1 A rozsdamentes acél tulajdonságai és a fúróválaszték
A rozsdamentes acélt széles körben használják háztartási és ipari alkalmazásokban. Ez egy kiváló minőségű fémötvözet, amely ellenáll a korróziónak és a különböző agresszív környezeteknek. A mindennapi életben ezt az anyagot gyakran használják vízvezeték -szerelvények, munkalapok, csövek stb. Gyártásához. A javítás vagy az építés során néha szükségessé válik az ilyen fémből készült alkatrészek fúrása.

A rozsdamentes acélok fúrása során fontos árnyalat, a hűtőfolyadékok és a munkatechnika megfelelő kiválasztása mellett a kiváló minőségű fúró. Sok szakértő továbbra is az időnként tesztelt és nagyon tartós kobaltváltozatokat (CO-5) részesíti előnyben, amelyek alkalmasak lyukak készítésére hőálló fémekben vagy öntöttvasban is, előzetes központosítás nélkül.

Ezeket a modelleket korábban 5% kobalt tartalmú acélötvözetek alapján vagy ennek a kémiai elemnek a hozzáadásával nagy szilárdságú R-18 típusú acélokból készítették. Manapság nehéz megtalálni őket a GOST - 10902-77 szovjet szabványoknak megfelelő építőanyagok piacán, mivel gyakorlatilag nem ipari mennyiségben gyártják őket.

Leggyakrabban a hazai gyártók többsége egyszerűen "arany" kobaltréteggel borítja az alkatrészeket, de ugyanakkor minimálisan vagy egyáltalán nem tartalmazza a munkadarabot. Ez a technológia javítja a csúszási paramétereket, de nem ad hozzá erőt a rúdhoz.

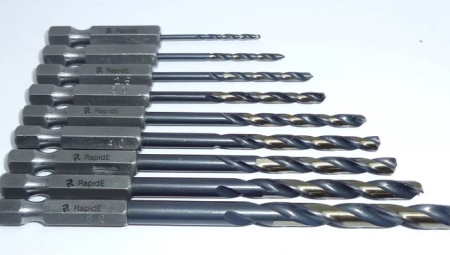
A piacon a külföldi gyártás "valódi" kobaltváltozatainak analógjai vannak, amelyek jellemzői megfelelnek a DIN szabványoknak - 338 vagy 336, és a jelölés tartalmazza a HSS -C vagy egyszerűen az NHSS rövidítést. Az ilyen típusú fúrók nagy szilárdságú acélokból is készülnek, amelyek kötelező ötvözet-összetétele legalább 5% (a gyártók közül érdemes megjegyezni az olyan vállalatokat, mint a Bosch; Ruko; Gross; Hagwert; Hilti stb.).

Előnyük az anyag nagy keménysége, amelyből készülnek, és a hegy csúcsának különösen tompa élezési szöge, ami alkalmassá teszi őket minden típusú "nehéz" fém kezelésére. Az egyetlen hátrány lehet az ár, amely észrevehetően magasabb, mint a hagyományos szabványos fúróké.
Acél koronák és kúpos fúrók rozsdamentes acélhoz
A rozsdamentes acél különböző átmérőjű és erősségű kobalt opciói mellett más, nagy keménységű fémötvözetekből készült fúrókat is használnak, amelyek a legélesebb élezésűek a sűrű anyagokhoz, és amelyek általában csak az egyik vágási oldalon készülnek. A fúró és a szerszám kiválasztása a rozsdamentes acél minőségétől, a megmunkálandó munkadarab vastagságától és a kiválasztott technológiai eljárástól függ.









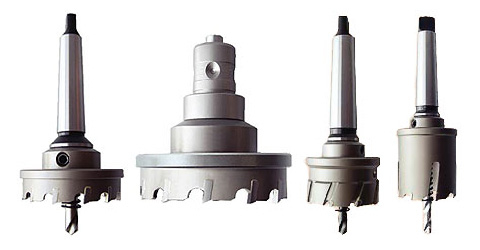
Ha nagy lyukat kell készíteni (14 mm átmérőjű vagy annál nagyobb), használjon speciális gyűrűfúrókat vagy koronákat. Különböző méretű rögzítőberendezésekkel, tokmányokkal és fúrófejjel rendelkeznek, amelyek a táblázatok szerint megfelelnek a csövekre és más népszerű rozsdamentes termékekre vonatkozó hüvelyk és metrikus szabványoknak.
Kis vastagságjelzőkkel (1-2 mm) egyszerű acélfúróval fúrhatja ki a rozsdamentes acélt, de csak akkor, ha a vágó részét 120 fokos szögben élezi. Ebben az esetben az elektromos kéziszerszámot a lehető legalacsonyabb fordulatszámra (100 fordulat / perc) állítja be, hogy megakadályozza a vágógép törését, valamint a túlmelegedést és a szerszám meghibásodását.

Lemezek, élelmiszerek és különösen vékony rozsdamentes acél (kevesebb, mint 0,9 mm) fúrásához speciális lépcsőzetes vagy kúpos fémfúrókat használnak. Különlegességük abban rejlik, hogy az alkatrész munkadarabja spirál formájában készül, különböző átmérőjű gyűrűs átmenettel.
Ez lehetővé teszi, hogy pontosan megállapítsa a fúrás során, hogy melyik lyuk mérete történt a munka bizonyos szakaszában. Ilyen esetekben (nagyon kicsi vastagsággal) ezek a típusok a rozsdamentes acél alkatrészek egész sorát helyettesíthetik, beleértve a kerek koronákat és a hagyományos fúrókat különböző típusú élezéssel.
Melyik fúrót érdemes használni
- Bármely műszer, amelyben kobalt van jelen. Minél magasabb az összetevő százalékos aránya, annál jobb. A kobalt termékek sárgás árnyalatban különböznek a közönségesektől. Ne keverje össze a kobaltötvözetet azzal, hogy ezt a fémet csak a fúró külső részére alkalmazzák galvanizálással. Ez utóbbi esetben nem lesz lehetséges a rozsdamentes acél fúrása.
- Drága speciális eszköz. Ezek a győztes fúrók nem csak betont, hanem rozsdamentes acélt is fúrhatnak. Van egy bizonyos élesítési szögük.
- Vékony rozsdamentes acélhoz toll alakú kerámia csempefúrót használhat. Ez nem a legjobb megoldás, de segít a munkadarab egyszeri fúrásában.
Kobaltfúró alkalmazása
A régi szovjet rozsdamentes acél fúrók közül a legmegfelelőbb eszköz a P6M5K5 márka lesz. Ez a szerszámtípus legfeljebb 5% kobaltot tartalmaz az ötvözet összetételében. Ennek az elemnek köszönhetően a szerszám nagy szilárdságot kap, és a fűtési hőmérséklet elérheti a 135 Celsius fokot, ami nem jár anyagpusztítással. Ilyen minőségű termékek csak azokon a piacokon találhatók, ahol régi szovjet berendezéseket értékesítenek, és még akkor sem mindig. A hazai gyártású kobaltfúró alternatívája egy külföldi analóg HSS-Co márkanév alatt.

Rozsdamentes acél fúrási trükkök
Amint a cikkből látható, a rozsdamentes acél fúrásának folyamata meglehetősen fáradságos, és bizonyos készségeket és képzettséget igényel.
Összeállítottunk néhány hasznos tippet a rozsdamentes acél fúrásához:
- A fúrás során a fémforgácsnak hosszúnak kell lennie, és egyenletes szakaszokban kell kijönnie, míg a kis sötét forgácsok azt jelzik, hogy a forgási sebesség nincs megfelelően kiválasztva, és a fúró vágóélei túlmelegednek.
- Ha nincs kész kenőanyag a kezében, használhat közönséges növényi vagy olívaolajat, a sertészsír vagy a sertészsír is tökéletes.
- A vékony rozsdamentes acéllemezekkel való munkavégzéshez speciális fúrót használhat porcelán kőedényekhez.
- A fúrási folyamatot kívánatos a vágószerszám alacsony forgási sebességével végrehajtani, és ha a fúró nem rendelkezik a fordulatszám szabályozásának funkciójával, végezzen fúrást rövid ideig tartó 2-3 másodperces be- és kikapcsolással.
- Ha nincs kobaltfúrója, használhat 135 fokos győztes szerszámot.
- A fúrási folyamat megkezdése előtt a munkadarabot fel kell csavarni, hogy megkönnyítse a fúró központosítását.
- Megnövelt vastagságú munkadarab fúrásakor lehetőség van a feldolgozóhely gázfáklyával történő előmelegítésére, hűtés esetén a hevítés időszakosan megismételhető.
- Vékony rozsdamentes acél alkatrészek (legfeljebb 1 milliméteres) megmunkálásakor kiváló minőségű tollfúrót használhat a fához, a tapasztalatok azt mutatják, hogy a lyukak egyenletesek és pontos méretekkel rendelkeznek.
Kik ők?
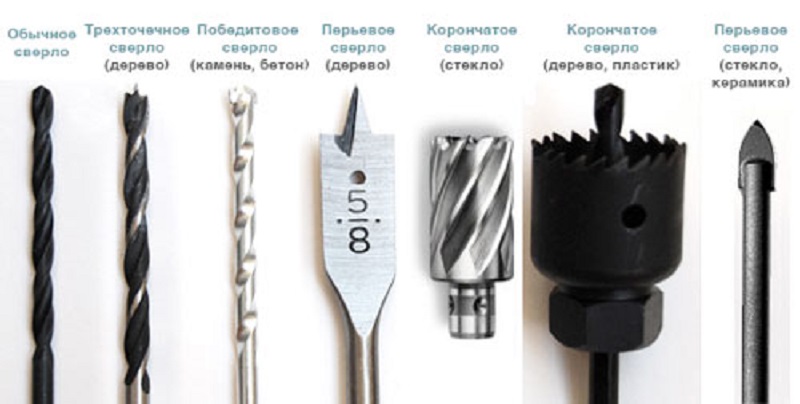
Az anyagok alapján, amelyekből a fúrókat készítik, a termékek több osztályát különböztetik meg.
- Szerszámacél fúrók, amelynek élük erősített nagy keménységű lemezzel. A fő különbség az alacsony költség.
- Fémfúrók kobalt adalékokkal vagy tiszta kobaltbal.A legjobban alkalmas keményfém ötvözetek fúrására, mivel tolerálják a magas hőmérsékletet és a nagy terhelést.
- A titán szerszámok erőssége hasonló a kobalthoz. Ideális különféle acélokkal és ötvözetekkel való munkához. Sokáig megtarthatják az eredeti élezést.
- A HSS fúrók jól teljesítik funkcióikat, és elfogadható költséggel rendelkeznek. Mindazonáltal szem előtt kell tartani, hogy az élezés gyorsan elhagyja őket. Különösen akkor, ha az üzemi hőmérsékletet túllépték.


A fúrók kiválasztásakor azt is figyelembe kell venni, hogy vannak különböző modellek, amelyek formájukban különböznek egymástól. A klasszikus típust hengeres alakú lépcsős fúróknak tekintik.
Leggyakrabban lyukak fúrására használják fémlemezekbe. Általában gyártásukhoz HSS jelöléssel ellátott acélt használnak, amely megnövelt szilárdságot és tartósságot mutat.
A klasszikus típust henger alakú lépcsőfúróknak tekintik. Leggyakrabban lyukak fúrására használják fémlemezekbe. Általában gyártásukhoz HSS jelöléssel ellátott acélt használnak, amely megnövelt szilárdságot és tartósságot mutat.














A fúrók szín szerint is fel vannak osztva, mivel ez lehetővé teszi annak meghatározását, hogy milyen minőségűek, miből állnak.
- Szürke - azt jelenti, hogy a fémfúrókat semmilyen módon nem kezelték. Ezek az eszközök gyakran eldobhatók.
- Fekete színt kap, ha a fémet magas hőmérsékletű gőzzel kezelték. Ez növeli a termékek szilárdságát, lehetővé teszi számukra, hogy jól megbirkózzanak a ciklikus fűtéssel és hűtéssel, és hosszú ideig megőrzi eredeti élezését.
- A sötét arany fúrók edzettek (normalizáltak), ami növeli erejüket a belső feszültségek csökkentésével. Ezek az eszközök nagyon erős fémek és keményfémek fúrására alkalmasak.
- Az élénk arany szín titán hozzáadását jelzi a fémhez. Az ilyen fúrók teljes mértékben összhangban vannak magas árukkal, és kiváló munkát végeznek még nagyon összetett feladatok esetén is.

A fúró hossza szerint szokás 3 típusra osztani.
- Az 56–254 mm hosszú fúrókat hosszúnak nevezik. Átmérőjük általában 1 és 20 mm között van.
- Hosszúkás lehet 0,3-20 mm átmérőjű. Ezenkívül minimális hosszuk 19 mm, maximális 205 mm.
- A rövid szerszámok hossza 20-131 mm között változik, és az átmérő teljesen hasonló a hosszúkás szerszámok átmérőjéhez.

1 Fúrás rozsdamentes acélban - kenőanyag kiválasztása
Sok házi kézműves, aki hozzászokott ahhoz, hogy a mindennapi életben mindent saját kezével végezzen, nagyon meglepődik, amikor nem tud lyukat fúrni a "rozsdamentes acélba" hagyományos fúró segítségével. Az ilyen acél nagy szívósságban különbözik más fémektől, így a fúró szinte azonnal felmelegszik, amint egy személy rozsdamentes ötvözetből készült terméket kezd feldolgozni.
Ez azt jelenti, hogy a művelet csak akkor lehet sikeres, ha gondoskodik a fúrószerszám kiváló minőségű hűtéséről.

A "rozsdamentes acél" lyukak fúrásához használt készülék hűtéséhez általában speciális kenőanyag -összetételt használnak, amely kénből és gépolajból áll. A kén mind kolloid, mind speciális füstölésre használható. A hardverboltokban az utóbbit pontosan "füstölés" néven értékesítik (néha "kén színnek" is nevezhető). Általában további előkészítés nélkül használható. Ha nagy mennyiségű kénet vásárolt, először alaposan őrölje meg, és csak ezután keverje össze a gépolajjal.
A rozsdamentes acélszerkezetekben lyukak fúrása sokszor hatékonyabb lesz, ha zsírsavakon és ugyanazon kénen alapuló hűtővegyületet használ. Ezeket a savakat nem kell sehol venni, készítse el saját maga.Ehhez vegye a legolcsóbb mosószappant, őrölje fel, majd öntse a kapott keveréket forró vízbe. Ehhez a készítményhez sósav -technikai savat adnak, és megvárják, amíg a szükséges zsírsavak elkezdenek felszínre úszni.

Amint a savak felemelkednek, hideg vizet kell önteni a tartályba, ahol a műveletet végzik (nem kell sajnálni, minél többet önt, annál jobb). Ennek eredményeként a zsírsavak megszilárdulni kezdenek, és a legkisebb nehézségek nélkül eltávolíthatók a folyadék felületéről. A szükséges vegyületek izolálásának hangzó folyamata (szappan forró vízben - hűtés - savak eltávolítása) többször megismételhető (3-5).
A zsíros vegyületeket kolloid vagy „füstölgő” kénnel összekeverik a hat és az egy arányának megfelelően. Vagyis hat rész savat kell hozzáadni egy rész kénhez. A szakemberek biztosítják, hogy nem lesz nehéz bármilyen vastagságú "rozsdamentes acélt" fúrni egy ilyen hűtőközeggel (ha természetesen betartja az egyéb ajánlásokat, amelyeket alább tárgyalunk).
3 Szabályok és tippek az otthoni fúráshoz
Annak érdekében, hogy a lyuk sima és kiváló minőségű legyen, számos egyszerű szabályt használnak, amelyek lehetővé teszik a rozsdamentes acélon végzett minőségi munkát, nevezetesen:
Vízszintes síkban elhelyezkedő alkatrészek fúrása során a fúrót gumi alátéten vagy más megfelelő méretű és tulajdonságú anyagon (például műanyag dugón) keresztül kell tolni, amelyet viszont hűtővegyülettel töltenek meg és közvetlenül felszerelnek a kívánt vágás helye fölött. Vagy a területet univerzális fémtermékekkel permetezik aeroszolok formájában.











Függőleges felületekhez használhat paraffin golyót, amely jó kenőanyag. A bármilyen síkban végzett munka megkönnyítése érdekében a szakértők azt javasolják, hogy készítsenek előzetes jelöléseket (tengelyirányú kockázatok) vagy egy speciális sablont, amely már megjelölt kontúrokkal rendelkezik.

Függetlenül az alkatrész típusától, vastagságától és egyéb paramétereitől, a háztartási elektromos kéziszerszám vagy gép a fordulatszám (100-450 ford / perc) minimális előtolásának beállításával állítható be. Ez lehetővé teszi az egyenletes és pontos fúrást. A helyesen kiválasztott sebesség mutatója a hosszú és egyenletes fémforgács, amely működés közben keletkezik.

Ha az acéltermék vastagsága meghaladja a 7 millimétert, az eljárást több technológiai futtatásban kell végrehajtani. Először egy kis átmérőjű előfuratot készítünk egy megfelelő fúróval (például 4-5 mm), majd óvatosan megfúrjuk a kívánt paraméterekre. Ez lehetővé teszi a lehető legegyenletesebb és legegyenesebb élek megszerzését, ami különösen fontos, ha élelmiszerekkel vagy rozsdamentes csövekkel dolgozik.

A rozsdamentes acél otthoni fúrása nem nehéz, ha elméleti és gyakorlati ötletei vannak ezzel kapcsolatban, és megbízható elektromos szerszámokat és minőségi fúrókészletet választ. Ne felejtse el a fém folyamatos hűtését, a biztonsági óvintézkedéseket és a technológiai szüneteket.
Kiválasztási szabályok
Ha kobalt szerszámot vásárolnak, hogy csak néhány lyukat fúrjanak vele, akkor gazdaságosabb lehetőségek közül választhat. Gyakori és intenzív használat esetén ajánlatos olyan megbízható gyártók drágább termékeit választani, amelyek sokáig bírják eredeti tulajdonságaik elvesztése nélkül.
A legmagasabb minőségű és legmegbízhatóbb kobaltfúrók közé tartoznak azok az eszközök, amelyeket a volt Szovjetunió vállalatai gyártottak. Minden évben egyre nehezebb ilyen fúrókat beszerezni, amelyeket a P6M5K5 jelölés alapján lehet felismerni.A szakemberek, akik gyakran szembesülnek a rozsdamentes acél fúrásának szükségességével, jól ismerik az ilyen szerszám minőségi jellemzőit, és soha nem hagyják ki a vásárlás lehetőségét.
Fúró R6M5K5 ötvözetből - időigényes minőség
Ha modern gyártók kobaltfúróiról beszélünk, akkor közülük a legmagasabb minőségű és legmegbízhatóbbak a Bosch és Ruco védjegyek alatt gyártott szerszámok.
Az ilyen szerszámok kiválasztásakor először is figyelni kell a jelölésükre, amely alapján meghatározhatja, hogy mennyi kobaltot tartalmaz a gyártási anyag kémiai összetétele. Tehát a száron elhelyezett P6M5K5 vagy HSSCo5 jelölés (a külföldi DIN 338R osztályozás szerint) azt jelzi, hogy a fúróanyag 5% kobaltot tartalmaz
Nem szabad megfeledkezni arról, hogy a kobalt kategóriába tartozó szerszámok gyártásához használt anyagban ennek az elemnek legalább 4%-ot kell tartalmaznia.
Kobaltfúró jelölés
Kiváló minőségű lyuk létrehozásához fontos nemcsak a megfelelő kobaltszerszám kiválasztása, hanem a rozsdamentes acél fúrásának ismerete is. Az ilyen technológiai művelet pontosságának javítása, valamint a használt kobaltfúró kopási arányának csökkentése érdekében kis sebességgel kell vele fúrni.
Ezenkívül szem előtt kell tartani, hogy egy ilyen fúrógép használat közben nem igényel gyakori hűtést. Ezenkívül, ha a kobaltfúrót gyakran lehűti, akkor sokkal gyorsabban romlik.










Mosogató fúrás

Gyakran felmerül a kérdés, hogyan lehet lyukat fúrni egy rozsdamentes acél mosogatóba
Fontos megérteni, hogy a mosogató először szétszerelhető, nehogy megsérüljenek a vízvezeték elemek és az éjjeliszekrény. Ezután a mosogató sima vízszintes felületre kell helyezni.
Ezután megjelölik a jövő lyuk helyét, és végrehajtják a lyukasztást. Ha a lyuk a keverő felszerelésére szolgál, és nagy átmérőjű, akkor jobb kúpos lépcsőfúrót használni, mivel a mosogató testének vékony falú a féme.
Ha kételkedik abban, hogyan lehet fúróval rozsdamentes acélt fúrni, akkor nincsenek nagy jellemzői a fent leírt technológiának. A lényeg az, hogy megfelelő fúrót használjon, és győződjön meg arról, hogy jól központosított. Használjon állítható fordulatszámú fúrót, állítsa a nyomatékot a maximálishoz közeli helyzetbe. A kézi fúró segíthet 10-12 mm átmérőjű lyukak készítésében.