Kiválasztási elvek
A munkadarabok rögzítésére szolgáló eszközök kiválasztásakor a következő paramétereket veszik figyelembe:
- bizonyos funkciók ellátása a satuban;
- rögzítő mechanizmus kialakítása;
- az anyag, amelyből a szivacsokat készítették, valamint azok mérete az egyes alkatrészeknél;
- névleges nyomás az alkatrészen rögzítéskor;
- maximális csavarmenet teljesen kihúzott állapotban;
- a satu súlyát a gép munkaasztalának méreteinek megfelelően választják ki;
- egyfajta hajtómechanizmus.
Előnyök és hátrányok
Az előnyök a következők:
- a nagy erő lehetővé teszi nagy munkadarabok tartását a feldolgozás során;
- a tok kiváló minőségű acélból készült, ellenáll a maximális terhelésnek;
- a keret védett a korróziótól;
- maró satu segítségével nagy pontosságú munkát végeznek;
- puha anyagok feldolgozása, károsítása nélkül.
A hátrányok közé tartozik:
- párnák használata a szivacsok alatt, hogy megakadályozza az alkatrész elakadását;
- a pofák függőleges ferdesége;
- összetett hajtás használata a mozgáshoz.
Gyártók és költségek
A forgó maró satu a szerszámgépek tartozékaként készül. Belföldi és külföldi cégek gyártják. Az árkategória 2000 rubeltől kezdődik, és eléri a 30 000 rubelt.







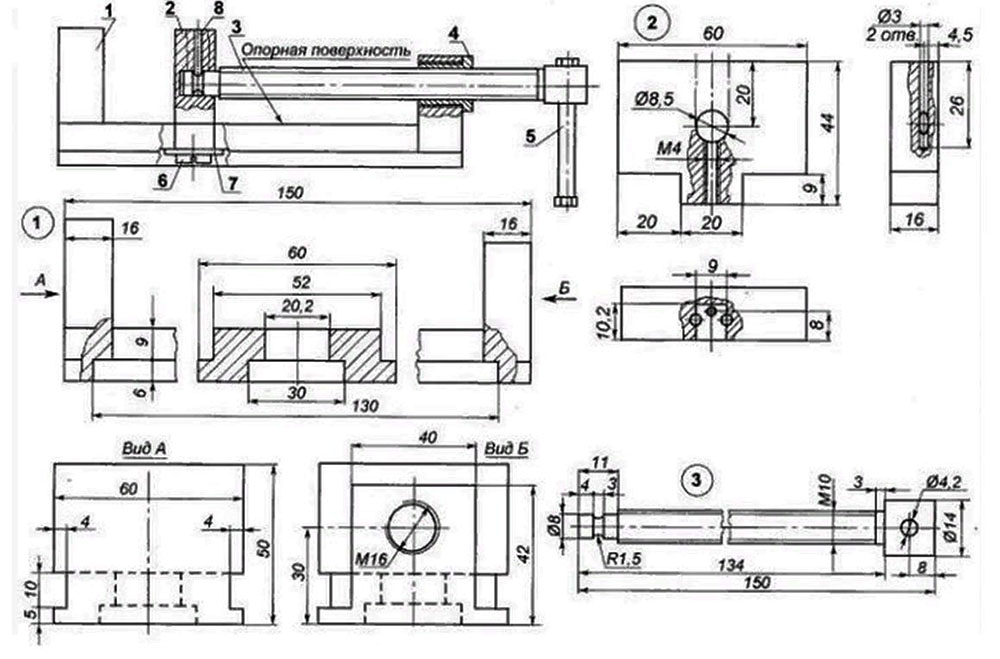
A fúrógépek gépi satu szerkezete
A szorítóberendezés típusától függetlenül mindegyik szinte azonos szerkezetű, és ugyanolyan alkatrészekkel rendelkezik.
A szorítópofák szerves részét képezik - ezek nagyon erős fémből készült lemezek, amelyekhez a munkadarab közvetlenül csatlakozik. A lemez elején rések vannak elhelyezve, amelyek segítenek elkerülni a satuba szorított rész csúszását.
Azonban nem minden pofa van letörve; ha puha anyagokkal, például fával vagy műanyaggal dolgozik, a lemezeknek simáknak kell lenniük, hogy ne károsítsák a munkadarab felületét.
Ezért sok gyártó több kivehető szorítópofát is tartalmaz, lekerekített, sima vagy fogazott, a gép satuba. A nyomólemezek sajátossága, hogy az egyik rész mindig mozdulatlan marad, a másik éppen ellenkezőleg, az elsőre mozog a rajta lévő mechanikai hatások segítségével. A munkadarab e két pofa közé van szorítva.

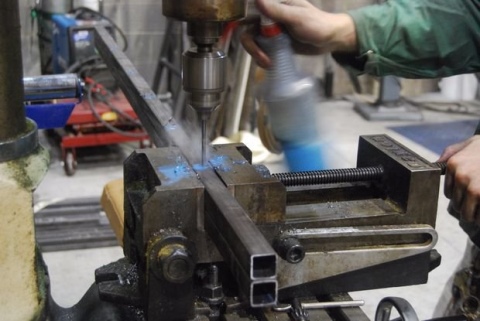



A csavar vastagsága és menetmenete a satu szükséges szorítóerejétől, a hossza pedig a feldolgozandó munkadarab méretétől függ. A könnyű kezelés érdekében a gyártók gyakran használnak hidraulikus mechanizmust, amelyben a csavar forgató fogantyúja több, zárt dobozba szerelt és hidraulikaolajjal töltött fogaskeréken hat a csavarra.
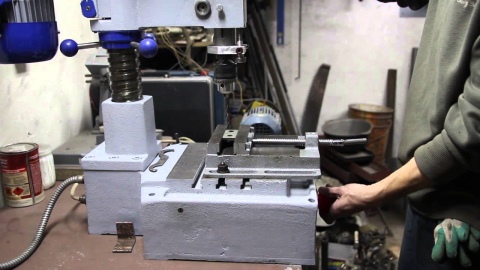
Ez kevesebb erőfeszítést tesz lehetővé a karon a nyomórudak mozgatásához. Ami a satu alját illeti, amikor a gépi satukat gyárilag gyártják, a platform számukra egy tömör fémből öntött lemez, csavarok rögzítésére szolgáló résekkel, hegesztési varratok nélkül.
Ez a kialakítás erős és tartós a monolitikus gyártásnak köszönhetően. De emlékeztetni kell arra, hogy a kézműves rögzítő mechanizmusok meglehetősen hosszú élettartamúak. Különösen, ha kiváló minőségű vastag falú fémből készülnek, valamint hegesztett kötésekkel.
Fúrógép satu a BISON -tól








A vice típusai
A fúrógépekhez a következő gépi satuk vannak:
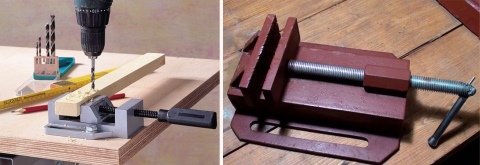
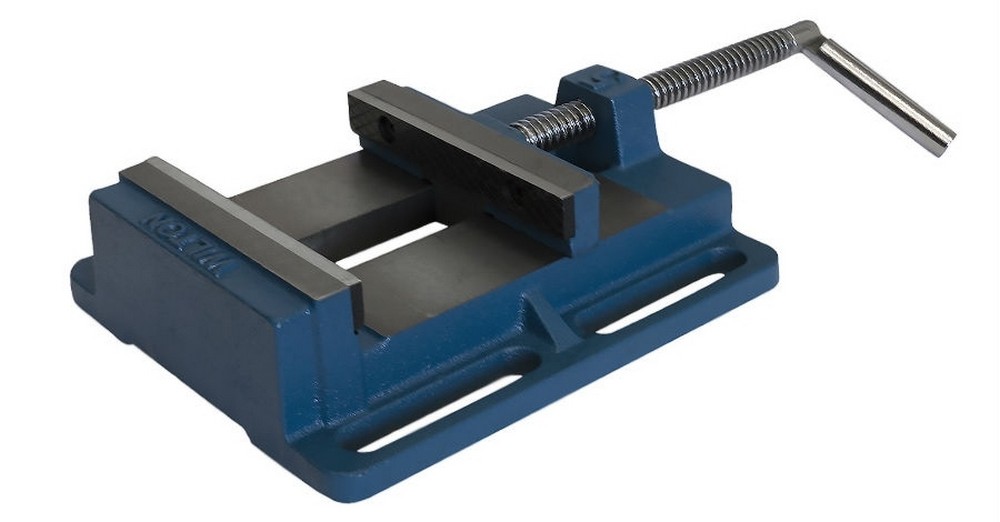
- A legegyszerűbb rögzítő mechanizmusok az alkatrésznek a gépben tartásához csak egy síkban működnek. Gyakran az ilyen satut öntöttvas ötvözetekből vagy fémből készítik. A satut viszonylag kis méretű fúrógépnél használják, mivel nincs szükség nagy alkatrészek rögzítésére és a tengely mentén történő mozgatására.
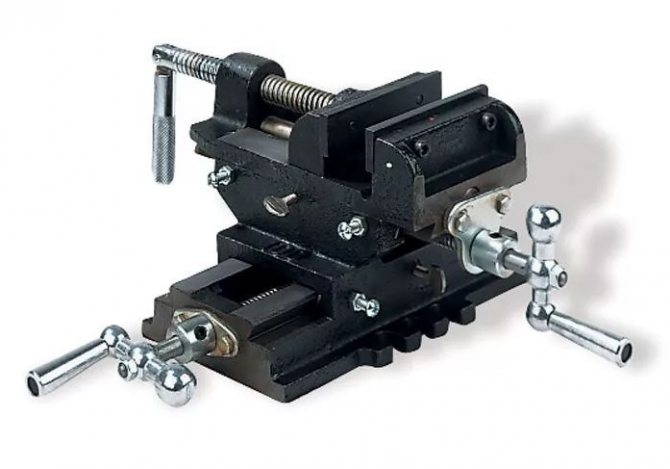
- A keresztvise egy összetett mechanizmus, amely lehetővé teszi a különböző síkokban lévő anyagokkal való munkát, és ezeket koordinátáknak is nevezik. Ez a rögzítő mechanizmus 360 fokban forog, a munkavállalónak nem kell lehúznia az alkatrészt, amikor lyukakat fúr ugyanazon a síkon. Ebben az esetben csak el kell forgatnia a második befogó mechanizmust, és el kell mozgatnia a tárgyat anélkül, hogy eltávolítaná a satuból. A kereszttartó abban is jó, hogy a munkadarab nemcsak a tengelye körül forog, hanem néhány centimétert oldalra tolódik;
- Háromtengelyes gépi satu - az ilyen befogóeszközök előnye, hogy nem csak vízszintesen forgathatják és mozgathatják a munkadarabot, hanem az alkatrész dőlésszögét is kiválaszthatják. Gyakran a kényelem érdekében digitális mérleget nyomtatnak a forgó gyűrűre, hogy lehetővé tegyék a fúrási irány pontos beállítását. A forgó elemek beállítása a fogantyú segítségével történik.


