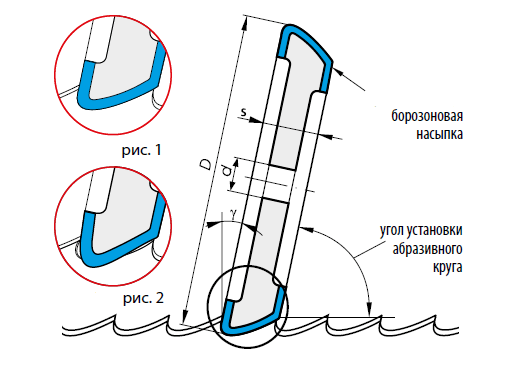
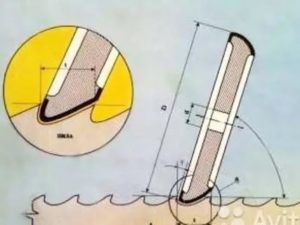
Vágási forma és élezési szög
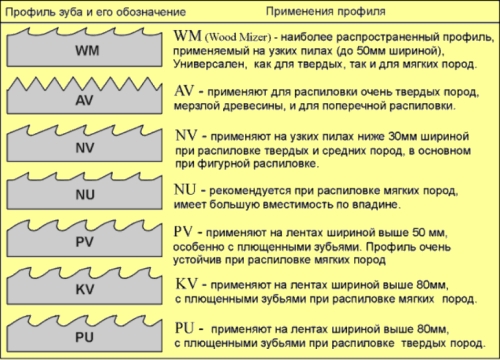
A szalagfűrész -profilok típusai
Az első lépésben meghatározzák a fűrészszalag típusát. A fő mutató a fogak alakja.
Ettől a paramétertől függően oszthatók osztó-, ács- vagy rönkfűrészelésre. A gyártó határozza meg a kezdeti geometriát és az irányítási szöget.
Javasoljuk, hogy ezeket az adatokat az alkatrészek vásárlásakor ismerje meg. Ezekre van szükség a gép paramétereinek meghatározásához.








Keményfák esetében a gereblye szögének a lehető legalacsonyabbnak kell lennie. Ez biztosítja a feldolgozott anyag optimális érintkezését a fémmel. Ha lágy fajták feldolgozását tervezi, a feldolgozási sebesség növelése érdekében olyan modelleket használhat, amelyeknek nagy a dőlésszöge.
A vágóél önfrissítésének meghatározó paraméterei a következők:
- fogszög. Ez a távolság a szerkezet vágóelemei között. A közös értékek 19, 22 és 25 mm;
- fog magassága. A nagyság az alapjától a tetejéig;
- injekció. A fő érték, amelyet tudnia kell a vágási sík kialakításához. Asztalos modelleknél ez 35 °. Az osztófűrészekben a szög 18 ° és 22 ° között van. Fafeldolgozó szerkezetekben - 10 ° -15 °;
- válás. Meghatározza a fog eltérését a penge általános síkjától.
Ideális esetben ezek a tulajdonságok változatlanok maradnak a gépen végzett munka után. A gyártó minden modellhez meghatározza a maximális eltérési értéket. Ha működés közben eléri, új modellt kell vásárolnia.
A rezonancia kiküszöbölése érdekében bizonyos típusú vágószerszámokban a fogak változó dőlésszögűek. Ez nincs hatással a kézi élezésre, de gondos paraméterezést igényel az automatikus élezés során.
Fűrészszalag beállítása
Szalagfűrész geometria
A vágóél kialakítása előtt be kell állítania a fogakat. A működés teljes időtartama alatt az állandó terhelések miatt elhelyezkedésük megváltozhat. Ezért először a geometriát kell beállítani, majd élezni.
A beállítás a fogak hajlítása a fő penge síkjához képest. Ezt az eljárást csak speciális gépen hajtják végre. Nagy eltérések esetén az öv teljes hosszában az öv idő előtti károsodása vagy törése lehetséges. Ezért előtte el kell döntenie a vezetékek típusát.
A dőlésszögnek meg kell egyeznie az elsővel. A vezetékek típusát is figyelembe veszik, amelyek a következők lehetnek:
- klasszikus. A fogak váltakozó hajlítása a pengehez képest jobb és bal oldalon;
- tisztítás.Az első és a második fog jobbra és balra hajlik, míg a harmadik változatlan marad. Ezt a technikát olyan fűrészekhez használják, amelyeket kemény kőzetek feldolgozására terveztek;
- hullámos. Az egyes fogak beállítási szöge egyéni. Ennek eredményeképpen egy hullámhoz hasonló vágóélet alkotnak. A kábelezés legnehezebb típusa.
A hajlítás során nem az egész fog deformálódik, hanem csak egy része. Gyakran az eltérés a teljes magasság 2/3 -án jelentkezik.
Az átlagos válási arány 0,3-0,7 mm közötti értékekre korlátozódik. Ez vonatkozik a szabványos fa szalagfűrészekre.