Tollfúró hosszabbító.
Hiba történt. Szükséges az ország fafalainak fúrása 22 mm -es perforált fúróval (villanyszerelő számára). A falvastagság burkolattal együtt 17-19 cm. A hagyományos tollfúró lehetővé teszi, hogy körülbelül 13 cm mélységig fúrjon. Hosszabbító kábel szükséges. Moszkvában sehol nem lehetett eladni. Sok eladó nem is tudja, hogy vannak ilyenek. Kérdés: Használható -e bithosszabbító a tollfúró hosszabbítójaként? Ugyanazok a leszállási méreteik?
különböző tollfúrók vannak. Mások tökéletesen illeszkednek az adapterekhez. Csak a képen látható adapter lesz kényelmetlen - eltávolításakor nem fogja meg a fúrót, a fúró a falban marad. Rögzítéssel szükséges. Vannak más hegyes fúrók is, általában túl szabadon lógnak az 1/4 hüvelykes adapterben.
A Leroy-Merlinben az Enkor tollfúrók hosszabbító adaptereit értékesítik. 59 rubel, hossza - körülbelül 20 cm.
.. de csak nem tud spirálozni ?? minden adapter nélkül .. Hossza 450 -ig .. igen, vannak rövid típusok is.20cm. Jól megy a fa ..
2Dmitriy65 a piacokon meg kell nézni. 30 cm-es hosszabbítók vannak. Igaz az egyszeri és főleg készletek sorozatából. Személy szerint hegesztettem egy hajtűdarabot. De ott az f35-nek 40 cm-t kellett rágnia.
Hol, a fúró farkáig?
Ugun szintén nem akart 20 km -re betolni a boltba. és itt a hegesztés kéznél van (a fűtést összegyűjtötték) egy fillér fúrót ér, megragadja és messzire merészkedik.
Nem kényelmes. Túl sok különböző méretet kell vásárolni. És nem tudom, hogy egy csavarhúzó meghúzza -e. Fúrtam 35 -ös átmérőjű Makitával 150 bar -ban. Problémamentesen megy, csak a hossza nem elég.
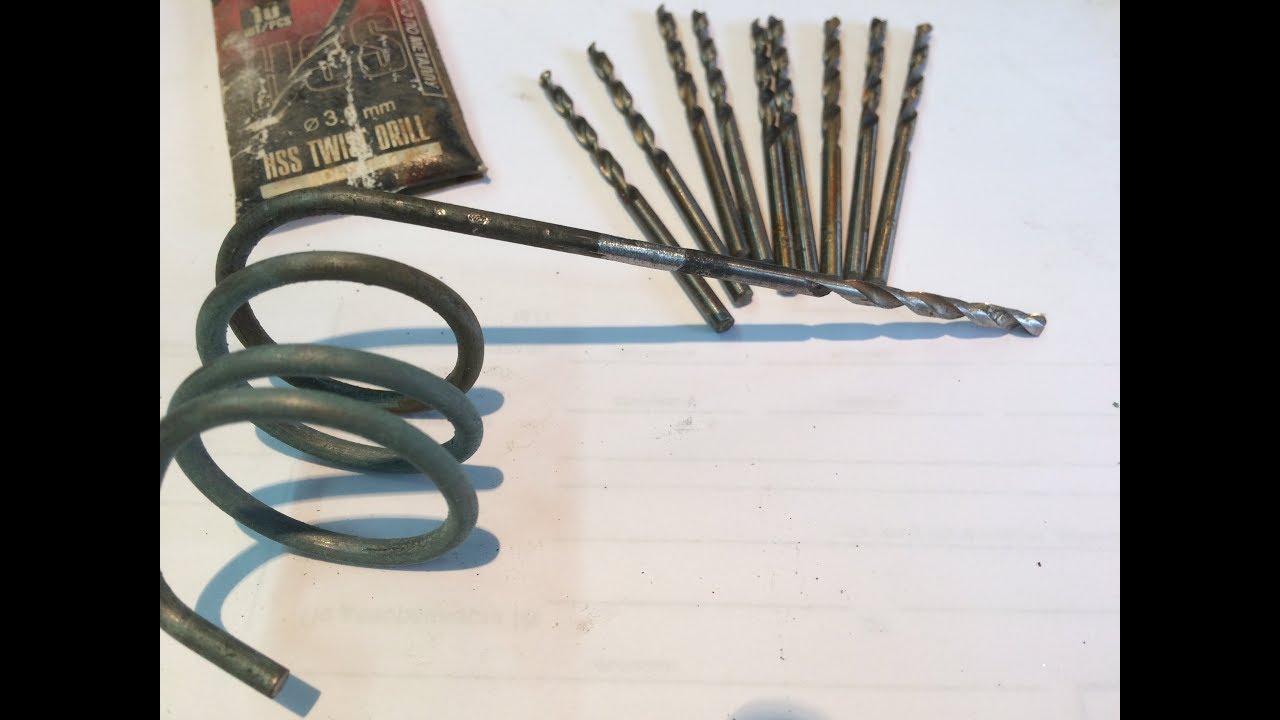
Hasonlóképpen vettem egy kívánt méretű spirált, a legkisebb 200 mm -t és 10 mm -es megerősítésre hegesztve, 1 méter hosszú sodrófúrót kaptam. ha meg is akarja találni, nem fogja megtalálni.
fúrt esztrichek zsaluzathoz. A minimális méret 800 mm
Valószínűleg néha ki kell szállnia.
Én is fúrtam, de megúsztam egy rövid (rendes) fúróval fémhez.
Akkor mi értelme? A fúrószárak és -szárak különbözőek vagy azonosak?
ruslan1111 írta: a piacokon meg kell nézni.vannak 30 cm-es hosszabbítók. igazság az egyszeri és főleg készletek sorozatából.
Ezt az Enkort használtam: a fúró és a hosszabbító nincs egy vonalban - a verés őrült! Összefoglaló: cal.
Dmitriy65 írta: Mi a baj?
Horgonyhosszabbítás + horgonyfúró (a leginkább költségvetési lehetőségként). Vagy egy másik fúró, amely (farok) illeszkedik az Enkor hosszabbítóba.
Adja fel egyszeri munkára, nem probléma. Itt vannak lehetőségek a megerősítés farokhoz hegesztésére, és akkor senki sem panaszkodik az ütésre.És mindez a gépben, a központokban történik.
Hogyan hosszabbítsuk meg a fúrót fémhez saját kezünkkel
Ha saját maga szeretné meghosszabbítani a fémfúrót, használja a három módszer egyikét.
Egyszerű hegesztés
Ehhez a fúróbővítési módszerhez szüksége lesz:
acél hengeres rúd azonos átmérőjű, a szükséges hosszúságú;
egy darab fém sarok;
Készítsen letöréseket a fúró végén és a rúd egyik végén.
Helyezze a szerszámot és a rudat a fém sarokba, és igazítsa őket egymáshoz.
A munkadarabokat fokozatosan forgatva hegesztjük a fúrót a fémrúdhoz.
Addig fejezze be a varratot, amíg minden egyenetlenséget el nem távolít.
Szárhosszabbítás. 1. módszer
Ehhez a fúróhosszabbítási technológiához olyan szárra van szükség, amelynek átmérője 2-3 mm -rel kisebb, mint a szár átmérője. Az általános elv a következő.







A fúrószárban lyukat készítenek egy belső menethez.
Vágja le egy csap segítségével.
Fémrúdra külső menetet vágnak.
A részletek össze vannak csavarva.
A nagyobb megbízhatóság érdekében a kötés hegeszthető és tisztítható.
Szárhosszabbítás. 2. módszer
Ez a módszer a fúró meghosszabbítására rúdra van szükség, amely nagyobb, mint a szár átmérője. A munkához esztergára lesz szüksége. A technológia így néz ki.
Egy esztergagépen a szárrész átmérője kissé csökken.
A rúdba lyukat fúrnak a szerszámbetét számára.
A szár rögzítve van a rúdban, és a kötés hegesztett.
Egy esztergagépen a régi fúró és a hosszúkás szár átmérője kiegyenlítődik.
Ebben a cikkben a gépek és a fenti eszközök használatának jellemzőiről fogunk beszélni.
Helló kedves olvasók! Ebben a cikkben részletesen elmagyarázzuk a menetes hengereket.
Ebben a cikkben részletesen elmondjuk a munkadarabok és edzett fémekből készült termékek feldolgozásának technológiáiról.
Különös figyelmet fordítunk az alábbi fő kérdésekre
Ebben a cikkben arról fogunk beszélni, hogy milyen szabványos átmérők és méretek a leggyakoribb csavaró és magfúrók a fém számára.
A fémvágó forgási sebessége és más vágási paraméterek minden művelethez egyedileg vannak beállítva.
A különböző profilú lakatosok és kézművesek gyakran szembesülnek azzal, hogy egy kört fémbe kell vágni. Ezt sokféleképpen lehet megtenni. Róluk fogunk beszélni ebben a cikkben.
Ebben a cikkben a fém esztergálás összes jellemzőjéről fogunk beszélni.
Ebben a cikkben mindent elmondunk a fém forgóvágókról.
Ebben a cikkben az unalmas szerszámok típusairól, azok rendeltetéséről és tervezési jellemzőiről fogunk beszélni.
Az esztergavágó a fő eszköz, amelyet a munkadarabok esztergákon történő megmunkálására használnak. Ő az, aki kapcsolatba lép az alkatrésszel, és megadja a szükséges formát. Ebben a cikkben a lehető legrészletesebben elmondjuk a metszőfogak tervezési jellemzőiről és osztályozásáról. Az információk tanulmányozása után a gyakorlatban könnyen kiválaszthat egy eszközt egy adott művelethez.










A készülék tervezési jellemzői
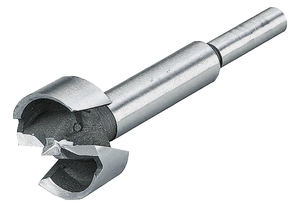 Egy ilyen szerszámmal való munkához tudnia kell, hogyan kell fúrni egy Forstner fúróval. Ehhez részletesen meg kell fontolnia a kialakítását. A munkadarab két vágóéllel van felszerelve. Van egy nagyon kicsi központosítási pontja.
Egy ilyen szerszámmal való munkához tudnia kell, hogyan kell fúrni egy Forstner fúróval. Ehhez részletesen meg kell fontolnia a kialakítását. A munkadarab két vágóéllel van felszerelve. Van egy nagyon kicsi központosítási pontja.
A szerszám profilja hasonló a Z betűhöz, lefelé és felül lekerekített végekkel. A megjelenés erősen hasonlít az S betűre, csak tükörképben.
A fúró elakadásának elkerülése érdekében a forgácsok felmennek. A szerszám kerülete speciális vágásokkal rendelkezik, amelyek segítségével a Forstner fúrógépet élezik. A kapott él manuálisan csíphető egy fájllal.
A fúró tartós, nagysebességű acélból készül. Ez a fém ellenáll a munkaterület magas hőmérsékletének. A szerszám élettartamának növelése érdekében egyes gyártók titán permetezést végeznek a vágóélben, keményfém betéteket szerelnek be.
A művelet sebességének növelése, valamint a túlmelegedés csökkentése érdekében a vágófelületeken fogakat vágnak. Az ilyen fogaskerék egyetlen hátránya a nem túl magas felület.
Bútor szerelvények módosítása
 A Forstner fúrókat nagyszámú vállalat gyártja saját technológiai megközelítésével. Valaki az eszköz minőségének javítására törekszik, mások részt vesznek az ötvözet korszerűsítésében, és igyekeznek növelni az eszköz szilárdságát. Néhány cég ragaszkodik az eredeti forráshoz, és megpróbálja megtartani az eszköz összes paraméterét és pontos konfigurációját.
A Forstner fúrókat nagyszámú vállalat gyártja saját technológiai megközelítésével. Valaki az eszköz minőségének javítására törekszik, mások részt vesznek az ötvözet korszerűsítésében, és igyekeznek növelni az eszköz szilárdságát. Néhány cég ragaszkodik az eredeti forráshoz, és megpróbálja megtartani az eszköz összes paraméterét és pontos konfigurációját.
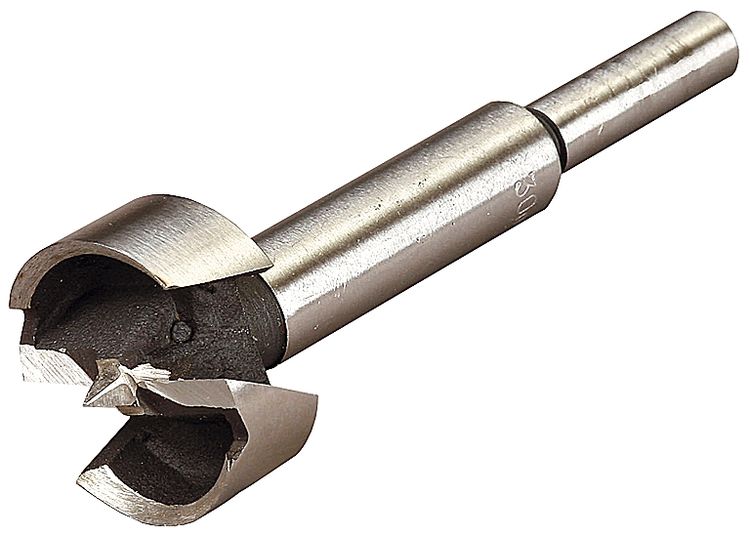
A szakemberek tudják, hogyan kell használni a Forstner fúrót. Átmérőjét nagyon fontosnak tartják. A legnépszerűbbek a 30-40 mm átmérőjű eszközök. A boltokban hajtóműgyűrűvel ellátott 10 vagy 60 mm -es fúrókat találhat. Megkülönbözteti őket egy vágóél, amely fog alakú. Az ilyen szerszám fő előnye a minimális fűtés működés közben.
Nagyon népszerűek a keményfém vágóéles fúrók. Alapvetően ez a kialakítás hasonlít leginkább a Forstner eredeti verziójára. Sajnos az ilyen termékek ára nagyon magas, gyakran hamisítják. Ennek a szerszámnak negatív tulajdonsága a nagy rezgés, valamint a megmunkált felületről való leesés az oldalvágók kis átmérője miatt.
A feldolgozás néhány finomsága
 A nagy feldolgozási pontosság elérése érdekében a terméket speciális központosító ponttal látták el. A lyuk vágási pontja az alkatrész felületén van megjelölve. A hegyet addig nyomják a fába, amíg a vágóél meg nem érinti a felületet.
A nagy feldolgozási pontosság elérése érdekében a terméket speciális központosító ponttal látták el. A lyuk vágási pontja az alkatrész felületén van megjelölve. A hegyet addig nyomják a fába, amíg a vágóél meg nem érinti a felületet.
A műveletet a legkisebb sebességgel kell elkezdeni. Egy ilyen fúró fő működési sebessége 800-1800 ford / perc tartományban van. percenként. Nagy munkaterülethez alacsony fordulatszámot használnak.
A szükséges furatmélység eléréséhez speciális ütközőket használnak. Ezek az alkatrészek egyfajta jelzést jelentenek a munkavállaló számára, amikor be kell fejezni a fúrást.
Hogyan történik a termék élezése
Ehhez a művelethez a mestereknek ajánlott betartaniuk néhány egyszerű, de nagyon fontos szabályt:
Nem kell élesíteni a fejpántot.
A vágóélek élezését csak speciális berendezéseken szabad elvégezni.
A fém alkatrészeket apránként le kell csiszolni.
Nagyon fontos a fúró belsejében található vágók megfelelő élezése. A műveletet finom reszelővel vagy finomszemcsés kővel felszerelt szíjhegyezővel kell elvégezni. Ha ilyen szerszámot vásárol a boltban, ellenőrizni kell a vágófelületek állapotát.
Kopásoktól és forgácsoktól menteseknek kell lenniük. Nem érdemes hibás termékeket vásárolni. Nagyon nehéz lesz őket saját maga kijavítani.
Ha ilyen szerszámot vásárol a boltban, ellenőriznie kell a vágófelületek állapotát. Karcoktól és forgácsoktól menteseknek kell lenniük. Nem érdemes hibás termékeket vásárolni. Nagyon nehéz lesz őket saját maga kijavítani.
Fúrási tippek
Különböző technológiák használhatók edzett acélok kezelésére. A leggyakoribb technológiákat a következő jellemzők jellemzik:
- Savas felületkezelés. Ezt a technológiát hosszú távú használat jellemzi, mivel meglehetősen hosszú ideig tart a felület keménységének csökkentése. A maratáshoz kénsavat, perklórt vagy más savat használhatunk. Az eljárás egy karima létrehozását foglalja magában, amely a vágási zónában az alkalmazott anyagot tartalmazza. Hosszabb expozíció után a fém lágyabbá válik, a fúrás a hagyományos változat segítségével végezhető el.
- A cél eléréséhez hegesztőgépet használhat. Magas hőmérséklet hatására a fém lágyabb lesz, ami nagyban megkönnyíti az eljárásokat.
- Leggyakrabban speciális fúrót használnak. A piacon vannak olyan kivitelezési változatok, amelyek edzett acél feldolgozására használhatók. Gyártásuk során fokozott kopásállóságú és magas hőmérsékletű fémet használnak. A gyártás összetettsége és néhány más szempont azonban meghatározza, hogy egy speciális szerszám költsége meglehetősen magas.
Ezen túlmenően gyakran vásárolnak ütést e cél elérése érdekében. Kis lyuk készítésére használható a további fúrás megkönnyítésére.
Tervezése és működési elve
A Forstner hengeres vágó feltalálása óta sok más hasonló eszköz jelent meg nagy kereslete miatt. Néhány közülük csak kismértékben hasonlít az eredeti modellre, de ugyanazon az elven működnek. Vak kerek lyukakat készítenek lapos, lapos fenékkel.
A metszőfogak típusai
- Éles középső, meghatározó irány;
- Perem, amely elvágja a lyukat a kontúr mentén. Ha a favágást a lyuk szélei körül vágja, tökéletesen egyenes vágást biztosít.
- Belső párosított élek, hasonlóan a forgó gyalukhoz, amelyek anyagot szednek a megmunkálandó lyukon belül, és felfelé vezetik a kapott forgácsot.
 A munkához szabványos tokmányú fúrót használnak. Például egy Forstner fúró 15 mm átmérőjű szárral rendelkezik, 8 mm méretű, és 28-60 mm fúróátmérővel 10 mm.A bútorpántok vagy más kiegészítők gyártásához különböző méretű vágókra van szükség, ezért a műhelyben rendelkeznie kell egy ilyen szerszámkészlettel.
A munkához szabványos tokmányú fúrót használnak. Például egy Forstner fúró 15 mm átmérőjű szárral rendelkezik, 8 mm méretű, és 28-60 mm fúróátmérővel 10 mm.A bútorpántok vagy más kiegészítők gyártásához különböző méretű vágókra van szükség, ezért a műhelyben rendelkeznie kell egy ilyen szerszámkészlettel.
A fúró pontos elhelyezése érdekében a munka elején a központosító pontját a jelölési pontra kell helyezni, és addig kell nyomni a feldolgozandó anyagban, amíg az teljesen meg nem érinti a fúró síkját. A fúrás kis sebességgel kezdődik, majd a lyuk átmérőjétől függően percenként 800-1800-ra nő. Minél nagyobb, annál kisebb a fordulatszám, hogy elkerülje a marók túlmelegedését.
Nagy sebességnél a fúró eltörhet. A biztonságos munkakörülmények, a végrehajtás megkönnyítése, valamint azokban az esetekben, amikor különleges precizitás szükséges a lyuk elkészítéséhez, használjon ütközővel ellátott 35 mm -es Forstner fúrót. A szerszám időben történő leállításával biztosítja a kívánt furatmélységet. A bútorpántokat vagy egyéb szerelvényeket csak kiváló minőségű vágásoknál szabad felszerelni.
Valószínűleg hasznos információkat talál a lyukasztó fúró fához való használatáról.
Típusok
Manapság sok gyártó gyárt különböző hosszúságú és átmérőjű hatlapú fúró készleteket.
Az ilyen termékek modern választéka számos modell különféle anyagok - kerámia felületek, betonfalak, fémekből és ötvözeteikből, fa, műanyag termékek, csempe felületek és mások - feldolgozására.
A hatszögletű fúrókat a tervezésük szerint is osztályozzák - különböző horonyszerkezetekkel és élezési szögekkel gyárthatók. Több típus létezik.










- Twist fúrók. A legegyszerűbb és legnépszerűbb modellek. Fúrók két vágóéllel és két horonnyal a forgácselvezetéshez.
- Kúpos modellek. Az ilyen termék hegye kúp alakú. Az ilyen modelleket ritkán használják, és csak speciális gépekhez.
- Vannak csavaros, tollos, maró modellek, valamint Lewis és Forstner spirállal ellátott termékek.
A fúrók feltételesen feloszthatók a származási országtól függően (Kína, Európa stb.). Ezt a száron lévő jelölés jelzi. Gyakran előfordul, hogy a márkák azonos átmérőjű, de különböző hosszúságú fúrókészleteket gyártanak, valamint azonos hosszúságú, de különböző átmérőjű fúrókészleteket.
Minden fúró színben is megkülönböztethető. A termék színe jelzi a feldolgozási módszert és a termék gyártási anyagát.
- A szürke. A legolcsóbb és legnépszerűbb. Kitartásban nem különböznek egymástól.
- Fekete. Túlhevített gőzzel kezelték őket. Alkalmas szénacélok és színesfémek fúrására.
- Enyhén aranyszínű. Keményedtek, és sokáig fognak tartani.
- Aranysárga. Titán -nitrid bevonattal vannak ellátva, és a legjobb minőségűek, tartósak és megbízhatóak.
A témától eltérve külön érdemes megjegyezni, hogy a csavarhúzóhoz hasonló fúrókat gyártanak. A csavarhúzókat leggyakrabban nem hatszögre tervezték, és bizonyos típusú szárra van szükségük. A hexán kívül háromszög, hengeres, kúpos, hatszögletű (hatszögletű) és más típusú szár is létezik.
Házi fúró készítése
Ha szükséges, fúrót készíthet edzett acélból. Az ilyen munkák elvégzésére vonatkozó fő ajánlások között megemlítjük:
- A rudakat kiválasztják, amelyek volfrámból és kobaltötvözetekből készülnek. Ezt a fémet népiesen győztesnek nevezik. A hagyományos fúróhoz képest ezt a változatot a fokozott kopásállóság jellemzi.
- A munkadarab feldolgozásához kis satuban kell rögzíteni. Ellenkező esetben a munka meglehetősen nehéz lesz.
- Az ilyen felület élezéséhez gyémántkő szükséges. Egy közönséges nem fogja kibírni a hosszú távú munkát.
- A végfelületet úgy élezik, hogy lapos csavarhúzóhoz hasonló felületet kapnak. A vágóéleket ezután élesítik, hogy éles hegyet kapjanak.
A felület megmunkálhatóságának csökkentése érdekében olajat adnak hozzá. Ez biztosítja a hosszú távú feldolgozást a csökkent súrlódási erő és az alacsonyabb hőmérséklet miatt.

Házi kalapácsfúrók
Összefoglalva, megjegyezzük, hogy az edzett acél feldolgozását kizárólag speciális szerszámok használatával szabad elvégezni. A munkához fúrógépre van szükség, mivel a kézi nem teszi lehetővé a szükséges lyuk megszerzését.
Ha hibát talál, jelöljön ki egy szövegrészt, és nyomja meg a Ctrl + Enter billentyűkombinációt.
Házi tollfúrók fához

Helló, kedves látogatók a „Visiting Samodelkin” oldalon. Ma arról szeretnék beszélni, hogy milyen egyszerű tollfúrókat készíteni fából.
A minap nagy átmérőjű lyukakat kellett fúrnom a forgácslapba, nevezetesen 40 és 20 mm. És akkor kiderült, hogy nem rendelkezem a szükséges fúrókkal.
Nem. Természetesen sokféle tollfúróm van. És közönséges és több ék. De itt az a baj, hogy most otthon dolgoztam az alagsorban, és a fúróim a város másik oldalán találhatók, nevezetesen egy építkezésen, ahol utoljára használtam őket.
És ezért úgy döntöttem, hogy gyorsan elkészítem a szükséges fúrókat a kéznél lévőből.
És valójában ehhez a következőkre volt szükségem:
1. Egy darab "rozsdamentes acél" lemez, 2 mm vastag. (Nem feltétlenül „rozsdamentes acél”. Csak annyi volt, hogy ott feküdtem ..) 2. Fém csap 10 mm átmérőjű. (Lehet vékonyabb is. Csak nekem volt ilyen)))) 3. Csavar (csavar) M6 (vagy vékonyabb).
(Mielőtt elkezdeném a történetet, elnézést kérek a fotó rossz minőségéért. Tény, hogy nem volt időm lépésről lépésre lefotózni a folyamatot, ezért csak bekapcsoltam a videofelvételt az okostelefonon, majd készítettem képernyőképeket ebből.)
Szóval hol is kezdtem. Találtam egy fémlemez darabot, 2 mm vastag. Találtam egy ilyen "rozsdamentes acél" darabot

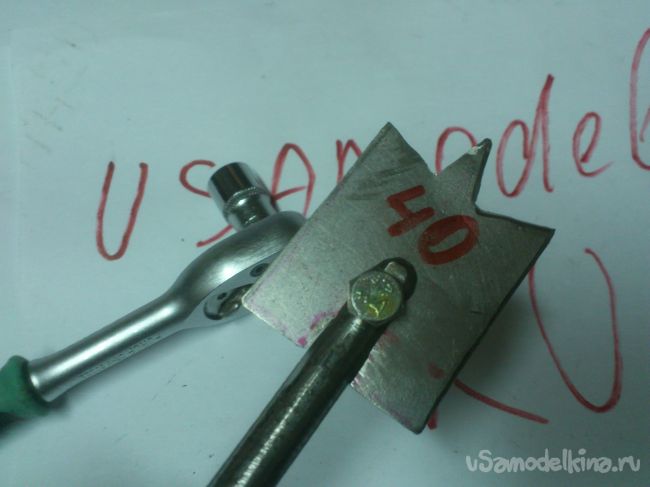
40 mm átmérőjű fúróval kezdtem. Először is rajzoltam egy fúrót a rozsdamentes acél darabra:


Vágókorongos darálóval kivágtam egy munkadarabot:


Ezt követően magam készítettem a fúrótengelyt. Úgy döntöttem, hogy egy tíz milliméteres rúdból készítem, amely a "fémhulladékomban" hevert:

Vékonyabb rúd nem volt kéznél. De azt hittem, ez is sikerülni fog. Végül is egy ilyen átmérőjű rúd bármilyen háztartási fúró patronjába illeszkedik. Természetesen vastagsága szabályozza a fúró minimális átmérőjét, de mindig van készletemben akár tizenkét milliméteres fúró is. (Ezek fémfúrók, de könnyen alkalmazhatók fára is). A tollakra pedig csak nagy átmérőre van szükség.








Kivágtam a kívánt hosszúságú darabot a rúdból:

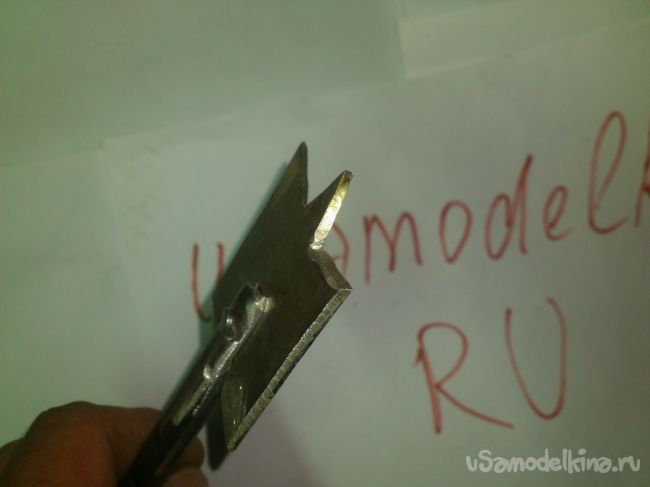
Egy satuba szorítva vágókoronggal átvágtam egy átmérőjű rést. Szemmel becsültem meg a vágás mélységét, egyszerűen a munkadarab rögzítésével és egy ilyen mélység jelölésével „úgy, hogy normális legyen”. )))))


Ezt követően ellenőriztem, hogy a „tollamat” behelyezték -e a rúd nyílásába:

Pontosan középre igazítva jelölőt készítettem a síkon a rúd vastagságának megfelelően:


Miután levágtam a levágó kereket a levágó kerékre, kiválasztottam a fémet a rések között.



Ezután fúrtam ki a rúd felső felét (a résig) egy hat milliméter átmérőjű fúróval:

És az alsó felében elvágtam az M6 menetet:

Ezt követően behelyeztem a hegyet a tengelybe, igazítottam, és a közepét fúróval megjelölve kivettem, és 6 mm átmérőjű lyukat fúrtam.



Az M6 csavar volt a csavarom. Könnyebb volt elvágnom a szálakat. De ha nincs kéznél csap, akkor csavarként használhatja - csavarja fel az anyát a másik oldalon. Nem fog fájni, egyszerűen nem lesz olyan kényelmes rögzíteni - két kulcsra lesz szüksége.
Most élezni fogjuk a fúrót. Házi csiszolót használtam gyémántpohárral. Csak mert kéznél volt:

És bármivel élesítheti, akár darálóval is. Itt nem szükséges bizonyos szöget megfigyelni. Nem szabad túl élesen csinálni egyszerűen:

Minden! A fúró kész. Fát és forgácslapot is könnyen fúr:




Mivela rúd már készen volt, nem volt nehéz elkészíteni egy második tollat, 20 milliméter széles:












Természetesen ezek a fúrók nem alkalmasak állandó, professzionális munkára. Ehhez jó acélból készült fúrókra van szüksége. De nem vagyok profi. Barkács vagyok! És az eset előtt utoljára ilyen átmérőjű tollfúrót használtam körülbelül tíz évvel ezelőtt. És megint itt volt! ))))).
Körülbelül húsz percbe telt, mire elkészítettem. (Ez idő alatt nem mentem el, még hogy elvigyem a boltba))). A későbbi átmérők előállítása pedig ennek fele.
És elvégeztem a feladatot helyettük - fúrtam a szükséges lyukat. Utána beteszem a polcra és legközelebb szükségem lesz rá. talán egy év múlva. Vagy talán ötben. ... (Vagy talán egyáltalán nem lesz rá szükség!)))) De már nem kell vásárolnia vagy elkészítenie. ))))
.. Egyébként egy építkezésen, amikor gerendákat és szarufákat kellett rögzíteni, én is pont ilyen fúrót használtam. Annak idején kölcsönadtam a barátomnak a hosszú fúrógépemet fához, és ahogy általában előfordul, nem adta vissza idejekorán. És hogy ne vesztegessek napokat, perceket veszítettem - ugyanazt a fúrót készítettem, csak fél méter hosszú, és elvégeztem a munkát.
... Ilyen célokra az ilyen fúrók nagyon jól alkalmazhatók.
Nagy lyukat szerezni
A kézműveseket gyakran érdekli, hogyan lehet lyukat készíteni egy nagy átmérőjű fán. Ennek több módja is van:
- A kívánt átmérőjű kör körvonalazódik. Egy kis fúróval fúrnak a lyukak körén belül. Ezután véső segítségével vágják le az ugrókat.
- Vegyünk egy vízvezetéket. Az egyik oldala a fogak alatt van vágva a vágás irányában. A másodikban lyukat készítenek a gombhoz. A csövet a felülethez nyomják, és lassú forgás kezdődik.
- Az első szakaszban egy kisebb átmérőjű lyukat fúrnak. A másodiknál koronát veszünk, amelyet a maximális mélységbe illesztünk be. Az utolsó szakaszban a véső kiüti az alulfúrt fát. A forgácsolás nem következik be, mert az irányt a korona már beállította.
A fafúrók kiterjedt osztályozással rendelkeznek. Otthon ez fontos téma. Mindazonáltal minden típusú munkához speciális eszköz szükséges. Az egyik segítségével lyukak készülnek, a másik - az edény, a harmadik - a hornyok. Mindezen finomságok ismeretében szükség van ilyen fúrókészletekre, amelyek soha nem fognak a háztartásban feküdni.
Fúró kiválasztása
A sodrott fúrók, amelyeket függőleges rúd képvisel két két horonnyal, meglehetősen elterjedtek. A hornyok meghatározott elrendezése miatt vágóél képződik. A választás jellemzői között a következő pontokat vesszük figyelembe:
A győztes fúró meglehetősen elterjedt. Különböző edzett ötvözetekkel használható. A túl nagy keménységű felületet azonban nem szabad ilyen szerszámmal megmunkálni.
A választás az átmérő alapján történik. Nem szabad megfeledkezni arról, hogy meglehetősen nehéz nagy átmérőjű lyukat szerezni.
A nagyobb átmérőjű változat sokkal drágább, mivel gyártásakor nagy mennyiségű anyagot használnak.
Figyelmet fordítanak az élezési szögre, a termék céljára és a gyártásban felhasznált anyag típusára. Például a kobalt változatok jobban ellenállnak a magas hőmérsékletnek.
Ajánlatos csak jól ismert gyártók termékeire figyelni.
Ez annak köszönhető, hogy a kínai változatok alacsony minőségű anyagok felhasználásával készülnek. Egy ilyen ajánlat azonban sokkal olcsóbb, és rövid távú vagy egyszeri munkára is felhasználható.
A fúró kiválasztásakor az alkalmazott jelölések vezérelhetők. Ebből meghatározhatja, hogy milyen anyagokat használtak a gyártáshoz.A szerszám segítségével elérhető lyuk átmérője is feltüntetésre kerül.

Edzett acél fúró
Egy szaküzletben szinte mindent megtalál a munkához. Azonban a termék meglehetősen magas költsége és néhány egyéb pont meghatározza azt a tényt, hogy egyesek úgy döntenek, hogy önállóan fúrót készítenek hulladékanyagokból. Ez a munka elvégezhető a szükséges eszközökkel.