A hangszer történetéből
Ennek az eszköznek a története indikatív, hogy figyelembe kell venni a fémmegmunkálás történetében és fejlesztésének egyik irányát - esztergálás. A 15-18. Század történelmi korszakát tudományos felfedezések sora és e felfedezések gyakorlati megvalósítása jellemzi a korszak minden gazdaságában.
A matematikai megközelítés alkalmazása a csillagászatban kitágította a tengeri navigáció látókörét, a nagy földrajzi felfedezések korszaka új szintre emelte a kereskedelem és az ipari termelés volumenét. A kisüzemi termelés utat engedett a gyártásnak, és a 18-19. Század ipari forradalma végül megalapozta az átmenetet a gépek tömeges használatára és az iparosításra.
Az események kronológiája
Az egyértelműség kedvéért elképzelheti ezen események időrendjét, beleértve a féknyereg megjelenésének legfontosabb pontjait:
- A 16. század eleje - az esztergákat elsősorban fa, csont és lágyfémek feldolgozására használják. A hajtás, bár az ősi idők óta javult, még mindig kéz vagy láb, ugyanúgy, mint a vágó a mester kezében. Mérföldkőnek tekinthető az acélközpont megjelenése és a munkadarab rögzítésére szolgáló stabil pihenő.
- Pedro Nunez portugál matematikus azon kísérlete, amely közvetlenül kapcsolódik a féknyereghez, hogy a szögek pontos mérésére szolgáló eszközt hozzon létre koncentrikus körök egyenlő részekre osztott halmazának felhasználásával, ugyanabból az időszakból származik. A cél nem a fémmegmunkálás volt, hanem a navigáció sürgető problémái. A dolog nem jutott el az eszköz gyártásához és gyakorlati alkalmazásához, de a gondolatirány nem maradt észrevétlen.
- A 16. század közepére az esztergákat mechanikus vízkerékhajtással szerelték fel, ami lehetővé tette az acél vágásának megkezdését. Ekkor jelentek meg a műhelyekben az első minták egy modern féknyeregből - mozgatható mérőpofákkal rendelkező fából készült vonalzók és a közvetlen méréshez alkalmazott mérleg. Visszatérve Michelangelóra, megjegyezzük, hogy az iránytű volt a féknyereg prototípusa - az alkatrészeket az iránytű lábaival mérték, és az értéket vonalzóval határozták meg. Nyilván volt egy varázsló, aki leegyszerűsítette ezt az eljárást úgy, hogy mindkét műszert egyben egyesítette, és a mérést egyetlen műveletre redukálta.
- 1631 -ben Pierre Vernier burgundi matematikus befejezte a Nunes által megkezdett munkát, finomítva elképzelését és technikailag adaptálva a szögértékek mérésére szolgáló kvadránsban. Az általa létrehozott kiegészítő mérési skála azonnal széles lépést tett a mérések számos irányában, és mindkét tudós tiszteletére megkapta a neveket - "vernier" vagy "nernier". Ugyanakkor a vernier fogalmát elsősorban a fémmegmunkálás során használják, a nernier gyakoribb a műszer- és rádiótechnikai iparban.
- A több mint száz évig tartó folyamatos fejlesztés eredménye az volt, hogy az esztergagépet a 18. század elejére felszerelte a vágó, a hosszanti és keresztirányú előtolószerkezetek merev rögzítésének támogatásával. Az esztergálóknak már rendelkezésükre állt egy vernier skálájú mérőműszer, amely lehetővé tette a megfelelő kivitelezés biztosítását.
- A 18. század végére megszületett egy univerzális eszterga, amelynek eszköze és működése elve a mai napig alig változott. Ez az időszak a termékek és mérőeszközök szabványosításának és egységesítésének, az egységes mérési rendszernek a megjelenésével függ össze.
név eredete
A féknyereg történetéhez érdekes információkat adhat a nevéhez.
Oroszul valamilyen oknál fogva a hangszer német gyökerekkel rendelkezik - "rúd" és "iránytű".A „Columbic” kifejezést, amely a szovjet idők óta gyökeret eresztett a „Columbus” vállalat néven, amely nagy mennyiségben szállított mérőberendezéseket hazánkba, általában használják a szakemberek az SHTs-I mintához.
Németországban Stangenzirkel néven olyan eszközt használnak, amely jobban megfelel a fordításnak - egy jelzőrúd iránytű. Az orosz féknyereg analógjai Messchieber néven készülnek - csúszómérő vagy Schieblehre - mérő vonalzó.
Sok nyelven a szerszám neve a "gauge" szóból származik, amely hangsúlyozza a mérés nagy pontosságát. Példa erre az angol féknyereg, a spanyol calibrador, az olasz calibro a corsoio (a rocker kalibre - a hajtórúd mechanizmus eleme). Az angol féknyeregnek van egy másik neve is - rammel, amelyet akadálynak, vonóhálónak vagy kerítőhálónak is fordítanak.
Ellenőrzési módszer
A mérőműszerek kalibrálását, valamint gyártását a GOST 8.113-85 szabványainak megfelelően végzik. Az ellenőrzési és mérési manipulációkat speciális laboratóriumokban végzik, és rendkívül precíz gépeken végzik. A legegyszerűbb féknyereg kalibrálást azonban otthon is elvégezheti. Ehhez a szerszámot alaposan meg kell tisztítani a szennyeződésektől, portól, a letapadt fűrészportól, fémforgácsoktól és kenőanyagoktól, majd száraz ruhával törölni kell. Ezután a féknyereg pofáját leállítják ütközésig, és figyelik a nulla löket helyzetét.
Ha az eszközt helyesen állítja be, akkor a kockázatoknak meg kell egyezniük. Ellenkező esetben fel kell venni a kapcsolatot egy speciális központtal, ahol kalibrálják és beállítják az eszközt, amely alapján a létrehozott űrlap tanúsítványát adják ki. A féknyereg rendszeres használatával évente legalább egyszer ellenőrizni kell. Ha a munkapofák fémje elhasználódott, a szerszám használhatatlanná válik, és ki kell cserélni egy újat. A készülék élettartamának növelése érdekében tisztán kell tartani, és csak tokban vagy tokban kell tárolni.








Ami?
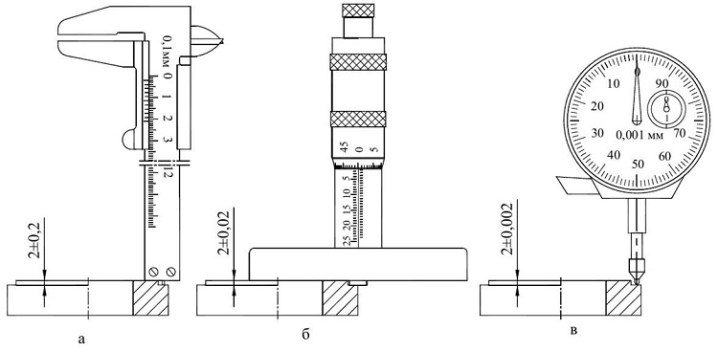
Ez az eszköz szerkezetileg hasonlít az ismertebb szerszámhoz - egy féknyereghez. Ez utóbbi szűkebb szakterülettel rendelkezik, és csak hornyok, barázdák és párkányok lineáris mérésére szolgál egy irányban - mélységben. Emiatt a mélységmérő nem rendelkezik szivaccsal.
A mérést úgy végezzük, hogy a mérőrúd végét a horonyba helyezzük, amelynek mélységét meg kell határozni. Ezt követően mozgassa a keretet a rúd fő skálája mentén. Ezután, amikor a keret a megfelelő helyzetben van, meg kell határoznia a leolvasott értékeket a három lehetséges módszer egyikével (lásd alább).

Háromféle leolvasás érhető el az eszközről, három megfelelő módosítás szerint:
- vernier (SHG típusú mélységmérők);
- körkörös skálán (SHGK);
- digitális kijelzőn (SHGT).
A GOST 162-90 szerint a három felsorolt típus eszközeinek mérési tartománya akár 1000 mm is lehet. A közös tartományok 0-160 mm, 0-200 mm, 0-250 mm, 0-300 mm, 0-400 mm és 0-630 mm. Mélységmérő vásárlásakor vagy megrendelésekor a megfelelő hagyományos jelölés alapján megtudhatja tartományát. Például egy modell, amely 0-160 mm mélységet mér, körmérésű leolvasással, SHGK-160 jelöléssel rendelkezik.
Az eszköztől függően a GOST által is szabályozott fontos paraméterek a következők.
- Leolvasási értékek a vernier szerint (az ShG típus módosításaihoz). 0,05 vagy 0,10 mm lehet.
- A körkörös skála felosztása (ShGK esetén). A beállított értékek 0,02 és 0,05 mm.
- A digitális olvasóeszköz diszkrétségének lépése (ShGT -k esetén). Az általánosan elfogadott szabvány 0,01 mm.
- A keret hosszának mérése. Legalább 120 mm. Azoknál a modelleknél, amelyek mérési tartománya legfeljebb 630 mm, a szükséges minimum 175 mm.
A GOST által megállapított műszaki feltételek mellett meghatározzák ennek az eszköznek a pontossági szabványait.Vernierrel rendelkező eszközök esetén a hibahatár 0,05 mm és 0,15 mm között van, a mérési tartománytól függően. A körkörös skálájú eszközök megengedett hibája 0,02 - 0,05 mm, a digitálisé pedig legfeljebb 0,04 mm.
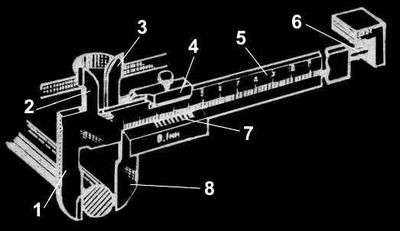
A készülék és a működés elve.
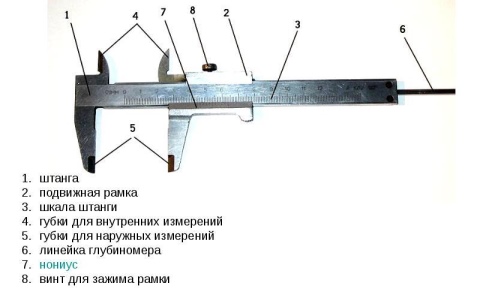
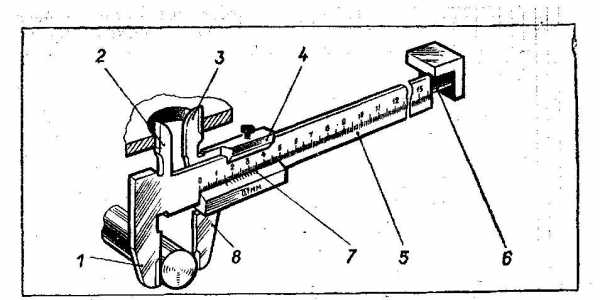
5.1. A féknyereg két mérleggel és egy mikrocsavaros eszközzel rendelkezik a keret finom beállításához. A fő skála 1 mm -es osztásokkal van jelölve a rúdon, a második skála a vernier -n, amely a keretre van rögzítve. A keret rögzítőcsavarral van rögzítve. A keret sima mozgását a keretben található rugó biztosítja.









5.2. A külső méreteket az alsó pofákkal mérik. A felső pofák a belső méretek mérésére szolgálnak. Mindkét pofa jelöli a munkát.
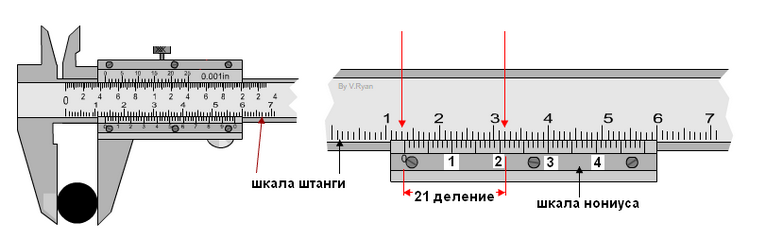
5.3. A méreteket a skálaosztás és a vernier osztások közötti egybeesés közvetlen értékelésének módszerével számoljuk.
1. ábra. Mérési séma
5.4. A különböző szerkezeti elemek (lyuk- vagy tengelyátmérő, középpont-távolság, furatmélység stb.) Vernier féknyereggel történő mérése az alábbiak szerint történik: az 5 csavar kinyitásával mozgassa a 6 csavart az 1 rúd mentén, a rúd mérőfelületei érintkeznek a mérendő részek felületeivel, és a 2. és 3. verzió, vagy a 7. mérőpálca a 7. vernierhez van csatlakoztatva. Ebben a helyzetben le kell zárni a 6. vernier keretét az 5. csavarral, és el kell távolítani olvasni a készülék skálájáról.
Gyakorlati példák
A mérés minősége függ a szakember egyéni képzettségétől és attól is, hogy az emberi szem képes -e értékelni a mérési tárgyat. Ez az oka annak, hogy a féknyergek pontossági osztálya 0,05 mm -es osztásra korlátozódik - egy kisebb nernier skála alig észlelhető a látással, és hibához vezethet. Bár vannak nagyobb pontosságú féknyergek is - akár 0,02 mm. Ennek az eszköznek a fő skálája 0,05 mm -es beosztással rendelkezik.
Példák a mérésre:
- A hüvely külső átmérőjének mérése. A fő skála osztásainak egész száma 33, a vernier egybeeső vonala 0,05. A hüvely külső átmérője 33,05 mm.
- A hüvely belső átmérőjének mérése. Az eredmény 27,30 mm.
- Az ellenőrzés a falvastagság mérésével történik - 2,80 mm. Az első két mérés újraszámítása (33,05-27,30) / 2 = 2,90 mm.
- A hüvely magasságának mérése a szerszámpofákkal - 40,40 mm.
- Magasságmérés mélységmérővel - 40,40 mm.

Mi magyarázza a 0,05 hibát a falvastagság mérésekor? Három oka van:
- szerszámhiba;
- rész kivitelezése. Az elválás során a persely nem sorjázott, ami a belső átmérő mérésekor megbízhatatlan eredményhez vezetett, és a mérési eredménynek arra kell kényszerítenie a forgót, hogy ezt az eltérést korrigálja;
- a harmadik okot a reneszánsz kor nagy alkotója, Michelangelo pontosan megfogalmazza: "Az iránytűnek a szemben kell lennie, nem a kezében, mert a kéz működik és a szembírák." Méréskor a mélységmérőt nem szigorúan függőlegesen lehetett felszerelni, a kapott mérés megbízhatatlannak bizonyulna.
A szerszám kézikönyve egyszerű szabályokat ír elő a féknyereg helyes mérésére vonatkozóan - méréskor (beleértve a mélységet is) a szerszámot szigorúan az alkatrész tengelye mentén vagy arra merőlegesen kell felszerelni, a pofákat határozottan a mért felülethez kell nyomni, és a kocsit csavarral kell rögzíteni.
 A gépgyártó mindenki számára elérhető online kézikönyvei azt jelzik, hogy a fenti ± 0,3 és ± 0,15 mm méretbeli tűrések az 50 és 1000 mm közötti tartományban lévő tengelyek esetében megfelelnek a h8 és h12 közötti pontossági szinteknek. E minősítések szerint a berendezések és gépek lényegtelen részei készülnek - perselyek, tengelyek, karimák, burkolatok. Vernier féknyereg segítségével lehetetlen K6 minőséggel és +0,02 mm tűréssel csiszolni a csapágyillesztés tengelycsavarját.
A gépgyártó mindenki számára elérhető online kézikönyvei azt jelzik, hogy a fenti ± 0,3 és ± 0,15 mm méretbeli tűrések az 50 és 1000 mm közötti tartományban lévő tengelyek esetében megfelelnek a h8 és h12 közötti pontossági szinteknek. E minősítések szerint a berendezések és gépek lényegtelen részei készülnek - perselyek, tengelyek, karimák, burkolatok. Vernier féknyereg segítségével lehetetlen K6 minőséggel és +0,02 mm tűréssel csiszolni a csapágyillesztés tengelycsavarját.
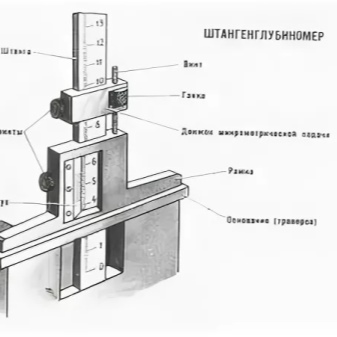
A 8-12 pontossági osztályon belüli alkatrészek gyártásakor más módosításokat és típusú féknyergeket használnak. A mélységmérő a pofák helyett támasztólábakkal van felszerelve, amelyek a lyukak szélére vagy vállára szerelhetők.A magasságmérő kocsi beépített rajzzal lehetővé teszi, hogy a magasság méreteinek jelölésére szolgáljon.
Jellemzőinek összessége alapján a féknyereg megtalálta a helyét a heraldikában és az emblemológiában, és a műszaki fegyverzet szimbólumaként jellemezte jelenlétét egyes városok címerén vagy az osztályok és szerkezetek emblémáin.







Eredetileg közzétéve 2018-04-06 09:29:21.
Kiválasztási tippek
Bármely mérőeszköz beszerzése nagyon fontos és felelősségteljes kérdés, ezért választását különös gonddal kell megközelíteni.
Az első dolog, amire figyelni kell egy eszköz vásárlásakor, a pontossági osztály és az eszköz feltételezett használata.

A finom ékszermunkákhoz tervezett féknyereg vásárlásakor jobb megállni a rövid, 12-15 cm hosszú miniatűr mintáknál, sokkal kényelmesebb számukra a kis tárgyak mérése, anélkül, hogy félnének felületeik károsodásától.
Ha az első helyen az elvégzett munka kényelme, valamint a mérések sebessége áll, akkor jobb, ha elektronikus-digitális vagy tárcsázós modellt választ. Ami a pontossági osztályt illeti, háztartási használatra a 0,1 mm -es leolvasott eszköz elégséges, a professzionális minták esetében pedig sokkal nagyobb pontosságra van szükség: az ilyen eszközök leolvasási skálájának 0,05, 0,02, sőt 0,01 mm -es lépcsővel kell rendelkeznie. .

A következő fontos kritérium a gyártó kiválasztása lesz. A szakértők jól ismert márkák termékeinek vásárlását javasolják, amelyek garantálják a mérőeszközök megbízhatóságát, pontosságát és kiváló minőségét. Ha a méréseket nehéz külső körülmények között tervezik, akkor jobb, ha olyan eszközt vásárol, amelyre a skálát a fémre vésik, és nem festékkel festik. A legjobb professzionális modellek a német, japán és svájci modellek, amelyek elvileg nem lehetnek olcsók. De egy ilyen féknyereg több mint egy tucat évig tart, és unokák örökölik.










Vásárláskor ellenőrizze a rendelkezésre álló, a pontossági osztályt és az acélminőséget feltüntető kísérő dokumentáció rendelkezésre állását, és győződjön meg arról, hogy nincs hely a mozgó és álló alkatrészek között. Ezenkívül mindkét szorosan préselt pofával rendelkező mérleg nulla jelzésének szükségszerűen egybe kell esnie. A szerszám helytelen működése, a mérőkeret és a pofák túl szoros vagy éppen ellenkezőleg, könnyű mozgása, valamint hibák és sérülések esetén el kell hagyni a készülék megvásárlását.
A féknyereg használatát lásd alább.
Hogyan kell leolvasni?
A féknyereggel való munkavégzés legérdekesebb kérdése a mérés eredményeként kapott értékek eltávolítása.
Ez a cikk egy vernier féknyerget tárgyal 0,1 mm pontossággal. Vagyis tized milliméter pontossággal tudja mérni az alkatrész méreteit.
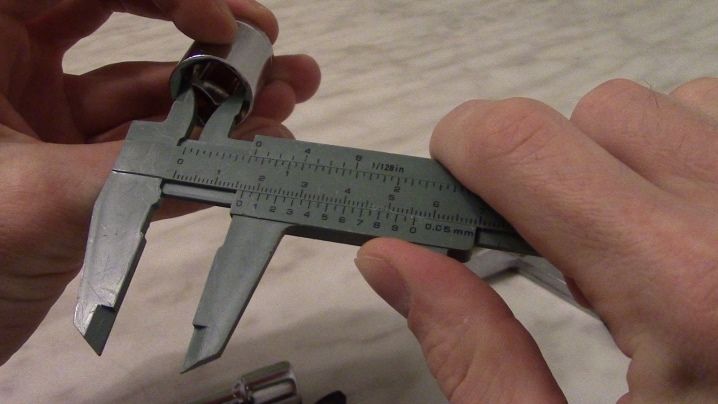
Fontolja meg a féknyereg leolvasásának folyamatát a cső külső átmérőjének mérésekor, amelyet fent végeztünk (lásd az 1. pontot).
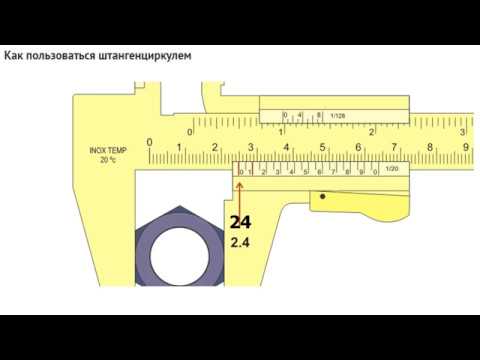
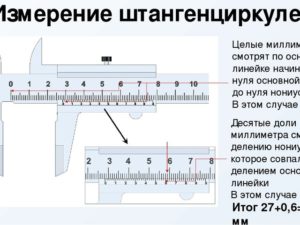
Ahhoz, hogy meghatározzuk a milliméterek teljes számát, meg kell vizsgálnunk, hogy a súlyzó skála melyik értéke felel meg a nulla kockázatnak a vernier skálán. Látjuk, hogy a nulla kockázat 26 és 27 mm között van a fő skálán. Vagyis a cső külső átmérője 26 mm, de a tizedeket még meg kell határozni.
Ehhez látnunk kell, hogy a vernier skála kockázatai közül melyik felel meg a legjobban a súlyzó skála kockázatainak
Látjuk, hogy ez a hetedik veszélyeztetettség, amely leginkább megfelel a fő skála kockázatának (ebben az esetben négy centiméterről, de a fő skála értéke nem fontos), így a törtek száma 0,7 mm
Így a cső külső átmérője 26 + 0,7 = 26,7 mm, ami teljesen helyes, mivel ez egy ¾ hüvelyk átmérőjű importált cső, amely megfelel a milliméterben kapott értéknek.
A méret tolómérővel történő meghatározásának szabálya a következőképpen fogalmazható meg:
A milliméterek egész számát a kockák értéke határozza meg a nulla kockázattól balra található sávskálán, a milliméterek töredékeit pedig a vernier kockázatainak értéke határozza meg megfelel a fő skála kockázatának. Ha a vernier -skála nulla kockázata pontosan egybeesik a rúd milliméteres skálájával, akkor a méretértéket egész számként kell megadni
Miért fordulnak elő mérési hibák?
A leggyakoribb hibák, amelyek csökkentik a mérési eredmények pontosságát egy használható műszerrel:
- A vázra gyakorolt túlzott nyomás ferdülést okoz a gémhez képest. Ugyanez a hatás érhető el, ha az alsó állkapcsokkal történő mérés során a vernier féknyerget a felsőek lefelé hozzák.
- Pofák felszerelése filékre, letörésekre és filékre.
- Pozicionáló ferdeségek.
- Rendellenes műszer kalibrálás.
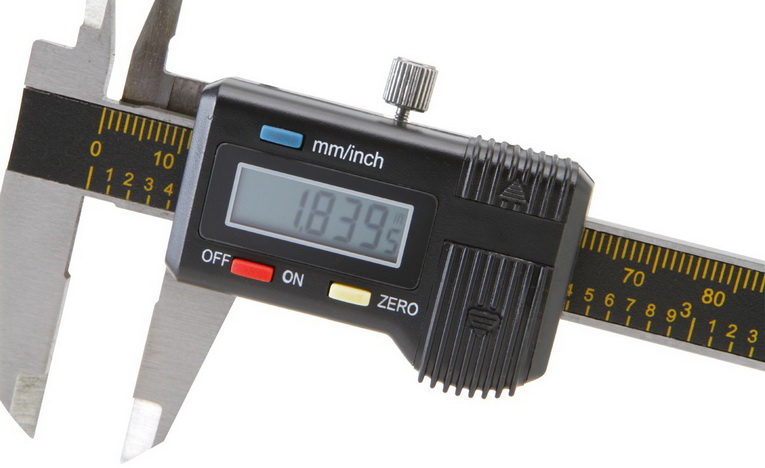
Az első három hiba leggyakrabban a tapasztalat hiányából ered, és a gyakorlattal elmúlik. Ez utóbbit a mérésekre való felkészülés szakaszában meg kell akadályozni. A legegyszerűbb módja az "0" beállítása az elektronikus féknyeregen: ehhez van egy gomb (a 6. ábrán a "ZERO" gomb). Az órajelző nullázható az alján található csavar elforgatásával. A vernier kalibrálásához lazítsa meg a kerethez rögzítő csavarokat, mozgassa a kívánt helyzetbe és rögzítse újra.






A féknyereg deformációi és a mérőfelületek kopása használhatatlanná teszik a szerszámot. A termelésből származó elutasítások számának csökkentése érdekében a féknyergeket rendszeres ellenőrzésnek vetik alá a metrológiai szolgálatokban. A szerszám pontosságának teszteléséhez és az otthoni ismeretek elsajátításához mérhet olyan alkatrészeket, amelyek mérete előre ismert, például fúrószárak vagy csapágygyűrűk.