Előny
A plexi nagyon könnyű anyag, de nagy viszkozitású. Egyrészt azokban az esetekben, amikor a lyuk megjelenése nem számít, fúrhatja egy fúróba behelyezett közönséges szögekkel. Másrészt, ha egyenletes, sima élekre és nagy pontosságra van szükség, nagy pontosságra van szükség.
A kúpos fúróval vagy a süllyesztett fúróval ellentétben általában nagy sebességgel működik - akár 10 000 fordulat / perc. Ilyen sebességgel az anyag felmelegszik és részben deformálódik. A matt élek például elkerülhetetlen fúrási eredmények. Ha nem tartja be a szerszám kezelésére vonatkozó szabályokat - hűtés, forgácseltávolítás, akkor a fúró eltörhet.
Plexi fúrásakor a viszkózus anyag a hegy köré tekeredik és megkeményedik, a forgás blokkolva van. Ha a szerszám nincs kikapcsolva, a fúró valószínűleg eltörik. Ezenkívül szinte lehetetlen kivonni a törött töredéket az üvegtömegből, anélkül, hogy levágnánk.
A megfelelően élezett szerszám használata azonban biztosítja, hogy egyenes, pontos lyukakat kapjon, és a jövőben nem lesz szükség dörzsölésre vagy süllyesztésre.
Hatály
Fúrókat használnak lyukak át- és vakfúrására, valamint dörzsölésére - a már kialakított lyukak nagyítására vagy kalibrálására.
A fotó a plexi fúrásának folyamatát mutatja hengeres fúróval
Ennek vagy annak a szerszámnak a használatát a gyártási anyag, a gyártási módszer határozza meg-egy darabból álló, hegesztett, szilárdtest lemezekkel, élezési szögek kombinációja, valamint a fúrás átmérője és mélysége.
Az alkalmazási kör szerinti általános besorolás a gyakorlatokat a következő csoportokra osztja.
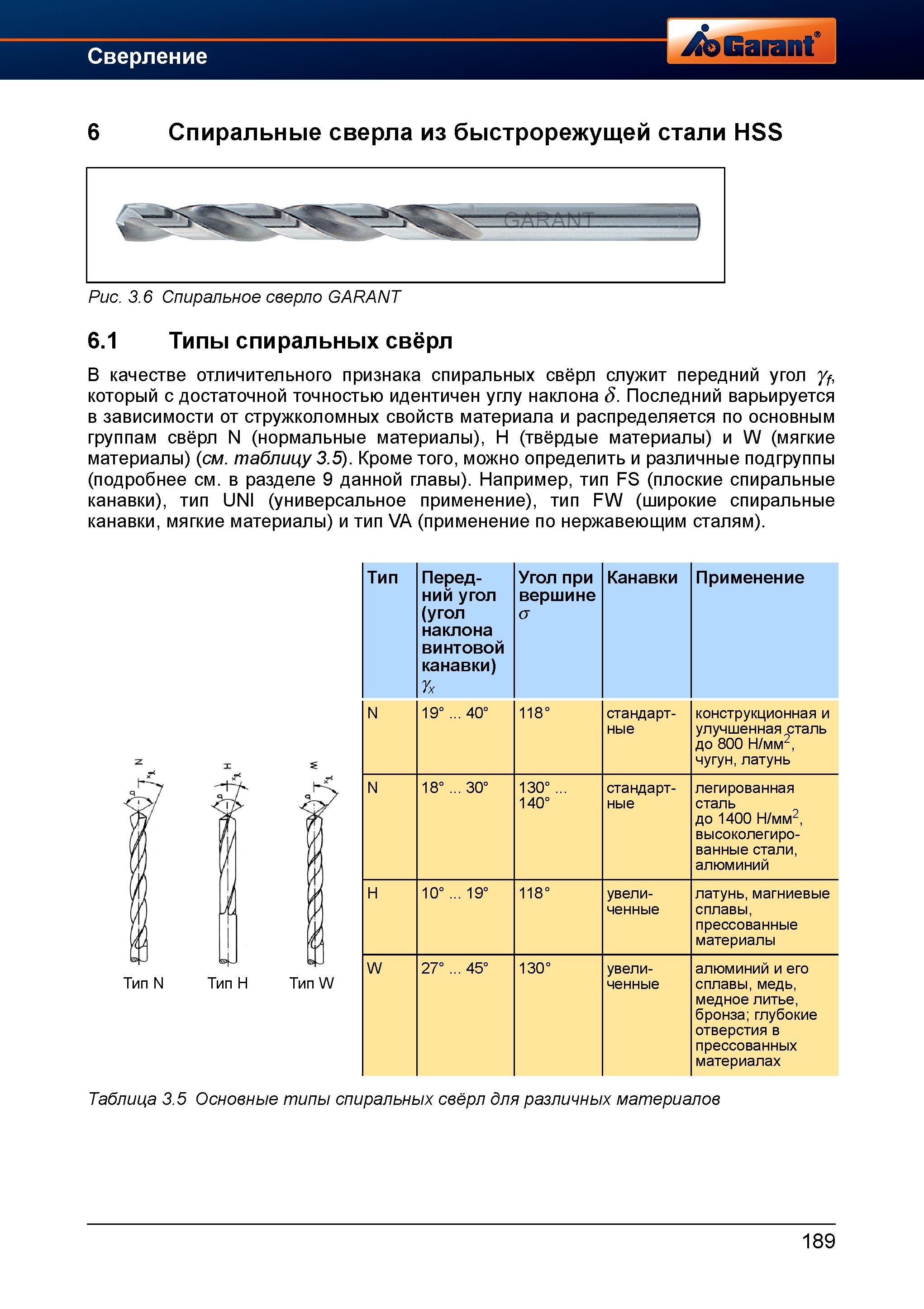
- Fúrók fémhez - néha univerzálisnak nevezik. Mivel a fúrót fémek és ötvözetek kezelésére tervezték, amelyek gyakran rendkívül kemények vagy kemények, bármilyen anyagot meg tudnak fúrni. A plexihez például szabványos HSS fúrókat használnak, de más élezéssel.
- Betonhoz - tégla és kő fúrásához is használják. Kemény ötvözet csúcsukban különböznek egymástól, mivel úgy tervezték őket, hogy a sokk-forgó módszerrel működjenek. A szár hengeres - a szerszámot az esetek túlnyomó többségében forgó kalapácsokban és fúrókban használják.
- Üveghez és kerámiához - ezek az anyagok kemények és törékenyek, ezért fúrásuk pontosságot igényel. Használjon magfúrót vagy tollfúrót (csavarmenet nélkül) keményfém vagy gyémánt bevonattal.
- A fa esetében ezek szabványos spirálok vagy tollak; mindkét típus plexiüveggel dolgozik.
Elemezzük az eszköz előnyeit és hátrányait
| Időpont egyeztetés | A nyomtatvány | profik | Mínuszok |
| Fémhez | Kúpos | Engedje meg, hogy egy szakaszban elvégezze a munkát | Nem alkalmas kis teljesítményű fúrókhoz |
| Lépett | Különböző szélességű mélyedések kialakítására alkalmas. Elég egy menetben fúrni | Csak 2 mm -nél nem vastagabb fémlemezekhez használható | |
| Spirál | Megbízható, folyamatosan élesítsen | Különböző vastagságú termékek használatát igényli a kívánt furatátmérő létrehozásához | |
| Koronás | Alkalmas nagy, több mint 30 mm széles mélyedések kialakítására | Nem kompatibilis a hagyományos fúrókkal | |
| Fával | Lyukfűrészek | Használható PVC béléshez, habosított polisztirolhoz és cellás polikarbonáthoz | A dugaszolóaljzatok OSB vagy bélés felületére történő felszerelése megköveteli a lyuk kirakását szúrófűrésszel |
| Spirál a fához | Kiváló minőségű mélyedéseket eredményez szakadt szálak nélkül | Korlátozott hatókör | |
| Csavar | Letisztult és tiszta vágást biztosít még nedves fán is | ||
| Balerinák | Lehetővé teszi a jövőbeli lyuk átmérőjének beállítását | ||
| Perovok | Tiszta éleket hoz létre, nincs szakadt fa szál | Kis mélységű lyuk létrehozásakor a pontból egy horony marad a központi részében. A szerszám csak alacsony fordulatszámon működik | |
| Forstner fúr | Hozzon létre mélyedéseket tiszta élekkel és lapos aljával | ||
| Beton, tégla és kő felett | Spirál | Jól működik betonnal és téglával | |
| Koronás | Végezze el jól a munkát | Kalapácsos fúrást igényel, ezért nem alkalmas szabványos fúrókhoz | |
| Csavar | Jó porleválasztásra tervezték | ||
| Csempe és üveg | Koronás | Átmérők nagy választéka | Sima felületi érintkezést igényel, ingadozást vagy egyenetlen nyomást |
| Perovok | Az ötvözetek szilárdsága az építőiparban | Kis átmérőválaszték fúráshoz |
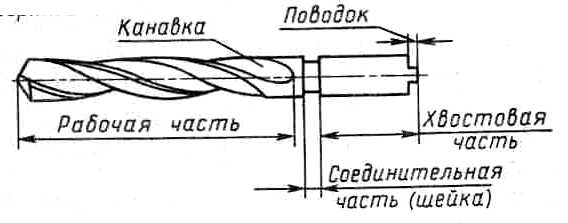
2 Fúró hengeres szárral
A hengeres szárú sodrófúrókat rövid, közepes és hosszú sorozatokban gyártják a vonatkozó szabványoknak megfelelően. Ez a változatosság biztosítja a megfelelő eszköz optimális kiválasztását minden egyes feladathoz.
Minden fúró esetében a középső lyukakat a GOST 14034 szabvány szerint készítik. Központosító lyukak nélkül megengedett szerszám gyártása. A közepes és hosszú sorozatú termékek nyakkal vagy anélkül is előállíthatók szabványaik szerint. Mérete nincs szabályozva.
A GOST 4010-77 a bal és jobb oldali rövid sorozatú fúrókra vonatkozik, amelyek átmérője 0,5–40 mm. Ennek a szabványnak megfelelően a gyártott fúró átmérőjétől függően a hossza (mm):
- a teljes műszer összesen 20-200;
- működő rész - 3–100.
A GOST 10902-77 0,25–20 mm átmérőjű bal és jobb közepes sorozatú fúrókra vonatkozik. Hossz (mm):
- a teljes hangszer összértéke 19–205;
- működő rész - 3–140.
A GOST 886-77 az 1–31,5 mm átmérőjű hosszú sorozatú fúrókra vonatkozik. Hossz (mm):
- a teljes hangszer összértéke 56–316;
- munkarész - 33–207.
Ezeknél a termékeknél a spirál iránya megfelelő. A bal oldalt az ügyféllel való megegyezés alapján készítik.







Mindezen eszközök esetében a gyártás műszaki követelményeit a GOST 2034-80 szabályozza. E dokumentum szerint ezek a fúrók nagysebességű acélból készülnek, és lyukak fúrására szolgálnak gömbgrafitos és szürkeöntvényekben, ötvözött és szénszálas szerkezeti és szerszámacélokban, valamint nagy és megmunkálható szerkezeti acélokban. Ezt az eszközt 3 pontossági osztályban gyártják:
- nagy pontosság - A1;
- normál - B1;
- normális - V.
A gyorsacélból készült szerszámok mellett a fúrók a fogyasztó kérésére 9XC ötvözött acélból is gyárthatók. A szerszám nemcsak egy darabban gyártható, hanem hegeszthető is. A hegesztett termékek szárát 45 vagy 40X acélból kell készíteni. Nem megengedett a hegesztési zónában: behatolás hiánya, felületi üregek és gyűrűrepedések.
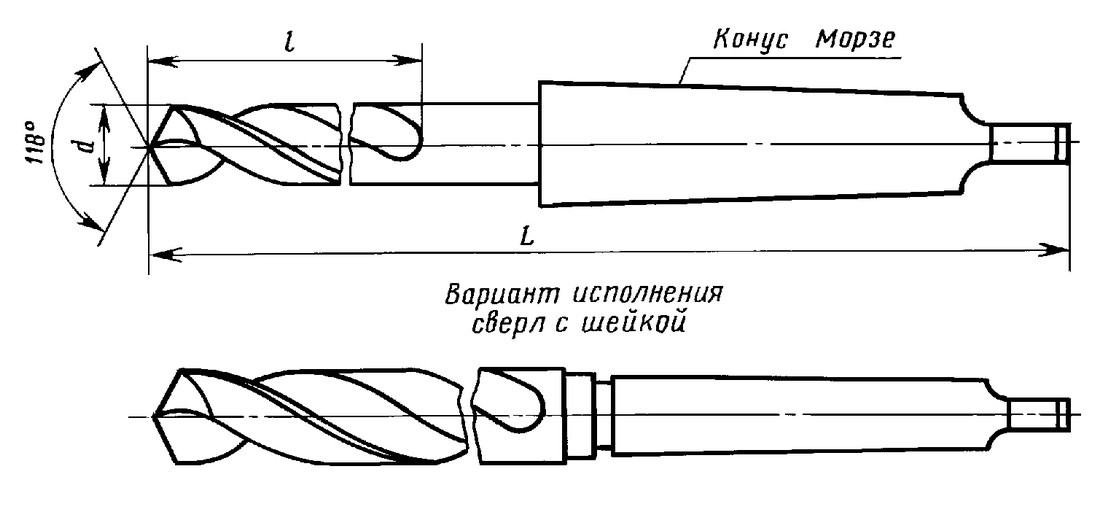
2 Kúpos fúró fémfajtákhoz
A szárszerszám kúp a leggyakoribb. Könnyen és gyorsan eltávolítható és könnyen használható. Leggyakrabban CNC gépekhez vagy olyan gépekhez használják, ahol automatikus szerszámcsere történik. Vannak bizonyos normák és szabványok az ilyen típusú fúrók gyártásához. Rövidített kúpos kúpokat kapunk a kúp vastagabb részének redukálásával. Általában vásárláskor láthatja ezen eszközök jelölését. Jelölésük: B7 (14 mm -re rövidítve), B10, B12 (18 és 22 mm -re rövidítve), B16, B18 (29 és 37 mm -re rövidítve), B22, B24 (45 és 55 mm -re rövidítve). A rövidítéssel ellátott kúpos fúró márkáját a munkától függően, azaz a készülő furat mélységétől függően választják ki. Vannak kiterjesztett kúpos szárú fúrók is.
Az 1 foknál nagyobb szögű kúpos szár és a csúcshoz viszonyított 1–20 arány metrikus kúpként van definiálva.Kialakításuk szerint nem különböznek a morze kúpoktól. Különböző méretekben és számokban is kaphatók: 80., 100., 120., 160., 200. Leggyakrabban Morse -kúpos szárúakat használnak lyukakkal történő munkavégzés során. Először Stephen Morse (a fúrók első feltalálója) javasolta őket. 1864 -ben jelentek meg. A feltaláló már akkor nyolc alapvető méretet javasolt a KM0 -tól a KM7 -ig. Kézműveseink a metrikus kúpokat részesítik előnyben. Ez valószínűleg annak a ténynek köszönhető, hogy ezeket a hazai GOST írja le, amely szerint a vállalatoknál a legtöbb műszaki utasítás elkészül.
A kúpos szárak különböző kivitelben készülhetnek: lábakkal, cérnákkal vagy lábak és menetek nélkül. A lábakkal ellátott eszközöket ezekhez a lábakhoz való elakadással rögzítik az orsóhoz, általában egy speciális horony van az orsók hüvelyében. A lábak célja, hogy megkönnyítsék a kúp kiütését az orsóból, valamint megakadályozzák az elfordulást. A belső menettel rendelkező eszközöket az orsóba egy szár (húzó rúd) segítségével szerelik fel, amelyet a kúp végébe csavarnak. A menetes kúpok használata garancia arra, hogy a szerszám nem esik ki. Ezenkívül használatuk megkönnyíti a kúp eltávolítását, ha működés közben elakad az orsóban.
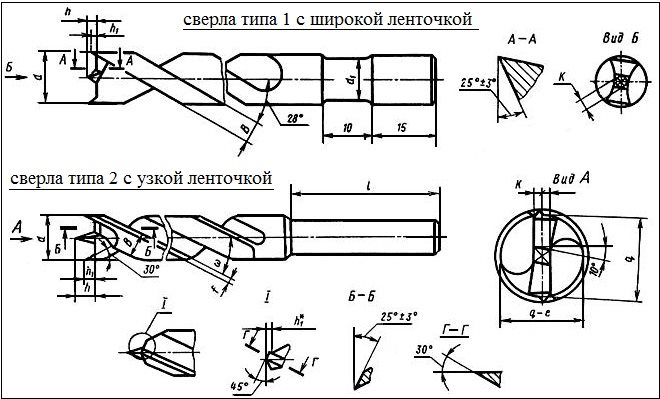
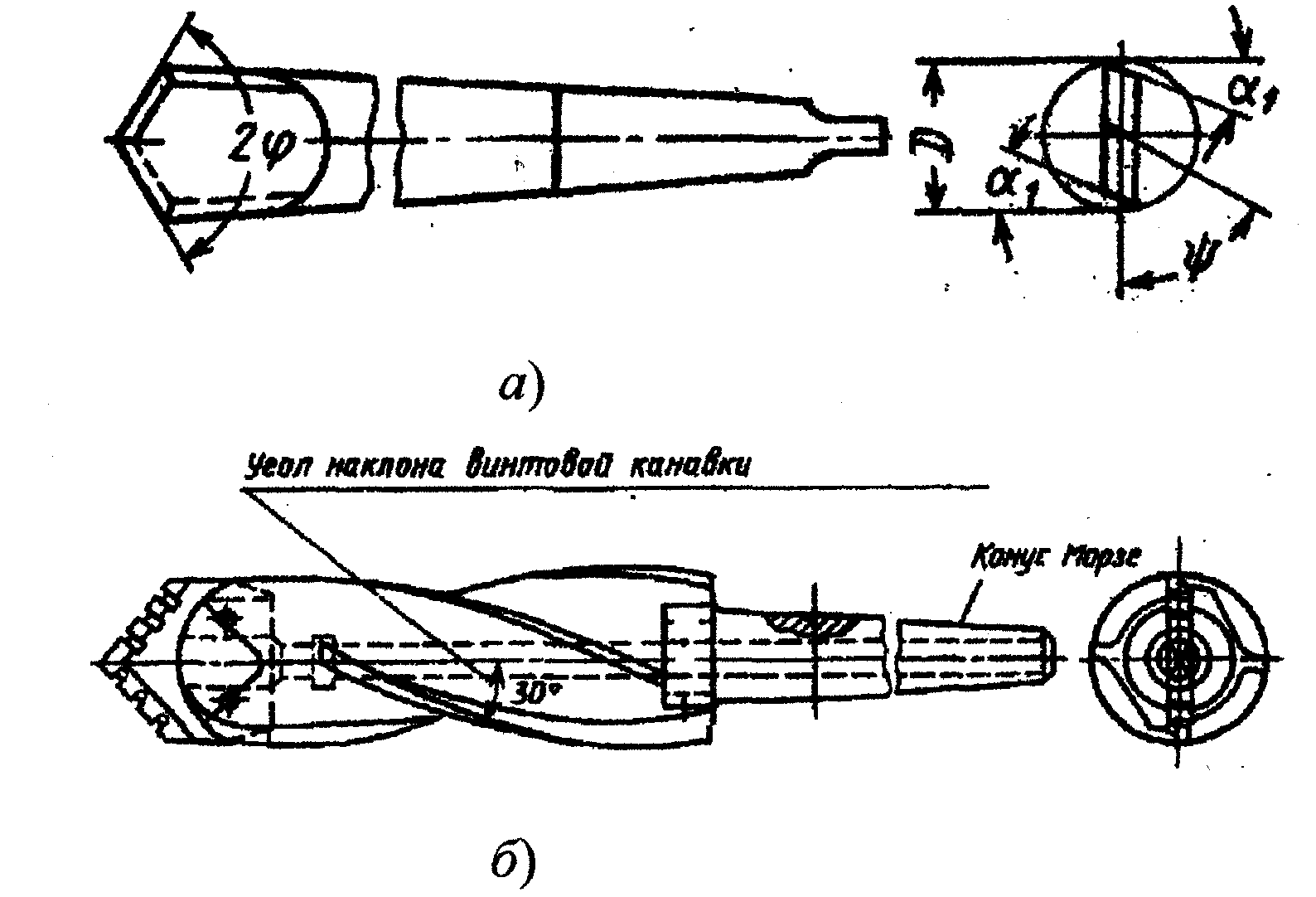
Fúróélesítés
A fúró alakját az átmérőjétől és a feldolgozandó anyagtól függően választják ki. Legfeljebb 12 mm átmérőjű fúrókhoz alkalmazza:
- Egyszeri élezés - acél és öntöttvas fúrásához;
- Egyetlen keresztirányú éllel acél és nem kemény acél öntvényekhez, töretlen kéreggel.
A 12 mm -nél nagyobb átmérőjű fúrókhoz alkalmazza:
- Egyszeri élezés keresztirányú éllel és szalagélesítéssel - kemény acélokhoz;
- Kettős élezés keresztélű élezéssel - öntött acélhoz és öntöttvashoz, töretlen kéreggel.
- Dupla keresztmetszetű és szalagos élezéssel kemény acélokhoz, acélhoz és öntöttvashoz, eltávolított kéreggel.
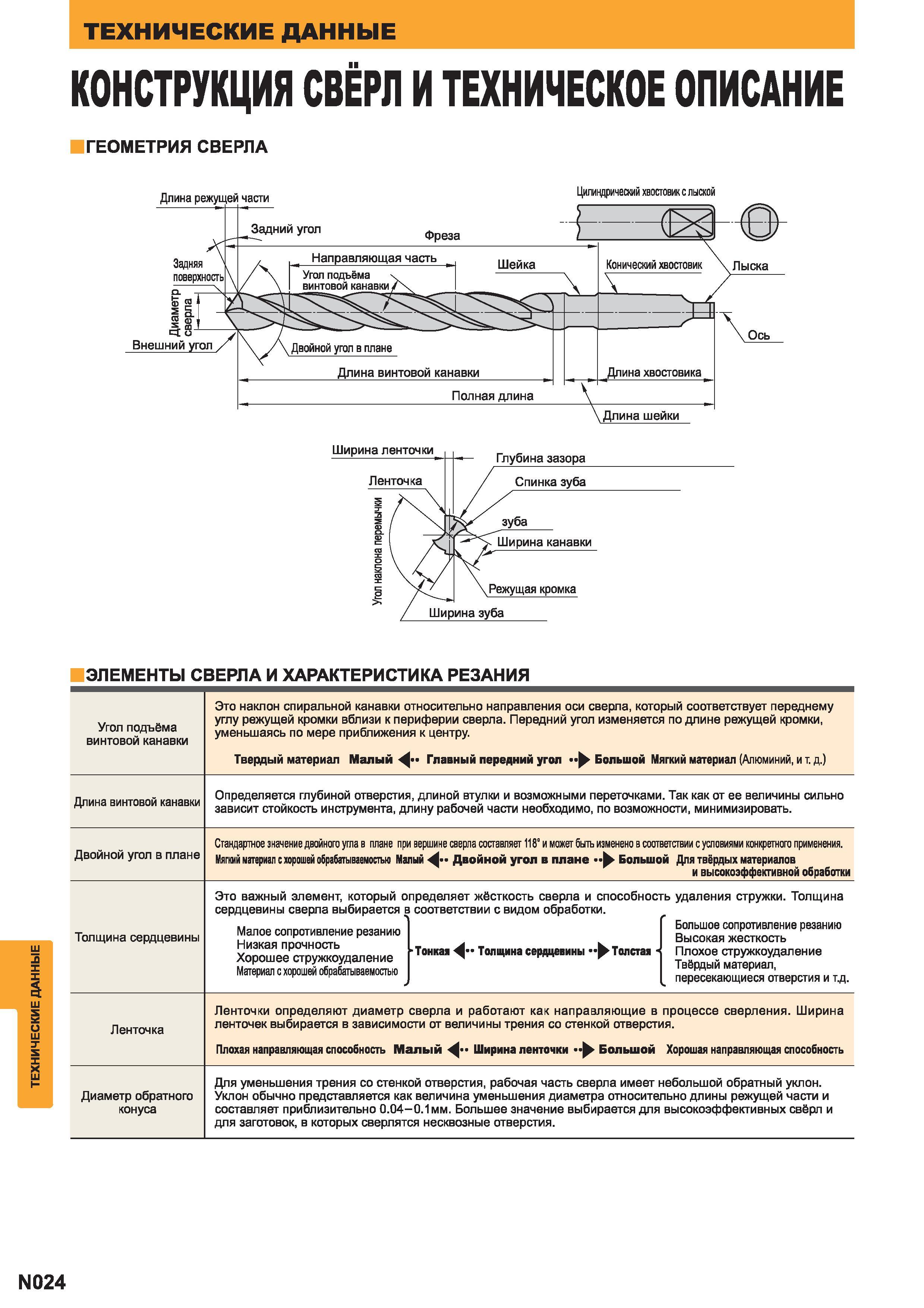
Fúrási szög
A fúró kettős dőlésszöge a munkaanyag típusától függ.
| Feldolgozott anyag | Dupla szög a 2F tervben |
|---|---|
| Öntöttvas, acél, kemény bronz | 116 – 118 |
| Vörös réz | 125 |
| Lágy bronz | 130 |
| Alumínium, szilumin | 130 – 140 |
| Törékeny anyagok (márvány stb.) | 80 |
A fúrógépet élezőgépeken vagy kézi csiszológépen élezik; a második esetben a speciális szerszámok használata nélkül nem lehet pontosan megtartani a szöget.
A fúró átmérőjét általában valamivel kisebbnek kell választani, mint a gyártandó furat átmérője, ez annak a ténynek köszönhető, hogy a furat a fúrás során eltörik.
Fém fúrók típusai
- Spirál (gyakori és legnépszerűbb)
- Koronás
- Kúpos vagy lépcsős, vagy ahogy kúposnak nevezik
- Perforált fúró
Itt a fúrókat megjelenésük szerint osztottuk fel. Ez lesz a fő kritérium. Most nézzük meg általánosságban azokat a típusokat, amelyeket azonosítottunk, és milyen helyzetekben fogjuk használni ezeket vagy az ilyen típusú fúrókat, amikor fémekkel dolgozunk.





Spirál
A fém csavaros fúrói a legnépszerűbbek, és nem csak fémekkel végzett munkák során. Nagy pontossággal és minőséggel rendelkeznek lyukak fúrásakor. A sodrott fúrók hengeres nézetben vannak, spirális hornyokkal, amelyek a teljes munkaterület mentén helyezkednek el. Lehetővé teszik a fémforgács eltávolítását a furatból. A munkaterület végén általában két él van, amelyek elvágják a fémet. Miattuk a fúró lyukakat készít a fémben.
A sodrófúrók fúrógépen és kézi fúrón egyaránt használhatók. A gépen nagyobb lesz a munkájának pontossága.
A fém csavarófúrók hengeres szárral, kánonnal és hatszöggel vannak ellátva.
Fémfúró kanon szárral
Ha megnézzük a csavarófúró teljesítményét, a következő csoportokat lehet megkülönböztetni:
- Nagy pontosságú csavaró fúrók. Ezeket a fúrókat olyan kézművesek használják, akiknek nagy pontosságra van szükségük fúráskor. Miután megvásárolt egy ilyen fúrót, biztos lehet benne, hogy a mikronok pontossága a lyuk átmérőjében van. A nagyobb pontosságú fúrók felismerhetők az alapjukon levő A1 jelöléssel.
- Bal oldali csavaró fúró. A kérdés megválaszolásához, hogy mire használják őket, felidézhet egy olyan helyzetet, amely sokakkal történt, nevezetesen amikor a csavar feje letört. Nem lehet kicsavarni az alapját. Ilyen esetekre való a bal oldali spirálszvetó - ez segít a letört csavarok és csapok kicsavarásában. Valakinek felmerül a kérdése, hogyan lehet megkülönböztetni a bal oldali fúrót a hagyományos fúrótól - ehhez elég megnézni, hogy a munkaterület milyen irányba van csavarva.
- Csigafúrók fémhez, általános használatra. Ezt a típust használjuk leggyakrabban. Széles munkaterület -tartományuk van, akár 80 mm. Az ilyen fúrókat gyakran használják a mindennapi életben és a gyártásban.
Magfúrók
A fém magfúrók lehetővé teszik lyukak készítését nagy átmérőjű fémekben. Mivel használatuk során csak az átmérő külső részét vágják le, a fúráshoz szükséges energiafogyasztás minimális. Ez lehetővé teszi a nagyobb lyukak gyorsabb fúrását, mint a sodrott fúrókkal. A magfúró közepén egy hagyományos sodrású fúró található a központosításhoz. Lehetővé teszik akár 15 centiméter átmérőjű lyukak fúrását.
Külsőleg a fémmagos fúró úgy néz ki, mint egy üveg, kívül hornyokkal a forgács eltávolítása érdekében. És egy központosító fúróval. A szerszám végén vágófogak találhatók, amelyek keményfémből készültek és gyémánt bevonattal vannak ellátva.
Kúpos (lépcsős, kúpos)
A lépcső vagy kúpos fúró a nevét a megjelenéséről kapta. Úgy néz ki, mint egy kúp. A lépcsős fúró kúpja lehet sima vagy lépcsős. A fémhez készült kúpos lépcsőfúró univerzális, mivel egy ilyen fúró különböző átmérőjű lyukakat készíthet. Különböző átmérőjű lyukak fúrására, vagy vékony fémek, elsősorban 4 mm -es lyukak megnagyobbítására szolgál. A végén a kúpos fúrónak van egy központosító hegye, amely lehetővé teszi, hogy azonnal elkezdje a fúrást a megfelelő helyen, váltás nélkül.
A kúpos fúrók különböző átmérőjűek, 4 mm és 32 mm között.
Fúrófej fémhez
A fém tollfúrónak lapos munkadarabja van, és cserélhető. Fémfúró cserebetét külön megvásárolható, ha a régi unalmas.






A tollfúró előnyei közül kiemelhető az alacsony költsége, ami népszerűvé teszi otthoni használatra.
Az első fúró hátránya a forgács eltávolításának hiánya, ami némi kényelmetlenséget okoz a munka során. Fúrás közben gyakrabban kell megállnia, és ki kell húznia a tollfúrót a lyukból, hogy eltávolítsa a forgácsot.
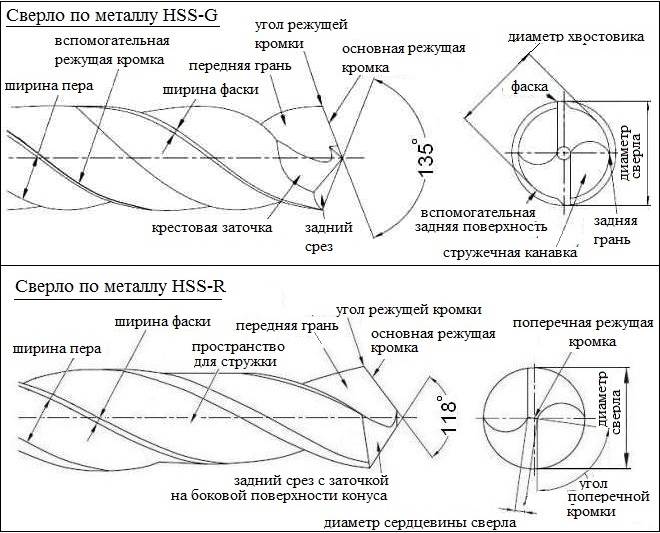
Fúró jellemzői
 A szerszám kialakítása és mérete, színe és élezési szöge eltérő lehet.
A szerszám kialakítása és mérete, színe és élezési szöge eltérő lehet.
Minden fúró fő mutatója az erőssége. Magasabbnak kell lennie, mint a kezelendő felület.
Fontos alkatrész a szár, amelyet a használt berendezés tokmányához kell illeszteni.
Anyag
Az alkatrészeket különféle ötvözetekből gyártják. Nagy sebességű acél P9, P18 és P9K15. A 8 mm -nél nagyobb szélességű elemekhez speciális hegesztést használnak. A kemény forrást általában kobalt alapú rögzítőelemekkel dolgozzák fel. A keményfém győztes bitek alkalmasak tégla, beton és kő megmunkálására.
A készítmény molibdént, krómot és vanádiumot tartalmazhat.
Bevonat
Az élettartam növelése érdekében speciális bevonatokat alkalmaznak az alkatrészekre:
- Oxid film - véd a túlmelegedés ellen intenzív súrlódás és rozsda esetén.
- Gyémánt permetezés - maximális tartóssággal rendelkezik, kemény bevonatok feldolgozására szolgáló alkatrészekhez használják.
- Titán héj - három bevonatcsoportot egyesít (TiN, TiCN, TiAIN).
Színezés
 A borax színe is fontos
A borax színe is fontos
A szín határozza meg a bevonat típusát és a létrehozás technológiáját:
A szürke az acél test természetes árnyalata. Az ilyen alkatrészeket nem dolgozták fel, ami azt jelenti, hogy alacsony az ára és rövid az élettartama.
Fekete - acél test, túlmelegedett gőznek kitéve. Az ilyen termékek tartósabbak.
Sárga - olyan alkatrész, amely túljutott az edzés szakaszán (a belső nyomás csökkentése). Egy ilyen munkadarab magas keménységi mutatóval rendelkezik.







Arany - a titán -nitrid árnyalata. Az ilyen színű munkadarabokat fokozott szilárdság és alacsony súrlódás jellemzi.
Súly és méret
A gyártott alkatrészek köre meglehetősen nagy, és méreteik a céltól függenek.
A legnépszerűbb modellek a következő méretekben kaphatók:
- Hosszú-5,6-25,4 cm, átmérője 1-20 mm.
- Hosszúkás-1,9-20,5 cm, 0,3-20 mm széles.
- Rövid-2-13,1 cm, átmérője 0,3-20 mm.
A szerelvények súlyát a kialakítás, az összetételben lévő anyag és a méret határozza meg. A standard opciók súlya több egységtől tíz grammig terjed.
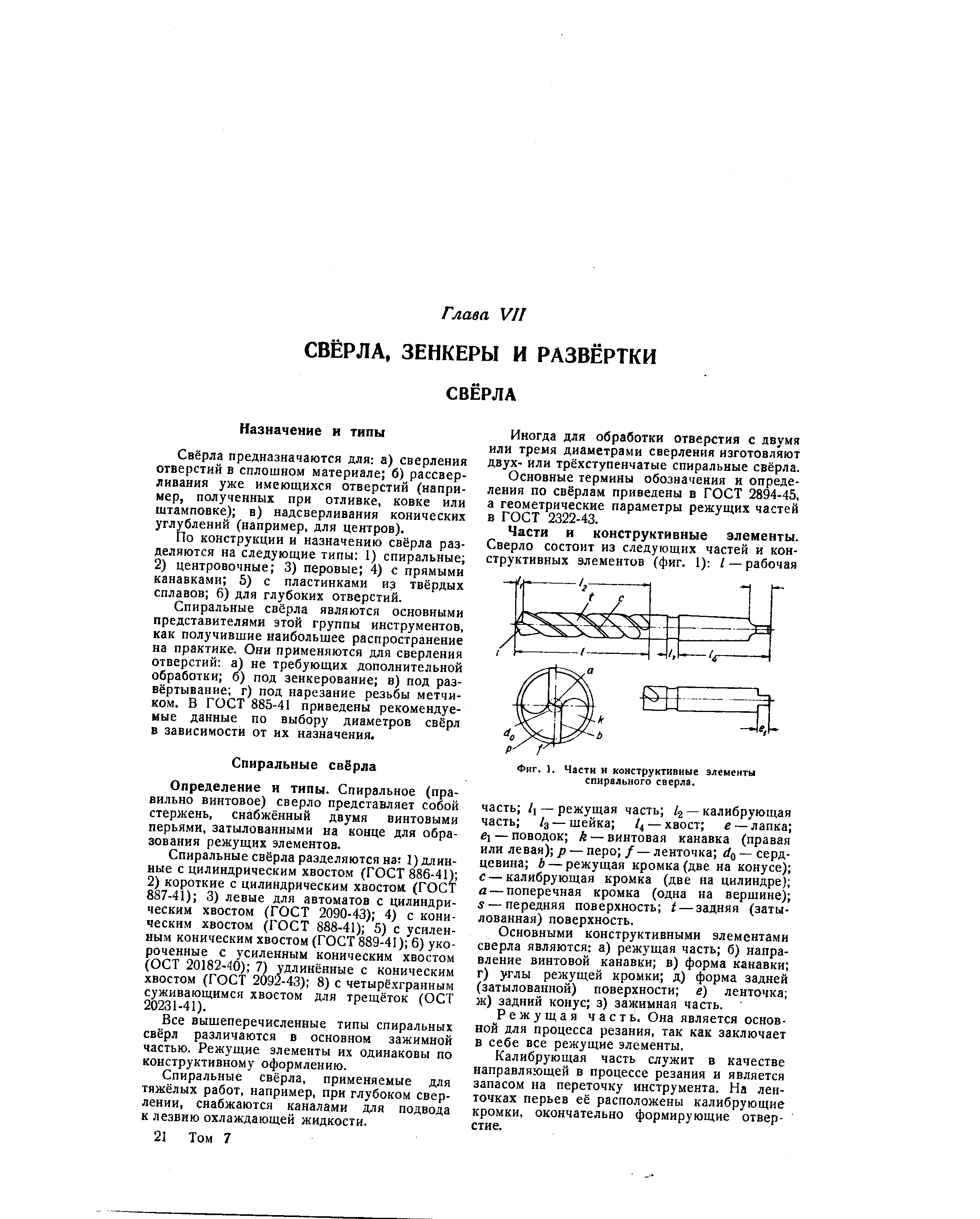
A sodrófúró jellemzői és geometriája
A munkadarabok feldolgozása fúrógépeken fúrókkal, süllyesztőkkel, dörzsárakkal, csapokkal és kombinált szerszámokkal történik.
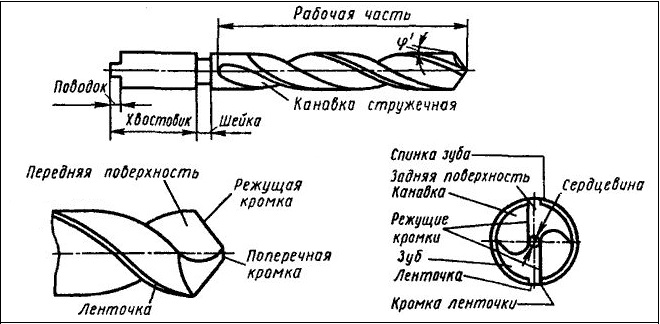
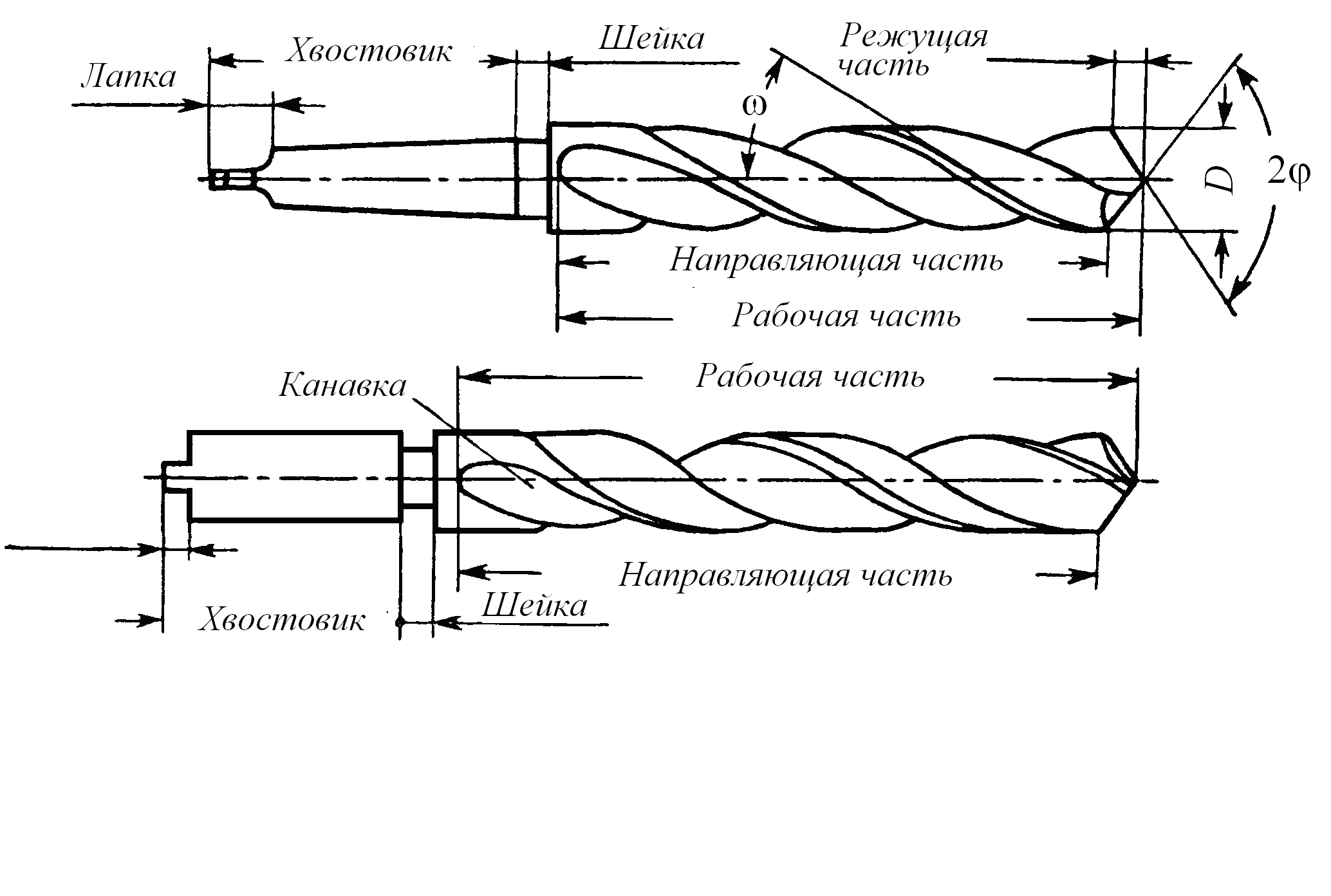
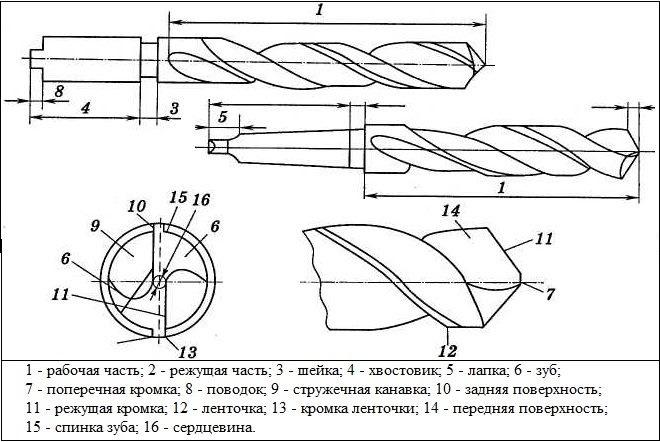
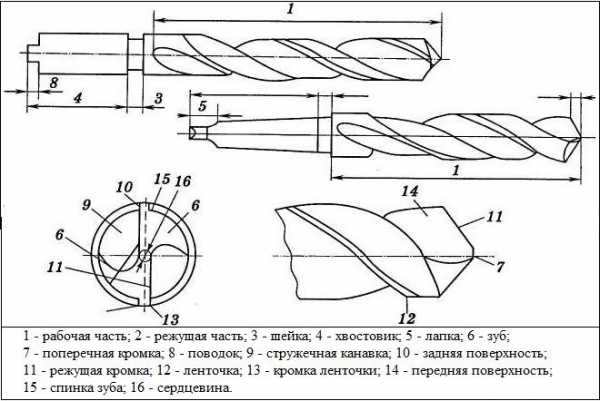
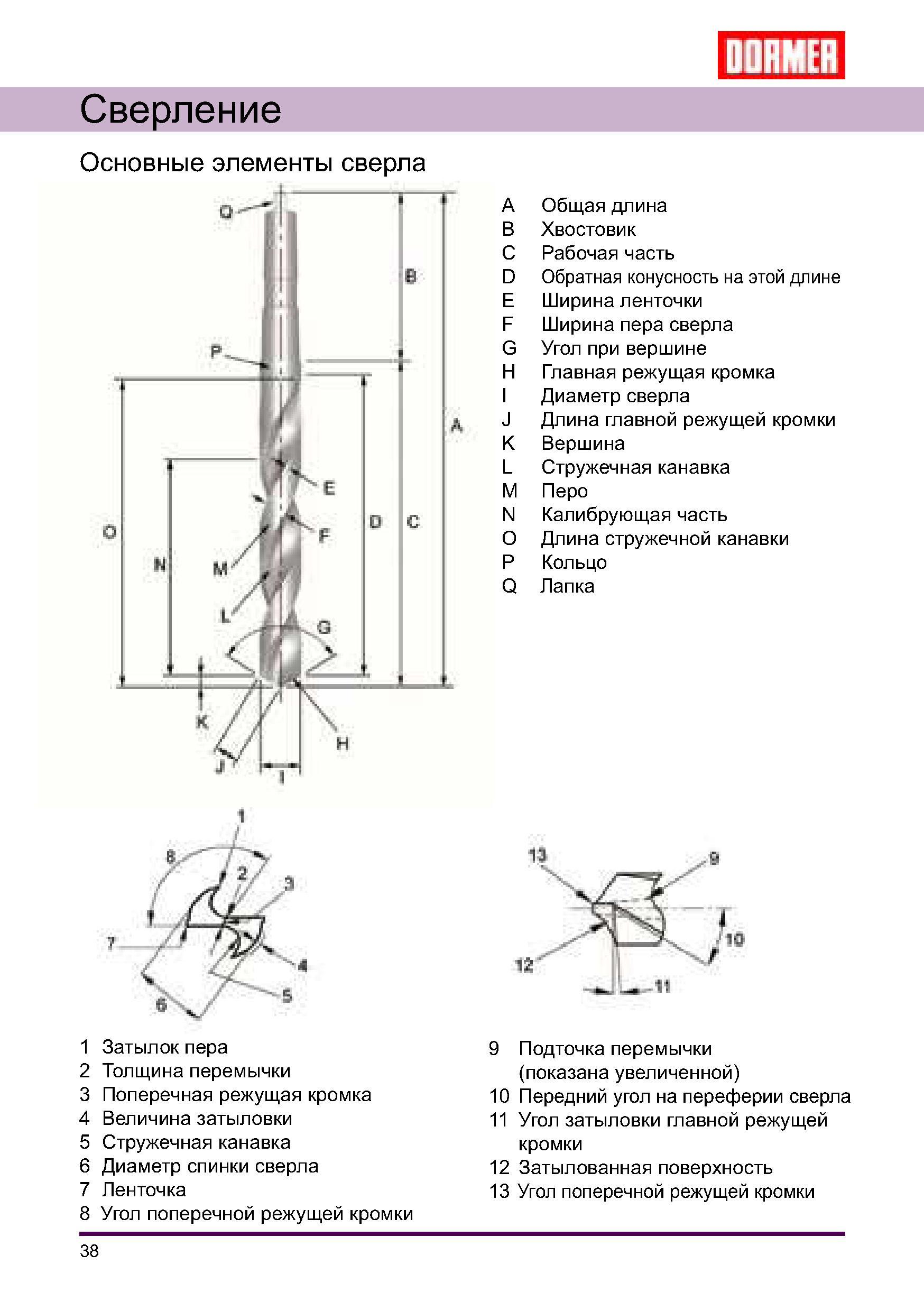
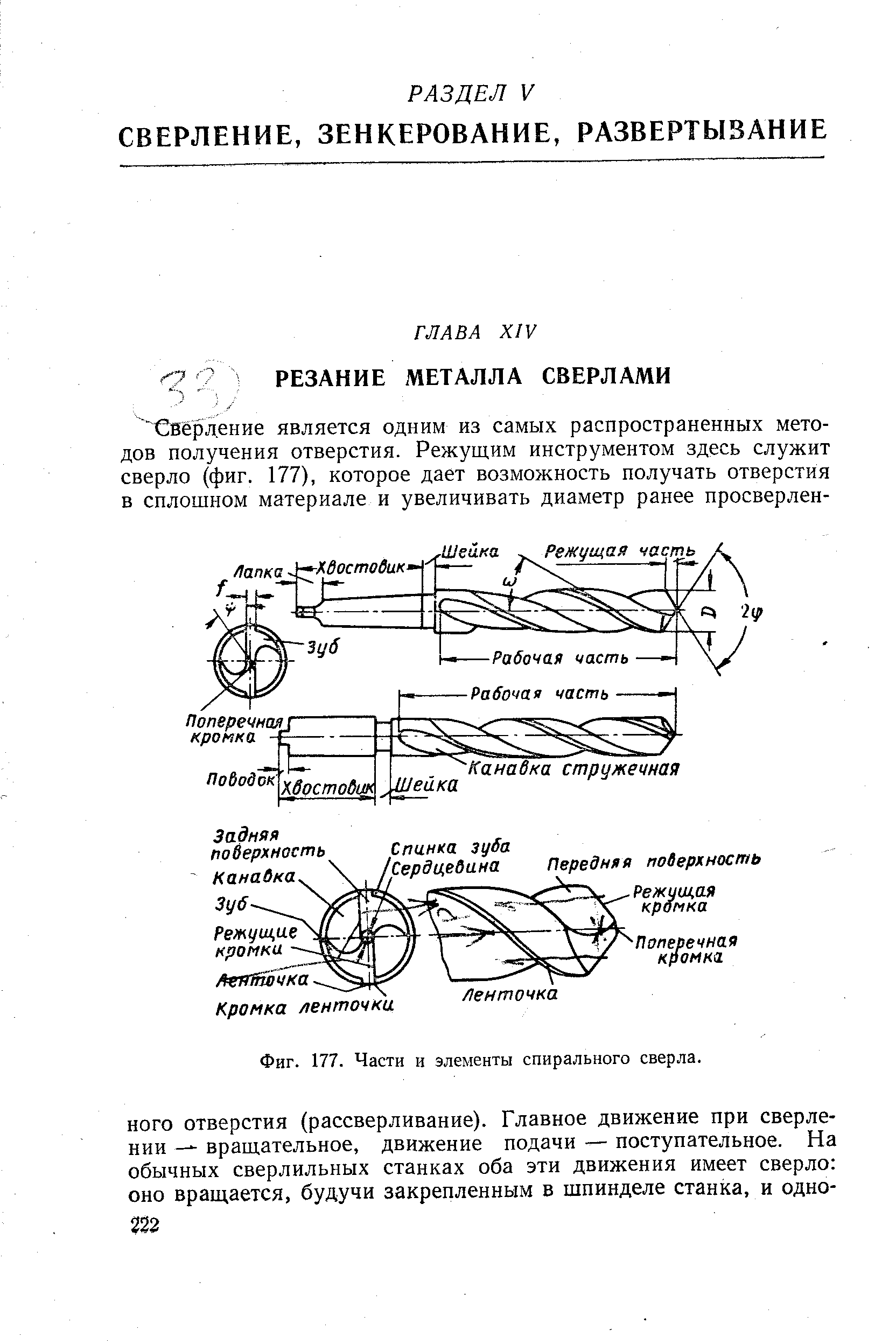
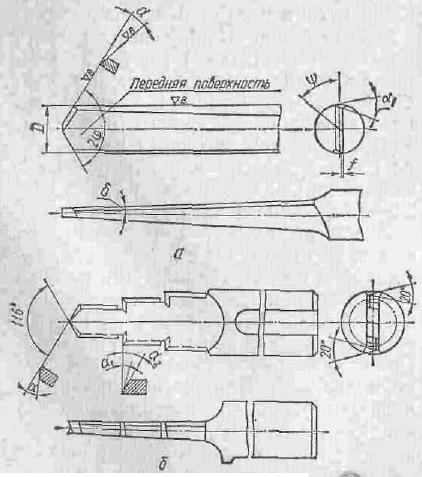
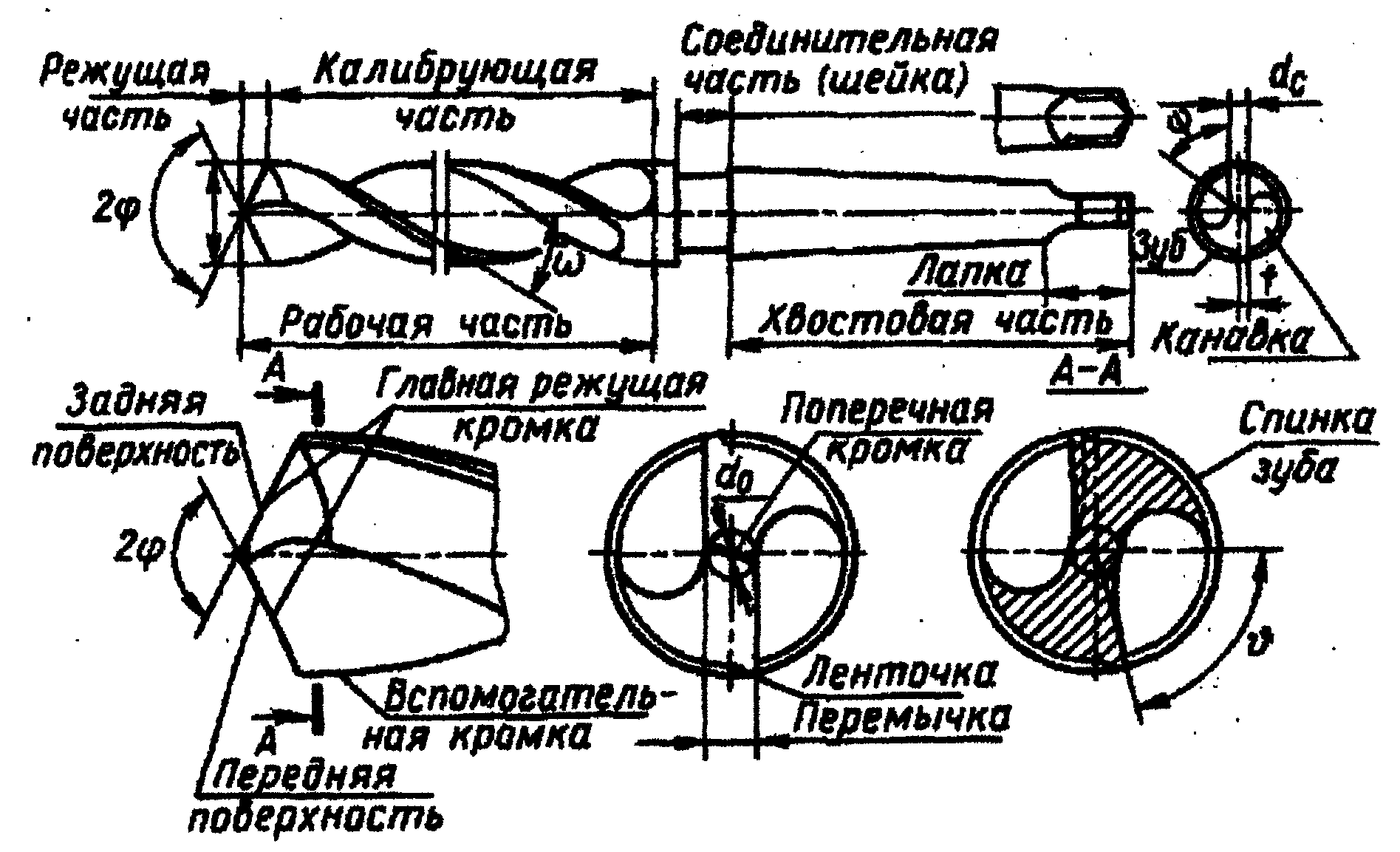
Tervezésük szerint a fúrók spirálra, középre és speciálisra vannak osztva. A legelterjedtebbek a csavaró fúrók (22.12. Ábra), amelyek egy b munkadarabból, egy nyakból 2, egy szárból 4 és egy lábból állnak. „A szár célja a fúró rögzítése az orsóban. A lábat arra használják, hogy kiüsse a fúrót az orsóból, és megvédje a szárát a horpadásoktól. A munkarész 1 vágó és 5 vezető részből áll. A fúró becsípődésének elkerülése érdekében fordított kúpot készítünk rajta a szár felé. A vágó részen két fő vágóél 11 található (amelyeket az első 10 és a hátsó 7 felület metszéspontja képez, és a fő vágási munkát végzi), egy 12 keresztirányú vágóél (híd) és két kiegészítő vágóél 9. A fúró egy része a spirális horony mentén két keskeny szalag található 8, amelyek a fúrót vezetik vágás közben.
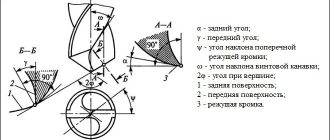
A fúró geometriai paraméterei határozzák meg működésének feltételeit. Az y dőlésszöget a fő vágási síkban mérik.
| 1 2 3 ábra. 22.12. A sodrófúró alkatrészei, elemei és sarkai |
II - II, merőleges a fő vágóélre. Az a szabad szöget a fúró tengelyével párhuzamos I - I síkban mérik. A fő vágóél különböző pontjain az első és a hátsó sarok eltérő. A fúró külső felületén az y szög a legnagyobb, az a pedig a legkisebb.
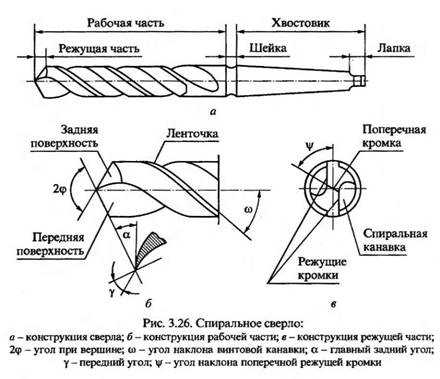
A fúró hegyén lévő szöget 2ph mérik a fő vágóélek között. Értéke a feldolgozandó anyagtól függ, és 70.150 ° -on belül változik.
Az y keresztirányú vágóél dőlésszögét a fő és keresztirányú vágóélek nyúlványai között mérik a fúró tengelyére merőleges síkon. A standard fúróknál 50,55 ° között ingadozik.
A c spirális horony dőlésszögét a külső átmérővel mérjük. A ω szög növekedésével nő az y gereblye szög, ami megkönnyíti a vágási folyamatot és a forgács kilépését. Az y szög 8,30 °.
Legfeljebb 80 mm átmérőjű lyukakat fúrnak, és legfeljebb 30 mm átmérőjű lyukakat fúrnak, és nagy lyukakat dörzsölnek. A fúrást előkezelésként használják a pontos lyukak készítéséhez.
A süllyesztők (22.13. Ábra, a-c) lyukakat dolgoznak fel öntött vagy bélyegzett nyersdarabokban, valamint előre fúrt lyukakat. A fúrókkal ellentétben a süllyesztőknek három vagy négy fő vágóéle van, és nincs keresztirányú élük. Az első vágó rész elvégzi a fő vágási munkát. Az 5 kalibráló rész a mélyedést a lyukba vezeti, és biztosítja a szükséges pontosságot és felületi érdességet (a leírás többi része megegyezik a fúróéval).
a 1 2 óra b  |
 |
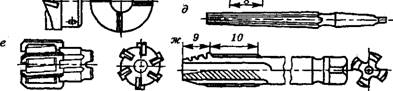 Rizs. 22.13 Eszköz fúrógépek lyukainak feldolgozásához: a -c - süllyesztő; g -e - söprés; w - koppintson Rizs. 22.13 Eszköz fúrógépek lyukainak feldolgozásához: a -c - süllyesztő; g -e - söprés; w - koppintson |
A megmunkálandó lyukak típusa szerint az süllyesztő hengeres (22.13. Ábra, a), kúpos (22.13. Ábra, b) és végű (22.13., C) ábra van. A süllyesztők tömörek, kúpos szárral (22.13. Ábra, b) és felszerelve (22.13. Ábra, c). A 20,40 mm átmérőjű lyukakat hatékonyan, 30 mm felett pedig szerelt süllyesztéssel dolgozzák fel.





A lyuk végső feldolgozását dörzsárakkal végezzük. A megmunkálandó lyuk alakja szerint hengeres (22.13. Ábra, d) és kúpos (22.13. Ábra, d) dörzsárakat különböztetünk meg. A dörzsárak 6,12 fő vágóéllel rendelkeznek a 7 vágórészen, egy vezető kúppal. A 8 kalibráló rész vezeti a dörzsárat a lyukba, és biztosítja a szükséges pontosságot és felületi érdességet.
Tervezésük szerint a dörzsárakat farokra osztják (22.13. Ábra, d, e) és szerelik (22.13. Ábra, e).
A csapokat belső menetek vágására használják. A csap egy csavar, vágott egyenes vagy spirális hornyokkal, amelyek vágóéleket képeznek (22.13. Ábra, g). A csap 9 daraboló és 10 mérőelemből áll. A csap menetprofiljának meg kell egyeznie a vágni kívánt szál profiljával.
Nem találta, amit keresett? Használja a keresést:
A legjobb mondások: A tanuló olyan személy, aki folyamatosan elhalasztja az elkerülhetetlenséget. 10805 - | 7379 - vagy olvasson el mindent.
95.47.253.202 Nem a közzétett anyagok szerzője. De lehetőséget biztosít az ingyenes használatra. Van -e szerzői jog megsértése? Írjon nekünk | Visszacsatolás.
Kapcsolja ki az adBlockot! és frissítse az oldalt (F5)nagyon szükséges
FÚRÁS, ELLENŐRZÉS ÉS MÉRÉS
E fejezet tanulmányozása eredményeként a tanulónak:
- • fúró, süllyesztő, süllyesztő, dörzsár típusai;
- • a tipikus szerszámok szerkezeti elemei és paraméterei: fúrók, süllyesztők, süllyesztők, dörzsárak;
- • a vágási mód elemei feldolgozás közben fúrás, süllyesztés és dörzsölés útján;
- • fúrással, süllyesztéssel és dörzsöléssel végzett feldolgozásra szerszámok kiválasztása;
- • megfelelő feldolgozási módok kijelölése;
- • kiszámítja a vágóerőt fúráskor;
- • a vágási mód kiválasztásának készségei a lyukak tengelyirányú szerszámokkal (fúrók, süllyesztők, dörzsárak) történő megmunkálásakor;
- • fúrásnál a vágóerő kiszámításának módszertana;
- • a vágáshoz szükséges teljesítmény és a főmozgás hajtásának teljesítménye.