Kiválasztási elvek
A munkaeszköz kiválasztásakor figyelni kell számos tényezőre, amelyek képességei függnek:
- Hajtási teljesítmény.
- Karméret kézi ollóhoz.
- Penge anyaga.
- Vágó alkatrészek méretei.
- Feldolgozott fémlemezek megengedett vastagsága.
- A berendezés méretei, súlya.
- Vezérlés típusa.
A választáskor ellenőrizni kell a berendezés egyes elemeinek integritását, a rögzítőelemek jelenlétét, a szerszám stabilitását.
Előnyök és hátrányok
Minden kézi és elektromos szerszámnak számos erőssége és gyengesége van. Előnyök:
- Nagy vágási pontosság.
- Alacsony energiafogyasztás elektromos ollóval végzett munka során.
- Különböző vastagságú munkadarabokat vághat.
- Erőteljes berendezések kompakt méretei.
Hátrányok:
- Ívelt vágások lehetetlensége.
- A vastag lemezek deformálódnak a vágás közelében.
A különböző vastagságú munkadarabok feldolgozásához elektromos vagy hidraulikus modelleket kell vásárolnia.
Gyártók és költségek
A berendezés ára különböző kritériumoktól függ:
- A vágott fém maximális vastagsága.
- Márka híressége.
- A kések mérete, az anyag, amelyből készültek.
- A gép méretei.
A következők kiemelkednek a hazai gyártók közül:
- VADÁSZGÉP.
- Kovács.
- Proma.
A kar olló korlátai és azok leküzdésének lehetősége
A mechanikus meghajtással nem rendelkező emelőkarok fő hátránya, hogy nagyon hosszú mozdulatokat kell végezni a fémvágás erejének csökkentése érdekében. Ezenkívül kézi hajtással lehetetlen állandó vágási sebességet biztosítani, ami ronthatja a fémleválasztó felület minőségét. A meghajtás meghosszabbításakor fel kell áldoznia a berendezés teljes méretét. Ezenkívül a váll meghosszabbítása mindig rontja a munkadarab rögzítésének minőségének ellenőrzését, és erősebb bilincsek használatát igényli, amelyek megakadályozzák a vágott fémet az elmozdulástól. Ugyanakkor nincs lehetőség a profilhengerelt termékek kiváló minőségű vágására sem: rudak, sarkok stb.
Ezeket a korlátokat leküzdik a többláncú vágómechanizmussal rendelkező tervek, valamint az erősítés különböző módszereinek alkalmazása az izomerő részvétele nélkül. Ebben az esetben nincs szükség mechanikus hajtásra.
Vágási szabályok
Az első esetben főleg két karral rendelkező kinematikai sémákat használnak. A főkarhoz egy további elemet adnak hozzá (amelynek minden része közös tengely segítségével csatlakozik egy másik részhez), és egy további, és a főpárral való összekapcsolása egy hengeres rúd jelenlétével érhető el fogaskerekű és fogaskerékhajtás.
A fogasléces és fogaskerék -mechanizmus a következő részekből áll:
- közbenső kar;
- visszatérő rugók;
- forgatható konzolok;
- csavarpár, amely összeköti a sínt a közbenső rúddal.
Ez a módszer, bár magasabb minőségű fémvágást biztosít, jelentősen megnehezíti a karos olló sémáját. Nagyon nehéz otthon ilyen opciót készíteni, ráadásul a dolgozó erőfeszítése meglehetősen magas marad.
Ha fogaskerék és fogaskerék helyett mechanikus erősítőt helyeznek a közbenső rúdba, akkor a kapott terhelés jelentősen csökken. Ez a típusú kézi karos olló a fő munkaelemeken kívül a következőket is tartalmazza:
- hengeres üreges rúd;
- erősítő önfékező menettel;
- összekötő rúd;
- rugós rögzítés;
- ellensúly.







A terhelés jelenléte ütés jelleget kölcsönöz a fémvágási folyamatnak, aminek köszönhetően növelhető a vágási energia, és elválaszthatók a nagyobb vastagságú vagy keresztmetszetű munkadarabok. A terhelés rázkódása azonban fárasztja a dolgozót (különösen hosszan tartó munkavégzés során), és a készülék vibrációs amplitúdója a kereten növekszik. Az ilyen ollók telepítéséhez megbízhatóbb alátámasztásra és lapos padlófelületre lesz szüksége. A fémvágási teljesítmény is csökken.
A legmodernebb a háromkapcsos rendszer.Ebben az esetben a szükséges kompromisszumot elérik az alkalmazott erő és a mozgatható szerszám menethossza között.
Hogyan válasszunk?
Annak érdekében, hogy a vaslemez nyersdarabja valóban kiváló minőségű legyen, meg kell értenie az adott vágóeszköz működésének árnyalatait. A fém munkadarabok merevek. A profilozott és lemeztermékeket azonban nem kell professzionális elemekkel feldolgozni.
A fémfeldolgozással kapcsolatos munkák megközelítését a forró vagy hideg vágás jellemzi. Ha a munkadarab hidegen megmunkált, akkor nincs szerkezeti változás. Ehhez a munkához funkcionális eszközt választanak megnövelt szilárdsággal. Tartósabbnak kell lennie, mint egy hagyományos nyersdarab.

A forró feldolgozási módszerrel az anyagot hőmérsékletnek teszik ki. Ez a munka magában foglalja a klasszikus méretű autogén gépek használatát. Az ilyen eszközök háztartási üzemeltetése lehetetlen. De vannak olyan berendezések, amelyek lézerrel vannak felszerelve a vágáshoz, és amelyeknek hőmérsékleti hatása is van.

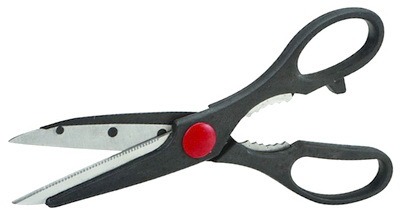
Jobb, ha háztartási karos ollót választ, műanyag rögzítéssel a fogantyúkon. A bordázott fogantyúk jobban tapadnak. Ha a feldolgozási művelet kritikus, akkor jobb, ha elektromos hajtással felszerelt szerszámot választ. Az ilyen termékek motorjai átlagosan körülbelül 500 watt. A változatok teljesítménye magas, és a pontosság is jobb.
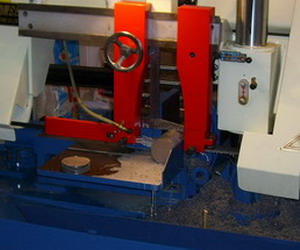
Ha a fém munkadarabok megnövelt keménységűek, akkor jobb, ha gépi berendezést választanak a feldolgozásukhoz. A berendezés kialakítása könnyen megbirkózik a körülbelül 100 mm -es munkadarabokkal. Ebben az esetben a gép megnövelt sebességgel dolgozza fel az alkatrészeket. Az elektromos szerszám a lemezanyagot is megtakarítja, mivel a forgácsfogyasztás kicsi lesz.


Használati tippek
A karos ollók akkor lehetnek hasznosak, ha rendszeresen vágni kell fémlemezeket és huzalokat. Használatuk releváns 0,5 mm -nél vastagabb lemezek jelenlétében. A mesterek körében ezt az eszközt hatalmi ollónak nevezik, mivel "erősebbek", mint a közönségesek.
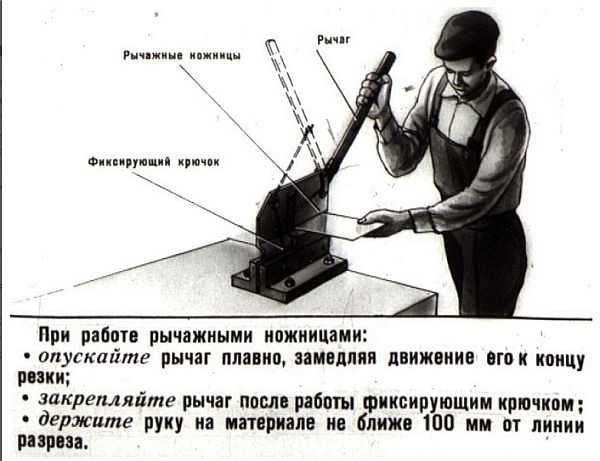
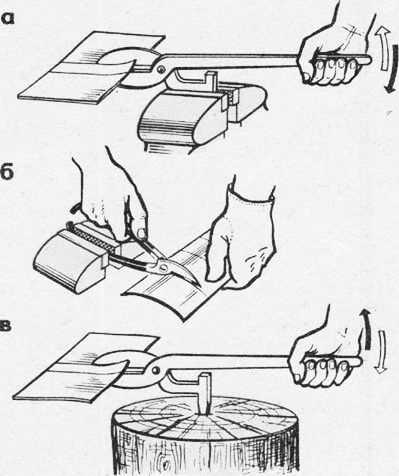
A sikeres műveletekhez a karos ollót megfelelően rögzíteni kell egy használható felületre. Az acél alapot szigorúan merőlegesen kell elhelyezni a vágó részre. A mozgatható rész simán, rángatás nélkül ereszkedik le. Feltétlenül a fogantyúnál fogva kell tartani.
A szerszám használatára vonatkozó fő tanács a biztonsági óvintézkedések betartása. Még a tapasztalt lakatosok is vágásokat tapasztalnak az ujjaikon, mivel elfelejtették viselni a védőkesztyűt. A fémlemez, különösen vágáskor, általában nagyon éles. Ezért, ha a levél véletlenül a szélére esik, akár a végtagokat is levághatja. A munka kivételes pontosságot igényel.

Figyelemmel kell kísérni az olló jó állapotát, valamint a munkaasztal egészségét, amely nem lötyöghet, de jól rögzíthető. Magát a készüléket tisztán kell tartani, és a hibás eszközön végzett munka teljesen tilos.
Mivel a berendezés működése kockázatokat hordoz, fontos, hogy a kézműves megfelelő ruhát válasszon, amely nem lehet kidudorodó alkatrészekkel. Hosszú ujjú, zsebek, egyéb alkatrészek húzhatók a készülékbe
A legjobb, ha távolságot tart a mozgó alkatrészektől.
Ne használjon karos eszközöket alkalmatlan feladatokhoz. Például fa vagy műanyag felületek vágásához.








Az alkatrészek legjobb teljesítménye érdekében a mozgó alkatrészeket rendszeresen meg kell kenni. Ez kiküszöböli az idő előtti korróziót, és az ollókéseket rendszeresen meg kell élezni. Tisztításkor ne használjon oldószert vagy lakkot, mivel ezek az anyagok károsítják az olló festett részeit.


Ha a gép kialakításában vannak hajtószíjak, azok különös figyelmet igényelnek, mivel általában gyorsan elhasználódnak.Az alkatrészeket ellenőrizni kell a kopás és feszültség szempontjából, és szükség esetén rendszeresen meg kell újítani.
Ha a berendezést személyes használatra vásárolják, annak beállítása, beállítása és karbantartása kizárólag a vevő felelőssége.
Lásd alább a karvágó áttekintését.
Karbantartás és üzemeltetés
A berendezés fő rutin karbantartása a szerszámok időszakos élezéséből áll (az első művelet során a kések egyszerűen 180 ° -kal elforgathatók). Az élezést csiszológépen lehet elvégezni karborundum tárcsa segítségével, majd meg kell őrölni a kapott felületet. Ismételt köszörülés után a rés stabilitását acéllemezek beszerelésével kell fenntartani. Vastagságukat empirikusan határozzák meg.
A hézagokat rendszeresen ellenőrizni kell és kenni kell Industrial-20 olajjal vagy hasonlóval.
Erősen nem ajánlott a szerszámkészítésnél a hegesztést igénylő szektorváltozatnál maradni. Ebben az esetben a fémvágás pontossága elkerülhetetlenül romlik.
Az asztali kézi ollók karos mechanizmussal történő rögzítésének megbízhatóságának növelése érdekében a lakatos munkapadjára acélszög, csatorna vagy vastag csík segítségével kell az ellenkező oldalról megerősíteni.
DIY készítés
Ha ilyen szerszámot szeretne elhelyezni a műhelyében, pénzt takaríthat meg, készítse el saját maga. Ehhez először meg kell találnia egy rajzot az interneten. Ezután elő kell készítenie a munkához szükséges eszközöket, fogyóeszközöket:
- Hegesztőgép.
- Elektromos fúrógép fémfúró -készlettel.
- Daráló tárcsákkal.
- Fémcsatornák, sarkok, lemez (kb. 4 mm), pengék.
- Csapágyak, karcső, tengely.
- Csavarok, anyák.
Házi gép összeszerelése:
- Készítsen ágyat fém sarkokból.
- Rögzítse a rögzített kést a fémlemezhez csavarokkal. Erősítse meg hegesztési varrattal.
- Az alsó kés egyik szélén, ahol nincs élezés, készítsen lyukat, rögzítse a tengelyt csapágyakkal.
- Csatlakoztasson egy mozgatható kést a tengelyhez.
- Varrjon fel egy kart a szerszám működtetéséhez. Minél hosszabb, annál kevesebb erőfeszítést igényel az alkatrészek szétválasztása.
- Ezenkívül beszerelhet egy satut, amellyel vágás közben meg lehet tartani az alkatrészeket.
Ellenőrizze, hogyan mozog a kés. Ha nehézségek merülnek fel, a tervet felül kell vizsgálni, rendezni kell.
Kizsákmányolás
A biztonságos használat érdekében meg kell tanulnia a berendezéssel való munkavégzés szabályait:
- Dolgozzon védőkesztyűvel, szemüveggel.
- Rögzítse a munkadarabot egy kiegészítő satuval, hogy ne mozduljon el munka közben.
- A mozgó mechanizmusokat havonta 1-2 alkalommal kenje meg motorolajjal.
- Ha fémrágás történik az elektromos ollón, akkor le kell választania őket az elektromos hálózatról, próbálja meg magának kihúzni az anyagot, anélkül, hogy bekapcsolná az elektromos motort.
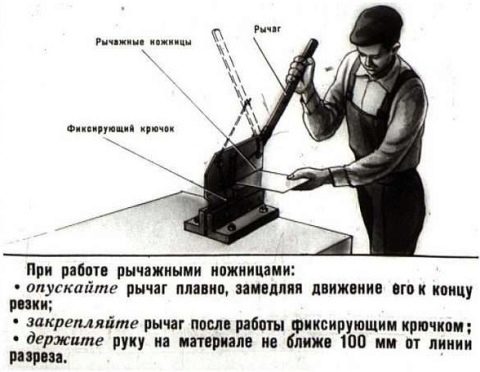
- Simán engedje le a kart, lassítson a vágások vége felé.
- Tartsa a kezét 10 cm -nél közelebb az éles szélétől.
- Ellenőrizze, hogy a szétválasztható részek mennyire vannak biztonságosan rögzítve.
- Indítsa el az elektromos modelleket egy kiegészítő pedállal, tartsa távol a kezét a pengétől.
Az üzemeltetési szabályok mind a vásárolt, mind a házi készítésű gépekre vonatkoznak.
A karos ollókat különféle fém alkatrészek elválasztására használják. Attól függően, hogy milyen vastag a munkadarabot fel kell osztani, szerszámhajtást kell kiválasztani. Ha szeretné, saját maga is összeszerelheti őket, felhasználhatja őket az építkezés, a lakásfelújítás és a telek elkészítése során.
Sajátosságok
A karos ollók egyszerű és kompakt termékek, kézi vagy elektromos hajtással felszerelve. A berendezés univerzálisnak tekinthető, de a kovácsolás és a bélyegzés típusához tartozik.Az ilyen ollókat magánműhelyekben helyezik el, amelyeket olyan vállalkozásokban használnak, amelyek kiváló minőségű vasat dolgoznak fel.
A karos ollók tervezési jellemzői a vágókés forgásirányában vannak elrejtve. Vannak guillotine ollók is, amelyek hatása gyakran progresszív. A karos olló fő szervohajtása egy hajtókar-csúszó elem. A fém karok ollóit lakatosra és székre osztják.










A kézi egykaros termékeket 0,7-0,8 mm-es lemezek vágására tervezték, a második példányok általában hosszabbak, és további fogaskerék-hajtómű használatának lehetőségét is előírják. Befolyásolja a mozgó rész pályáját, növeli azt
A munkához azonban több erőfeszítésre van szükség, ami különösen fontos, ha a szerszám kézi hajtással van felszerelve.
A minősített kések hossza a karvágó fontos jellemzője. Ettől a paramétertől függően három fő típus létezik:
- rövid;
- hosszú;
- kombinált.
Az elsők a legkisebb méretűek, így csak folyamatos fémvágást tudnak végezni.
A második szerelvények vágást biztosítanak. Ebben az esetben minimális időt kell fordítani a feldolgozásra.
A kombinált termékek különböző módon használhatók. Ez az eszköz vághat lemezeket, profilokat és rudakat, és kontúrvágásokat is végezhet.


Nézetek
A karollók nem korlátozódnak a terjedelmes laplapok vágására szolgáló típusokra. A filigrán munka a mintás élek előkészítésével és a dekorációval kézzel végezhető el, nem pedig fém ollóval. Alkatrészek létrehozása ezzel az eszközzel nem könnyű feladat, és a kettős fogaskerékkel felszerelt asztali változatok elfogadhatatlanok az alakvágás szempontjából.
A hordozható karos ollók típusai a következők:
- kés;
- faragott.


A késolló két egyélű késsel van felszerelve. Fém vágása a készülékkel csak a lap széle mentén lehetséges.
Ezeket a termékeket hagyományosan további két csoportra osztják:
- a bemetszés mentén (bal / jobb);
- a vágás alakja szerint (lekerekített / egyenes).


Egyenes ollóval egyenes szélű félkész termékek készíthetők. A göndör termékekkel gyönyörűen kidolgozott részletet kaphat, amely dekorációra használható. A fémhez készült kézi olló szélesebb körben elterjedt, mint a helyhez kötött, és számos további alfajban is megtalálhatók.
Például vannak olyan módosítások a tetőfedő vashoz, amelyek a lakatos munkapadjához vannak rögzítve. Ez lehetővé teszi a tulajdonos számára, hogy kevesebb erőfeszítést fordítson. A szerszám kompatibilis mind a szabályos alakú profilozott fémekkel, mind a göndör alapokkal, amelyek összetett formájukban különböznek egymástól.










A vágott szerszám a vágni kívánt alap fugázási elmélete szerint működik. A termékek alkalmasak profilozott vagy hullámos vas feldolgozására. Az üres részek tetszőleges lehetőségekre vághatók.
Eszköz és működési elve
A kar működési elve egyszerű, azonban a kezdők érdeklődnek, hogy milyen elemekből áll ez az eszköz:
- Öntött keret, amely biztosítja az ollók stabilitását munkadarabokkal történő munkavégzés során.
- Rögzítő mechanizmusok, amelyek lehetővé teszik a szerkezet rögzítését bármilyen felületre, áthelyezésüket egyik helyről a másikra. Ez megkönnyíti a vágási folyamatot.
- Támogató keret. Csatornákból, sarkokból áll.
- Hintázó kar fogantyúval.
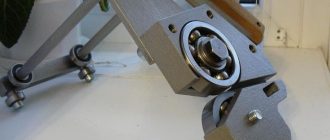
- A tengelyek, amelyekre a siklócsapágyak vannak felszerelve.
A szerszám működő része külön figyelmet érdemel. Két pengéből áll - mozgatható és rögzített. Különböző anyagok vágásához nagy szilárdságú fémből kell készülniük.
Három rúd kar olló
Megállapítást nyert, hogy az alábbiakban ismertetett séma lehetővé teszi akár 10 mm keresztmetszetű rúd- és acéllemezek vágását, ami a legtöbb esetben nemcsak saját igényeihez elegendő,hanem acéltermékek gyártására is egy kisvállalkozásban.
Az ilyen ollók a következő egységekből állnak:
- Ágy, amelynek gyártásához két egyenlő sarokra lesz szüksége, legalább 7 mm -es polcvastagsággal.
- Az alsó tartó, amelyhez a munkaeszközt rögzítik.
- A felső támasz, amely az ülésbe van szerelve, és ferde, hogy csökkentse a kés közötti rést a vágás megkezdésekor.
- Házak, a kések rögzítési furatai, amelyekben érdemes kissé ovális alakot készíteni, hogy kompenzálja a szerszám telepítésével kapcsolatos esetleges hibákat.
- Fülbevaló.
- Összekötő tengely.
- Rögzítők.
A többkaros mechanizmus minden alkatrészének gyártásához 35-ös vagy magasabb minőségű közepes ötvözött acél szükséges.
A tartó keret hosszát a vágni kívánt fém maximális méretei határozzák meg: a kézi ollók méretei a munkadarab szélességének körülbelül kétszeresei lesznek. Ennek ellenére a kialakítás meglehetősen kompaktnak tűnik, és lehetővé teszi a szokásos lakatos satu és egy megfelelő méretű munkapad használatát a telepítéshez.
A munkaeszköz rögzítési sémája a következő. Az U10 vagy U12 osztályú, nagy szilárdságú szerszámacélból készült szerszámoknál süllyesztett kúpos résszel ellátott furatokat készítenek a rögzítés süllyesztett rögzítése érdekében. A készletnek tartalmaznia kell a profilfém vágásának lehetőségeit. A karbantartás megkönnyítése érdekében a szerszámokat kétoldalasra kell készíteni. Ezenkívül a hőkezelést legalább 54 ... 56 HRC keménységig és csiszolást végezzük, hogy kiküszöböljük a munkalap esetleges deformálódását. A kész szerszámokat az alsó és felső ülésrészekbe kell felszerelni, és úgy illeszkednek egymáshoz, hogy a mozgó és álló részek közötti tényleges rés ne haladja meg a vágott fém vastagságának 5 ... 8% -át.
Működési elve
A karos olló használata széles, különösen a vízvezetékekben. A fém kivágása és bevágása - a szerszám kivételével - bizonyos készségeket igényel. A lapot helyesen kell elhelyezni az olló hegye között
Fontos a felső kés megfelelő nyomása. Még a penge élessége is számít
Például minél keményebb a lap, annál jobban kell élezni. A kúpos szöget a következő paraméterekkel kell kiszámítani:
- puha laphoz - 65 fok;
- közepes lapok - 70-75 fok;
- kemény lapok - 80-85 fok.


Az átlagos méret 56 * 18 * 45 cm, súlya körülbelül 30 kg. Nemcsak az olló, hanem a vágott fémlemez éles élei is vághatnak. Ezért elengedhetetlen a munkavédelmi kesztyű használata. A működési elv feltételezi:
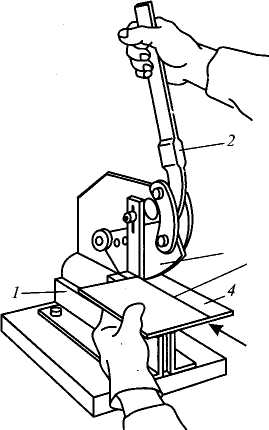
- az eszköz rögzítése az asztal szélén;
- az alap merőleges elhelyezése a pengékre;
- egykezes tartás;
- sima és precíz préselés a szerszámra felülről lefelé irányuló mozdulatokkal.


A leírt elv az egyik legegyszerűbb kézvágó, amelyet saját kezével kell kezelnie. Az elektromos szerszámhoz kevesebb izomfeszülés szükséges. Az ilyen típusú ollók terhelése az elektromos motorra esik. A vágás pontossága nagyobb, és kevesebb torzítás tapasztalható a munkában.
A modern, villanymotorral felszerelt, karral működtetett ollók mind akkumulátorról, mind a hálózatról működnek. Az olló indítózárral rendelkezik a véletlen aktiválás ellen. Az akkumulátor és a hálózati lehetőségek közül az elsőt gyakrabban választják otthoni használatra, az utóbbit pedig műhelyekbe, építkezésekre történő telepítéshez.








Nagyméretű építkezéseknél a hidraulikus karvágó a legjobb megoldás. Az eszköz elve hasonló az előző változatokhoz. A különbség abban rejlik, hogy a hidraulikus hengerből vagy szivattyúból a csúcsra feszültség lép fel. A modern minták ilyen eszközének súlya 4 kg -tól változik, és a fémre gyakorolt nyomás körülbelül egy tonna. Az olló biztosítja a legjobb vágási minőséget.Biztonságosabb a szerszámmal dolgozni, és a legjobb mobilitással rendelkeznek.


Működési elv és tervezési jellemzők
A ferde késsel (guillotine) ellátott lapvágó ollókkal ellentétben a kés mozgása a karos ollóban leggyakrabban nem a transzlációs, hanem a forgási pálya mentén történik. Ezenkívül fő hajtóként egy kart, nem pedig a forgattyús csúszkát kell használni.
A legelterjedtebbek a karos ollók, amelyeket az egykarú kar sémája szerint szereltek össze. Vékony fém vágásakor, amelynek vastagsága nem haladja meg a 0,7 ... 0,8 mm -t, kézi lakatos ollót használnak, vastagabbnál pedig székollót, amelynek karja sokkal hosszabb. Ezenkívül a székollók diagramjaiban lehetőség van egy közbenső sebességváltó beágyazására.
Ez megnöveli a mozgatható kés mozgási pályájának hosszát, de csökkenti a keletkező erőt, ami fontos, ha az egység kézi meghajtású.
A székollók legnagyobb változatai lehetővé teszik a 8 ... 10 mm vastagságú acéllemezek és a hosszú, legfeljebb 22 mm átmérőjű termékek vágását.
A kézi működtetésű székkarok ollóit úgy tervezték, hogy a hajtókar kard alakú legyen. Ez lehetővé teszi, hogy a mozgáspályát közelebb hozza a giljotinolló munkájához: a munkaeszköz mozgatható részének bevezetése a vágott fémbe is fokozatosan történik. Ennek eredményeképpen a vágóerő aktuális értéke csökken. A nem motoros (kézi) szék típusú olló 2 ... 2,5 mm vastag acélt tud vágni.
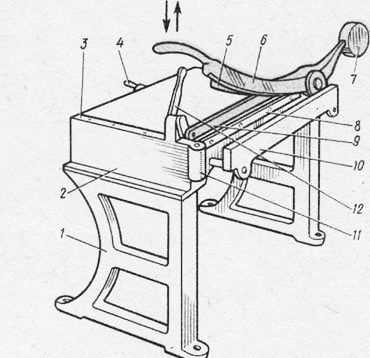
Az asztali karos olló tipikus kialakítása a következő egységek kombinációja:
- ágy;
- excentrikus vagy csavaros bilincsek, amelyek segítségével a berendezés tartósan rögzíthető a lakatos munkapadjához;
- az alsó tartókeret, amelyre a berendezés rögzített része van felszerelve;
- kard kard lengőkar fogantyúval (kézi modellekhez). a berendezés mozgatható része rá van szerelve;
- tengelyek siklócsapággyal.
A hajtókar-ollóban a fenti egységeken kívül van még egy villanymotor, ékszíjhajtás, valamint egy forgattyús mechanizmus, amely a motor tengelyének forgó mozgását a kar lengő mozgásává alakítja. Néha az ilyen berendezéseket bekapcsoló mechanizmussal (tengelykapcsoló és fék) szerelik fel, és ebben a formában nem sokban különböznek a helyhez kötött aligátor típusú ollótól. Egyetlen előnyük ebben az esetben a kiegyensúlyozó rúd hiánya, amely kompenzálja a masszív alkatrészek tehetetlenségét.