Mik a típusok

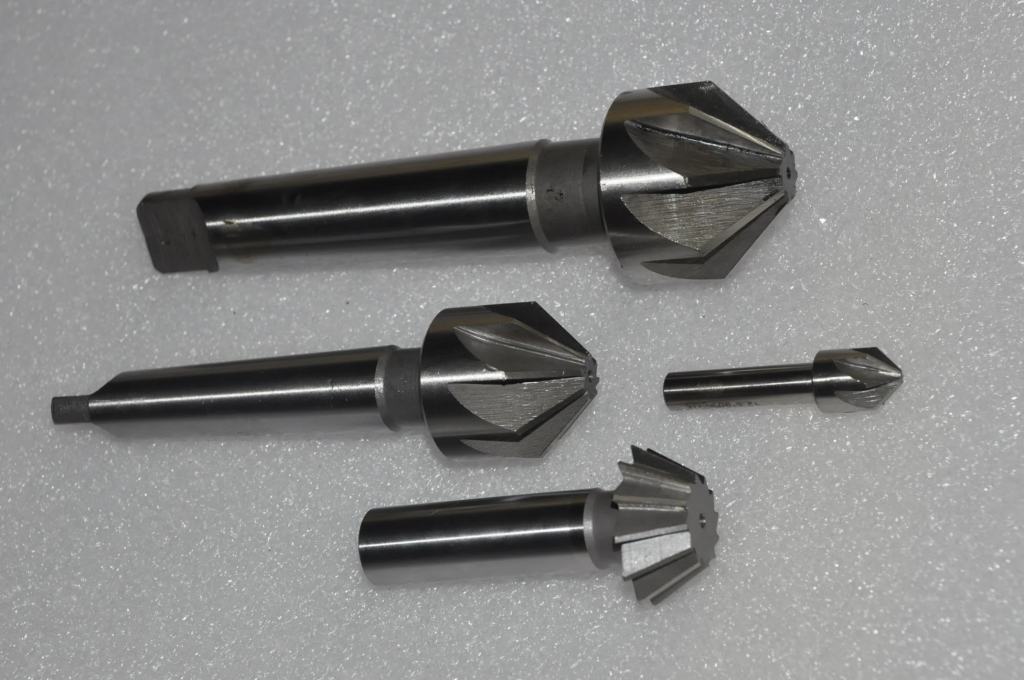
Sok süllyesztő van a piacon, egy tapasztalatlan felhasználó nem biztos, hogy megérti, miért van szükség ennyire, de minden típusnak megvan a maga célja és sajátossága a munkában. Némelyik alkalmas a lyuk átmérőjének növelésére, néhány pedig a leghatékonyabban dolgozik az alkatrész végső részével. Leggyakrabban fával történő fúvókák alapkészletét használják:
hengeres;
egy darabból kúpos,
egy darabból álló héj.
Minden egyes süllyesztő a fához a címben szereplő megfelelő lyukak megmunkálására tervezték. De bizonyos esetekben, különösen fáradságos helyzetekben, fúvóka alkalmazását használhatja hosszúkás tüskén. Egy ilyen szerszámnak speciális lábai vannak, amelyek a süllyesztési eljárással egyidejűleg elvágják a végét. Ezért a legjobb, ha olyan készletet vásárol, ahol típus és méret szerint egyszerre több modell lesz, ez nyereségesebb és hatékonyabb lesz.
Keményfém fúrók hűtése és kenése
Amint fentebb említettük, a keményfém fúrókkal végzett megmunkálás hatékonyabbá tétele érdekében szükség van a szerszám belső hűtésére. Ilyen fúrók használatakor lehetséges, hogy ne használjon hűtő kenőanyagot azokban az esetekben, amikor a kialakuló furat mélysége nem haladja meg a szerszám átmérőjét.
Az elkészítendő furat minőségét, valamint a fúrás sebességét nemcsak a fúró belső üregébe juttatott hűtőfolyadék mennyisége (legalább 12–15 l / perc) befolyásolja, hanem a nyomás mértéke (legalább 12–15 atm). A kenő-hűtő folyadék, amelyet a feldolgozó zónába szállítanak ilyen mennyiségben és ilyen nyomással, nemcsak a szerszám intenzív hűtését, hanem a forgácsok és egyéb fúrási hulladékok hatékony eltávolítását is biztosítja.

Fúrás külső hűtőfolyadék -ellátással
A fajok áttekintése
A hardverboltokban a vevők hatalmas számú ilyen eszközmodellt találhatnak ezekkel a mellékletekkel. Ezek közé tartoznak a következő minták:
- kúpos egy darabból;
- egy darabból szerelt;
- hengeres.
Mindegyiket attól függően használják, hogy milyen lyukat szeretne készíteni a fa szerkezetbe. Különösen fáradságos munkához használhat egy ilyen kissé megnyúlt fúvókát. Az utolsó lehetőség kis lábakkal rendelkezik, amelyeket a termékek végeinek vágására terveztek. A felhasználók számára a legjobb megoldás az lenne, ha megvásárolna egy egész készletet többféle ilyen eszközzel.
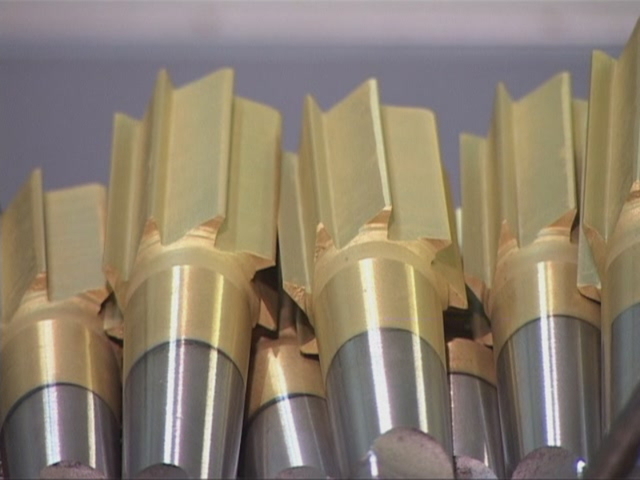
A hengeres típusú fúrókat általában a gyártási folyamat során speciális réteggel borítják, ami jelentősen növeli a termék kopásállóságát és tartósságát. A vágó alkatrészek száma 4 és 10 között változhat. Külsőleg a kialakítás hasonló a hagyományos szabványos fúróhoz.
Ezenkívül egy speciális csap van elhelyezve a hengeres modellek végén. Ezt az elemet úgy tervezték, hogy rögzítse a szerszám helyzetét működés közben. Az ilyen termékek korlátozókkal vannak felszerelve, eltávolíthatók, vagy egy egész szerkezet részeként működhetnek.
Az eltávolítható fúrási mélységütközővel rendelkező modelleket a legpraktikusabbnak tekintik. Javasolják egy további vágó típusú tartozék felszerelésének lehetőségét.








A kivehető változatok kis rejtett csavarokkal rögzíthetők a szerkezethez. Ezeket az ütközőket néha imbuszkulccsal rögzítik.
Ha egyszerre több lyukat kell készíteni egy fából készült terméken, miközben azonos mélységűeknek kell lenniük, akkor jobb, ha olyan fúrókat használnak, amelyek speciális tartókkal vannak felszerelve, mozgatható vagy rögzített fúrógátlókkal.
A szerelt kúpos fúrómodell egy bizonyos szögben működő szerkezet, amelynek értéke a modell céljától függ. A szög 60 és 120 fok között lehet. A vágóelemek száma 6-12 darab lehet.
A tömör fúrószár egy hagyományos csavarhoz hasonlóan néz ki. Leggyakrabban kifejezetten fából készült lyukak feldolgozására használják.
A süllyesztők előállításához különféle anyagok használhatók. Leggyakrabban az üzletekben ilyen típusú acélból készült építőelemeket láthat. Tehát szerszám-, ötvözet-, szén-, nagysebességű vagy keményfém acélból készülhetnek.
Ha fúróra van szüksége különféle fémtermékek feldolgozásához, akkor a keményfém modellek válhatnak a legjobb megoldássá, mert ez a fajta különbözik a többitől az állandó terhelésekkel szembeni különleges ellenállásban.
A fafeldolgozásra alkalmas süllyesztők is eltérhetnek a megmunkálandó lyukak átmérőjétől. A következő lehetőségeket tekintik a leggyakoribbnak:
- szabványos modellek - az átmérő 0,5-1,5 mm;
- modellek 0,5-6 mm átmérőjű lyukakhoz - ilyen minták előállíthatók biztonsági berendezéssel, amely lehetővé teszi a fúrási mélység szabályozását;
- termékek 8-12 mm -es lyukakhoz - ez a csoport általában speciális szárú süllyesztett fúrókat tartalmaz.
Fém süllyesztési szabályok
Otthon, a süllyesztett mélyedésekhez (például csavarfejekhez vagy a lyuk átmérőjének nagyobb oldalra történő megváltoztatásához) egy egyszerű fúró is alkalmas elektromos vagy akár kézi fúróra. Gyártási méretben az elsüllyesztés olyan művelet, amely jelentős teljesítményt és pontosságot igényel a használt berendezésektől. Éppen ezért gyártási körülmények között a süllyesztés végrehajtásához, mint valójában a süllyesztést, a berendezést használják:
- esztergálás (leggyakrabban);
- fúrás (nem ritkábban);
- unalmas (gyakran a másodlagos műveletek egyikeként);
- aggregátum (automatizált vonal másodlagos műveleteként);
- függőleges vagy vízszintes marás (ritka).
Az öntés során a termékben kapott lyuk megmunkálása során célszerű először 5-10 mm mélységű vágóval fúrni, hogy a süllyesztő a megfelelő kezdeti irányt vegye fel.
Acéltermékek feldolgozásakor ajánlott vágófolyadékokat használni. Az öntöttvas és a színesfémek süllyesztésének folyamata nem igényel hűtést. A süllyesztéshez és süllyesztéshez használt fémvágó szerszámok helyes kiválasztása nagyon fontos lépés.










Ehhez figyeljen bizonyos tényezőkre:
- A szerszám típusát az alkatrész anyaga, a feldolgozás jellege alapján választják ki. Figyelembe kell venni a lyuk helyét, az elvégzett folyamatok sorozatosságát is.
- A megadott mélység, átmérő, a szükséges feldolgozási pontosság alapján kiválasztják a süllyesztő és süllyesztő szerszám méretét.
- A süllyesztő és a süllyesztő kialakítását a szerszám géphez való rögzítésének módja határozza meg.
- A süllyesztő vagy süllyesztő műveleteket végző szerszám anyaga a munkadarab anyagától függ (például vannak kifejezetten fafeldolgozásra alkalmas süllyesztők), az üzemmód intenzitásától és néhány egyéb tényezőtől.

Süllyesztés CNC függőleges fúrógépen
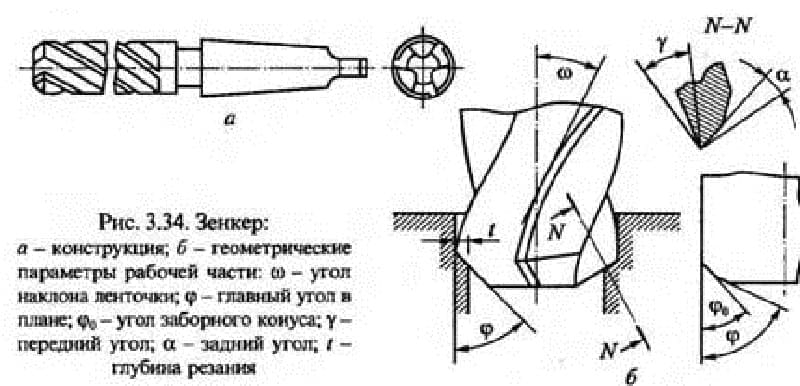
A Zenker-t a referenciakönyvek szerint választják, vagy egy olyan szabályozási dokumentum alapján, mint a GOST 12489-71. A szerszámnak meg kell felelnie bizonyos használati feltételeknek, amelyeket a GOST 12489-71 is előír.
- A legfeljebb 40 milliméter átmérőjű lyukakkal rendelkező szerkezeti acélból készült termékeket nagysebességű acélból készült süllyesztővel dolgozzák fel, átmérője 10–40 milliméter, illetve 3-4 fog.
- A nehezen megmunkálható és unalmas termékekhez 14-50 milliméter átmérőjű, 3-4 fogú kemény ötvözet lemezekkel ellátott szerszámokat használnak.
- A szerkezeti acélból készült termékeknél legfeljebb 80 milliméter átmérőjű lyukakat fúrnak nagy sebességű acél süllyesztővel 32–80 milliméter átmérőjű rögzítőfejek segítségével.
- A színesfémekből és öntöttvasból készült termékeknél tollsüllyesztést használnak a vakfuratok fúrására.
- A 15-25 milliméter átmérőjű vakfuratokat egy speciális süllyesztő szerszámmal dolgozzák fel, amelynek testében van egy csatorna, amelyen keresztül a vágófolyadékot a vágási zónába juttatják.
A süllyedés előfeltétele a kibocsátási egységek betartása. A kiválasztott szerszám átmérőjének meg kell egyeznie a megmunkálás után a végső furatátmérővel. Amikor a süllyesztést a süllyesztés után tervezik, a szerszámátmérő 0,15–0,3 milliméterrel csökken. Ha durva fúrást vagy süllyesztést terveznek, 0,5–2 milliméteres oldalt kell hagyni.
A süllyesztés és a kapcsolódó műveletek közötti különbség
A süllyesztés hasonló a lyukak dörzsöléséhez, a szerszám vágóélei eltávolítják a felesleges anyagot a falról, csökkentik az érdességet és növelik az átmérőt. Ez egy félig befejező művelet, ami azt jelenti, hogy ezt egy újabb feldolgozási lépés követi. A telepítés a befejező eljárás. A süllyesztés során a fúrási, lyukasztási és öntési hibák megszűnnek. A folyamat során kissé módosíthatja az igazítást, és jobb beállítást érhet el a jövőbeli kapcsolathoz. A pontosság 5 -re, néha akár a 4. osztályra is növelhető.
A vágási mód beállításakor ne feledje, hogy a süllyesztés során eltávolított fém vastagsága megegyezik az adott furatátmérőre vonatkozó megengedett felével. A fúráshoz képest a betáplálás 1,5-2-szeresére növelhető, a fordulatszám pedig változatlanul hagyható. A speciális vágási paramétereket a szabályozási szakirodalomban megadott képletek szerint kell kiszámítani.
Mivel a süllyesztő nagyobb merevségű, mint a fúrógép, a megnövekedett számú éles kiemelés miatt nő a mozgásirány pontossága, valamint a feldolgozás minősége, simasága és felületi tisztasága. Összehasonlításképpen: a fúrás 20 µm érdességet és 11–12 minőséget, az elsüllyedést - 2,5 µm érdességet, 9–11 minőséget és a dörzsölést - 0,25–1,25 µm érdességet és 6–9 minőséget ad. . A minőség az alkatrész gyártásának pontossága, az érték növekedésével, a tűrések növekedésével és a pontosság csökkenésével. Ha a termék feldolgozásának technológiai folyamata süllyesztést és dörzsölést is igényel, akkor a munkadarab egy telepítésével és a gépen történő beállításával készülnek.
Ez a fajta megmunkálás mélyedéseket hoz létre, hogy a rögzítőelemeket az alkatrész felületével egy síkban helyezze el. A letörés mellett a süllyesztést kúpos mélyedések vágására használják. Egy másik cél a hornyok tisztítása és feldolgozása a rögzítőelemek beszerelése előtt, ezt lapos vagy végsüllyesztő süllyesztőkkel, más néven ellenfúrókkal végezzük, ami illetékesebb.
A piacon a legelterjedtebbek a kúpos süllyesztők 90 ° és 120 ° -os munkaszögekkel, amelyek bemélyedéseket hoznak létre a csavarok és csavarok fejének elrejtéséhez. A fémmegmunkáló iparban lapos hegyű süllyesztőket használnak a rögzítőelemek mélyedéseinek tisztítására is. Telepítse a süllyesztőket ugyanabba a gépbe, mint a másik szerszámot a rögzítőfuratok megmunkálásához.
A süllyedés jellemzői
A süllyesztés a lyukak megmunkálása, hogy különböző geometriai mélyedéseket hozzon létre a rögzítőelemek rejtett elhelyezéséhez. Belső letörésre is használják. Ebből a célból van egy speciális szerszám - egy süllyesztő, amelyek más alakúak. A süllyesztés kiválasztása a kívánt végeredménytől függ.









A süllyesztések fő típusai
-
Hengeres süllyesztés. Ezeket hengeres hornyok készítésére használják a csavarok és csavarok fúrt lyukaiban.
- Kúpos süllyesztő.Alkalmazható kúpos lyukak vágására az alkatrészen belül, valamint éles élek tisztítására, letörésére és a rögzítőelemek mélyedéseinek előkészítésére. A leggyakrabban használt szerszámok a 90 ° és 120 ° kúpos szög.
- Lapos vagy végsüllyesztő süllyesztők, megtalálhatja a counterbore nevet is. Főleg hornyok tisztítására és feldolgozására használják a kötőelemek beszerelése előtt.
A süllyesztő egy munkadarabból és egy szárból áll, amelyek speciális csavarral vannak ellátva, és vezetőövként működnek. A horonyvágás szükséges a hornyok vágási folyamatában az igazítás szabályozásához.
Hogyan válasszuk ki a megfelelő lépésfúrót?
A megfelelő lépésfúró kiválasztásához el kell döntenie, hogy milyen célokra használja a szerszámot. Így meg kell határozni a lyukakat, hogy milyen méreteket kell fúrni.
Különösen fontos a tervezett legkisebb és legnagyobb átmérő értéke.
Azt is el kell döntenie, hogy melyik kéziszerszámot vagy gépet használja a fúrógéphez. Ez határozza meg, hogy milyen típusú szárnak kell lennie a fúrón. Ezért gondosan tanulmányozza a fúrótokmány csatlakozóját, és tisztában kell lennie a szár alakjával és méreteivel. Ha a szár nem illeszkedik a meglévő csatlakozókhoz, külön adaptert kell vásárolnia.
Fontos eldönteni a szerszám gyártóját és szintjét. Mint már említettük, az élénk arany színű lépcsőzetes kúpos fúrókat kobalt és titán keverékeivel, koptató bevonattal és nagy keménységgel állítják elő.
Hosszabb ideig tartanak, és lehetővé teszik, hogy vastag hengerelt termékekkel, rozsdamentes és ötvözött acélokkal dolgozzon.
Az eszköz tervezési jellemzői
A keményfém betétekkel ellátott fúrókat számos tervezési jellemző jellemzi. Soroljuk fel a legfontosabbakat.
- A fúró 20–35% -kal csökkentett üzemi hossza azzal magyarázható, hogy újracsiszolása csak a keményfém betéten történik. Ennek a típusú fúrónak a hossza, ha egy szerszámmal együtt használják, megegyezhet a nagysebességű szerszám hosszával.
- A fúrószár átmérőjének növekedését a szár felé 1,4–1,8 mm tartományban kell elvégezni minden 100 mm -es hosszon, mint más kategóriájú fúrószerszámoknál.
- A szerszám spirális hornyának dőlésszöge attól függ, hogy milyen mélyre kell fúrni a lyukat.
- A fúró keresztirányú szélén 1,8–3,5 mm méretű élezést kell végezni, amely lehetővé teszi az axiális erők csökkentését és a szerszámtest terhelésének csökkentését.
- A kúpos szárnak, amellyel a fúrót a gép orsójába rögzítik, pontosan illeszkednie kell az ülőrészhez, ami növeli a fúró merevségét és minimálisra csökkenti a rezgésterhelés kockázatát, amely miatt a keményfém betét megrepedhet és akár törni.
- A fémhez használt keményfém fúrók megbízhatóságának növelése érdekében gyakran lyukat készítenek belső részükben a hűtő kenőanyag ellátására. Ez lehetővé teszi a vágási hőmérséklet csökkentését, a szerszámkopás intenzitásának csökkentését, valamint a forgács eltávolítását a megmunkálási zónából.

Fúrógép levehető lemezekkel
Annak érdekében, hogy a fúrógép munkadarabja a kívánt keménységet kapja (56–62 egység a HRC skálán), a szerszámot hőkezelésnek vetik alá, amelyet általában a keményfém lapkák keményforrasztásával végeznek.
A nagy feldolgozási teljesítményt, valamint az ebbe a kategóriába tartozó fúrók stabilitását számos paraméter biztosítja. Ide tartozik a keményfém betét alakja, az elülső felület geometriai paraméterei, valamint az anyag, amelyből az ilyen betét készül.Jelenleg a legelterjedtebb szerszámok a megfelelő három- és négyoldalas konfigurációjú keményfém betétekkel ellátott szerszámok, amelyek lehetővé teszik gyakorlatilag lapos aljú lyukak fúrását.
Az ilyen betétekkel ellátott fúrók, amelyek vágó része hullám formájában készül, lehetővé teszik a megmunkálást lépésről lépésre történő merítési technológiával. Ez utóbbi használata nemcsak a szerszám helyzetének stabilizálását biztosítja a feldolgozott anyagba való behatolás pillanatában, hanem minimálisra csökkenti annak kockázatát, hogy a további feldolgozás során visszavonja. Ezenkívül a hullámos fúró jelentősen csökkentheti a fúrási folyamat során keletkező vágóerőt.

Fúrók cserélhető többszögletű lemezek mechanikus rögzítésével (fúrók MNP -vel)
A kivehető keményfém betétekkel ellátott fúrók kialakítása lehetővé teszi számukra, hogy ne csak fúrást végezzenek, hanem olyan technológiai műveleteket is, mint az előre elkészített lyukak fúrása, letörése. Ilyen esetekben a szerszámra szerelt perifériás keményfém betétet kell használni.








Alkalmazások
A süllyesztések alkalmazási területei közé tartozik az ilyen gépeken való használat: - esztergák; - fúrás; - marás; - unalmas; - forgás és forgás; - aggregátum. A tisztasági szint szerint az elsüllyesztési eljárás, mint technológiai típusú folyamat, félig befejezőnek minősül. Általában a különböző anyagokból készült üres elemek lyukainak dörzsölése előtt használják. Egy ilyen technológiai művelet végrehajtása szükségszerűen alacsony gépsebességgel történik. Bizonyos típusú süllyesztőket is használnak a nehezen hozzáférhető helyeken található lyukak feldolgozására és letörésére-ezek ellentétes típusú eszközök.
Hogyan kell helyesen süllyeszteni a fémet
Ha egy amatőr mester fúrót és fúrót vehet a süllyesztéshez, akkor ipari körülmények között a következő gépek használhatók erre:
- fúrás;
- esztergálás;
- unalmas;
- marás;
- összesített.
Az elsüllyedési folyamat szigorúan összhangban történik a technológiával, amelynek általános pontjai a következő ajánlások formájában írhatók le:
- A későbbi fémmegmunkáláshoz egyenetlen margóval ellátott öntött alkatrészeknél a vágószerszám helyes mozgási iránya érdekében lyukat kell fúrni 5-10 mm mélységben.
- A süllyesztő lyukak működtetéséhez a végső átmérőtől függően 1-3 mm -es rés marad.
- Az acéltermékek süllyesztése nem teljes hűtés nélkül speciális olajoldatokkal. Öntöttvas, valamint színesfémekkel végzett munka esetén ez opcionális.
- A süllyesztő optimális verzióját és a működési módot a kívánt furatátmérő, a feldolgozási pontosság, a mélysége, az alkatrész fémje és a gyártógép opciói figyelembevételével választják ki.
- A vágószerszám -tartónak illeszkednie kell a munkaállomás nyílásához.
- Abban az esetben, ha a dörzsárral való befejezést feltételezik, akkor a süllyesztés során a pótlék egy része, 0,15-0,3 mm, marad a további munkára.
- Az edzett és ötvözött acélból készült termékek feldolgozásához 14-50 mm átmérőjű és 3-4 fogú keményfém betétekkel ellátott süllyesztőket használnak.
- A színesfémek és a magas széntartalmú vasötvözetek feldolgozásakor toll süllyesztést használnak.
- A nagysebességű acélszerszámokat szokásos szerkezeti acélból készült termékek feldolgozására használják. 40 mm -nél nagyobb lyukak esetén a szerszámokat 32–80 mm átmérőjű fúvókákkal egészítik ki.
A folyamatnak a bevált technológiával való ellentmondása gyakran a házasság oka. A szerszámok nagy kopása esetén a keletkező lyuk kisebb lesz, mint a projekt szerint. Ha a technikus túllépi a takarmányt, vagy ha hulladék tapad a süllyesztő fogakra, előfordulhat, hogy a tisztaság nem kielégítő.Egyéb hibák: a felület egy része nincs megmunkálva, a kapott átmérő nagyobb, mint az előírt, a süllyesztő helytelen kiválasztásának vagy helytelen beszerelésének a következménye.
Süllyesztés fémhez és fához. Sajátosságok
Először a süllyesztő kialakítását kell kiválasztani. Például a színesfémekből és ötvözetekből készült munkadarabok megmunkálhatók közönséges toll-süllyesztővel, a nagy széntartalmú acélok süllyesztéséhez pedig 3 ... 4 fogú fémszerszám alkalmas, míg a csonka kúp szöge 60 ... 90º tartományban változhat.

Ezen műveletek gyártási technológiája a következőket tartalmazza:
- Az előre fúrt lyuk tengelyének egyenességének ellenőrzése. Ehhez belső mérőt használnak, és az alkatrészt lapos, merev síkra fektetik.
- Öntöttvas ötvözetekből készült munkadarabokhoz - próbafúrás 5 ... 10 mm mélységig. Ez lehetővé teszi annak kizárását, hogy a munkadarab öntött szerkezetének esetleges megszakadása befolyásolja a süllyesztő lefutását.
- Nedvesítés a lyuk elülső szélének hűtőfolyadékával (öntöttvas nyersdarabok, valamint színesfémből készült termékek esetében ez opcionális). Ezt követően a hűtőfolyadékot a meglévő spirális hornyok mentén hajtják végre.
- A süllyesztő tápegysége, amint behatol a fémbe (az erő 2,5 ... 3 -szorosára nő, de ez nem a hibás működés oka).
- Az adagolás fokozatos csökkenése a furat másik végéhez közeledve.
A munkadarab kidolgozott vezetőelemmel ellátott süllyesztéssel történő feldolgozása után a szerszám későbbi átvezetése a lyukon nem szükséges.
A házi kézművesek számára különösen érdekes a kombinált fúró-süllyesztő eszköz. Ez egy lépcsős fúró, amelynek végén egy süllyesztett rész képződik. A kopás és a hosszirányú előtolási erő csökkentése érdekében ez az alkatrész félgömb alakú hornyokkal van ellátva, ahol rendszeresen hűtőfolyadékot szállítanak, és a keletkező forgácsokat eltávolítják.
Mivel a süllyesztő fúró a fémbe mélyülve különböző körülmények között működik, számos további követelményt támasztanak a teljesítményével kapcsolatban:
- A legnagyobb tartósságot egy olyan szerszám biztosítja, amelynek felülete rendkívül ellenálló, titán vagy volfrám -nitrid bevonattal rendelkezik. A kékes szerszám (fekete) valamivel alacsonyabb tartósságú lesz;
- A több szabványos méretű süllyesztőfúrók készletei segítenek egy kúpos átmeneti rész kialakításában a szükséges méretű rögzítőelemekhez a lyuk végén;
- A fúró munkadarabjának a minimálisan megengedettnek kell lennie, amelynél a stabil feldolgozás biztosított: a hosszú szerszámok élesen elveszítik stabilitásukat a kihajlás miatt, ami a megnövekedett keménység miatt azonnal töréshez vezet.
A fa süllyesztői nemcsak anyagban, hanem a munkadarab végének alakjában is különböznek. Kényelmes egy speciális süllyesztőfúró használata is, amelyet egy hagyományos fúrógépre helyeznek, és egy csavarral rögzítik. Ugyanakkor a fúrás minőségét biztosítja a fúró helyes élezése és az anyag optimális megválasztása. Mély munkadaraboknál (40 ... 50 mm feletti méreteknél) racionálisabb a kékített szerszámacélból készült fúrók használata, míg a kevésbé vastag munkadarabok esetében a keményfém süllyesztők jobb tartósságot mutatnak.
A fő szerszám süllyesztőfúrója egy másik működési előnnyel is rendelkezik: kétoldalas, ezért az ellenkező részével a fúróra szerelve hatékonyan használható mélységkorlátozóként egy üreg megmunkálásához.
A fa süllyesztők fő jellemzői:
- A munkavég alakja 90 ° -os szögben készült.
- A fogak száma 5 -re nőtt.
- Használható lyuk süllyesztésére is anélkül, hogy megváltoztatná annak átmérőjét.
- A vágóélek számának függése a feldolgozandó anyagtól: puha fa - fenyő vagy hárs - általában egy vágóél elegendő.Ugyanakkor, ha fát kell feldolgozni a szemek mentén, a forgácsolás veszélye miatt a vágóélek száma kettő vagy több.
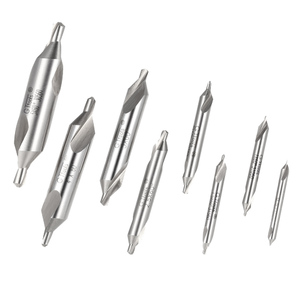
Középfúrók: mik azok, jellemzőik

Aki találkozott lyukfúrással, tudja, mennyire fontos, hogy ezek a lyukak egyenesek legyenek és pontosan ott készüljenek, ahol szükséges. Végtére is, általában, ha a lyuk egyenetlen, szögben vagy kissé rossz helyen készült, az alkatrészt vagy az anyagot el kell dobni
Ezért kitaláltak egy speciális szerszámot, az úgynevezett központosító fúrókat.
Találjuk ki, mi ez az eszköz. Fémfúrók (vagy más néven központosító fúrók) speciális multifunkcionális (több munkaterülettel rendelkeznek a különböző műveletek elvégzésére) fémvágó szerszámok.





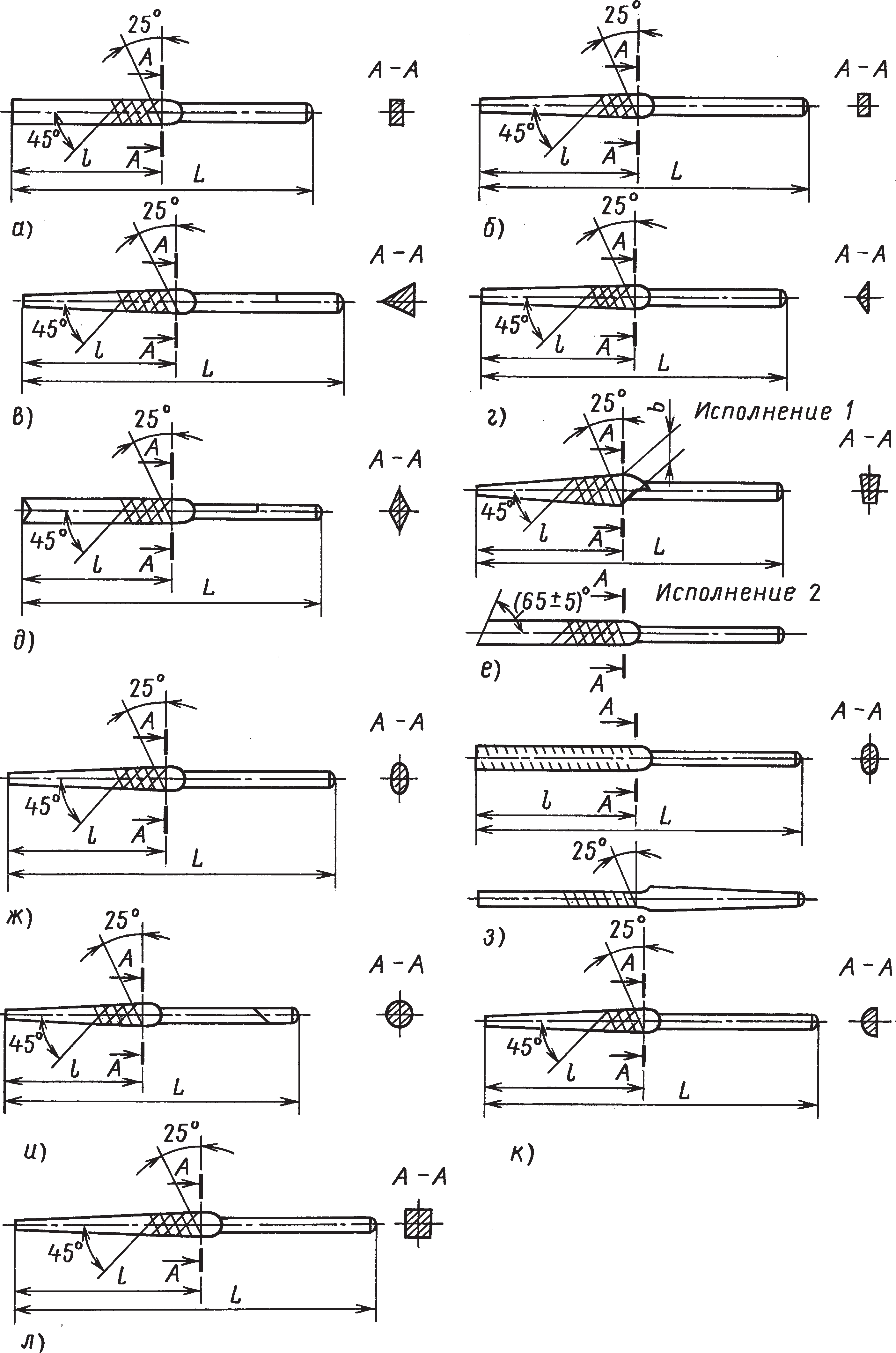



Középfúró megjelenése
Általában meglehetősen rövidek, vékony vágási területtel, kúpos vágóélekkel és vastagabb farokkal (párszor vastagabbak, mint a hegy), ami javítja a szerszám merevségét.
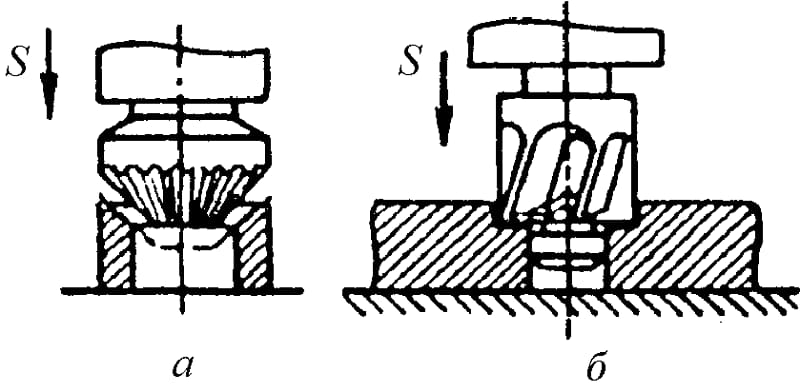
Az elsüllyedési folyamat lényege
A süllyesztés és a fúrás szorosan összefügg. Általában a süllyesztést a kész lyukon végzik, de vannak esetek, amikor előzetes fúrás nélkül mélyedést kell készíteni. És ebben és más változatokban különböző kivitelű süllyesztő szerszámot használnak.
Maga a süllyesztési folyamat nagyon egyszerű: egy speciális marót használnak a lyuk letörésére. Minél több fémet távolítanak el, annál nagyobb a bemélyedés. A süllyesztő alak általában kúpos. A legfontosabb itt a vágóelem és a lyuk szigorú igazítása: tökéletes illeszkedésnek kell lennie. Ellenkező esetben a mélyedés eltolódik a furathoz képest, és a csavarfej nem tud belépni.
A süllyesztés és a hornyok süllyesztési műveletének elvégzéséhez a technológiai folyamat következő lépéseit kell végrehajtani:
- Mérje meg a menetes vasaló fejét, amelyhez a mélyedést kell készíteni (értve mind az átmérőt, mind a magasságot, mind a ferde szöget, ha a fejnek terve van a sepréshez).
- Válassza ki a megfelelő süllyesztőt, és rögzítse a fúró- vagy esztergaberendezéshez.
- Szigorúan figyelve a tengelyek arányát, rögzítse a munkadarabot a vágóval szemben lévő lyukkal.
- Kapcsolja be a fúróberendezést, és állítsa be a kívánt fordulatszámot (ha a gép áramköre megengedi), vagy tudatosan válassza ki a szükséges szerszámot a berendezés paramétereihez.
- Süllyessze be a lyukat.