Lépésről lépésre a fűrészszalag cseréjéhez
Fontolja meg a szalagfűrész cseréjének folyamatát egy kézi fémvágó gépen.
A hirtelen bekapcsolás biztosan súlyos sérüléseket okoz, amelyek közül sok életveszélyes. Soha ne sértse meg a biztonsági szabályokat, azok valakinek a hibái és sérülései alapján íródnak.
| Lépés, nem. | Leírás |
|---|---|
 1. lépés 1. lépés
|
Hajtsa le a fűrészszalag -meghajtó mechanizmus védőburkolatát. Több reteszre van rögzítve, alul rögzítő hurkok vannak. |
 2. lépés 2. lépés
|
Lazítsa meg a fűrész feszültségét, amennyire csak lehetséges. Ehhez az óramutató járásával ellentétes irányba kell forgatni egy speciális kart, amely a géptest végén található. Amikor a csavar forog, az üresjárati kerék eltolódik a hajtás felé, és ezáltal enyhíti a fűrészszalag feszültségét. |
 3. lépés 3. lépés
|
Távolítsa el a fűrészt az ékszíjtárcsáról, majd vegye le a vezetőről, majd a meghajtó szíjtárcsáról. Szoros kesztyűben dolgozzon, ne sértse meg a kezét. Ne hajlítsa meg erősen a fűrészlapot, mert az szintezés közben megsérülhet. A vezetőmechanizmusban lévő fűrészt csapágyak tartják, kiegyenlítik a vágást és a nedves rezgéseket. A hatékony működés érdekében a csapágy ketrecek szorosan nyomják a vásznat, és azt éles kézi ütéssel el kell távolítani onnan. Ne használjon kalapácsot, mert károsíthatja a gép alkatrészeit. |
 4. lépés 4. lépés
|
Vegyen ki egy új fűrészt, tisztítsa meg a műszaki olajtól, végezzen szemrevételezést. Ha bármilyen gyári hibát észlel, szigorúan tilos a fűrész használata. Kezdje el behelyezni a pengét a vezetőeszközbe, szorosan illeszkedjen a csapágyakba. Ha minden a helyére került, akkor éreznie kell azt a pillanatot, amikor a vászon érintkezik a klipekkel - az erő megnő, a vászon felső széle egy fémfelületnek támaszkodik. |
 5. lépés 5. lépés
|
Óvatosan csúsztassa a fűrészt a meghajtó szíjtárcsára, majd a meghajtott szíjtárcsára. Helyezze pontosan az előző helyre. A feszítőgomb forgatásával kissé feszítse meg a pengét. Állítsa be újra a fűrész helyzetét a görgőkben, és húzza meg újra a fűrészt. Ebben a szakaszban a fűrészt nem feszítik meg a munkaértékekhez, hanem csak felhúzzák a helyes fektetéshez. Szigorúan tilos a fűrészt nyitott fedéllel húzni a berendezés használati utasításában. |
 6. lépés 6. lépés
|
Rögzítse vissza a fűrészfedelet. A vágószerszám cseréje megtörtént, de a gépen még nem lehet dolgozni - a fűrészt be kell állítani. A műveletek algoritmusa kissé változik, figyelembe véve a gépek műszaki adatait, de az elv ugyanaz. |
Berendezés fémekkel való megmunkáláshoz
Minden faragó szerszám több típusra oszlik, de a fő és legkényelmesebb a függőleges típus. Ez egy olyan gép, amely lehetővé teszi a munkadarab mozgatását működés közben, míg más típusok határozottan rögzítik.
A fő besorolás az eszközöket az anyag szerint osztja fel, amelyhez használni fogják:
- Fémfaragáshoz.
- Szintetikus anyagok feldolgozására.
- Egy fára.
- Egy kőért.
És az eszköz a fogak szerint is fel van osztva. Itt kiemelkednek az edzetlen fogakkal ellátott csíkok, amelyek meglehetősen alacsonyak, de minimális, körülbelül 7 méter / perc előtolási sebességgel működnek. Másrészt az edzett fogakkal ellátott övek nagy kopásállósággal és nagyobb előtolással rendelkeznek, de egy ilyen eszköz drágább.
Szerszámválasztási szabályok
Minden fűrészüzem és műhely arzenáljában fémszalagfűrészek találhatók. Hogyan válasszunk minőségi készüléket:
Először is ki kell választania két vagy három olyan vállalatot, amelyek vezető pozíciót töltenek be a piacon, és megbízhatóságuk és minőségük alapján különböznek egymástól.
Fontos helyet foglal el az ár és a szolgáltatási költségek aránya. A készüléknek mindenekelőtt hibátlannak, könnyen élezhetőnek és könnyen vágható anyagnak kell lennie.
Fogak száma
A szakértők azt javasolják, hogy olyan fűrészeket vásároljanak, amelyek fogainak száma háromszorosa. Ezek az eszközök biztosítják a műszer normális és hosszú távú működését.
Főbb fűrészgyártók
 Az ár-minőség arány tekintetében a felső pozíciót a Simonds eszközök foglalják el. A fűrészlapok az Egyesült Államokban készülnek szabadalmaztatott szénötvözetből, amely más pengékkel ellentétben kétszer hőkezelt, ami nagyon tartós. A vállalat a repedések keresésével figyeli az egyes eszközök minőségét.
Az ár-minőség arány tekintetében a felső pozíciót a Simonds eszközök foglalják el. A fűrészlapok az Egyesült Államokban készülnek szabadalmaztatott szénötvözetből, amely más pengékkel ellentétben kétszer hőkezelt, ami nagyon tartós. A vállalat a repedések keresésével figyeli az egyes eszközök minőségét.
Egy másik cég, amely a piacon meghonosodott, a Wood-mizer, amely különböző körülmények között gyárt eszközöket. Az első fajta a standard fűrészek. De még ennek a szerszámtípusnak is megvannak a sajátosságai, nevezetesen a Wood-mizer erősíti a fogakat az elektromágneses indukció segítségével, ami lehetővé teszi az élezés közötti rés növelését. A vállalat szerszámokat is gyárt ipari vállalkozások számára, valamint nehézfémek és fa fűrészeléséhez.
Az Arntz egy híres német cég, amely világszerte népszerűvé vált. Ennek a márkának a fűrészei kobaltot tartalmazó anyagokból készülnek, ami a szerszámot tartóssá és kopásállóvá teszi. Ennek a márkának az a tulajdonsága, hogy a fűrész sebességnövelő funkcióval rendelkezik.
Ezek a szalagfűrész-gyártók a legmegbízhatóbbak, idővel teszteltek és sok pozitív véleményt kapnak.
Élezési jellemzők és hosszúságszámítás
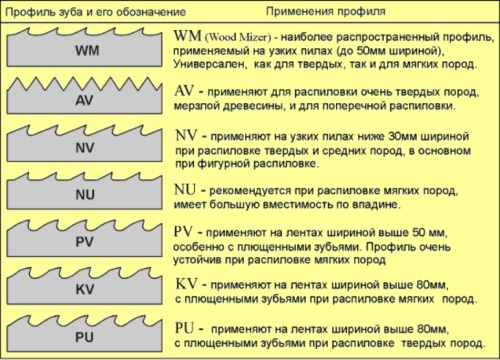
A szalag élezése speciális szabályok betartásával történik. Lehetőség van szerszámacélból, keményfémötvözetből vagy keményfém fogazatú hevederek élezésére. A gyémántbevonatú szerszámokat nem lehet élezni. Az élezési szög, a fogprofil és a beállítás típusa befolyásolja a szalagfűrész hatékonyságát különböző anyagok feldolgozásakor. Például a fa vászonokhoz a következő típusú fogprofilokat használják:
- A WM profil a legelterjedtebb fogprofiltípus, és kemény és puha fafajoknál is használatos.
- AV - nagyon kemény fafajok, fagyasztott rönkök fűrészelésére és a szemek vágására szolgál.
- A PV -t és a KV -t széles hevedereken használják puha fafajok fűrészelésére.
Vastag fémlemezek vágásához a menetirányban pozitív szögű fogakat kell használni. A vékony fémlemezek vágásához a kis szögű szalagok alkalmasabbak. Annak elkerülése érdekében, hogy működés közben ne szorítsa be a szalagot, a fogakat az élezéssel egyidejűleg kell beállítani. A vezetékeknek három fő típusa van:






- Alapértelmezett. A fogakat a következő minta szerint választják el: napavo-egyenes-balra.
- Csoport: bal-jobb-bal.
- Hullám: három fogat félretesznek jobbra, további hármat balra.
Ezenkívül számos további típusú vezetéket használnak, amelyek jobban megfelelnek a magasan specializált munkákhoz.
A szalag penge hosszának kiszámítása a gyártó által mellékelt, a géphez mellékelt utasítások szerint történik. Ha az utasítás elveszett, a következő képlet segítségével kiszámíthatja a szalag szükséges hosszát:
(A x 2) + (B x 3.14), ahol A a gép mindkét szíjtárcsájának középpontja közötti távolság, B az egyes szíjtárcsák átmérője, 3.14 a pi szám (standard érték). A szíjtárcsák közötti távolságot a hígításuk egymáshoz viszonyított átlagos értékén kell mérni, hogy működés közben növelni vagy csökkenteni lehessen a feszültség mértékét.
Nézetek
A fűrészlap fűrészlapjának kiválasztásának második kritériuma az anyag, amelyből a terméket gyártják.
Használt acélminőségek: Х6ВФ, В2Ф, Р6М5, Р12, Р18. A hazai termékek csak ilyen típusú anyagokból készülnek, de a gyémántbevonatú termékek megtalálhatók a szaküzletekben. A reszelő felületét különböző tűzálló fémekből, titán -nitridből permetezik. Ezek a fájlok színben különböznek egymástól. A standard acél pengék világos és sötétszürke, gyémánt és egyéb bevonatok - narancssárgától a sötétkékig. A volfrám -karbid bevonatot a penge rendkívüli hajlítási érzékenysége jellemzi, ami befolyásolja a penge rövid élettartamát.
A gyémánt bevonatú szerszámokat csiszoló és törékeny anyagok vágására használják: kerámia, porcelán és mások.
A reszelő szilárdságát a forró hőkezelési eljárás biztosítja. A fűrészlap két keményedési zónára van osztva - a vágó részt 64-84 fokos hőmérsékleten dolgozzák fel, a szabad zónát 46 foknak teszik ki.
A keménységkülönbség befolyásolja a termék érzékenységét a penge hajlítására a munka végrehajtása vagy a reszelő szerszámba történő telepítése során. Ennek a problémának a megoldására elfogadtak egy szabványt, amely szabályozza a kézi berendezésekre kifejtett erők mutatóit. A szerszámra kifejtett erő nem haladhatja meg a 60 kg -ot, ha 14 mm -nél kisebb foghosszúságú reszelőt használ, 10 kg -ot kell kiszámítani a 14 mm -nél nagyobb fogazatú vágótermékre.
A szénacélból készült, HCS jelzéssel ellátott fűrészeket lágy anyagokkal való munkavégzésre használják, nem különböznek tartósságukban, és gyorsan használhatatlanná válnak.
A HM ötvözött acélból készült fémvágó szerszámok sokkal technológiaibbak, mint például az ötvözött krómból, volfrámból, vanádiumból készült pengék. Tulajdonságaikat és élettartamukat tekintve köztes helyet foglalnak el a szén- és gyorsacélfűrészek között.
A nagy sebességű termékeket HSS betűvel jelölték, törékenyek, magas árúak, de ellenállnak a vágóelemek kopásának. Ma a HSS fűrészlapokat bimetál fűrészek váltják fel.
A bimetál termékeket a BIM rövidítés jelöli. Hidegen hengerelt és nagysebességű acélból készült, elektronnyaláb-hegesztéssel. A hegesztést kétféle fém azonnali összekapcsolására használják, miközben megtartják a munkafogak keménységét.









Szalagfűrészlap kiválasztása
A megfelelő eszköz beszerzéséhez számos paraméterrel kell tesztelnie. Ez az elővigyázatosság lehetővé teszi az egyenletes vágási vonal elérését, a repedések és forgácsok hiányát a munkadarabon. A vágószerszámhoz többféle pengét gyártanak, amelyeket működésre terveztek:
- kővel;
- fém;
- fa;
- szintetikus anyagok.
Hogyan válasszunk fém szalagfűrészt?
A különféle fémdarabokkal való munkavégzéshez bizonyos típusú pengékre van szükség:
- nagy széntartalmú acélok vágásához az M-51 márkájú kompozit ötvözetekből készült szerszámok alkalmasak;
- alacsony és közepes széntartalmú acélok - bimetál penge az M -42 márka szalagfűrészéhez;
- hőálló acélok folyamatos vágása - SP modellek;
- titán tuskó és nikkelötvözetek vágása - TST típusú szerszámok.
Hogyan válasszuk ki a vászon szélességét
A fa és fém szalagfűrészlapok méreteit a munka jellegének figyelembevételével kell kiválasztani. A szerszám szélessége 14-80 mm között változik. A 31–41 mm -es vágóelemek szabványosak.
Minél szélesebb a fűrész, annál simább lesz a vágás. Tehát a normál vágásra vonatkozó utasítások hiányában válassza ki a szalagfűrészhez megfelelő legszélesebb fűrészlapot. Ebben az esetben az anyagot a lehető leggyorsabban adagolják.
A kontúrvágásokhoz válasszon olyan fűrészt, amely elég keskeny ahhoz, hogy sarkokat és formákat vágjon az anyagban.
Szalagfűrész fogak: alapvető paraméterek
Fogak száma
-
minél több fog, annál simább a vastag falú munkadarabok vágása;
-
alacsony fogsűrűség esetén a munkadarab területe csökken;
-
nagy számú vágóél esetén a műveletek során fellépő feszültség a fűrész teljes felületén oszlik el.
A fogak mérete.
-
A szabványos fogak alkalmasak vékony anyagok és formák vágására.
-
A durva fogak alkalmasak a mély vágásokhoz.
-
Az alacsony vágóélek a legjobb választás a vékonyfalú lemezek vágásához.
Fogak dőlése
-
a durva állandó dőlésszög alkalmas kis méretű vékonyfalú lemezek vágására;
-
a gyakori, egyenletesen elhelyezett fogak sikeresek a feldolgozandó anyag nagy szövedékeinek vágásakor;
-
A változtatható fogszíjak puha anyagok (műanyag, színesfém, fa) feldolgozására alkalmasak.

1. kép: A fűrészszalag fogainak dőlésszögének meghatározása
A gyártók speciális iránymutatásokat dolgoznak ki a különböző típusú hengerelt termékek (tömör tuskó, profilok, lapok, csövek) fogainak dőlésszögének kiválasztására.
A fogak beállítása

2. kép: Szalagfűrész fogak kapcsolási rajzai
E paraméter szerint minden vászon 3 csoportra oszlik.
-
Hullámos profil. A fogak hullám formájában helyezkednek el a szalagfűrészlap teljes hosszában, eltérő dőlésszöggel rendelkeznek. A hullámprofilt vékony anyagok és kis munkadarabok vágására használják.
-
-
Standard huzalozás. Az élelemek felváltva vannak elhelyezve mindkét oldalon, egy fog közepén. Az alapkészlet alkalmas nagy fémrészek fűrészelésére vízszintes gépeken, kontúrvágásokhoz és anyagmozgatáshoz függőleges előtoló berendezéseken.
-
Csoportos vezetékek. A szélén lévő bevágások párban vannak elhelyezve a bal és a jobb oldalon. Ezek a szerszámok maximális sebességet és tiszta vágást biztosítanak a vágórész kis terhelésével.









Élezési minőség szemmel meghatározva, a következő kritériumokra összpontosítva:
-
a fogak élessége;
-
a vágóél anyagának egyenletessége;
-
az élvonal egyenletessége.
Fontos! Vásárláskor ellenőrizze, hogy a penge élesíthető -e, és hány vágóél frissítési ciklus megengedett.
A szalagfűrész gondozása
Működés közben be kell tartani a hűtőfolyadék -ellátási módokat. Kenés és hűtés nélkül a szíj élettartama jelentősen csökken. Új penge beszerelésekor üresjáratban "tekerje" 10-15 percig, és csak ezután végezzen több vágást olyan üzemmódban, amelynek terhelése a névleges 50% -a.
A szalagfűrész helyes működése és tartóssága az élezési és beállítási teljesítménytől függ. Ezekhez a műveletekhez speciális gépek vannak, különböző beállítási módokkal. Élezéskor a fogak élességének tényleges helyreállítása mellett a mikrorepedések és a szinuszokban fellépő hibák kiküszöbölését végzik. Az anyag eltávolítási magasságának beállítása szintén nagyon fontos a szövedék szilárdságának fenntartása érdekében.
Az élezést a csiszolókorong megnyomása nélkül végezzük, hogy elkerüljük a szalag izzadását, ami akkor is előfordulhat, ha a fog típusának és dőlésszögének megfelelő beállításokat végezzük.
Hogyan kell ápolni a vászonokat
Hogyan élesíti a szalagfűrészlapokat?
A mester által
A szerszám szakszerűtlen kezelésével minden fűrész idő előtt tönkremegy.
A fűrész rendszeres karbantartást igényel, amely a következő pontokat tartalmazza:
- A vászon tisztítása - minden anyagfeldolgozás után. A felhalmozódott olvadt szennyeződés nemcsak rendetlenné teszi a terméket, hanem megakadályozza a megfelelő működést is.
- Megelőző élezés elvégzése. A szalagfűrészeknek két lehetőségük van az élezésre - a teljes profil séma szerint és a vágófogak szélei mentén. Az első módszerhez a mesternek szüksége lesz egy gépre. Az arcok tisztítása manuálisan lehetséges.
- A fogak tenyésztése. A beállítás jelentése a hangszer fogainak szétterítése különböző irányokban. A páros fogak egy irányba hajlítottak, a páratlan fogak az ellenkező irányba.A tenyésztés legegyszerűbb módja a fogó.
- Pengehegesztés. Az ellenálló tompahegesztés abból áll, hogy elektromos áramot vezetnek át a fűrész összenyomott végein. Az áramlás eredményeként a fűrészszalag végéi felmelegszenek, megolvasztják és hegesztik. A szövetek hegesztéséhez speciális eszközöket gyártanak.
A legjobb szalagfűrészek fémhez
A fémvágó gépek fogazott pengével vannak felszerelve fémek, ötvözetek vagy más kemény anyagok fűrészelésére. A szalag mozgatása nem körben, hanem oda -vissza történik. Választáskor érdemes megnézni a teljesítményt és a vágási mélységet. A VyborEksperta szakemberei elemezték a rést, és kiválasztották a 3 legmegbízhatóbb modellt.
Metalmaster BSM-85 17434
A Metalmaster gépe lehetővé teszi a fém munkadarabok gyors és hatékony fűrészelését kis adagokban. A sebesség simán változtatható 40 -ről 88 m / percre. A dőlésszög 45 vagy 90 fokra állítható a satuba forgatható mechanizmusának köszönhetően. A túlnyúlás megváltoztatható, ami lehetővé teszi különböző méretű munkadarabok feldolgozását.
Az oldalsó ütközőnek köszönhetően azonnal beállíthatja az anyagot a kívánt szintre, és azonos méretű alkatrészeket kaphat. Az öntöttvas keret jó merevséget biztosít az egész szerkezetnek. Könnyű és kompakt mozgassa a gépet. Egyedül áthelyezhető másik helyre.











Előnyök
- Erőteljes ágy;
- Sima vágás;
- Munka közben nem rezeg;
- A satu biztos fogása.
hátrányai
Nincs vágási mélység beállítás.
A modell a színes- vagy vasfémek, ötvözetek és más kemény anyagok gyors vágására készült. A gép legfeljebb 85 mm átmérőjű munkadarabokat kezel. Praktikus a gyakori szögváltással végzett fűrészeléshez is.
Stalex BS-912G 388011
A legproduktívabb zenekarfűrész a rangsorban. Kerekekkel és fogantyúval könnyen mozgatható egyedül a műhelyben. A modell legfeljebb 23 cm átmérőjű munkadarabokat kezel. Ez biztosítja az optimális vágási teljesítményt és a gép hosszú élettartamát. A fogaskerékhajtással ellátott forgó satu pofák megbízhatóak, lehetővé teszik a szögben történő vágást. Az ergonomikus vezérlőkarok kényelmesen illeszkednek a kezébe.

Előnyök
- Keskeny vágás;
- Alacsony energia fogyasztás;
- Könnyű karbantartás;
- Pontos vágás.
hátrányai
Ár (166 000 rubel).
A Stalex szalagfűrésze a félig professzionális berendezések közé tartozik, és szükség van rá, ha különféle típusú fém munkadarabokkal kell dolgoznia. A modell megbízható és könnyen kezelhető, több mint egy évig bírja, még napi stressz esetén is.
Makita 2107FK
Megbízható kézi szalagfűrész fémhez a VyborEksperta csapata szerint. A modell alkalmas csövek és gumi vágására. Leggyakrabban elektromos, vízvezeték vagy szerelési munkákhoz használják. A sebességszabályozó lehetővé teszi az optimális teljesítmény kiválasztását különböző anyagok vágásakor. A rögzítőkar lehetővé teszi a kés gyors felszerelését vagy cseréjét. A fűrésszel sötétben is dolgozhat. Beépített munkaterület-megvilágítással rendelkezik, amely szükség szerint bekapcsolható.
A fűrész különböző formájú, legfeljebb 12 cm átmérőjű alkatrészeket kezel.

Előnyök
- Alacsony súly;
- Kétoldalas webes támogatás;
- Építési minőség;
- Hosszú élettartam.
hátrányai
Gyorsan felpattannak.
Hogyan befolyásolják fogai paraméterei a szalagfűrész kiválasztását?

Ami a fogak méretét és elhelyezésük gyakoriságát illeti, itt a következő mintákat figyeljük meg:
- Minél több fog, annál jobb lesz a vágás minősége vastag falú munkadarabok vágásakor.
- A kis fogazatú pengék esetében a terhelésük is csökken.
- A sokfogú szalagfűrésznél a vágási feszültség egyenletesen oszlik el a fűrészlap teljes felületén.
- A nagy fogakkal rendelkező fűrészek lehetővé teszik a mély vágásokat. Ezért például ilyen vásznakat célszerű használni fatörzsek fűrészelésénél.
- Az alacsony fogazású pengék a legalkalmasabbak a vékony lemezanyagok vágására.
- Nagy munkadarabok vágásakor válasszon durva fogazatú fűrészt.
- Annak érdekében, hogy csökkentse a rezonanciajelenségeket és növelje a vágási hossz tartományát egy fűrész használatakor, a penge fogainak változó dőlésszögűeknek és méretüknek kell különbözniük.
- A gyakori, egyenletesen elhelyezett fogakkal rendelkező fűrészeket ajánlott nagy pengék vágására.
- A változtatható fogpengék jó munkát végeznek a puha anyagok vágásában, miközben nagy termelékenységet biztosítanak, mivel a fűrészlapban nincs eltömődés.
A fogak geometriája, amelyet profiljuk és élezési szögük határoz meg, szintén fontosak:
- Például a csövek, csatornák, sarkok és más alakú anyagok vágásakor általában rezgések fordulnak elő, amelyek a fogak töréséhez vezetnek, ezért ajánlott a megerősített hátsó fogakkal ellátott pengéket használni.
- Rozsdamentes acél, viszkozitású anyag vágásához javasoljuk a nagy fogközökkel rendelkező pengéket és éles szögben élezett fogakat.
A fogak fűrészlapra történő beállításának módja meghatározza mind a vágás minőségét, mind a szerszámkopás sebességét, és ezen túlmenően a működés közben fellépő rezgések szintje is ettől függ.
Ahol:
- Nagy fémdarabok vágásakor, annak érdekében, hogy elkerülje a penge becsípődését, ajánlott fűrészeket használni, amelyek váltakozó és keskeny szakaszok között váltakoznak.
- A szabványos beállítási módszer, amelyben a fogakat a középső fogtól eltérő irányokban mozgatják, használható függőleges gépeken használt fűrészekhez, valamint nagy munkadarabok vágásához és kontúrvágáshoz.
- A változó típusú beállítás, más néven csoport, és azzal jellemezve, hogy ebben az esetben a fogak párban hajlítva vannak ellentétes irányban, nagy hatékonyságot biztosít és csökkenti a vágószerszám terhelését.