Elektromos fűrészek.
A bemutatott elektromos szerszámok közül a leggyorsabb, nélkülözhetetlen dolog a rúd durva vágásával, a rönkökkel, valamint a tűzifa előkészítésével. De ha a pontos és pontos vágás képességéről beszélünk, akkor itt nem az elektromos fűrészekről van szó, és ismételten, az elektromos fűrész működéséhez olajra van szükség a lánc és a gumiabroncs kenéséhez, ami már piszkos is.
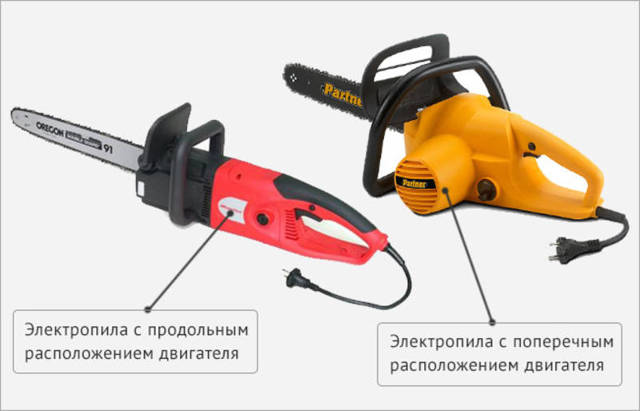
Ezenkívül az elektromos fűrészek különböző motorhelyekkel rendelkeznek:
- A motor keresztirányú (klasszikus) elrendezése kényelmes függőleges síkban történő munkavégzéshez, de a széles méretek kényelmetlenek, mivel a súlypont balra tolódik.
- A motor hosszirányú elrendezése - Pontosabb és pontosabb vágást és különbséget biztosít a motor keresztirányú elrendezésétől, a keskenyebb hosszú test miatt a fűrész manőverezhetőbbé válik. A hosszirányú elrendezés hátránya az ár, itt a sebességváltó már kúpos.
Az elektromos fűrész nem teljesen kényelmes a táblákkal és a kisméretű gerendákkal való munkához, ha tűzifát kell előkészítenie (bár vannak olyan esetek, amikor a tűzifát körfűrésszel takarítják be, és 20-30 mm-es táblákat vágnak le elektromos géppel) Ismét az elektromos fűrész használata a lakásban egy kicsit más lesz;) Igen, az elektromos fűrészek kevesebb odafigyelést igényelnek, mint a láncfűrészek, de óriási a különbség a sebességben, a tűzifát betakarító láncfűrész gyorsabb, mint az elektromos fűrész (de akkor látta a benzin árát.) A felhasználók gyakran megfeledkeznek arról, hogy cseréljék ki a hajtókereket egy elektromos fűrészre, ami a lánc megromlásához vezet.
Ajánlások
A fához készült fűrészeket nemcsak a felhasználás célja szerint osztályozzák, hanem más kritériumok szerint is eltérhetnek.
- Pengehossz. A dolgozó kényelme attól függ, hogy hány fog található sorban a fűrészlapon, mivel hosszabb hossznál kevesebb fűrész készül, és egy ilyen fűrésznél kisebb intenzitással kalapálnak fogat. Van egy általános törvény, amely szerint a fűrészlap hosszának kétszer olyan hosszúnak kell lennie, mint a fűrészelt tárgy.
- Fogak mérete. A méret közvetlenül befolyásolja a vágási időt, és fordítottan arányos a minőségével. Kiváló minőségű és tiszta vágásokat végeznek kis fémfűrésszel, de kisebb sebességgel és nagyobb erők alkalmazásával. A nagy fogú fűrész kevesebb időt fordít a fűrészelésre, de rongyos vágóéllel és érdes felülettel rendelkezik. Általában a külföldi gyártók fafűrészeinek fogainak paramétere a TPI (fogak hüvelykben vagy "fogak hüvelykben"), vagyis minél több vágóél található a penge 1 hüvelykén, annál nagyobb a TPI érték, kisebb a foga.
Érdemes figyelni a hüvelyk és a milliméter közötti megfelelési táblázatra.
|
1 TPI = 25,5 mm |
6 TPI = 4 mm |
14 TPI = 1,8 mm |
|
2 TPI = 12 mm |
10 TPI = 2,5 mm |
17 TPI = 1,5 mm |
|
3 TPI = 8,5 mm |
11 TPI = 2,3 mm |
19 TPI = 1,3 mm |
|
4 TPI = 6,5 mm |
12 TPI = 2 mm |
22 TPI = 1,1 mm |
|
5 TPI = 5 mm |
13 TPI = 2 mm |
25 TPI = 1 mm |
Fog alakja. Ez a paraméter határozza meg, hogy a vágás hogyan fog haladni a fa típusának farostjához és az alkalmazott erők vektorához képest (önmagától vagy önmagától). Ezenkívül vannak univerzális fűrészeléshez használt fűrészek, amelyek különböző típusú fogakkal rendelkeznek.
Acélminőség, amelyből a fűrészlap készül









Az acélt sok paraméter szerint osztályozzák, de érdemes csak arra figyelni, hogy az acélt hogyan dolgozták fel - edzett, nem edzett vagy kombinált (nem a teljes fémfűrész edzett, hanem csak a fogai).
A fogak élezésekor a fűrészlapot úgy rögzítik, hogy a fogak centimétereinél több ne nyúljon ki a satu felett. Élezéskor ajánlatos a fájl / fájl háromszög alakú szakaszát kiválasztani. A megfelelő minőség biztosítása érdekében a következő sorrendet kell követni élezéskor:
- élesítse mindegyik páros (a dolgozótól legtávolabbi) fog bal szélét;
- helyezze vissza a vásznat 180 fokkal elforgatva;
- élesítse újra minden páros foga bal szélét, amely ismét a hátsó sorban lesz;
- fejezze be a vágóélet és élesítse a fogakat.
Érdemes megjegyezni, hogy a hosszanti vagy univerzális fűrészek 90 fokos szögben vannak rögzítve. Az élezéshez gyémántreszelőt használnak
Kizárólag vízszintesen kell vele dolgozni. Ennek eredményeként az élezett éleken néha kopásnyomok láthatók. Az ilyen sorjakat a legfinomabb bemetszéssel ellátott reszelővel vagy minimális szemcseméretű csiszolórúddal kell kisimítani.
A fémfűrész fogainak élesítését az alábbiak szerint ellenőrzik:
óvatosan futtassa a kezét a vásznon - ha a bőr éles szélét érzi, és nincs sorja, roham - minden rendben van;
árnyék szerint - a jól élesített élek nem vakítanak, amikor fény esik rájuk, mattnak kell lenniük;
próbafűrészelés - a fűrésznek egyenesen kell haladnia, a fűrészelt anyagnak sima, egyenletes felületűnek kell lennie, nem lehetnek kopott szálak;
minél finomabb a bevágása a szerszámnak, annál élesebb lesz a fűrész.
Érdemes figyelni a szakemberek alábbi tippjeire:
- csak kiváló minőségű szerszámkészletek használata javasolt, amelyeket kizárólag a fűrészfogak élezésére használnak;
- minden fognak egyenlő számú fájl / fájl mozgást kell végrehajtania; ez a szabály akkor is érvényes, ha az a benyomás keletkezik, hogy meg kell ismételni az igeszakaszt;
- egy menet során tilos a kéz és a szerszám mozgatási szögének megváltoztatása mindaddig, amíg a fűrészlap egyik oldala teljesen el nem halad;
- tilos a fájl / fájl oldalának megváltoztatása, azaz minden oldalnak az eszköz azonos oldalával kell áthaladnia;
- A fűrész fűrész minden vágószegmensének helyes geometriájának betartása jelentős pozitív hatásokat eredményez - mind a tartósságot, mind a kopásállóságot, valamint az anyaghulladék kis mértékű veszteségét és az egyenletes vágást.
Azt mondhatjuk, hogy nem olyan nehéz saját kezűleg feldolgozni (hígítani és élezni a fogakat) egy ilyen egyszerű eszközt, mint a fémfűrész otthon. Az általános szabályok betartásával, bizonyos gyakorlati ismeretekkel és a legegyszerűbb eszközökkel teljesen lehetséges, hogy saját kezével új életet adjon a szerszámnak, és elkerülje a további költségeket egy új asztalos fűrész vásárlásával.










Hogyan lehet élezni a fűrészt otthon, lásd a következő videót.
Kézifűrészek változatai
 A percenkénti maximális eredmény eléréséhez 40-50 fűrészmozgást kell végrehajtania. Ha előre mozog, nyomást hajtanak végre, a hátramenetben pedig nincs. A nyomóerőt az anyag tulajdonságai határozzák meg, amelyen a munkát végzik. Például a lágy fémekkel végzett munka során a nyomóerőnek lényegesen kisebbnek kell lennie, mint keményfém vágásakor.
A percenkénti maximális eredmény eléréséhez 40-50 fűrészmozgást kell végrehajtania. Ha előre mozog, nyomást hajtanak végre, a hátramenetben pedig nincs. A nyomóerőt az anyag tulajdonságai határozzák meg, amelyen a munkát végzik. Például a lágy fémekkel végzett munka során a nyomóerőnek lényegesen kisebbnek kell lennie, mint keményfém vágásakor.
A fémfűrésszel végzett munka során, hogy a szerszám penge ne sértse meg a kezét a repedések miatt, el kell kerülni a hirtelen mozdulatokat, amelyek nagy nyomással járnak. A kézi fűrészek mellett elektromos fűrészeket is használnak. Ilyen fűrész használata esetén időnként meg kell nedvesíteni a szerszámlapát vizes emulzióval a túlmelegedés elkerülése érdekében.
A kézi fűrészeket rendeltetésük szerint több típusra osztják:
- átlós;
- hagyma;
- külső (lyukak vágásához);
- klasszikus fémfűrészek (hosszanti vagy keresztirányú vágás);
- tüskés fűrészek (összekötő tüskék vágásához).
Az íjfűrészek a következőkből készülnek:
- keményfapépes hagyma,
- vásznak 785-800 mm hosszúak,
- íjzsinór, amely vászonból vagy csavart kenderzsinórból készül, 3-4 mm vastagságban.
Lehetnek keresztirányúak és hosszirányúak. Íj- és keresztfűrészeknél a penge szélessége 22-25 mm, az élezési szög 70-79 fokon belül, a fogak közötti távolság 4,5-5 mm.Íj hosszanti fűrészekben a vágókés 50-55 mm széles, 0,5-0,7 mm vastag, fogaik közötti távolság 5 mm, és az élezési szög 45-50 fok.
A körfűrészeket az ívelt pálya mentén történő anyagvágásra használják. Ezeknek a fűrészeknek a vágó része 500 mm hosszú, 5-15 mm széles, fogai közötti távolság eléri az 5 mm-t, és az élezés mértéke 55-60. Általában egyenesen élezik.
A kézi fűrész kiválasztásakor nemcsak a forma, hanem a fogak térfogata is fontos szerepet játszik.
Háromféle metszőfog létezik:
- finom fogazat-2,0-2,5 mm (kis termékek vágásához és nagy pontosságú fűrészeléshez);
- középső fog-3,0-3,5 mm (közepes méretű alkatrészek feldolgozásához);
- nagy szár - 4,0-6,0 mm (rönk és gerenda kemény vágásához).
Van egy nemzetközi osztályozás is, a fűrészeket is osztályozza, de nem a fogak magassága, hanem azok száma szerint, ami a vágóréteg 1 hüvelykét teszi ki. Egy ilyen szabvány gyökeret vert a hazai gyártók körében, ezért ne csodálkozzon, ha a műszer címkéjén külföldi megjelölések PPI vagy TPI szerepelnek. A betűk mögötti szám a fogak számát jelzi egy hüvelyk hosszúságban. Minél nagyobb ez a szám, annál kisebb a fog (például PPI 8 vagy TPI 14).
Láncfűrészek
Gyakran, amikor fával dolgozik, nem a vágás tisztasága és pontossága a fontos, hanem a mélysége. Pontosan ezt a feladatot oldja meg egy láncfűrész - egy nagy teljesítményű készülék elektromos vagy benzinmotorral, amelyet tűzifa kivágására és vágására terveztek.
Két fő, egymással összefüggő műszaki paraméterrel rendelkezik:
- Motor teljesítmény;
- Busz hossza.
A rudat két lapos lemeznek nevezik, amelyek egymáshoz vannak kötve egy kis réssel a fűrészlánc felszerelésére. Az egyik végén meghajtott lánckerék található, a másik oldalon kivágások a feszítő számára.










Elektromos láncfűrész
Az elektromos láncfűrészek teljesítménye 1,5 és 4 kW között változik. A háztartási munkákhoz használt eszköz kiválasztásakor jobb megállni 1,5–2 kW teljesítmény mellett, 30–40 cm fűrészrúd hosszúsággal. Ez elég nem csak a kert egészségügyi metszéséhez, hanem tűzifa betakarítására.
Szükség esetén feloldhat egy deszkát, rönköt vagy fát egy ilyen szerszámmal, bár nem kapja meg a vágás magas minőségét és pontosságát.
Kétféle láncfűrész létezik:
- A motor oldalsó (keresztirányú) elhelyezésével;
- Hosszirányú motorszereléssel.
Láncfűrész
A fő dolog, ami a tulajdonosnak láncfűrészt ad, az autonómia. Egy ilyen eszközzel bemehet az erdőbe, és ott tűzifát vághat. Egy ilyen jelentős pluszért árat kell fizetnie: a láncfűrészek összetettebbek, mint az elektromos. Ez a különbség különösen érezhető, ha olcsó „de bérbeadó” eszközt vásárol. Az indítással, a porlasztóval, a gyűrűkkel és a gyújtógyertyákkal kapcsolatos problémák gyakori kísérői egy ilyen vásárlásnak. Ezért jobb egy drágább láncfűrészt vásárolni, mint pénzt veszteni, ha gazdaságos opciót üzemeltet.
Jellemzők és eszköz
A láncfűrészt olyan eszköz formájában mutatjuk be, amely egy nyomatékot generáló motorból és egy kivehető fűrészalkatrészből áll, amely egy vezetőrúdból és egy láncból áll, amelyeken egy vágóél van. Az egység meghajtó lánckeréket, indítógombbal ellátott hátsó fogantyút és védőpajzzsal ellátott első fogantyút is tartalmaz. A motor lehet hosszirányú vagy keresztirányú. A keresztirányú elhelyezés biztosítja, hogy a meghajtó lánckerék ugyanazon a tengelyen van a motorral, és jelentősen leegyszerűsíti a kialakítást. Ezzel az elrendezéssel azonban a motor oldalirányban áll, ami bizonyos kényelmetlenségeket okoz zárt térben történő munkavégzés során. A hosszanti elrendezésű modelleknek nincs ilyen hátránya, azonban valamivel többe kerülnek. Az egység működési elve a következő: a motor nyomatékot továbbít a meghajtó lánckerékre, ami viszont a láncot gyűrűben zártan mozgatja a vezetősín mentén.


A láncfűrészek fő műszaki jellemzői a motor teljesítménye, a tengely fordulatszáma és a rúd hossza.
- A teljesítmény tekintetében az eszközöket 3 kategóriába sorolják: alacsony fogyasztású, közepes és extra teljesítményű. Az előbbiek teljesítménye 1,5 kW alatt van, és vékony fa vagy műanyag munkadarabok vágására, vágására szolgálnak. A középosztályú modellek 1,5-2 kW motorral vannak felszerelve. Ők képviselik az eszközök legnagyobb csoportját. Ezeket a fafeldolgozó iparban használják, tűzhelyek és kandallók tűzifa vágásakor, valamint az építésben és a javításban. A legmagasabb osztályú készülékek 2 kW -nál nagyobb teljesítményű motorral vannak felszerelve, ennek köszönhetően használják őket az erdészeti munkák során, és képesek fűrészelni 30 cm átmérőjű rönköket.
- A rúd hossza befolyásolja a vágás mélységét, és függ a motor teljesítményétől. Tehát a 40 cm hosszú gumiabroncsokat 2 kW-nál nagyobb teljesítményű motorral, 35 cm-es vászonokat 1,8 kW-os motorral kombinálva, a 30 cm-es gumiabroncsokat pedig kis teljesítményű készülékekhez használják.
- A tengely forgási sebessége közvetlen hatással van a szerszám termelékenységére: minél magasabb, annál több munkadarabot vághat le a készülék egy bizonyos idő alatt. A fordulatszám kiválasztásakor azonban a motor teljesítményét is figyelembe kell venni. Egy kis teljesítményű motor nem fog nagy fordulatszámot megtenni, minden előny semmivé válik.
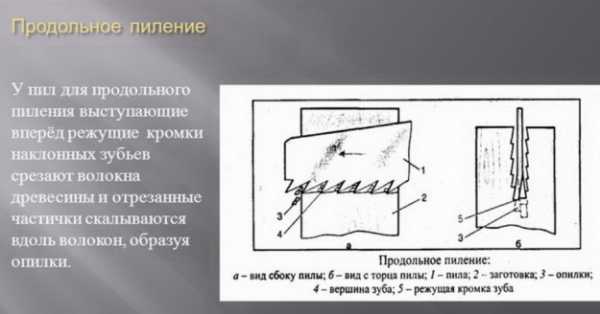
Hosszirányú fűrészelés. Sajátosságok
A hasítást a szálak növekedése mentén hajtják végre. Ez a fűrészelés sokkal több energiát fogyaszt, és sokkal gyorsabban felmelegíti a gépet, mint a keresztmetszet. Mindazonáltal az ilyen költségeket teljes mértékben kompenzálja az a tény, hogy a fűrészáru felülete sima a szakadás során. Ám keresztmetszet esetén a felület érdes, sőt apró.
Valójában a hasítás hasonló a cipő baltával történő darabolásához, amelyben az ék penge felhasítja a lignin által megkötött szálakat, megkönnyítve ezzel a további hasítást. A fa vagy forgácslap hosszirányú vágása során a szerszám vágófelülete feltöri a lignint, ezt követően vágómozgásokkal vágja le a szálakat.
Gyakran a hasítás során a fűrészáru belső feszültségét észlelik, amelyet a szálak egyenetlen zsugorodása okoz, amelyeket a környező szálak összenyomnak, vagy éppen ellenkezőleg, nyújtanak, szorítanak, és ebben a helyzetben vannak a fűrészelés megkezdéséig.
Jelentős probléma merül fel a hasítás során. Ez abban áll, hogy a fűrészelt deszka szélei egymáshoz záródhatnak. De ez a probléma elkerülhető. Nem érdemes olyan táblákat vágni, amelyeken egyenetlenül oszlanak el az éves gyűrűk, vagyis a megjelenés, ami a helytelen szárítást jelzi. Nem alkalmas szakadt és repedt fűrészáru készítésére.









A fa hosszirányú fűrészelését úgy kell elvégezni, hogy a belső feszültség megszűnjön. Ez az opció lehetővé teszi, hogy a jövőben gyalulás vagy fűrészelés segítségével megszabaduljon a hibáktól. Ne felejtse el, hogy a vágáshoz használt tárcsáknak éleseknek és tisztáknak kell lenniük, a lehető legkevesebbnek.
A láncfűrészláncok legjobb márkái
Ezen egységek tulajdonosainak véleménye szerint láncfűrész -láncok minősítését állították össze. Az alábbiakban a gyártók készítik a legjobb láncfűrészláncokat.
- A Stihl egy nagyon jól ismert svájci márka, amely fűrészláncokat gyárt nagy szilárdságú króm-nikkel acélból. Nem nyúlnak melegítéskor, mint a normál. Ezt egy speciális forró szegecselési módszer alkalmazásával érik el a gyártásban. Ezenkívül ez a gyártó szabadalmaztatta a kenési módszert - „hornyokat”, amelyeket minden vezető láncszemhez szállítanak.
- A vállalat nem láncokat tervez, hanem a legjobb szabadalmaztatott technológiák felhasználásával gyártja őket. Ennek köszönhetően kiváló minőségű termék érhető el.A vállalat továbbá széles körű szolgáltatásokat nyújt az ügyfeleknek, garanciális szolgáltatást nyújtva termékeihez. Ezenkívül a vállalat ügyfeleinek lehetősége van eredeti alkatrészeket vásárolni a mechanizmusokhoz.
- Az Oregon a Blount Inc. divíziója. A vállalatot az egyik legjobbnak tartják a láncfűrészekhez fűrészlapokat gyártó cégek között. Az Oregon más ismert márkák szerszámainak különféle tartozékait és alkatrészeit is gyártja. A láncfűrészek fűrészelemei speciális szabadalmaztatott ötvözetből készülnek, és a fogakra krómötvözetet visznek fel. Az élezési folyamat megkönnyítése érdekében a fogakon nyomok láthatók, amelyek jelzik, hogy milyen szögben kell ezt a műveletet végrehajtani. Ezenkívül a láncok rezgéscsökkentő rendszerrel és eredeti kialakítással rendelkeznek, amelynek köszönhetően a kenőanyag egyenletesen oszlik el.
- A Carlton egy amerikai cég. Ennek a gyártónak a láncolatának minden eleme megnövelt keménységű, mivel a gyártási szakaszban lövöldözéssel robbantanak. A vágószerszámok hosszú élekkel rendelkeznek, ami lehetővé teszi nagyszámú élezés előállítását.
- Windsor. A vállalat szabadalmaztatott egy szuperötvözetet, amely rendkívül hőálló és nem nyújtható. Kovácsolt láncokat és tömített szegecseket használnak a Windsor fűrészelemekben a nagy megbízhatóság érdekében.
- A lánc ötvözött acélból készült, krómozott fogakkal. Ez utóbbiakat speciális módon élezik, és hipoid kenőanyagot visznek fel a láncra, ami megkönnyíti a fűrészelési folyamatot. A vállalat a láncok gyártásakor a lövöldözéses peening módszert is alkalmazza, ami növeli a láncszemek szilárdságát.
A láncfűrész egyik legfontosabb eleme a lánc, amely a szerszám munkadarabja, és minden terhelést elvisel. Elég gyorsan tompul, és el is kopik. Működésének időtartamát nemcsak a láncfűrész gyakorisága befolyásolja, hanem maga a termék minősége is.
A lánc befolyásolja a láncfűrész hatékonyságát, ezért különös figyelmet kell fordítani erre az elemre a kiválasztásakor

Fűrészelés típusai
A fűrész egy vágóéles szerszám, nagy számú pengével, amely zárt vágásban is képes dolgozni. A vágás meglehetősen keskeny rés, amely a fában jelenik meg, amikor a forgácsot egy munkaeszköz éles fogaival vágják le. Általában az oldalfalakat megkülönböztetik a vágástól, valamint az aljától, velük lép be a penge kölcsönhatásba. A hajlásszögtől és a fűrész fához viszonyított elhelyezkedésétől függően többféle fűrészelést különböztetünk meg.
- Hosszirányú. Ebben az esetben a sík párhuzamos vagy megközelítőleg párhuzamos a faszálakkal. A fűrészkeretek ennek a mechanizmusnak megfelelően működnek, valamint a rönkök és körfűrészek, amelyeket rönkök fűrészelésére használnak, valamint a gerendákat deszkákká, amikor az anyagot hosszirányban és szélességben is vágják.
- Átlós. Itt a fűrész merőlegesen vagy nagyjából merőlegesen helyezkedik el a szálakra. Ebben az esetben magát a fűrészelést manuálisan végzik keresztmetszetű fűrészek és fémfűrészek használatával, valamint gérvágó gépeken. A faszálak feldolgozására ezt a módszert használják kerek tuskókká vágásra, a fahibák eltávolítására, valamint a fűrészáru megfelelő minőségének és méretének megadására.
- Vegyes. Ebben az esetben a szerszám síkja a fához képest 10 és 80 fok között helyezkedhet el.
Ha arról beszélünk, hogy melyik fűrészelési módszer jobb, meg kell jegyezni, hogy a keresztirányú egyszerűbbnek tekinthető, mivel ez a séma nem rendelkezik összetett sebességváltóval, amely a tengely 90 fokkal történő elforgatásához szükséges, a fogaskerekek sokkal hatékonyabban működnek, ennek köszönhetően a keresztirányú fűrészek tartósabbak, sokkal kisebb annak a kockázata, hogy a motor kihangol, és a műszer összességében tovább tart.

