A legjobb merülő körfűrészek
A legjobb körfűrészek minősítése szükségszerűen magában foglalja az univerzális szerszámokat, amelyek a fűrészelést a munkadarab közepétől kezdhetik el - a fűrészelést a lyukakon keresztül. Ha feltételezzük, hogy létezik ilyen terv, akkor a merülő körfűrészek irányába kell nézni.
| Bosch GKT 55 GCE | Makita SP6000 szett | |
| Teljesítmény, W | 1400 | 1300 |
| Fordulatszám, ford./perc | 3600-6250 | 2000-5200 |
| Sebességszabályozás | ||
| Korong átmérője, mm | 165 | 165 |
| Felni átmérője, mm | 20 | 20 |
| Maximális vágási mélység 90 ° -os szögben, mm | 57 | 56 |
| Maximális vágási mélység 45 ° -os szögben, mm | 42 | 40 |
| Sima kezdés | ||
| Lehetőség vezetősínnel való munkavégzésre | ||
| Állandó sebesség fenntartása terhelés alatt | ||
| Súly, kg | 4,7 | 4,4 |
Körfűrész Bosch GKT 55 GCE
Professzionális szerszám az alapvető és kiegészítő funkciók széles skálájával: zökkenőmentes indítás, mennyiségszabályozás és a sebesség terhelés alatt tartására szolgáló rendszer, merőleges és szögben történő vágás.
+ Előnyök Bosch GKT 55 GCE
- A prémium kategóriás termékek gyártását németországi gyárakban végzik - ez csak plusz az alkatrészek és az összeszerelés minőségéhez.
- Kiváló minőségű natív lemez - sima és tiszta vágást tesz lehetővé.
- Pontosan beállított vonalzók a vágásmélységhez és a dőléshez.
- Ha a szerszámot sorozatszám alapján regisztrálja a Bosch hivatalos weboldalán, a jótállási idő egy évről három évre nő.
- A vezetőgumik meglehetősen alkalmasak Makitovtól vagy Devoltovszkijtől - olcsóbbak is, mint a Bosch eredeti gumiabroncsai.
- Hátrányok Bosch GKT 55 GCE
- A vezető rudakat, amelyek nélkül nagyon kényelmetlen az ilyen osztályú fűrésszel dolgozni, külön kell megvásárolni. Nem szabad megfeledkezni arról, hogy a régiek - 700 és 1400 esetén - valószínűleg nem fognak működni - jobb, ha újakat keresnek, 800, 1100 és 1600 méretben.
- A dőlésszög könnyű beállítása sok kívánnivalót hagy maga után, azonban ez a legtöbb körfűrészre vonatkozik.
Körfűrész Makita SP6000 készlet
Professzionális körfűrész a vágási mélység és szög beállításával. Alkalmas padló- vagy falmunkákhoz. 165x20 mm -es tárcsát használnak. A standard vágási mélység 56 mm, és ha a penge 45 ° - 40 mm -re meg van döntve.
+ A Makita SP6000 készlet előnyei
- A penge kialakítása lehetővé teszi, hogy már a faltól vagy más ütközőtől 18 mm távolságban vágjon.
- Jó elektronikus töltés: lágyindítás, fordulatszám -szabályozás, motorfék funkció és túlmelegedés elleni védelem.
- Nagy pontosság és vágási minőség - ezeknek a paramétereknek megfelelően a szerszám nagyon alkalmas a bútorok telepítői számára.
- A teljesítmény, a kivitelezés és a költségek egyik legjobb aránya.
- Az 1,3 kW -os motorteljesítmény és az 5200 fűrészlapfordulat percenként teljesen elegendő a fűrészbiztos működéshez, még akkor is, ha nincs hasító kés.
- Hátrányai a Makita SP6000 Set -nek
Őszintén szólva gyenge talp kialakítás-ha óvatosan bánunk vele, akkor „élni fog”, de ha leejti a fűrészt, vagy más módon erősen akasztja, a garancián túli eset fordulhat elő, mert a talp négy önálló rögzítéssel van rögzítve a szerszámhoz. csavarok műanyagból
A megfelelő minőségű gumiabroncsokat még keresni kell - ideális esetben mindent együtt kell vásárolni, és figyelni kell a menet egyenletességére
hátrányai
Jelentős hátrány tulajdonítható annak, hogy az ilyen szegmensvágótárcsák olyan fogyóeszközök, amelyek rendszeres cserét igényelnek. Fentebb már említettük előnyként, de ez nem mindig van így, mert nem túl kényelmes.
A rendszeres csere óvatosságot és óvatosságot igényel az ilyen anyagok vásárlásakor - nagy a valószínűsége annak, hogy rossz minőségű terméket vásárol.Ezenkívül feltétlenül csak azokat a szegmenseket kell megvásárolnia, amelyek illeszkednek a fűrész testéhez.


A Geller fűrész áttekintéséhez lásd az alábbi videót.





Szalagfűrész
A kirakós játék logikus fejlődése kompakt szalagfűrész lett. Munka teste zárt, fogakkal ellátott acélszíj, amelyet elektromos motor forgat.
Szalagfűrész
Segítségével könnyebb fűrészelni, mint egy kirakós fűrésszel dolgozni, amely erősen rezeg, és igyekszik kiszabadulni a kezéből. A szalagfűrész tisztasága és pontossága ideális. Ez nemcsak a hulladékot csökkenti, hanem olyan vágott felületet is eredményez, amely nem igényel csiszolást.
A munkadarab itt két kézzel fogható, ami növeli a műveletek pontosságát íves elemek vágásakor.
A fához való szalagfűrészek fő mutatója a vágási mélység, amely 8 és 50 cm között lehet, A szúrófűrész és a körfűrész nem képes ilyen vastag anyag vágására.
A többi jellemző a vágókésekre vonatkozik.
Itt két kategória van:
- Szénfűrészek (S75 acélból és analógjaikból);
- Ötvözött fűrészlapok D6A acélból (nagyobb kopásállósággal és váltakozó terhelésekkel szemben).
A vágási fogak gyártási technológiájától és keményedésétől függően a pengéket két típusra osztják:
- Fűrészlapok fogazott, edzetlen fogakkal;
- Szeletelt edzett fogpengék.
Az első típusú fűrészek előnyei az alacsony költségek és a fa vágásának képessége idegen zárványokkal: szögek, kövek, szilánkok. Ilyen fűrészlappal dolgoznak kis fűrészelési térfogatnál (2-4 m3 naponta) és minimális előtolási sebességgel (6-10 méter percenként).
Az edzett fogazatú fűrészlap fő előnye a magas kopásállóság (kétszer nagyobb, mint az edzetlen vágószerszámú fűrészeké). Hátrányok - magas költségek és érzékenység a külföldi zárványokra.
A szalagfűrészek többi paraméterét egy egyszerű lista foglalja össze:
- Web szélesség;
- Fogak hüvelyk hossza (TPI).
Normál fűrészelési munkákhoz egy 1/2 hüvelykes szalag ideális. Keskenyebb pengéket (3/8 ") használnak az alakvágáshoz.
A vágószalag fogainak száma közvetlenül befolyásolja a vágás egyenletességét (minél több van, annál simább a vágás). Durva fűrészlapokat (2,3 TPI) használnak fa és 200 mm vastag rönk vágásához. A tisztább munkavégzéshez 6 TPI fűrészt használnak, a precíz vágáshoz pedig a 10-14 TPI méretet. Az optimális méret a nagy termelékenység és a jó vágási minőség érdekében 8 TPI.







Fém szalagfűrész
A fém asztali fűrész kialakítása hasonló a fa vágóhoz. Képességei azonban szerényebbek. Ez a szerszám csak hengerelt acél (csövek, sarokrudak, szerelvények, csatorna rudak) keresztmetszetét végezheti el különböző szögekben.
Geller fűrészéről
A Geller fűrészt vas- és színesfémek vágására használják körfűrészekkel. Ez a rész egy tárcsa, amelynek fogai az él mentén vannak rögzítve, amelyeket szegmenseknek neveznek. A vágási folyamat a tárcsa megfelelő szögében történik a munkadarabhoz képest. A nyersdarabok kerek, téglalap vagy alakú keresztmetszetűek lehetnek. Ez egy speciális berendezés, amelyet csak műhelyekben, gyárakban vagy más gyártó létesítményekben használnak.
A különböző méretű fémszerszámok megmunkálásának lehetősége bizonyos, eltérő jellemzőkkel rendelkező szegmenseknek köszönhetően lehetséges. A munkadarabokat hidraulikus mechanizmusok segítségével rögzítik és mozgatják.
Kik ők?
Minden elektromos ingafűrész a feldolgozandó anyag típusának megfelelően termékekre osztható:
fémhez;






Az első kategóriába tartozó motorfűrészek alumíniummal és más lágyabb és keményebb anyagokkal is képesek dolgozni. Egyes modellek keményfém tárcsával és akár forgótányérral is rendelhetők, ami jelentősen megkönnyíti a feladatot. Vásárolhat egy terméket vágáshoz hosszú előtolással.A fém szerszám kiküszöböli az anyag hőhatását, így a mechanikus vágás nem befolyásolja az ötvözet összetételét, ezért a fém jellemzői nem változnak.


Az ingafűrész ereje és a rajta álló penge típusa határozza meg, hogy a szerszám milyen fémmel dolgozhat. Színes és vasfémek feldolgozhatók. Ha az alkalmazási körről beszélünk, akkor vágáskor fémfűrészeket használnak:







- sarkok;
- rudak;
- szerelvények.
A piacon vannak kisebb teljesítményű ingafűrészek, amelyeket favágásra használnak. Az ilyen egységek a körfűrészek egyik fajtájához tartoznak. Rúd vágására vagy derékszögű fa kivágására szolgálnak. Működés közben az ilyen szerszám leng, mint az inga, innen a név.


A munkavégzés során a kezelőnek lehetősége van követni a vágóvonalat, ami nagyon fontos, ha nincs előzetes jelölés. A hátrányok közé tartozik a korlátozott vágási szélesség és a kezelő további erőfeszítéseinek szükségessége.
A kialakítás 50–65 cm átmérőjű vágóelemeket használ.
A szegmensfűrész jellemzői
A szegmensfűrész minden típusú fémtárgyhoz alkalmas: a viszonylag lágy fémektől, például alumíniumtól és ötvözeteitől az öntöttvasig és acélig.
Az ilyen modellek a következő megkülönböztető jellemzőkkel rendelkeznek.
- Az egyik legfontosabb jellemző a méret. A fűrésztest méretei a következő értékekkel készülnek: szélességben - 0,05-0,15 cm; hossza - 0,3-200 cm.
- A szegmens fogainak alakja. A különböző típusú fémek megfelelnek a fogak különböző formáinak.
- A fogak gyakorisága minden szegmensben. Ez a jellemző függ a készülék méreteitől és a fogak méretétől (minél kisebbek, annál több van).
A mérőeszközök használatának és tárolásának alapvető szabályai
Elmondjuk, hogyan kell megfelelően használni és tárolni a más profilú lakatosok, javítók és kézművesek által használt mérőeszközöket.
A műszerek működése
1. Minden mérőműszer rendelkezik kezelési utasítással. A berendezések használata és tárolása előtt feltétlenül tanulmányozza őket.
2. Ne használjon túl nagy erőt a műszerek rögzítésekor. Ez nemcsak a leolvasások pontosságának romlásával jár, hanem az eszközök meghibásodásával is.
3. A mérést megelőzően az alkatrészt vagy annak részeit meg kell tisztítani a különféle szennyeződésektől és sorjaktól.







4. Szükség esetén kenni kell a mérőműszereket.
5. A munka befejezése után a szerelvényeket meg kell tisztítani, meg kell kenni és a tokokba kell helyezni.
6. Védje a termékeket a nedvességtől, leeséstől és ütődéstől.
7. A mért alkatrészek és termékek hőmérsékletének +15 és +20 ° С között kell lennie. Ebben az esetben a mérések a lehető legpontosabbak lesznek.
8. A munkadarabok mérése kikapcsolt gépek mellett történik.
9. A mérések közötti intervallumokban a szerelvényeket száraz és tiszta felületre kell helyezni.
10. A mérőműszerek működése rendszeres ellenőrzést igényel.
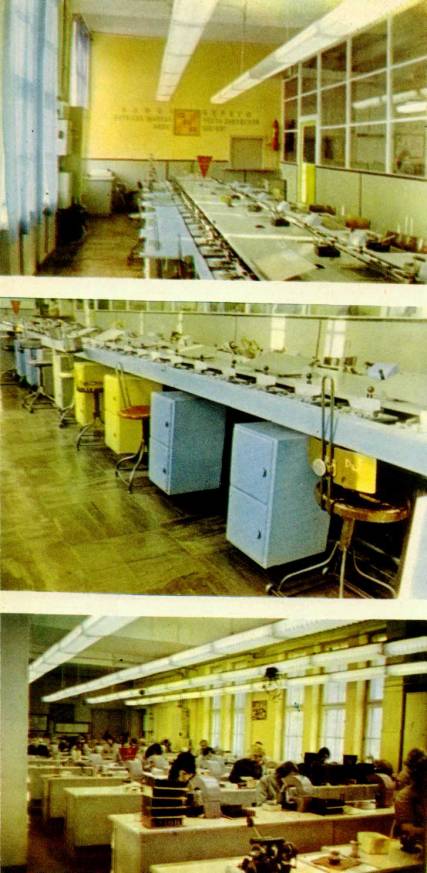
Mérőműszerek tárolása
-
A mérőműszereket száraz és fűtött helyiségekben kell tárolni.
-
A negatív tényezők elleni védelem érdekében célszerű az eszközöket egyedi tokokban és csövekben elhelyezni.
-
Az ajánlott tárolási hőmérséklet +10 és +35 ° С között van.
-
A levegő nem tartalmazhat agresszív szennyeződéseket.
-
Mielőtt tárolásra küldik, a mérőfelületeket leválasztják, és a bilincseket meglazítják.

Fotó # 22: mérőeszközök tárolása
A fenti szabályok betartása segít a legpontosabb mérési eredmények elérésében, és meghosszabbítja a vizsgálóberendezések élettartamát.