Ovális gép
Vastagfalú profilok, valamint 2 mm -nél vastagabb lemezek feldolgozása és vágása - ez a sarokcsiszoló alkalmazási területe. Általában a munkát a kéz támogatásával végzik. Bárki, aki gyakran keresztezi a termékeket, javasoljuk, hogy vásároljon megfelelő állványt.
Merev rögzítés
Az anyag vágása géppel bizonyos készségeket igényel, és csak speciális csiszolókorongokkal végezhető el. A munkadarabot biztonságosan rögzíteni kell. Ne döntse meg a gépet működés közben.
Biztonság
A sarokcsiszolót csak védőszemüveggel, kesztyűvel és nem gyúlékony ruházattal szabad használni. Használhat porvédő maszkot és hangszigetelt fejhallgatót. Ha a munkát zárt helyiségekben végzik, akkor gyúlékony anyagokat kell izolálni, mivel a vágás során ív keletkezik.
A sarokcsiszoló képes a legvastagabb profilú anyag vágására. A gép képességeit csak a vágókorong átmérője korlátozza.
Véső
Az olyan munkákat, mint a lyukak lyukasztása vastag lapokban, a rozsdás anyák levágása vagy a vastag drótok levágása a legjobb vésővel.
A szerszám pengéjének 40-60 fokos élességi szöggel kell rendelkeznie, élesen kell élesíteni és jól meg kell edzeni. Ha a vágóél tompa vagy deformálódik néhány mozdulat után, a szerszám nyilvánvalóan alkalmatlan a további munkára.
A leggyakrabban használt lapos vésők és keresztvágók. A lapos véső vágószakasza megegyezik a fogantyú szélességével. A Meisel -keresztben a penge a fogantyún keresztül helyezkedik el, és sokkal keskenyebb. Az ívelt nyílások kivágásához a penge a szélei mentén kissé megélezhető, így domború alakú lesz.
Tartsa be a biztonsági szabályokat
Viseljen védőszemüveget, amikor vésővel dolgozik: Az ugráló fémdarabok súlyosan megsérülhetnek a szemében! Szintén vastag (15-20 mm) acélbélésen kell dolgozni, és feltétlenül kesztyűt kell használni.
A vésőt enyhe lejtéssel helyezzük a jelölési vonalra - kalapácsütés alatt a penge átvágja az anyagot.
Hogyan készítsünk szalagfűrészt fémhez saját kezűleg
A hardverboltokban a szalagfűrészek meglehetősen drágák. Minimális készségekkel saját maga készítheti el az eszközt. Az alkatrészek egy része kézzel készíthető újrahasznosított anyagokból, a hiányzó alkatrészeket pedig a boltban lehet megvásárolni (olcsóak).

Anyagok és szerszámok
A fém kézi szalagfűrész gyártásával kapcsolatos munka megkezdése előtt elő kell készíteni a szükséges anyagokat és berendezéseket:
- őrlőgép;
- csavarhúzó;
- csiszolóeszköz;
- fogyóeszközök (elektromos szalag, ragasztó, rögzítőelemek stb.);
- kéziszerszámok (csavarhúzók, csavarok, kés, olló).
A gép hulladékanyagokból történő összeszereléséhez meg kell találnia:
- fa panelek (az alap és a munkalap alatt fognak használni) - ha forgácslapot használnak, akkor több réteget kell ragasztani a szükséges szilárdsági mutatók biztosítása érdekében;
- csatorna, acélrudak (a forgó tengelyek megfeszítésének alapjainak megteremtésének szakaszában szükséges);
- gumi (kerékpár vagy gumiabroncs csövek) - a vágószalag rögzítésére szolgál a tárcsákhoz;
- öv (forgó tárcsákhoz hasznos);
- vízálló rétegelt lemez, vastagsága 10 mm (védőburkolat gyártására szolgál);
- motor és vezetékek (a választás az eszköz szükséges teljesítményétől függ).
A szalagpenge kiválasztásának szabályai
- Vágókés vásárlásakor nézze meg a szélét: minden fognak azonosnak kell lennie, egyenletes távolságra egymástól;
- Válasszon újra élesíthető vásznat;
- Határozza meg a szükséges összetevőtípust a munka formátumától függően:
- bimetál - tartós anyagok vágásakor használják, amelyet fokozott szilárdság jellemez (a szerszám hosszú ideig tart, a fűrész ellenáll a szakadásnak és a feszültségnek);
- gyémánt - márvány, gránit, kvarc, kő kezelésére tervezték;
- karbid - öntöttvas és titán fűrészeléséhez szükséges, összetett munkadarabok megmunkálásakor használható;
- szerszámacélból készült - a klasszikus penge, amely egyszeri munkához alkalmas fával és fémmel, a legolcsóbb.
Lépésről lépésre kézi szalagfűrész készítése fémhez
- Határozza meg a gép használatának rendeltetését, a szerszám szükséges méreteit.
- Töltse le az internetről, vagy készítsen rajzot az eszközről.
- Készítse elő munkahelyét, eszközeit, anyagait.
- Készítsen szíjtárcsákat: rétegelt lemezre vagy forgácslapra van szüksége, az ajánlott átmérő 24-26 cm.
- A szíjtárcsákat csiszolni kell, és belül gumival be kell ragasztani.
- Készítsen függőleges tengelyt: használhat fémcsatornát vagy masszív fát.
- Készítse elő az alap alapját (bármilyen rozsdamentes acél megteszi).
- Helyezzen be perselyeket az alap mindkét oldalára, amelyekre a szíjtárcsákat rögzíti (4. tétel). A tárcsáknak vízszintesnek kell lenniük, és nem szabad megdőlniük.
- Ha rendelkezésre áll, szereljen be egy csillapítót (az asztallap alá): ez minimalizálja a rezgéseket és rezgéseket a gép működése közben.
- Rögzítse a motort, győződjön meg róla, hogy szilárdan csatlakozik a szerszám forgó részéhez (5. tétel).
- Szerelje össze a munkalapot a meglévő fa panelekből, ha szükséges, fedje le szigetelő réteggel. Helyezze a munkalapot egy stabil, stabil lábra.
- Ha a munkában egyenes hosszirányú vágásokat kell végeznie, akkor útmutatókat kell felszerelnie.
- Szereljen be egy állítható kenőrendszert az asztallap fölé: az olajnak gravitáció útján kell a fűrészlapra folynia (az mennyiséget kísérletileg határozzák meg a gép működése során).
- Tegyen védőburkolatot a felső tárcsára, hogy a fűrészlap ne csússzon el. A burkolatnak le kell fednie az egész motort és az elektronikát, hogy megakadályozza a törmelék bejutását a mechanizmusba.
- Ha kételkedik abban, hogy a motor megbirkózik nagy mennyiségű munkával, akkor jobb, ha telepít egy maradékáram -eszközt (RCD).
- Vágja le az éles sarkokat, csiszolja a szerszám felületét.
- Szerelje be a pántot, húzza meg a lehető legjobban (a lánc lazítása nem megengedett). A szalagot szigorúan párhuzamosan kell elhelyezni az alappal, hogy a vászon ne váljon le.
- Végezze el a gép próbaüzemét, végezzen próba vágást egy vékony acéllemezből vagy fémből.

A szalagfűrész kiválasztásának jellemzői
Mielőtt fém- vagy más anyagú szalagfűrész egyik vagy másik modelljét választaná, ne feledje, hogy a nagy ipari termelésben való gyakori használathoz a legjobb, ha a drágább opciót választja, nagy szilárdsági mutatókkal. De az otthoni szabálytalan használathoz elegendő egy olcsóbb opció szabványos erősségű mutatókkal.








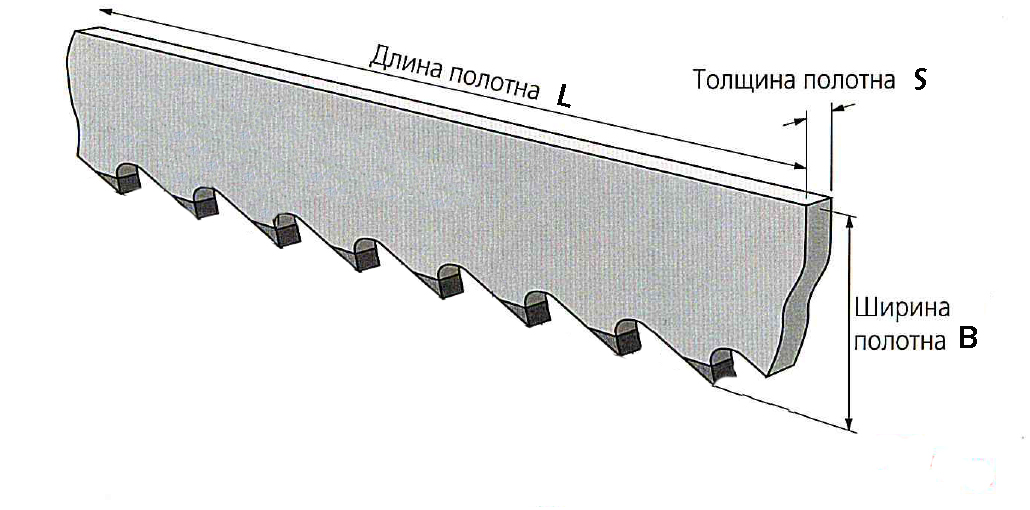
Fűrész kiválasztása méret szerint
A szerszám hosszát és szélességét is ki kell választani a használati körülményektől függően. Tehát össze kell kapcsolnia a berendezés utasításait a vágószerszám paramétereivel.
Ha nincsenek ilyen adatok a fűrésztanúsítványon, akkor vegye figyelembe a következőket:
- a vágás simább lesz, ha a fűrészlap szélesebb;
- ha durva fém munkadarabokkal dolgozik, a vékony fűrészlap gyorsan deformálódik;
- minél kisebb a fűrészelt fém vastagsága, annál valószínűbb, hogy az alkatrészek deformálódnak, ha a fűrész túl vastag;
- kontúr vagy göndör vágás elvégzéséhez korrelálnia kell a vágóelem szélességét és a fém vágásának képességét a kívánt szögben.
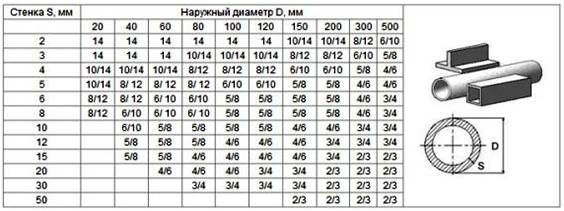
A fűrészszélesség leggyakrabban 14-80 mm. A legoptimálisabb megoldás körülbelül 40 mm.
A megfelelő szalagfűrészes fogak paramétereinek kiválasztása

- minél több fog van, annál jobb lesz a vastag falú fém vágása;
- és ha kevesebb fog van, akkor a fűrészlap teljes területének terhelése csökken;
- fém vágásakor a feszültség egyenletesen oszlik el a fűrész teljes felületén, nagy számú vágóéllel.
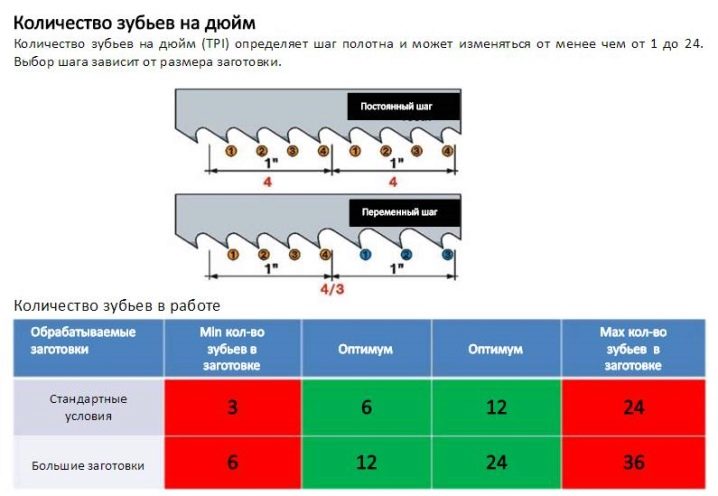
A legtöbb esetben a szalagfűrész fogainak száma 3 és 24 között változik.
Figyelembe kell vennie nemcsak a fogak számát, hanem azok méretét is. A kiválasztási ajánlások a következők:
- a nagyobb fogak képesek lesznek mély vágásokat végezni, például a legjobbak fatörzsek vágására;
- vékonyfalú fémlemezek vágásához a legjobb, ha alacsony vágóéllel rendelkezik.
Ezenkívül a fogak dőlésszögének meg kell egyeznie a gépen található megfelelő méretével. Hatékonyabban a lépésekre vonatkozó követelmények a következők:
- kis méretű vékony fémlemez kialakításakor válasszon állandó durva lépést;
- nagy vásznak vágásához olyan modelleket kell választania, amelyek privát és egyenletes fogakkal vannak elhelyezve;
- különböző típusú puha anyagok feldolgozásához vegyen változó fogat, miközben a fűrész nem tömődik el, és a munka sebessége nagyobb lesz.
Ezenkívül fontos paraméter a fogak beállítása. Ez befolyásolja a munka minőségét és a rezgés szintjét. A következő ajánlások alapján kell választania:
- hullámos profil vékony fémhez vagy kis munkadarabokhoz;
- szabványos profil, ahol a vágóél minden eleme egyenletesen van elhelyezve mindkét oldalon, egy további foggal a közepén, terjedelmes fémek vágására, kontúrvágásra vagy függőleges gép felszerelésére szolgál;
- a változó profilnak pár foga van a jobb és a bal oldalon. Ezekben a modellekben a vágási hatékonyság nagyobb, és a vágóelem terhelése kisebb. Ennek megfelelően az ilyen modellek költségei jóval magasabbak, mint a hagyományos modellek.
Fűrészélezési minőség
A szalagfűrész kiválasztásakor ügyeljen az élezés minőségére. Ezt a paramétert a következőképpen ellenőrizheti:
- ellenőrizze a fogak élességét;
- győződjön meg arról, hogy az építőanyag egységes;
- ellenőrizze, hogy a vonal mennyire egyenes a vágóélen.
Továbbá, amikor kiválasztja az Ön számára legmegfelelőbb fűrészmodellt, feltétlenül tisztázza, hogy szükség esetén lehetséges-e a fűrész élezése, és azt is, hogy hány szalagmegújítási ciklus létezik egy adott szalag típusú fűrészmodellhez.
Mit kell figyelembe venni a szalagfűrész kiválasztásakor?

Először is el kell döntenie:
- mekkora a közelgő munka mennyisége;
- milyen gyakran lesz szükség a szalagfűrész használatára;
- milyen anyagokat kell fűrészelni;
- milyen minőségű legyen a fogak élezése, alakja és mérete, valamint a penge mérete;
- Termékek,
melyik gyártó érdekli.
A szalagfűrész megfelelő megválasztásával a következőket kapja:
A) egyenes vágásvonalak;
B) rezgések hiánya a munka során;
C) garancia a repedések és forgácsok ellen.
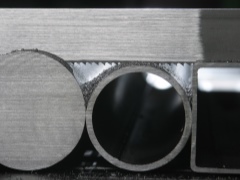
Attól függően, hogy egy adott fűrész milyen anyagból készült vágásra, vágófűrésznek minősül:
- kő;
- fém;
- faipari;
- szintetikus anyagok.
A szalagfűrész ára a penge céljától és típusától függ.
A fűrészek gyártásához közönséges szénacélt és kemény ötvözeteit egyaránt használják. Ezenkívül vannak bimetál pengék, valamint keményfém keményforrasztással ellátott fogakkal ellátott pengék.




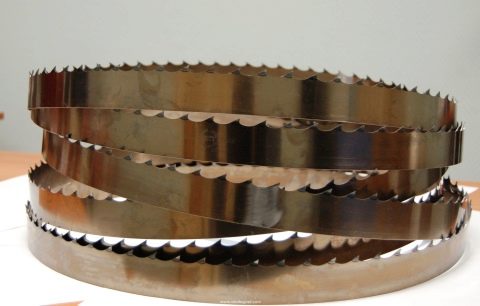




A szalagfűrészlapok (amelyeket gyakran tekercsként vagy hegesztett szalagként szállítanak) általában 13-80 milliméter szélesek. De a függőleges vágási módszerrel rendelkező gépeknél a fűrészeket kisebb (legfeljebb hat milliméteres) szélességben gyártják.
Figyelembe véve a szalagfűrészek alkalmazási területeinek sokféleségét, kidolgozták a fűrészlapok típus szerinti osztályozását:
- Bimetál penge M42 - anyagok szénacélból vagy alacsony széntartalmú acélból történő vágására használják.
- Bimetál penge M51 - nagy széntartalmú acélból vagy ötvözetekből készült anyagok vágására használják.
- Az SP Bimetallic Blade a választás hőálló és egzotikus ötvözetek vágásához.
- Volfram -karbid penge, TST típus - ajánlott anyagok vágásához speciális kemény ötvözetekből, valamint heterogén szerkezetű.
A penge méreteit (szélességét és hosszát) a gép típusától függően választják ki.
Ezenkívül tudnia kell, hogy:
A) egy vékony penge deformálódhat vastag munkadarabok vágásakor;
B) minél szélesebb a fűrészlap, annál simább lesz a vágás;
C) minél vékonyabb a vágandó munkadarab, annál valószínűbb, hogy nagyon vastag fűrész használatakor hajlítható;
D) ha a kontúr mentén kell vágni, akkor ki kell választani a penge szélességét a működés során szükséges kívánt szögben lévő fordulatoktól függően.
Választási kritériumok
Nincs olyan egységes termék, amely minden vevői igényt kielégíthet
Ezért vásárláskor számos pontra kell figyelnie. Például a szélességet a munka típusa alapján kell kiválasztani
14-80 mm tartományban változik. A szabvány a 31-41 mm-es modellek. Annak érdekében, hogy ne zavarodjon össze, olvassa el a meglévő gépre vonatkozó utasításokat. Általában mindig jelzi a kívánt vászon fő jellemzőit. A specifikus paraméterek követésével megvásárolhatja a megfelelő opciót, amelynek köszönhetően a gép nagy termelékenységgel fog működni.

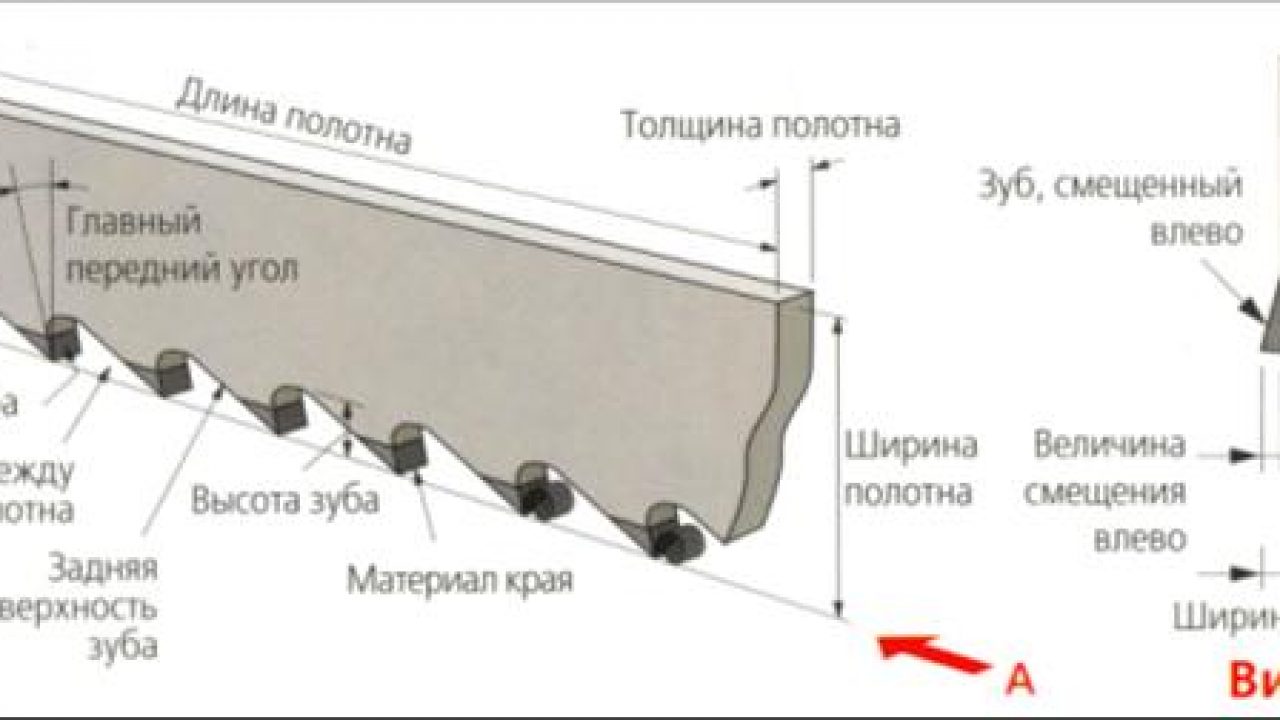
Fogtípus
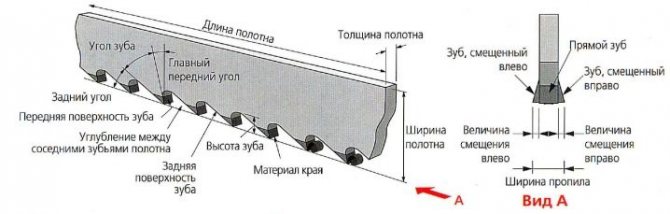
A vágószalag fogai speciális elrendezéssel rendelkeznek. Nem egyenes, hanem oldalirányban eltér a főszíj síkjától. Az ilyen elrendezés típusát vezetéknek nevezik, amely eltérő lehet. Ma három típusra oszlik: egyenes, hullámos és váltakozó.








A fogak jobb és bal oldali eltérítése szélesebb vágást tesz lehetővé. Ez megakadályozza, hogy a szalag beakadjon a feldolgozandó munkadarabba. Ma gyakrabban vásárolnak vászonokat, amelyek elrendezése a következő:
- jobb, egyenes, bal;
- jobbra, balra viszont;
- hullám a fog dőlésszögének változásával.

Az első típusú pengéket szilárd munkadarabok, csövek és profilok csomagolásában használják. A második lehetőség univerzálisnak tekinthető, azonban, mint a gyakorlat azt mutatja, lágy fémekkel végzett munka során jobban megmutatkozik. A harmadik típusú huzalozást vékony falú csövekkel és kis méretű munkadarabokkal történő munkavégzés során használják.
A nyomtatvány
A szalagkések fogainak alakja is változik. A kifejlesztett szabványos megoldások lehetővé teszik az opció kiválasztását, figyelembe véve a vevő igényeit.
- A NORMAL fogazott él a pengéhez viszonyítva felfelé helyezkedik el. Ez a forma nem rendelkezik letöréssel; nagy széntartalmú acél alkatrészek vágására használják.
- A HOOK 10 fokos elülső dőléssel rendelkezik. Az ötvözött acélból készült, különböző szakaszokból álló tömör rudak ilyen fogakkal vághatók. Ez a penge vastag falú munkadarabokat is vághat.
- Az RP változatot a vágóél 16 fokos lejtése jellemzi. Az ilyen típusú fogakkal ellátott pengéket színesfém ötvözetekkel való munkavégzéshez vásárolják. Használhat ilyen szalagot a nehezen vágható fajták vágásához is.
- A MASTER formát univerzálisnak és a leggyakoribbnak tekintik.A letörés meredeksége 10 és 15 fok lehet, van a hosszanti él csiszolása is, amely lehetővé teszi a megmunkált él érdességének csökkentését.
A fémszalagfűrészek pengéi a fogak számában is különbözhetnek. A pálya megválasztása közvetlenül befolyásolja a vágás minőségét. Állandó dőlésszög esetén a fogak száma 2 és 32 hüvelyk között változhat. Ebben az esetben minél nagyobb a számuk, annál kisebbnek kell lennie a munkadarab vágási vastagságának. A változó hangmagasságú analógokban a fogak száma 2 és 14 között 1 hüvelyk között változik. A megfelelő fogosztás kiválasztása a csövek és profilok falainak vastagságának figyelembevételével történik, amelyekkel a jövőben dolgoznia kell.
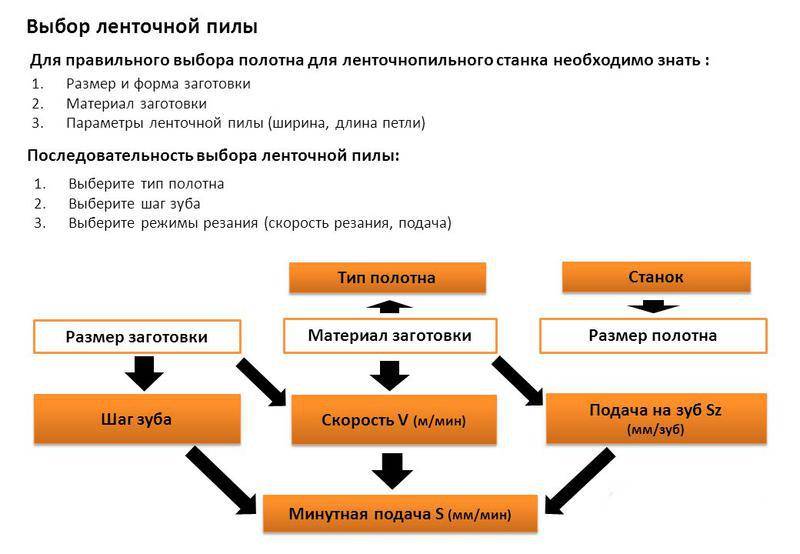
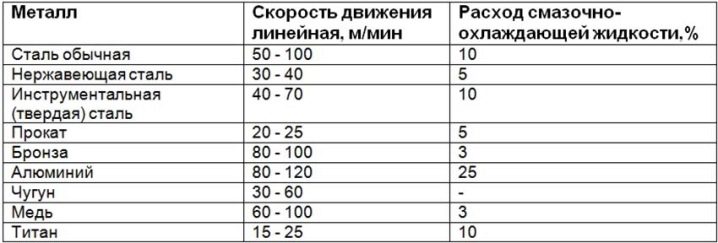
Vágási sebesség
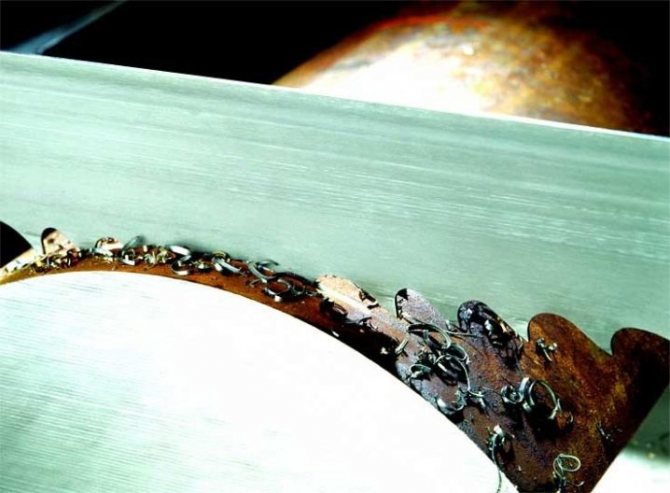
A vágási mód a különböző paraméterektől függ. Az egyik a feldolgozott anyag. Figyelembe kell vennie az acélcsoportot és az ötvözetet, valamint az alkatrész méretét és a foghegyet. Itt egy adott márkát kell választania, mivel ez a tényező meghatározza a vászon minőségét és hatékonyságát is.
A szíjak forgási sebessége nem azonos, az eladók ezt jelezni fogják vásárláskor
Fontos a szalag előtolásának meghatározása is, mivel ideális esetben minden fűrészfognak meghatározott vastagságú forgácsot kell vágnia. Minden gép saját sebességgel rendelkezik, ezért ez alapján kell kiválasztania a kívánt értéket
Természetesen kísérletezhet, vásárolhat szalagot, és már a forgácson is megnézheti a hatékonyságát. Azonban jobb, ha kezdetben kiválasztja a kívánt opciót, mert az elvégzett munka minősége közvetlenül ettől függ. Ezenkívül fontos megérteni, hogy a web teljesítménye és erőforrásai nem végtelenek.
A szíj sebessége és az előtolás kulcsfontosságú kritérium. Ezek alapján választják ki a vásznak módosításait, a fogak dőlésszögét és a beállítást.









Fűrészszalag sebessége.
A vágási módot több paraméter határozza meg, először is ez a munkadarab anyaga. Figyelembe kell venni, hogy az acélok és ötvözetek melyik csoportjába tartozik. Ismernie kell a feldolgozandó munkadarab méretét is, és ki kell választania a megfelelő fogközöket.
Ugyanakkor nem kis jelentőségű, hogy melyik cég gyártotta a vásznat. A szalagfűrész -eladók javaslatokat tesznek az optimális szalagfűrész -sebesség kiválasztására egy adott típusú berendezéshez
Az amerikai JET cég által gyártott berendezés jól bevált - a VS indexű modellek fokozatmentes sebességváltóval vannak felszerelve, amely lehetővé teszi a vágási sebesség optimális kiválasztását egy adott anyagcsoporthoz. Ezenkívül ezek a gépek beépített nyúlásmérővel vannak felszerelve a fűrész feszültségének szabályozására, ami szintén fontos a fűrész élettartamának növelése szempontjából.
A fűrészlap előtolási sebességének meghatározása. Az optimális vágáshoz a szalagfűrész minden foga bizonyos forgácsvastagságot vág. A gyakorlatban a takarmányt a berendezésgyártók ajánlásai vagy a forgácsolás során kapott forgács típusa szerint választják ki. Vékony vagy poros forgácsok esetén növelje a kés előtolási sebességét vagy csökkentse a vágási sebességet. Az enyhén hullámzó forgácsok jelzik a helyes vágási módot. A vastag vagy kék forgács túlzott előtolást jelez, vagy növeli a vágási sebességet.
Burgundia
Fánk: fánk, fánk, fánk. "Fellobbanás". Bordó kéreg és kéreg Fánk 150 fánk Burgundia, kéreg, kéreg, dudor. SINK, VAJ, VAJ, VAJ ¸ ÑÐ ° Ð ± оÑÐμ по ÑÑÐ ° Ð »Ð¸ Ð'овол Ñно вÐμÐ »Ð¸Ðº.
Bordó és bordó Wiggle doboz. Vonal, vonal, sor, vonal, vonal, vonal, vonal, vonal, vonal, vonal, vonal, vonal, vonal, vonal, vonal, vonal, vonal Rózsa, Rózsa, Rózsa, Rózsa, Rózsa, Rózsa.