Mikor szükséges az élezés?
Ha a fafúrókat hosszú ideig lehet működtetni, és ugyanakkor élesek maradnak, akkor a fémszerszámok nagyon gyorsan használhatatlanná válnak. Természetesen egy tapasztalt kézműves a tompa fúrót szemmel vagy a fémfelülettel való első érintkezés alapján azonosítja. Ha Ön kezdő, a következő jelekkel határozhatja meg, hogy szükség van -e élező eszközre:
- a fúrás során nyikorgás és sípolás hallható;
- a szerszám a szokásosnál sokkal gyorsabban felmelegszik;
- a lyuk minősége alacsony - szúrások és sorjak vannak;
- a forgács csak egy spirális horonyból kerül ki (ez a jel helytelen élezést is jelezhet).
Ne feledje, hogy ha tompa heggyel dolgozik, veszélybe sodorja magát, mert eltörhet. Ebben az esetben a repülő részei súlyos sérülést okozhatnak. Ezenkívül a fúró "harapni" tud. Ilyen helyzetben, ha a fúró erős, vagy gépen dolgozik, az alkatrészt kihúzzák a kezéből, ami gyakran sérüléssel is végződik. Ezért semmiképpen ne húzza meg hegyezéssel vagy hegycserével.
Hogyan lehet élesíteni a fúrót otthon
Acél esetében a szög 140 fok.
120 fok az optimális szög a legtöbb fúróhoz.
Fúrószár élezési szöge fához
Ismerkedjünk meg egy fa fúrásával. A faanyagok kézi fúrásához fúrót és merevítőt használnak, bizonyos alakú tokmányok (befogó) használatával.
Vegye figyelembe, hogy 5 mm átmérőjű lyukak fúrása során gyakran használnak kézi csavarfúrókat.
Fúráskor vegye figyelembe a fa keménységét, a repedések elhelyezkedését, a fúrási mélységet, a szögek és egyéb idegen anyagok jelenlétét.
Ha a lyuk átmérője nagy, akkor jobb, ha előre fúrja a központokat vékony fúrókkal, hogy a fúró ne változtassa az irányt, és ha a fa törékeny, akkor tanácsos süllyesztést végezni.
Ha átmenő lyukak vannak, akkor bizonyos akadályt kell tenni, amikor a fúró kilép például egy fadarabból.
Emlékezik! Hogy fúráskor nem tudja a szerszámot az oldalára irányítani. Gondosan mérlegelje a fúró állapotát, a fúró befogását a tokmányban. Használja ezeket az irányelveket a személyes biztonság és az anyaghatékonyság érdekében.
Ha a munka során az élezett anyag részecskéi a szembe kerülnek, azonnal forduljon orvoshoz.
Ha fát fúrnak, akkor ne aggódjon a fúró élessége miatt, mert a fúró hosszú ideig szolgál szisztematikus élezés nélkül.
Fémmel végzett munka során azonban a fúró élessége fontos szerepet játszik, mivel a fémet csak éles fúróval lehet fúrni.
És így, fához való fúró élezési szöge 140 fok lesz.
Fúrási szög fémhez
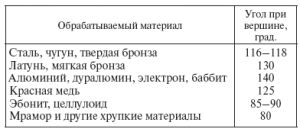
Például kemény típusú fémek esetében ez elfogadható fúrási szög körülbelül 120 fok, lágyabb fémek esetén - 90.
Ha lágy bronzzal kell dolgoznia, a csúcsszög 120-130 fok vörös réz -125 alumínium -140 műanyag -90-100 törékeny anyag -140.
Az élezési szög nem lehet minden anyagnál azonos!
Így a fúró élezési szöge az anyag jellemzőitől függően van beállítva (figyelembe véve annak plaszticitását és állapotát).
Tehát minél lágyabb az anyag, annál nagyobb a dőlésszög.
Ez az elv azonban érvényes a gyártásban.
Otthon, amikor ugyanazt a fúrót használják sok anyaghoz, a dőlésszög a fúró átmérőjétől függ, és 19 és 28 ° között változik 0,25-10 mm átmérőjű fúrók esetén.
Fa fúrók fajtái
Jellemzően a minőségi fúrókat tapasztalt kézművesek használják, akik különböző típusú termékeket igényelnek fák lyukainak létrehozásához. Ezek lehetnek lyukak, például tüskék, csavarok vagy csapok számára.Ezenkívül maga a fúrási folyamat minősége nagyon változatos lehet, ami magában hordozza a gondolatokat arról, hogyan kell élesíteni a fúrót működés után, és egyáltalán meg kell -e élezni.









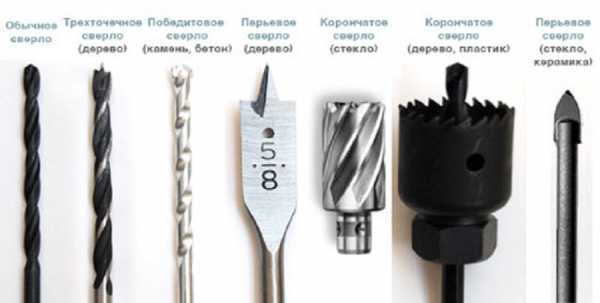
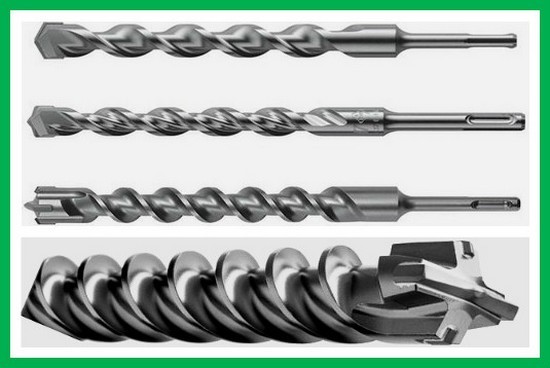
Manapság a leggyakoribb fúrótípusok: csavaros, csavaros, tollas, középső, gyűrűs és Forstner fúrók.
Csavar
Ha fát kell fúrni a szálakon, anélkül, hogy újra elgondolkodna azon, hogyan kell élezni a fúrót egy fán, akkor jól jön egy csavaros fúró, amelynek végén egy finom menet van. Átmérőjük akár 50 milliméter is lehet. Egy speciális csavarforma segít időben eltávolítani a forgácsokat a munkahelyről, és ezáltal nem hevíti túl a rudat. A szükséges furatmélységtől függően egy centiméternél hosszabb fúró is vásárolható, minimális mérete 400 milliméter.
 Csigafúrók fához
Csigafúrók fához
Spirál
A spiráltermék azonnal felismerhető a tökéletesen őrölt, éles hegyű spirálról, amely megakadályozza a rúd oldalirányú mozgását működés közben. A spirál alaknak köszönhetően könnyen fúrhatók lyukak a furnérozott szerkezetekbe. A megfelelő fúrók átmérője eléri az 52 millimétert, a legkisebb pedig 3 milliméter. A tervezett fúrási hely pontos megcélzásához a termék farka kúpos formával van felszerelve, ami sok kényelmet biztosít.
Ha vásárláskor a választás a csavarfúrókra esett, akkor mindig emlékezzen a termék átmérője és a maximális fordulatszám közötti kapcsolatra. Ellenkező esetben a termék élettartama drasztikusan csökken. Ha kemény fafelületeket kell megmunkálnia, akkor a legjobb, ha maximum 900 fordulat / perc értéket állít be 14 mm vagy annál kisebb fúróátmérővel. De puha fa esetén 1800 fordulatot állíthat be a fúrószerszámra.
 Csavaros fúrószár készlet fához
Csavaros fúrószár készlet fához
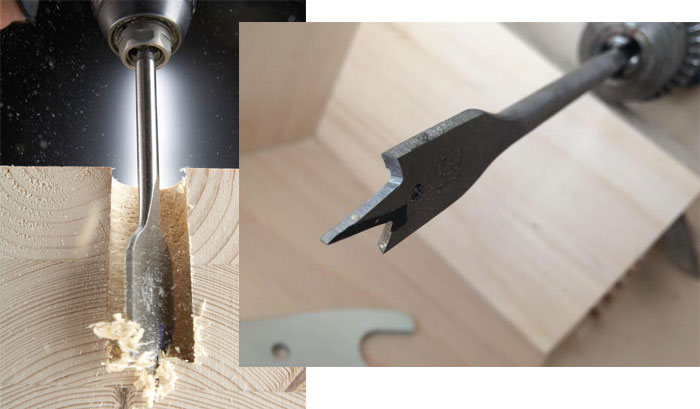
Perovok
A leggyakoribb fúrótípus a tollfúró. Ez sugallja a tollfúró fához való élezését, és leggyakrabban javítási és építési munkákban használják. Ez a legkényelmesebb és különböző átmérőjű.
Ennek csak egy fontos hátránya van: a fúró ilyen alakja nem könnyíti meg a forgácselvezetést, és a fúrási folyamat sokkal bonyolultabbá válik, különösen akkor, ha nagy mélységű lyukra van szükség. Ezért a szakértők azt javasolják, hogy ezt a típusú fúrót használják fa alapú panelekkel vagy vastag táblákkal való munkavégzés során, ahol a fúrási folyamat a lehető leghatékonyabban megy végbe.
A tollfúró vagy hasonló termék hosszabbítóval ellátott speciális tipje javíthatja a helyzetet. Ez a hosszabbító hatszögletű, és más típusú fúrókhoz is használható. Ebben az esetben a végső lyuk átmérője elérheti az 52 millimétert.
 Fúrószárak fához
Fúrószárak fához
Középre és gyűrűre
A középső fúrók azonban hasznosak a fa felületen lévő lyukak tökéletes létrehozásához. Jellemzően az ilyen termékek 50 mm -es (minimum - 12 mm) rúd alakjában vannak, amelynek alján vágóél van, és elérheti a 150 mm hosszúságot. Természetesen nem tudsz elég mély lyukakat csinálni. Erre alkalmasak a lyukfúrók, amelyek koronához vagy fogakkal ellátott gyűrűhöz hasonlítanak. Általában teljes bitkészletként értékesítik, középső fúróval és egyetlen talppal.
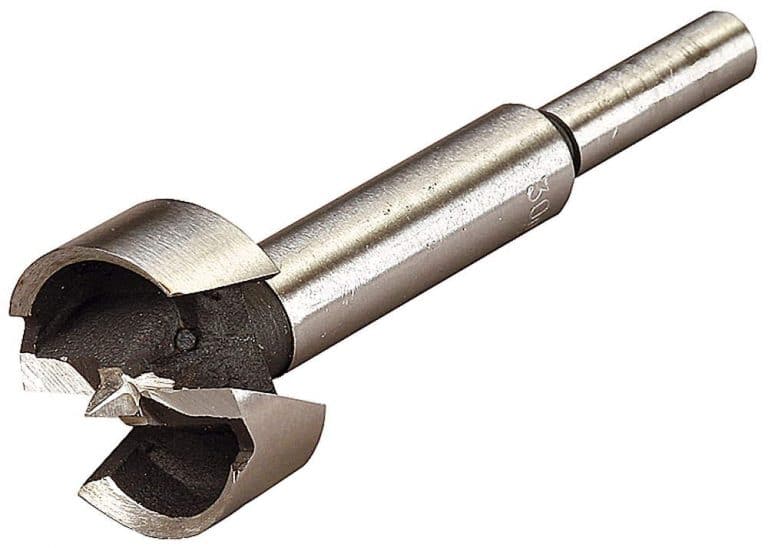
Forstner fúr
Ha a felújításról vagy a bútorok készítéséről van szó, ahelyett, hogy azon gondolkodnánk, hogyan élesíthetnénk egy tollfúrót a fán, akkor azonnal a Forstner fúrókhoz fordulhatunk, amelyek a legjobban megfelelnek ennek az üzletnek. Lehetővé teszik teljesen vak lyukak fúrását, tökéletesen lapos aljjal. Ebben az esetben a termék átmérője eléri a 10-50 millimétert. Maga a fúró speciális ötvözettel van bevonva, amely védi és növeli az élettartamot.
 Fúró fához Forstner
Fúró fához Forstner
Fúrószárak fához
Mivel van egy tetőfedő portálunk, ezért fűrészáru és más faanyagok kezelésére tervezett tollfúrók érdekelnek minket.
A munka minősége és pontossága szempontjából ezek a fúrók tökéletlenek, és megvannak a maguk előnyei és hátrányai. Főleg durva műveletekhez használják őket.
A tollfúrók kiemelkednek a munkában magas termelékenységükkel. Természetesen a fúrás egyszerűsége közvetlenül függ a fa keménységétől, és nem minden fafaj könnyen fúrható. De mivel az építőiparban széles körben használják a fűrészárut, a vésőfúró könnyen megbirkózik a fúrással. Gyakran használják nagy lyukak fúrásához, ha ragasztott fával dolgoznak, és akár gipszkarton és műanyagokkal is használhatók.
A fa tollfúrók egy- és kétoldalasak. Ennek megfelelően egy és két irányú forgással kívánnak dolgozni. A vágási szög az egyoldalas kés metszőfogainál 75-90 °, a kétoldalas késnél pedig 120-135 °.
Kivitelezés
Mint minden más szerszámhoz, a fúró minősége és élettartama közvetlenül függ az alapanyagtól és a feldolgozás módjától. Vizuálisan a fúró feldolgozási minősége a színe alapján határozható meg:
- Acélszürke árnyalat - A fúró része nincs feldolgozva (színes festékkel festhető);
- Sötét - A fúrót éles gőzzel kezelik a fém szilárdságának növelése érdekében (színes festékkel is festhető);
- Arany - A fúró alkatrész feldolgozására speciális technológiát használnak;
- Fényes arany - A fúró felülete titán -nitrid réteggel rendelkezik a nagyobb tartósság és szilárdság érdekében.
Jelenleg nagy számú tollfúró -gyártó van
Annak érdekében, hogy ne tévedjen a fúró kiválasztásakor, vásárláskor ügyeljen a következőkre:
- alak - a fúróhegy szimmetrikusnak kell lennie;
- a fúró maróinak tökéletesen egyenesnek kell lenniük;
- forgácsok hiánya és szabálytalanságok a fúrón;
- a termék anyaga és kivitelezése.
Hogyan kell élesíteni a spirális fúrót helyesen
Nem kell aggódnia a fához való fúró élezése miatt, egy ilyen fúróval hosszú hónapokig, sőt évekig dolgozhat minden élezés nélkül. Sajnos ez nem mondható el a fémfúróról, amelynek feltétlenül élesnek kell lennie. Vagyis a fém kivételesen éles, jól élezett fúróval fúrható.
A fúrás kezdetén éles nyikorgás jellemző a fúróélesség elvesztésére. Az időben nem élezett fúró több hőt termel, és így még az élesnél is gyorsabban kopik.
A fúrót speciális gépeken vagy szerszámokkal élesítheti. Természetesen, ha lehetséges, ezt célszerű speciális berendezésen végezni. De az otthoni műhelyben általában nincsenek ilyen gépek, ezért hagyományos elektromos darálót kell használni kővel.
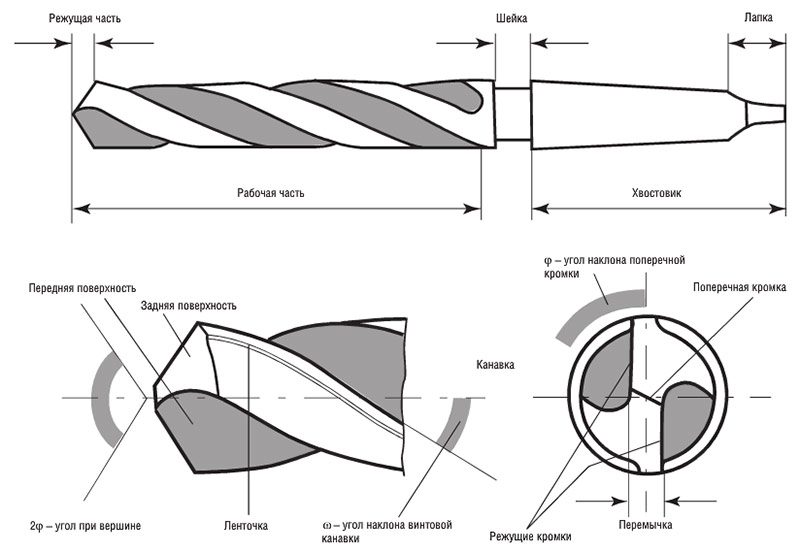
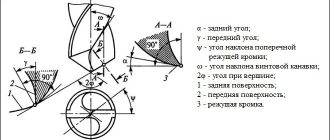
A sodró fúró fő alkotóelemei.
Az élezés típusa attól függ, hogy milyen formát kell adni a fúró hátsó felületének, és lehet egysíkú, kétsíkú, kúpos, hengeres és csavaros.
A fúró a hátsó élek mentén élesedik. A fúró mindkét fogát (tollát) pontosan ugyanúgy kell élezni. Nem könnyű manuálisan csinálni. Ezenkívül nem könnyű manuálisan fenntartani a kívánt oldalformát és oldalszögét.









1. A fúró egysíkú élezését az jellemzi, hogy a toll hátsó felülete egy sík formájában készül. Ebben az esetben a hátsó szög 28-30 ° között mozog. A fúró egyszerűen a körhöz van rögzítve, így a vágó rész párhuzamosan fut a körrel, és az élezés forgás nélkül, a fúró mozgatása nélkül történik.
Ilyen élezéssel a fúró vágóélei megmorzsolódhatnak a fúrás során, ami ennek az élezési módnak a hátránya.Ez a legegyszerűbb kézi élezési módszer, és legfeljebb 3 mm átmérőjű vékony fúrókhoz használható.
2. A 3 mm -nél nagyobb átmérőjű fúrókat lehetőleg kúposan kell élezni. Nehéz manuálisan elvégezni az ilyen élezést készségek nélkül, de lehetséges. A fúrót bal kézzel a munkadarab veszi a lehető legközelebb a szívókúphoz, jobb kezével pedig a farka.
A fúrót a vágóél és a hátsó rész felülete a csiszolókő végéhez nyomja, és jobb kézzel kissé megmozgatja, miközben kúpos felületet hoz létre a hátsó tollszélen. A fúró nem jön le a kőről az élezés során, a kézmozdulatok lassúak és simák. A második tollnál minden ugyanúgy megismétlődik.
Vezesse a fúrót a vágóéllel a csiszolókorong felé.
Lefelé lendítjük a fúrót, majd újra felfelé.
Élezéskor próbálja meg a lehető legjobban megőrizni a hátsó rész gyári felületének eredeti alakját, hogy megtartsa a kívánt hátsó szögeket. Ha az élezést helyesen végzik, akkor legfeljebb 10 mm átmérőjű fúrógépeken ez elég. 10 mm feletti átmérőknél ez az élezés javítható az elülső felület élesítésével, amint az a képen látható:
Az elülső felület élezése.
Mi értelme aláásni? A dőlésszög csökkentésével és a vágóél szögének növelésével nő a forgácsállóság, ami növeli a fúró erőforrását. Ezenkívül a keresztirányú él szélessége kisebb lesz. A keresztirányú él nem fúr, hanem kaparja a fémet a lyuk közepén. A második ábra jól mutatja, hogy itt le van rövidítve, ami megkönnyíti a fúrást.
A kiválasztott kis hézagszögű fúróknál ezenkívül élesítheti a szabad felületet. Ebben az esetben a fúró kevesebbet dörzsöl, mint a fúrólyuk hátsó felülete. Lásd a fotót:
A hátsó felület alá van vágva.
Gyártási körülmények között az élezés után általában befejezik a felületet, amely kisimítja a felületet, eltávolítva a kis bevágásokat. A fúró, amelyen a befejezést végzik, kevesebbet kopik, mint egy élezett fúró. Ha lehetséges, a finomhangolást hiba nélkül kell elvégezni.
A befejezéshez köszörű köveket kell használni zöld szilícium-karbidból (63C osztály, 5-6 szemcseméret, M3-CM1 keménység) bakelit kötésen, valamint az elbor LO karikáit (6-8 szemcseméret) bakelit kötés.
Az alábbiakban az oktatóvideók kiváló választékát mutatjuk be figyelmébe, amelyet megnézve határozottan élesítheti a gyakorlatokat.
Méretek (szerkesztés)
A munka jellegétől függően a kézművesek egyedi példányokat vagy teljes tollkészletet szereznek be, amely általában a következő átmérőjű legnépszerűbb fúvókákat tartalmazza: 25 mm, 35 mm, 40 mm, 50 mm és 60 mm. Az ácsméretek ezen átmérője lehetővé teszi, hogy megbirkózzon a szabványos feladatokkal különböző lyukak kialakításakor. Ha 60 mm -nél nagyobb átmérőjű barázdát kell vágni, akkor jobb, ha megtagadja a tollfúrók vásárlását, mivel nem tudják lefedni az anyag nagy területét, és a fúrás nem lesz helyes.

Működési szabályok
Annak érdekében, hogy a tollfúró ne deformálódjon működés közben, és a munkát helyesen végezték, be kell tartani a használat alapvető szabályait. A fúrás megkezdése előtt a kézművesek azt javasolják, hogy jelöljék meg a lyuk kialakításának helyét, és egy mag segítségével készítsenek egy kis mélyedést az adott ponton. Amikor csak lehetséges, tollat alakú fúrókkal történő munkavégzéskor a legjobb, ha sebességgel állítható fúrót használ. A helyzet az, hogy ebben az esetben a tollátmérő közvetlenül függ a vágási sebességtől: minél nagyobb a vágóméret, annál kisebbnek kell lennie a tengely forgási számának, és fordítva. Ha figyelmen kívül hagyja ezt a szabályt, kellemetlen pillanat elé nézhet, amikor nagy sebességgel a vágók gyors kopása provokálódik, vagy a fúró egyszerűen eltörik.
Ha mély lyukakat kell fúrnia, először vásároljon speciális hosszabbítót.Az ilyen segédberendezés, amelyet fából készült tollfúrókra szerelnek fel, rögzítőelemmel van ellátva, amelyet 3 mm -es hatszög segítségével rögzítenek, ami magát a vágót és annak kiterjesztését egyetlen darabbá teszi.
A horony kontúrjának helyes körvonalazásához a fúrás kezdetén állítsa be a fúrótengely minimális elfordulását, ezért ajánlott állítható elektromos szerszámot használni. A fúrót szigorúan merőlegesen kell a munkadarab felületére felszerelni, mérsékelt nyomással.
Felhívjuk a figyelmet arra, hogy a toll tervezési jellemzői miatt a fűrészpor nem dobódik fel a fúrás során, ahogy ez történik, ezért ne felejtse el rendszeresen leállítani a munkát és eltávolítani a forgácsokat a horonyból.

Kiválasztási szabályok
Minden asztalos szerszámokat gyártó vállalat tollfúrókat gyárt, ezért a minőségi minta kiválasztásához ne legyen lusta megismerkedni a következő termékparaméterekkel:
- konfiguráció - szimmetrikusnak kell lennie;
- a vágóelemek szükségszerűen egyenletesek, ami a gyári modell tisztességes minőségéről tanúskodik;
- elengedhetetlen a fúrók hibáinak hiánya, mivel a forgács és mindenféle szabálytalanság inkább a kézműves termékekre jellemző.
A fent felsorolt jelek mellett figyeljen a tollfúró színére is, mert az sokat elárulhat a fém minőségéről. Ha szürke árnyalatú acél színű vágóelemet lát, akkor nem volt alkalmas további feldolgozásra, ami javítja a fúró minőségét
A sötét fém azt jelzi, hogy a gyártók gőzzel megerősítették az elemet, ezáltal növelve a csomagolás szilárdságát.
Ha a fúró speciális technológiával készül, amely magában foglalja az anyag belső nyomással történő eltávolítását, a fém arany színt kap. A legjobb minőségű gyári fúrók élénk arany színűek, ami jellemző a titán -nitridréteggel bevont termékekre. Egy ilyen bevonat jelentősen megnöveli a szerszám működési idejét azáltal, hogy javítja annak szilárdsági jellemzőit, ami azt jelenti, hogy segítségével hosszabb ideig tud barázdákat fúrni, és a tollfúrókhoz szükséges tüskére itt sokkal ritkábban van szükség.










Hogyan kell élezni egy szerszámot?
A tulajdonosok visszajelzéseiből ítélve nem nehéz élesíteni a tollvágó eszközöket.
A munkához gyémántkorongra van szüksége egy csiszológépre. Ha ilyen felszerelés nem áll rendelkezésre, a barkácsoló élvezheti a minőségi szabály előnyeit. Az élezés egyszerű és gyors lesz, ha betartja a következő sorrendet:
- Készítsen elő egy nem használt vágófelszerelést. Mintaként fogják használni.
- Az élezés során rendszeresen ellenőrizze a feldolgozandó vágófelszerelést egy új, elhasználódott szerszám geometriai paramétereivel.
Javasoljuk, hogy a tollfúró vágóélének vezetésekor a lehető legnagyobb körültekintéssel járjon el. A lényeg az, hogy az élezés után a szerszám központi nyúlványa nem sérült.
A tapasztalt kézművesek számos véleménye szerint nem mindig tanácsos élesíteni az ilyen termékeket. A nagyon elhasználódott tollfúrók erősen kopott vágóélekkel tekinthetők használt anyagnak. Mivel egy ilyen szerszám nem túl drága, jobb, ha azonnal új fúrót vásárol, mint időt veszteget és gyémántkorongot „ültet”.
Fúrók kerámiához és üveghez
A kerámialapokat vagy az üvegeket koronával vagy speciális lándzsa alakú szerszámmal fúrják. Hegye Pobeditből vagy Volframkarbidból készül. Ha nincs erre alkalmas üveg- vagy cserépszerszám, akkor betonfúró használható.
Csak szükségszerűen éles, és óvatosan kell dolgozniuk, mivel alakja nem egészen alkalmas az ilyen munkákhoz.
Lándzsi fúró kerámia csempékhez és gyémánt magvashoz.
Az üveg és a csempe koronája majdnem megegyezik a kő koronájával. Csak a vágóélén van gyémántpor a fogak helyett.
Ha nagy lyukakat szeretne fúrni a cserépben, használjon egy balerina nevű eszközt. Egy közönséges iránytűre hasonlít. A fúrás a csempe varratos oldaláról történik. A fúrási sebesség minimálisra van állítva.
Főbb jellemzők
Amikor tollfúrókat használ a fához, tanácsos tudni, hogy miben különböznek a többi vágószerszámtól, és milyen előnyökkel jár.
Összehasonlítás más típusú eszközökkel
A fémfúrókhoz hasonlóan a famegmunkáláshoz tervezett szerszámok különböző kivitelben kaphatók, és ennek megfelelően jellemzőikben és funkcionalitásukban különböznek egymástól. Az ilyen eszközök kiválasztásakor tisztában kell lennie azok előnyeivel és hátrányaival.
1. táblázat: Különféle fa fúrók összehasonlítása
A tollfúróknak, amint az a táblázatból is látható, számos előnye van más típusú szerszámokhoz képest. Azonban nem ajánlott toll típusú szerszámot használni nagy átmérőjű (több mint 60 mm) lyukak készítéséhez, mivel a széleik elszakadhatnak. Ilyen célokra jobb magfúrókat használni, amelyek fémpohár formájában készülnek, és a végén található vágófogak.
A menetes hegyes fogó jobban megfelel a gépen végzett munkához: gyorsabban fúr, de a lyuk ovális lehet, ha nem rögzíti az alkatrészt bilincsekkel
A fából készült tollfúrók alacsony költsége miatt bármely házi kézműves megvásárolhat egy készletet. Az ilyen készlet jelenléte az otthoni műhelyben megkönnyíti és gyorsan megtalálja a különböző átmérőjű lyukak fúrására szolgáló szerszámot.
Tervezési jellemzők
A tollfúró nagyon egyszerű kialakítású, amelynek elemei a munkarész és a szárrész.
Tollfúró kialakítása
A munkadarab egy lapos penge, amelynek közepén egy éles kiálló rész található, amely a furat középpontjába áll. A tollfúrók hegyén két vágókés található a központi ajak két oldalán. Mindegyik penge a központi nyúlvány csúcsán kezdődik, és a munkadarab egyik széléig terjed. A fából készült tollfúrók pengéinek élezésének dőlésszöge jobbra történik, ha a munkadarabjukat keresztmetszetben nézzük. Az ilyen típusú fúrók gyártásakor a gyártók betartják a vágó rész vastagsága és szélessége közötti bizonyos arányokat.








2. táblázat: A fúró vágóelemének vastagsága és szélessége
A farokrész hatszög alakú. Ez a keresztmetszeti forma lehetővé teszi nemcsak a szerszám megbízható rögzítését a fúrók és csavarhúzók tokmányaiban, hanem mágneses adapterek és hosszabbítók használatát is.
A tollakkal kapcsolatos fúrókat megkülönböztető kialakítás egyszerűsége, a spirális barázdák, szalagok és egyéb összetett elemek hiánya nem jelzik ennek az eszköznek az alacsony hatékonyságát.
Az ikervágású tollfúrók simábban lépnek be a fába, és kevesebb sorját hagyják a lyukak szélén
Kiválasztási ajánlások
A faipari munkákhoz használt toll típusú fúrógép kiválasztásakor figyeljen több paraméterre:
- az alakzat helyessége (a fához tartozó fúró tollának, amely a központi kiemelkedés jobb és bal oldalán helyezkedik el, szimmetrikusnak és azonosnak kell lennie lineáris méreteiben);
- a vágó rész élességének foka (az új tollfúrók élezését a gyárban kell elvégezni, és meg kell felelni a szabványos követelményeknek);
- látható hibák hiánya (ha az új fúró felületén más jellegű látható hibák vannak, ez egyértelműen jelzi az ilyen termék gyenge minőségét, amelyet nagy valószínűséggel kézműves körülmények között állítanak elő);
- szín (a fém színe alapján meghatározhatja a késztermék további feldolgozásának típusait).
3. táblázat: A gyártástechnológia hatása a fúrófej színére
Hogyan csináld magad?
Ha nem szeretne hosszabbító kábelt vásárolni egy hardverboltból, saját maga készíthet hosszú fúrót. Ehhez először egy megfelelő átmérőjű hosszú szöget kell venni. A kalapját gondosan szegecselni kell. Ezt egyszerű kalapáccsal lehet elvégezni. A körömfej minden széle fokozatosan élesedik, fokozatosan megadva a hagyományos fúró élesített formáját.
Ha a jövőben laza fafelületeket kell fúrnia, akkor jobb, ha a körömfejet hegyes hegy formájában szegecseli. A házi alkatrészkel való fúrás során ennek az anyagnak a falai le vannak zárva, ami fontos feltétele a csavarok egyszerű és gyors meghúzásának. Ön is meghosszabbíthatja a fúrót a szár hosszának növelésével. Ehhez létre kell hoznia egy kis lyukat a belső menethez. Ezután csappal vágják le. Merev fémrúdon külső menet készül. A kapott részeket összecsavarják.
A szár más módon is meghosszabbítható. Ehhez először erős vékony fémrudat kell előkészítenie. Ezenkívül az átmérőjének kissé nagyobbnak kell lennie, mint a szár átmérője. Felületének teljesen síknak kell lennie, apró karcolások és repedések nélkül. A munkához esztergáló berendezésekre is szüksége lesz. A felépítés azzal kezdődik, hogy a szár átmérője kissé csökken egy esztergagépen. Ugyanakkor egy kis bemélyedés történik a fémrúdban. Lyukként fog működni a szerszám behelyezéséhez. Ezt követően a szárot a lehető legszorosabban és szilárdabban rögzítik a rúdban.
A kötést hegeszteni és tisztítani javasolt. Az utolsó szakaszban a régi fúró és az új meghosszabbított szár átmérője kiegyenlítődik. Ezt meg lehet tenni esztergaberendezéssel is.Egyes esetekben hosszabbító kábelt készítenek egy új fémrúd és egy fúró hegesztésével. Ugyanakkor a két alkotóelem átmérőjének azonosnak kell lennie. A végén az alkatrészek csomópontját hegesztik és tisztítják, hogy ne legyenek szabálytalanságok és karcolások a felületen.
A következő videóból megtudhatja, hogy melyik fúróbővítményt válassza.
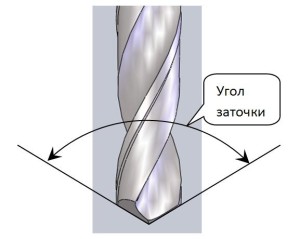
Helyes élezési szög, munkamódszerek
Különböző élesítési szöget használnak a különböző anyagokhoz.
- Kemény acél - 140 °;
- Rozsdamentes acél - 135 ° -140 °;
- Mélyfúrás - 130 °;
- Öntöttvas - kettős szög. Fő - 118 °, segéd - 90 °;
- Alumínium, sárgaréz, bronz - 118 °;
- Réz és ötvözetei - 100 °.

A fúró élezésére élezőgépet használnak, erre haszontalan élezőkövet vagy csiszolólapot használni. A munka befejezéséhez csiszolókorongra van szüksége, amely percenként legalább 1400 -at forog. A csiszolóanyag finom szemcsével van kiválasztva.
Amikor a fúró túlmelegszik, a fém elveszíti tulajdonságait, ezért fontos, hogy a fúrót rövid ideig, legfeljebb 4 másodpercig támassza a darálónak. Annak érdekében, hogy ne rontsa el a fúrókat, rendszeresen hűtse le őket vízben. Először válassza ki a szerszám munkadarabjának élezésének módját.
Ezek azok:
Először válassza ki a szerszám munkarészének élezésének módját... Ezek azok:
- egysíkú;
- kétsíkú;
- kúpos;
- hengeres;
- csavar.
Ebben a cikkben megvizsgáljuk a fúró olyan élesítési módszereit, mint az egysíkú és a kúpos.
Először csiszolja le a hátsó szélét.Egy kis réteget eltávolítanak, hogy ne legyenek szabálytalanságok a felületen. Ha legfeljebb 3 mm -es forgácslyukak vannak, a fúrót ugyanannyira le kell rövidíteni.










Munka közben nézze meg a munkaszél szimmetriáját, az áthidalás egyenletességét. Általában egyértelműen a munkaszélek között helyezkedik el.
A 3,5 mm-ig terjedő fúrót az 1. módszerrel élezik. Ha a hátsó vég megfelelően van konfigurálva, akkor a csiszolóanyaghoz huszonöt-harminc fokos szögben vezetik.
Ne forgassa el a fúrót, és ne változtassa meg a vágási szöget. Ellenkező esetben a széle nem lesz tökéletesen lapos. Ezenkívül, ha a fúrógépet feltekerik, az élanyag egy része elszakadhat tőle.
Mivel az élezendő fúró kis átmérőjű, egy menetben élezett, és nem melegszik túl.
Vessen egy pillantást a fúró legvégére - a konvergáló síkoknak arányosaknak kell lenniük ugyanazzal a megmunkálási szöggel.
Ellenőrizze a sarok megfelelőségét a sablon szerint. Lehetetlen kiegyenesíteni a széleket, ha az első próbálkozásnál nem sikerült a munka, újra élezni kell.
A kúpos megmunkálási módszer teljesen eltér a fent leírt egysíktól. A szerszámot két kézzel fogják, és amikor a munkaszéllel érintkezik a csiszoló síkkal, a fúró elkezd hátrafelé fordulni és kúpot képezni.
Ezzel a módszerrel nem szakíthatja le a szerszámot a csiszológépről. Mindegyik megközelítés az első élnél kezdődik, és teljes fordulattal végződik a szárny végéig.
Minden megmunkálási lépés után ellenőrizze a fúró sarkait a sablonhoz képest.
A nagy fúrókat nem lehet laposan megmunkálni, mivel a fúró túlmelegszik, és a forgácsot nem távolítják el a furatból.