Sajátosságok
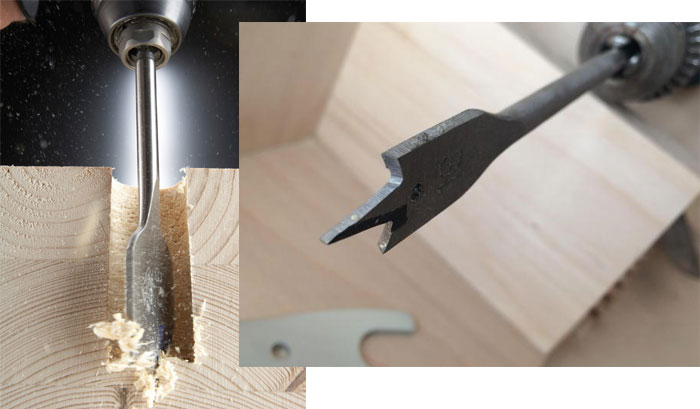
A fából készült fúró egy munkadarabból és egy farokrészből áll. A fúrási folyamatot a munkadarab végzi, amely úgy néz ki, mint egy lapos, de élesen kicsi penge. A penge végén, szigorúan középen, van egy kúp alakú kiemelkedés, amely a munkadarab anyagában lévő jövőbeli lyuk közepének jelölésére szolgál. A tollszerszám meghosszabbított pengéi élesített szélekkel rendelkeznek a szerszám mindkét oldalán, a kúpos párkányhoz képest.


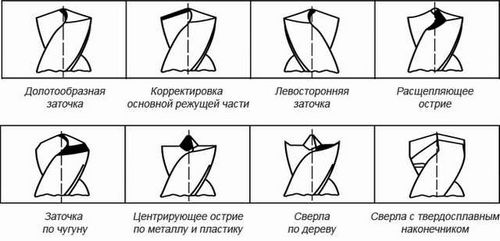
A fúráshoz használt tollszerszámok egy munkaoldallal vagy két vágófelülettel készülnek. Az egyoldalas tollfúró 75-90 ° vágási szöget vág le a munkadarab anyagán, míg a kétoldalas szerszámmodell 125-135 ° -os szögben vág.

A tollfúrók gyártásakor a gyártók betartják a megmunkált penge szélessége és vastagsága között megállapított arányokat. Például egy 5-10 mm átmérőjű szerszám esetében a munkadarab vastagsága 1-2 mm lesz. A 10–20 mm átmérőjű fúrók munkadarab -vastagsága 2–4 mm. Ha a tollfúró átmérője nagyobb, mint 20 mm, a penge vastagsága 6-8 mm lesz.
Elektromos gép használata
Először is érdemes tisztázni, hogy ez a folyamat meglehetősen nehéz lesz azok számára, akik még soha nem éleztek. Ha Ön egyike ezeknek az embereknek, akkor próbálja meg gyakorolni és élezni egy már elhasználódott szerszámot, amelyet hosszú ideig nem használt. Csak egy kis képzés után kapsz egy elképzelést arról, hogy a dolgok hogyan zajlanak a folyamatban. Lehetséges lesz közvetlenül az üzlethez kapcsolódni.
A munka fáradságos - egy extra mozdulat tönkreteheti a hangszert, amire természetesen nincs szüksége
Ezért nagyon fontos, hogy kövesse az alábbi utasításokat, ez segít az eljárás leghelyesebb elvégzésében.
A végrehajtás során számos szabályt kell követnie, amelyek biztosítják a jó eredményt:
- tegyen mellé egy hideg vizet tartalmazó edényt - ez jól jön a túlhevült fúró hűtéséhez;
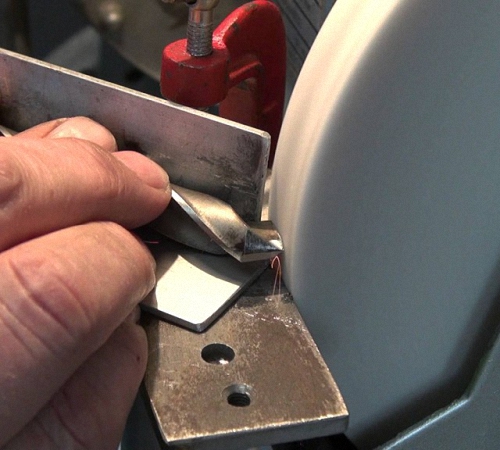
- 45 fok a legmegfelelőbb szög. Ezért próbálja meg az elemet ebben a helyzetben tartani;
- a fúró a gép korongjának szélére van felszerelve - ez a legmegfelelőbb lehetőség;
- ha azt szeretné, hogy az élezést a lehető legpontosabban végezzük, akkor helyezze az elemet az alátétbe - így biztos lehet benne, hogy a munka jól fog menni;
- a fúró hátsó széleit néhány milliméterrel fel kell húzni, majd ellenőrizni kell azok egyenletességét;
- a szerszám jumperjének vékonynak kell lennie, ez biztosítja a legnagyobb kényelmet a munkában;
- a folyamat majdnem befejezése után lassítsa le egy kicsit a gép sebességét, és folytassa az élezést;
- befejezése után hűtse le a kész terméket vízzel, győződjön meg arról, hogy megfelelően működik. Ha ez nem így van, folytassa az eljárást, amíg a műszer optimális állapotba nem kerül.
Kiválasztási tippek
A modern hardverboltokban óriási választék van a tollfúró modellekben, amelyek a gyártó márkájában és a költségekben különböznek a termék minőségétől függően.
Az eszköz kiválasztásakor figyelni kell a következő legfontosabb paraméterekre
- Az alak arányossága - a fúró munkarészén két élezett penge található a központi kúpos párkányhoz képest. A termék mindkét részének szimmetrikusnak kell lennie, és azonos szögben kell élesíteni.Nem lesz felesleges ellenőrizni, hogy a szerszám megfelel-e a csomagoláson feltüntetett fúróátmérőnek, ez különösen igaz a kínai gyártmányokra.
- Élezési minőség - a fúró vágókések munkadarabjának jól kihegyezettnek, törés- és forgácsmentesnek kell lennie, és meg kell felelnie a műszaki előírásoknak. A fúró automatikusan élesedik a gyártásban, és tökéletesen laposnak tűnik.
- Hibák - a megvásárolt szerszámot alaposan meg kell vizsgálni, nincsenek -e rejtett hibák, amelyek a termék munkafelületén és a rúd testén is lehetnek. A gyárilag gyártott fúrónak nincs deformációja, karcolás, forgács, kopás és rozsdanyom.
Annak érdekében, hogy ne tévesszen meg a fúráshoz használt tollszerszám kiválasztásával, és valóban kiváló minőségű és megbízható terméket vásároljon, a szakértők azt tanácsolják, hogy figyeljenek a fém színére. A legtartósabb fúró fémének sötét sötét színe van, amelyet az anyag a felületének forró gőzzel történő feldolgozása során szerez be.
Ha a fúró acél sötét ezüst árnyalattal rendelkezik, ez azt jelzi, hogy a szerszámot nem vetették alá további feldolgozásnak, ami azt jelenti, hogy kevésbé védett a mechanikai igénybevételtől, és keménysége alacsonyabb, mint egy sötét színű analógé.
Néhány tollfúró aranyszínű és fényes felületű. Egy ilyen szerszámot látva tudnia kell, hogy a gyártó felületét titán -nitrid bevonattal kezelte. Ez a bevonat jelentősen meghosszabbítja a fúrógép élettartamát, megőrzi vágási tulajdonságait működés közben, és a titán is védi a fúró felületét a mechanikai sérülésektől. Egy titán tollú fúróval különösen erős anyagokkal dolgozhat úgy, hogy adott átmérőjű lyukakat készít beléjük, miközben a fúrót nem kell rendszeresen beállítani vagy élezni - ezt sokkal ritkábban kell elvégezni, mint a hagyományos tollfúróknál bevonat nélküli acélötvözetekből.








A gép használatának előnyei
Egy másik jellemző, amelyet a gép ad, a mozgás motor segítségével.
Ezért oszlopként reális bármilyen tengelyű csapágyszerelvényt használni.
A tengely végén lesz egy tartó a fúróhoz. A biztonságos rögzítés érdekében a legjobb csavarokat használni.

A szerszám rögzítése után bekapcsoljuk az élezőt, és maga az oszlop a körhöz kerül, úgy, hogy a fémfúró hátulja elfordul az élezéshez.
Ez kényelmes, mert még a bekapcsolás előtt beállíthatjuk a megfelelő szöget a fúró élesítéséhez.
A közönséges készülék fő hátránya, hogy nem viheti ki a garázsból, és sok hely szükséges a szobában.
Ezért van lehetőség fúvókagép használatára.

Egy ilyen eszközben egyrészt van egy összekötő egység, amelynek köszönhetően a fúvóka a fúróorsóra van felszerelve, másrészt lyukat találhat a fémek fúróihoz.
A szerszámot saját kezűleg is könnyű élezni - csak helyezze be teljesen, és kapcsolja be a mechanizmust.
A legkisebb eltolódások pedig munka közben sérüléseket okozhatnak. A daráló nem képes magas minőséget elérni, csak kis átmérőjű fémfúrókhoz alkalmas.
És az élezési folyamat után nem tudja elvégezni a hibakeresést.
A befejezés fontos része a folyamatnak, amikor szerszámot kell élezni.

Gyárilag lehetővé teszi az összes szabálytalanság eltávolítását az eljárás végén, hogy a vágó rész sima legyen.
Ha a fúró szilárd és egyenletes, sokkal tovább és jobban fog tartani.
Ha szükséges, a befejezést otthon is elvégezheti. Ehhez egyszerűen változtassa meg a kört szilícium -karbidból készült körre.









Gyémántkövet használnak itt csiszolókorongként. Ezzel az eljárással a csiszolókorong egyszerűen nem adja meg a kívánt eredményt.
A szerszám élezése előtt érdemes megmérni a forrasztást, mert ha kevesebb, mint 10 milliméter, akkor már nincs értelme az élezésnek. Csak a teljes cserére van szükség.
Ne feledje, hogy minél keményebb a szerszám anyaga, annál kisebbnek kell lennie a kerék forgási sebességének.
Videó:
És egy győztes fémfúró esetében a sebesség általában minimális, hogy ne károsítsa a vágó részt.
Az élezés rövid és sima érintéssel történik, az éles mozdulatok kivételével.
Ami a forrasztást illeti, azokat ugyanúgy élezik, mint a hagyományos fúrókat - hátulról.
Működési szabályok
A perforált fúróval végzett munka során a legnagyobb hatékonyság elérése, valamint működési idejük meghosszabbítása érdekében be kell tartani az alábbi szabályokat.
- A fafelületeken lyukakat fúró munkákat alacsony fúrási sebességgel kell végezni, legfeljebb 300-450 fordulat / perc mutatóval. A szabályt be kell tartani - minél vastagabb a fúró átmérője, annál kisebbnek kell lennie a forgási sebességének. Ez a megközelítés jobb eredményeket tesz lehetővé, és megakadályozza a fúró deformálódását.
- A tollfúróval végzett munka elvégzéséhez a legmegfelelőbb az elektromos fúró, amely képes beállítani teljesítményét, míg egy csavarhúzó nem mindig tudja megadni a fúróhoz szükséges erőt és forgási sebességet.
- Ha a fúró szabványos hossza nyilvánvalóan nem elegendő ahhoz, hogy lyukat készítsen a nehezen hozzáférhető helyeken, akkor ehhez speciálisan tervezett adaptert kell használni, amelyet az elektromos fúró tokmányába rögzítenek.
- A fúrási munka megkezdése előtt gondosan meg kell mérni a munkadarab munkafelületének metszetét, és körvonalazni kell a fúró munkavégzésének helyét, vagyis azt a pontot, ahol a kúp alakú kiemelkedés lesz felszerelve - ez lesz a középpont a szerszám működésekor végrehajtandó kör. Ezenkívül a fúrót a munkasíkhoz képest kell felszerelni, csak 90 ° -os szöget megtartva.
- Javasoljuk, hogy a fúrási folyamatot az elektromos fúró alacsony fordulatszámain kezdje el, fokozatosan hozzáadva, amikor a fúró egyre mélyebbre hatol a munkadarab anyagába. Ha fordulatszámot ad a fúróhoz, a fúró könnyebben áthalad az anyagon, és megvédi a fúró motort a túlmelegedéstől. Ha észreveszi, hogy a magfúró elérte a szükséges mélységet a munkadarab anyagában, a fúrási folyamatot le kell állítani.


A munkadarabon lévő lyuk elkészítése után, a résen belül, ha nem megy keresztül, sok hulladék anyagot gyűjtenek össze forgács formájában.
Ehhez a fúrást leállítják, a forgácsot eltávolítják a lyukból, majd a fúrót ismét a kialakított mélyedésbe merítik, és tovább fúrnak a kívánt mélységi szintre.


Az alkatrész fő paraméterei
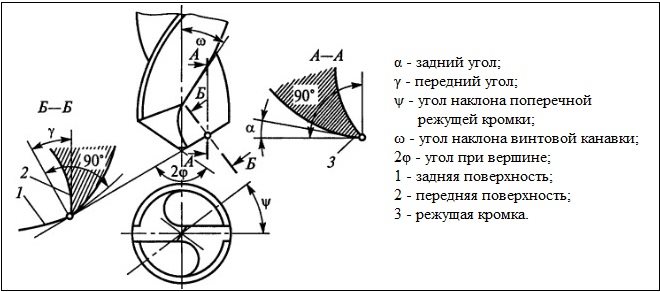
Annak érdekében, hogy helyesen élesítse a hegyet, először nézzük meg a fő elemeit, amelyek a következők:
- egy vágó részt (vágóél), amelyet a horony felületének és az oldalfelületnek a konvergenciája képez;
- az elülső felület, amely a vágóél alatt található;
- a hátsó felület, amely az él mögött található:
- jumper a két hátsó felület között.
A fúvóka működése során a vágóél, a híd és a hátsó felületek szenvednek leginkább. Ezért a szerszám helyreállítása a hátsó felületek élesítésével történik, amelyekhez a vágóél és a híd csatlakozik. Azonban nem minden ilyen egyszerű: ahhoz, hogy az él újra éles legyen, és tiszta jumper alakuljon ki, az élezési szögeknek meg kell felelniük a táblázatban szereplő értékeknek:
Ezen értékek betartása lehetővé teszi, hogy a vágóél mindig elsőként érintse meg a munkadarab felületét, ami biztosítja a szerszám maximális hatékonyságát. A vágóél hossza az orr szögétől függ. Ennek betartása lehetővé teszi, hogy a forgácsok jól illeszkedjenek a horonyba és kijöjjenek.Ha élesebbé teszi a szöget, akkor a vágott csík szélessége megnő, ennek következtében a forgács eltömíti a hornyot, és nem fog eltávolítani a lyukból, az összes következménnyel. A túl tompa szög csökkenti a fúrógép hatékonyságát.
A munka kezdeti szakasza
Először is döntsük el, mire lesz szükség a „csináld magad” élezési folyamat során.
Fémek fúróinak élezésekor, és még saját kezével is, mindig alternatívát kell keresnie a gyári szerszámokhoz, mert a gyártásban speciális csiszológépek vannak.
Otthon nehezebb lesz megtalálni a fémfúró élezéséhez szükséges minimális készletet.
Először speciális csiszolókorongokat kell vásárolnia.
Általában egy körre van szüksége, de gyakori használatakor gyorsan elkopik, ezért jobb, ha egyszerre többet vesz fel, tartalékként. Maga a kör saját kezével van felszerelve egy forgó tengelyre.










Amíg a fúró élesedik, egyidejűleg felmelegszik. Ha nincs hűtve, akkor működés közben gyorsabban meghibásodik a hőmérséklet -különbség miatt.
Ugyanilyen fontos a szög fenntartása, itt a szemmel történő ellenőrzés elfogadhatatlan. Ez a probléma miatt az emberek vásárolnak egy speciális eszközt, hogy ne folytassanak unalmas számításokat.
Ismerni kell a fém fúrójának megközelítési szögét. A kulcsszög a dőlésszög, amely a fő vágási síkban definiálható, mint a szerszám elülső vége és a maró alja közötti szög.
Az oldalszög ugyanazokkal a paraméterekkel rendelkezik, csak az oldalsíkban. A felső sarok látható, ha oldalról nézi a fémfúrót: a két él között van.
Ne felejtse el az óvintézkedéseket, amikor saját kezűleg dolgozik. Mivel éles alkatrészekkel kell dolgoznunk, jobb, ha kesztyűvel védjük a kezünket.
Élesítéskor feltétlenül viseljen szemüveget.
Ennek során apró részecskék repülnek le a körről, amelyek szintén nagyon túlmelegednek.
Ügyeljen a szerszám helyzetére, mert ha az előtolási szög nem megfelelő, ki lehet húzni a kezéből.
Mikor van szüksége speciális szerszámra a fa fúrásához
A kérdés, hogy hogyan és hogyan lehet a legjobban lyukat fúrni egy forgácslapból, MDF -ből, rétegelt lemezből vagy természetes fából készült termékből, nemcsak az asztalos szakemberek és a bútorgyártással foglalkozó szakemberek számára releváns, hanem házi kézművesek, akik sok házimunkát részesítenek előnyben, maguk csinálják. A fához való fúrók kiválasztása ilyen esetekben attól függ, hogy milyen lyukakat kell fúrni:
- süket, nincs kijárata a termék ellenkező oldaláról (csuklópántok belső ajtókra vagy bútorszerkezettel ellátott ajtókra történő felszerelésére szolgál);
- keresztül (menetes csatlakozások elemei (csavarok és csapok) vannak elhelyezve bennük, ilyen lyukak nélkül lehetetlen a kilincseket és zárakat felszerelni).

A tollfúrók fő célja a sekély lyukak gyors elkészítése. Ügyeljen a kiálló fúróhegyre, amikor vakfuratokat fúr
Famegmunkáláshoz drága szerszámot (például tárcsavágót) vásárolhat. Használata azonban nem minden esetben indokolt. A legtöbb helyzetben, amikor fát kell fúrni, egy könnyebben használható és sokkal olcsóbb szerszám segít. Ilyenek például a tollfúrók, amelyek megfizethető áraik ellenére rendkívül hatékonyak a használatban. Használhat tollfúrót fához elektromos fúróval és hagyományos csavarhúzóval egyaránt.
Hogyan válasszunk?
Először el kell döntenie, hogy milyen anyaggal dolgozik. Ennek alapján tollfúvókát kell választani. Mindegyikük megfelelő jelöléssel van ellátva - lehet 3, 6, 9 és akár 10. Ez a szám jelzi, hogy milyen átmérővel (milliméterben) végezzük a fúrást
És az is fontos, hogy a fúvóka melyik szárral rendelkezik - attól függ, hogy alkalmas -e bármilyen szerszámra (legyen az fúró vagy csavarhúzó), vagy sem.
A háromoldalas szárak bármilyen tokmányhoz illeszkednek. Ha a szár SDS -módosítással rendelkezik, akkor csak egy ütvefúróval lehet „felszerelni”, amelyet valójában erre terveztek
Nagyon fontos figyelni a fúró színére is. Ha szürke, ez azt jelenti, hogy az acél, amelyből készült, nem edzett, vagyis a termék meglehetősen törékeny, és nem alkalmas erős anyagokhoz, például csempehez vagy csempehez.

A fúvóka fekete színe azt jelzi, hogy oxidációs eljáráson, azaz forró gőzkezelésen esett át. Ennek a kezelésnek köszönhetően a termék védett a korróziótól és a túlmelegedéstől, tartósabbá válik. A fúró könnyű aranyozása azt jelzi, hogy a temperálási eljáráson túljutott. És fényes aranyozás - hogy a csúcs titán -nitriddel vagy titán -karbonitriddel van bevonva, ami alkalmassá teszi a legtartósabb anyagokkal való munkavégzésre.










Emlékeztetni kell arra, hogy a fúrók, amelyekre permetezést vagy csiszolóanyagot alkalmaznak, sokkal hosszabb ideig tartanak, mint a permetezés nélküli termékek, de nem lehet őket élezni. A legtartósabb a gyémántbevonatú fúró lesz - lyukakat lehet készíteni akár betonban is.


Hogyan működik a Lewis fúró?
A fúrás kezdeti pillanatában egy kúpos pontot nyomnak az anyagba, amely a forgás során a mélységbe ágyazódik. Ezután a fúró fő, spirális része rajta nyugszik. A fafúrók más kiviteltől eltérően a szóban forgó szerszámnak kezdetben csak egy munkaéle van, majd a fúrás spirális vágórésszel történik. A vágóél teljes hosszának növekedésével ez segít csökkenteni a fúró teljes tengelyirányú erejét, de növeli a fúró elakadásának és a fúró közepétől való "sodródásának" kockázatát.
Olvassa el még: Üzleti területek cnc marógépek használatával
Az első problémát a következőképpen oldják meg. Először is előnyös, ha a Lewis fúrót alacsony fordulatszámú, erősebb fúrókra szerelik fel. Másodszor, az ilyen spirálszerű fúrókat nem célszerű lyukak készítésére kemény erdőkben, mivel a kapott forgácsok hozzájárulnak a hulladék elakadásához egy meglehetősen hosszú barázdában. Általában a fordulatszámot fordítottan arányosan választják ki a keletkező lyuk átmérőjével.

A második probléma megoldásához a csavart fúrót dörzsárként lehet használni, és az elővágást - a nagyon mély lyukak kivételével - hagyományos fúróval lehet elvégezni. Üzemeltetési tapasztalatból ismert, hogy a 15–30 mm -nél nem nagyobb átmérők esetén ajánlatos közvetlen lyukakat készíteni Lewis fúróval. Más esetekben tollfúrókat használnak, és a spirált csak az utolsó menetben használják, amikor meg kell növelni az oldalfalak simaságát.
A fa nedvességtartalma ilyen fúró használatakor nem számít, valamint a fa szemcséjének iránya.
Kiválasztási tippek
Bármilyen alakú szerszámnak megvannak a saját kritériumai, és meg kell felelnie azoknak. A megvásárolt szerszám minőségét a megjelenése, színe, valamint az anyag alapján határozhatja meg.
- Anyag. Lehetetlen vizuálisan meghatározni az anyag minőségét. Ezért vásárlás előtt meg kell győződnie arról, hogy a termék minőségi tanúsítvánnyal rendelkezik. A kínai hamisítványokat gyakran dokumentálatlanul értékesítik.
- Megjelenés. A minőségi termék sík, sima felületű. Különböző repedések, karcolások és sérülések hibásak. A vágási területet szépen élesíteni kell. A hosszú fúróknak egyenesnek kell lenniük. Nagyon könnyű ellenőrizni a minőségüket, elegendő egy sima felületre tekerni. Minden szabálytalanság azonnal látható lesz.
- Szín. Annak érdekében, hogy a szerszám további erősségű legyen, speciális technológiával készül.Megtudhatja, hogy melyik feldolgozási módszert alkalmazta a termék színe. Az acél színe azt jelzi, hogy további feldolgozást nem végeztek. A sárga-arany színű permetezés enyhíti a fémes feszültséget. A titán -nitriddel (fényes arany színű eszköz) kezelt termék hosszú élettartamú. A fekete fúró megnövelt tartóssággal rendelkezik. A feldolgozás során gőzt használtak.
- Csomag. Az ismert gyártók termékei jó, kiváló minőségű csomagolással rendelkeznek. Minden hamisítvány rosszul van csomagolva, és a szöveg néha rosszul van írva.
- Ár. Minél magasabb az ár, annál jobb a termék. Minden költségvetési eszköz rövid élettartamú.
A hírnevükről gondoskodva a jól ismert üzletek nem árulnak hamisítványokat.
És függetlenül attól, hogy milyen szerszámot vásárol, hogy kiváló minőségű és hosszú ideig tartson, vegye fel a kapcsolatot megbízható és megbízható szállítókkal.
Otthon élesítjük a fúrót - élezési szög és egyéb árnyalatok
Az élezési folyamat meglehetősen fáradságos és több szakaszból áll.
A legelső szakasz a chipek és mikrorepedések szemrevételezése. Ha rendelkezésre áll HSS magfúrókkal, akkor a fúró lerövidítése vagy leírása mellett döntenek. A TCT fúrók helyreállítása nem lehetséges.
A második lépés a fog alakjának, az élek jelenlétének, az élezés jellemzőinek, a fogak számának meghatározása.
A harmadik szakaszban a fúrót speciális berendezésekben rögzítik, a kívánt szöget a gyártó táblázatának vagy az élezőgépekhez mellékelt univerzális asztalnak megfelelően állítják be.
Leggyakrabban a fogak számát osztótárcsával állítják be.
Az összes fog meghatározott szögben történő csiszolása után a szög megváltozik, és az őrlés folytatódik.
Intenzív használattal és gyakori élezéssel, valamint a fúró lerövidítésekor élesíteni kell a fog elülső felületét (mélységben). Ezt a műveletet egy univerzális élezőgépen is elvégezik, lemezcserével.









Általában a magfúró élettartama megfelelő élezéssel 25% -kal csökken, de az új fúró vásárlásához képest az előnyök nyilvánvalóak.