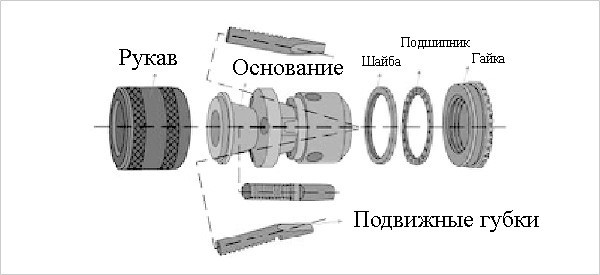
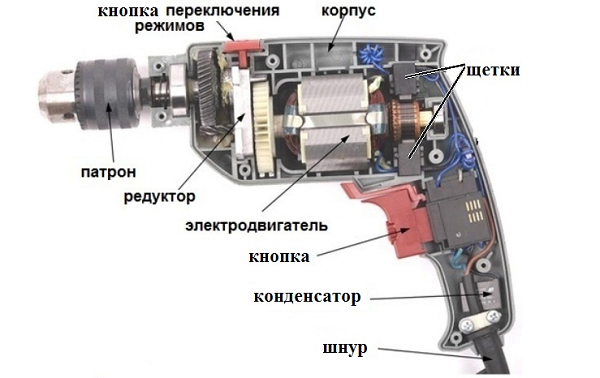
Osztályozás
- A gyorsan cserélhető fúrótokmány cserélhető hüvellyel használható kúpos szárú fúrókhoz;
- A biztonsági tokmány a vakok és átmenő lyukak megütéséhez összetettebb szerkezetű. Kuplung bütykökből, meghajtott fél tengelykapcsolókból, fő tengelykapcsolóból, rugóból és beállító anyából áll. Tartóként használják a szedők számára.
- A fúrótokmány egy szárból áll, amely egy hengeres részhez van csatlakoztatva. A bilincs és a tokmány belsejében egy osztott persely található.
- A kétpofás fúrótokmány megfogja a fúrót a tokmány tetején lévő belső rugós rögzítésen keresztül. Ez megmagyarázza a vékony fúrók használatának sajátosságait és a fúró kis terhelésével történő használatát.

Csak a Morse-kúpos kulccsal ellátott fúrótokmányok felelnek meg a GOST 8522-79 szerinti követelményeknek, mivel a táblázatból meghatározható, hogy a GOST megfelel-e az adott mérethez használt Morse-kúp méretének. A kulcs nélküli bilincsnek nincs kúpja, de ellentétben a kulcsos megfelelőjével, belső menettel rendelkezik, amelynek tartományát szükségszerűen feltüntetik a jelölésben.
Háromkamrás
A jelölés leggyakrabban így néz ki (az orosz gyártók termékein):
- A PSK 3-16 a fúró átmérőjének tartományáról szól mm-ben;
- KM B12; B16; B18 - az összekötő furat Morse -kúpját jelzi;
- GOST 8522-79 - a jelölésben szereplő ilyen megnevezés egyértelműen azt jelzi, hogy megfelel a 79 -ben összeállított táblázat összes paraméterének.
A gyorsszorító szerszámon lévő jelölés csak a belső menet méretét és a rögzítendő fúrók átmérőjének tartományát jelzi.
A fúrógép hárompofás tokmánya a fúró kulccsal történő rögzítésével nemcsak a GOST 8522-79 szabványnak felel meg, hanem a Morse kúpja megfelel a SEV 148-75 szabványnak. Mitől lesz Oroszországban a GOST 8522-79 szerint gyártott fúrótokmány alkalmas a nemzetközi szabványoknak megfelelően működő külföldi gyártók fúrógépeire.
A GOST 8522-79 szerinti méretek szigorú irányelvek a szabványos méret megfelelőségéhez a befogási tartományban és a megengedett sugárirányú kifutáshoz. Ugyanakkor az alapvető paramétereknek való megfelelés nem jelzi a konkrét konstrukciót. A fúrótokmányok máshogy néznek ki:
- a munkadarab alakja és hossza szerint;
- műanyag védőtok jelenléte vagy hiánya;
- a patron fő részeinek egymáshoz történő rögzítésének módja,
- ötvözet színe.
A Morse -kúp felfelé változik a méret számának növekedésével. A sugárirányú kifutási tűrések a mérettel együtt változnak.
Például a B16 Morse kúp 10 és 13 szabványos méretű fúrótokmányt tartalmaz. Ezek a számok megfelelnek a fúróbilincs felső paraméterének, az alsó pedig a GOST 8522-79. A 16 -os tokmány ugyanabban a táblázatban leírtak szerint Morse kúpos B18 -as gyártású. Minimális bilincs 3 mm, maximális 16 mm.
A kulcs nélküli tokmányt a gép rögzítőfuratának és menetének megfelelően kell kiválasztani. A kulcsos tokmányoknak a Morse kúpnak köszönhetően előnyük van. A kúpos adapterek lehetővé teszik kisebb vagy nagyobb Morse -kúpos tokmányok felszerelését a gépre, bővítve ezzel a gép képességeit.
A legtartósabb kulcs nélküli tokmány, de egyben a legdrágább is a precíz gyorscserélő tokmány. Ideális nagy sebességű gépekhez. A kúpos szárak a precíz kulcs nélküli tokmányt sokoldalú szerszámmá teszik.
PONTOS GYORS
- Németországban készült.
- A rögzített szerszám kifutása kevesebb, mint 0,040 mm.
- Leszálló felület B16.

| Modell | mm | fordulat | kereskedői kód | ÁR | Elérhetőség |
| B16 | 1-13 | 6000 | 305 0656 | 4 738 | raktáron |
| B16 | 3-16 | 6000 | 305 0657 | 4 124 | raktáron |
FEL
- A rögzített szerszám kifutása kevesebb, mint 0,050 mm.
- Morse kúpos szár.

| Modell | mm | fordulat | kereskedői kód | ÁR | Elérhetőség |
| Morse 2 | 0-8 | 6000 | 305 0582 | 7 434 | raktáron |
| Morse 2 | 1-13 | 6000 | 305 0572 | 6 431 | raktáron |
| Morse 2 | 1-16 | 8000 | 305 0571 | 7 375 | raktáron |
| Morse 3 | 0-13 | 6000 | 305 0585 | 9 558 | raktáron |
| Morse 3 | 1-16 | 6000 | 305 0573 | 7 493 | raktáron |
| Morse 4 | 1-13 | 6000 | 305 0587 | 10 561 | raktáron |
| Morse 4 | 1-16 | 6000 | 305 0574 | 7 493 | raktáron |
| Morse 4 | 3-16 | 6000 | P17514 | 6 567 | raktáron |
FEL
ÖNKAPCSOLÓ FÚRÓ CHUCK "CPC"
| Modell | mm | fordulat | kereskedői kód | ÁR | Elérhetőség |
| 10-KOR | 0.5-8 | 6000 | P 33182 | 2 112 | raktáron |
| 12-KOR | 1-10 | 6000 | P443182 | 2 242 | raktáron |
| B16 | 1-13 | 8000 | P3251 | 3 000 | raktáron |
| B16 | 1-16 | 6000 | P39993 | 3 200 | raktáron |

| Modell | mm | fordulat | kereskedői kód | ÁR | Elérhetőség |
| B18 | 3-16 | 6000 | P61121 | 2 320 | raktáron |
| B22 | 5-20 | 6000 | P79893 | 2 400 | raktáron |
FEL
ÖNKAPCSOLÓ FÚRÓFOGÓ

Szár - 7: 24-40NT (ISO40) (DIN 2080, GOST 25827 isp. 1) CNC nélküli szerszámgépekhez
| Modell | mm | fordulat | kereskedői kód | ÁR | Elérhetőség |
| ISO40 | 0.5-8 | 6000 | P16514 | 4 222 | raktáron |
| ISO40 | 1-10 | 6000 | P26514 | 4 242 | raktáron |
| ISO40 | 1-13 | 8000 | P36514 | 4 000 | raktáron |
| ISO40 | 1-16 | 6000 | P46514 | 5 200 | raktáron |

Szár - 7: 24-40BT (MAS 403) CNC gépekhez
| Modell | mm | fordulat | kereskedői kód | ÁR | Elérhetőség |
| 7: 24-40BT | 0.5-8 | 6000 | P56514 | 4 222 | raktáron |
| 7: 24-40BT | 1-10 | 6000 | P66514 | 4 242 | raktáron |
| 7: 24-40BT | 1-13 | 8000 | P76514 | 4 000 | raktáron |
| 7: 24-40BT | 1-16 | 6000 | P86514 | 5 200 | raktáron |
FEL
ADAPTER SÁROK FÚRÓS SZABÁLYOZÁSHOZ
| Modell | mm | kereskedői kód | ÁR | Elérhetőség |
| KM1 / B10 lábbal | — | P98723 | 436 | raktáron |
| KM1 / B12 | 6x1 | P40313 | 126 | raktáron |
| KM1 / B12 lábbal | — | P78892 | 456 | raktáron |
| KM1 / B16 lábbal | — | P09723 | 521 | raktáron |
| KM1 / B18 | 6×1 | P50313 | 432 | raktáron |
| KM1 / B18 lábbal | — | P88892 | 530 | raktáron |
| MK2 / B10 | 10×1.5 | P27723 | 306 | raktáron |
| MK2 / B10 lábbal | — | P19723 | 620 | raktáron |
| MK2 / B12 | — | 60313 | 320 | raktáron |
| MK2 / B16 | 10×1.5 | 305 0670 | 973 | raktáron |
| MK3 / B16 | M12 | 305 0669 | 1 298 | raktáron |
| MK4 / B16 | M16 | 335 0304 | 1 000 | raktáron |
| ISO30 / B16 | M | 335 2069 | 3 200 | raktáron |
| ISO40 / B16 | M | 335 2070 | 3894 | raktáron |
FEL
FORGATÓTÁRGA INTEGRÁLT KÚP MORSE-2, MORSE-3
Használható esetekben
1. Eszterga tokmányként marógépekhez Marógép orsójához való rögzítéshez, nem szabványos szerszámok befogásához (például marószerszámok, amelyek szárának átmérője nagyobb, mint a hüvely átmérője) És amikor az esztergaszerszámot a koordinátára szerelik a gép asztalán (például satuban), és a munkadarabot a tokmányba szorítva lehetővé válik az esztergálási és fúrási munkák elvégzése egy marógépen.










2. Nem szabványos szerszám vagy munkadarab rögzítéséhez egy eszterga hátulján
Esztergáló vagy unalmas munkákhoz.
Fordított bütykök tartoznak
| Modell | Kúp | kereskedői kód | ÁR | Elérhetőség |
| 80 mm | KM2 | K344 | 8 830 | raktáron |
| 80 mm | KM3 | K345 | 8 830 | raktáron |
| 100 mm | KM3 | K345 | 8 350 | raktáron |
| 100 mm | KM2 | K347 | 9 350 | Nem |
| 125 mm | KM5 | P79835 | 11 510 | raktáron |
FEL
"QWER" UNIVERZÁLIS KAZETTA 0-15 mm között
A rögzített szerszám kifutása kevesebb, mint 0,060 mm.
Erőteljes fogasléces és fogaskerék -mechanizmus biztosítja a biztonságos illeszkedést
- Acél rögzítőpofák, amelyek egymáshoz illeszkednek a tokmány teljes hosszában, mint a guillotine olló.
- Leszállás VT-16 bármely kúp
- működési elve hasonló a 4 pofás önközpontos eszterga tokmányéhoz, a szerszámot 4 ponttal rögzíti.
- Elölnézet
- Univerzális tokmány 2 pofás
- A következő esetekben használható:
- 1-szorító nem szabványos munkadarab vagy rúd 0-15 mm
- Kétcsapos bilincs négyszögletes, kerek, hatlapfejű szárral
- 3 bilincses megmunkáló szerszám
- ALKALMAZZ LÁTÓ- ÉS MARÓGÉPEKBEN
| Modell | Kúp | kereskedői kód | ÁR | Elérhetőség |
| 0-15 mm | BT16 | K3440 | 5 800 | sorrendben |
Kulcs mellékelve
FEL
LÁTOTT OLDALOK
Hogyan válasszunk befogó tokmányt
Az első dolog, amelyet figyelembe kell venni egy ilyen tokmány kiválasztásakor, az az orsóra való rögzítése. Közvetlenül az orsóra szerelhető megfelelő adapter segítségével, vagy csavarozható a menetre.
Ezután megnézzük a karima méreteit. Ebben segít a csatlakozás peremének átmérője vagy a Morse kúp paraméterei. Ha nem ismeri ezeket a mutatókat, akkor nem fogja megtalálni a szükséges patront, és ezért nem lesz lehetősége szerszámainak kiváló minőségű működésére.
És végül, a bütykök száma a szerszámban. A szerszámok céljától függően két -hat bütykökkel rendelkezhetnek egy készletben. Felvehet egy szerszámot is kemény vagy lágy ötvözet, bizonyos típusú munkákhoz, eltérő műszaki jellemzőkkel.
Fontos árnyalatok megtanulni eltávolítani a menetes tokmányokat a fúrókból és csavarhúzókból
Először is meg kell jegyezni, hogy a szóban forgó elemek rögzítésének típusa szerint az elektromos szerszámok tengelyén menetes és kúposak. A menetes eszközök népszerűbbek, de a kúpos eszközöket megbízhatónak tekintik. A kúpos rögzítéseket fúrógépeken és fúrógépeken használják.
Ha menetes patron van a fúrón, akkor nem lesz nehéz eltávolítani, ha ismer egy fő jellemzőt. Mielőtt eltávolítja a tokmányt a fúrógépből, tudnia kell, hogy nem szabványos módon van becsavarva. Egy ilyen elem eltávolításához a fúróból vagy csavarhúzóból kövesse az alábbi utasításokat:
Csavarja ki a pofákat, amennyire csak lehetséges, hogy hozzáférjen az elem belsejéhez
A rögzítő csavar belül található. Ennek a csavarnak nem szabványos menete van - balra
A csavaráshoz ne jobbra, hanem balra kell erőt kifejtenie.
A csavarok fejformája eltérő, ezért annak kiderítéséhez, hogy melyik csavarhúzót kell kicsavarni, jelölje ki és nézze meg a készüléket
Ha a készüléket lecsavarja a csavarhúzóról, akkor nagyon fontos a racsnis vagy erőszabályozó maximális üzemmódba kapcsolása. Ha ezt nem teszi meg, akkor a tokmány nem csavarható le a tengelyről.
Ez azonban a csavarhúzókra vonatkozik
A csavar kicsavarása után meg kell csavarni a tokmányt a fúróból. Balra csavarodik (azaz normál)
Ha nincs rögzítőcsavar a fúrótokmányon belül, akkor az alkatrész szétszereléséhez csak le kell csavarni az alkatrészt a tengelyről. Ehhez szüksége van egy "14" -os nyitott csavarkulcsra, valamint egy csőkulcsra, és egy kis fizikai erőfeszítést kell tennie. Egy nyitott végű csavarkulcs rögzíti a tengelyt a szerszámtest és a tokmány között, maga a csavart elem pedig jobbra forog a csőszerszámmal.
A munkavégzés során ajánlott WD-40 zsírt használni. Ily módon számos fúrón és csavarhúzón eltávolítják az eszközöket. Vannak azonban végrehajtó szervek, amelyek kúpos csatlakozási kialakítással rendelkeznek. A kúp típusú eszközök eltávolításának módját tovább vizsgáljuk.









Nézetek
Többféle befogópofa van, pofákkal:
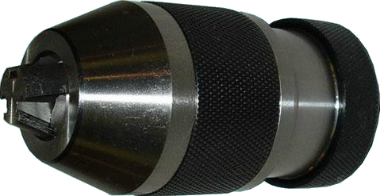
- gyors rögzítés;
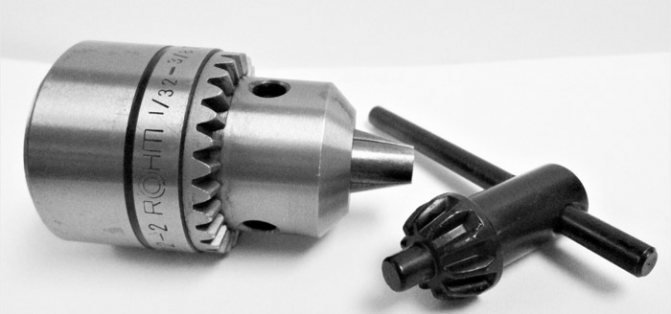
- kulcs (fogaskerék-korona);
- mini patronok.


A gyorsrögzítő eszközöket kiegészítő kulcs nélkül használják, ami a fő előnyük. A felhasználónak lehetősége van a tokmány gyors és további szerszámok nélküli cseréjére. A rögzítés automatikusan történik, ami lehetővé teszi, hogy jelentősen csökkentse a fúvóka cseréjének idejét.


A tokmány hátránya az instabilitás a hosszú használat során. Idővel a mechanizmus meglazul, és már nem tudja biztosítani a szükséges rögzítési szintet, aminek következtében a kerek szárak forognak.
A mini fúrótokmányok, amelyek egy kis fúrógépre vagy fúrógépre vannak felszerelve, ma sem kevésbé igényesek. Leggyakrabban az ékszerészek kis patronokat használnak.
Ezek a fő típusok alfajokat tartalmaznak:
- önfeszítő;
- esztergálás;
- szögletes;
- Morse kúp;
- racsnissal.


A rögzítés típusától függően a patron lehet:
- kúpos;
- csavarmenetes.

Az önzárónak, akárcsak a gyorsreteszelésnek, megvannak a maga előnyei: használatához nincs szükség kulcsra. A másodiktól eltérően, ahol a rögzítés automatikusan történik, önbefogó tokmány esetén a kezét kell használnia. A felhasználó kézzel maga felé tolja az elemet, ezáltal meglazítja a rögzítést, és eltávolíthatja a fúvókát. Ezt a pozíciót addig tartják, amíg egy másik fúrót be nem helyeznek, majd elengedik, és a tokmány ismét szorosan rögzítve rögzíti a fúvókát. A kialakításban a blokkoló tengelykapcsoló szerepet játszik.

A kúpos tokmányt menet nélkül kell felhelyezni, a menetes tokmányt a szárra kell csavarni. Ez a fő különbségük.
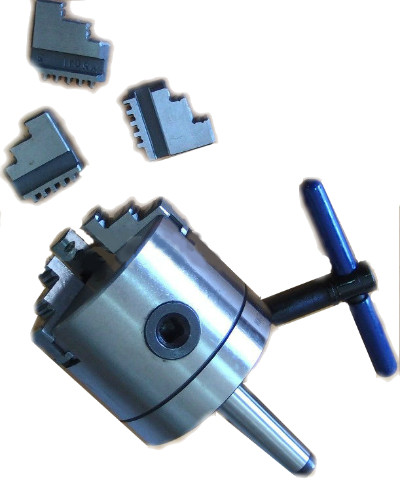
Az eszterga tokmány lehet kézi három- vagy négypofás, valamint mechanikus két- vagy hárompofás.Néhány modell önközpontú. Az elülső orsó karimájára vagy az adapter peremére vannak felszerelve.
A sarkot akkor használják, ha pontosan 90 fokos szögben lyukat kell készíteni, vagy nehezen hozzáférhető helyen. Úgy néz ki, mint egy speciális fúvóka, amelynek kulcskazettája van a kialakításban.

A Morse kúpos elemet megfelelő felszereléssel rendelkező berendezésekhez használják. A berendezésnek szükségszerűen meg kell felelnie a GOST követelményeinek. A fő cél a fúró sugárirányú kifutásának és a fúrótokmányban rögzített távolságnak a csökkentése. Kötelező követelmény, hogy a kúp mérete a szerszámon és a tokmány belsejében egybeessen.
Kevés felhasználó tudja, mi a racsnis tokmány, és mi a sajátossága. A kialakítás racsnijával a nyomatékot lehet beállítani
Neki köszönhető, hogy a felhasználó lehetőséget kap arra, hogy beállítsa a fúró mélységét vagy a csavar becsavarozását, ami nagyon fontos gipszkartonnal való munkavégzés során, amikor könnyen átugorhatja a csavart
A fúrótokmányok típusáról a következő videóban olvashat.
A befogótokmányok alkalmazása
A befogó tokmány fő szerkezeti eleme egy befogó típusú befogóval egy hüvely ruganyos szirmokkal, amelyek száma eltérő lehet. Tehát a 3 mm -t nem meghaladó átmérőjű munkadarabok befogásához három szirmú tokmányt használnak, legfeljebb 80 mm átmérőjű alkatrészek - négy szirmú, 80 mm feletti - hatos szerszámok feldolgozásához. Nagyon kis átmérőjű alkatrészek megmunkálásához tokmányokat használnak, amelyekben a rugókat speciális rugók segítségével tenyésztik. Ezenkívül vannak olyan befogótokmány -modellek, amelyek különböző méretű cserélhető betétekkel vannak felszerelve, amelyeket a feldolgozandó munkadarab geometriai paramétereitől függően választanak ki.










A szorítócsapok nemcsak a feldolgozandó munkadarabok rögzítésére szolgálnak, hanem a használt szerszám rögzítésére is, amely lehet vágó, fúró vagy csap. A szerszámszárat a cserélhető befogó szorítóelemei rögzítik, amelyet a tokmány belső részében egy speciális anya tart. Egy ilyen eszköz a következő elv szerint működik: amikor az anyát egy fordított kúp alakú rögzítőbilincsre csavarják, ez az elem behúzódik a tokmány lyukába, ezáltal biztosítva a szoros és megbízható összenyomást a beépített szerszámszár.

Orsókészlet anyával és rögzítőgyűrűvel a Sparky Router számára
A marómaró befogótokmányának előnyei közül, amelyek nagyon népszerűvé és igényessé tették őket a modern piacon, a következőket kell kiemelni:
- a tervezés egyszerűsége;
- egyszerű használat;
- a munkadarabok és a szerszámszár rögzítésének nagy megbízhatósága.
Ezenkívül a befogótokmányok biztosítják a szerszám és a bennük rögzített munkadarabok minimális kifutását. Ez azzal magyarázható, hogy az ilyen patronba szerelt forgótestek tökéletesen középre vannak helyezve. A kényelmet és a könnyű kezelést az is biztosítja, hogy aktiválásához nem szükséges speciális kulcsot és egyéb kiegészítő eszközöket használni.

ER20 befogótokmány marókhoz szár átmérője 8 mm
Természetesen, mint minden technikai eszköznek, a befogótokmánynak is vannak hátrányai. A legjelentősebb az, hogy a munkadarab átmérője vagy a marószerszám szárának átmérője közvetlenül függ a hüvely munkaméretétől. Így a különböző átmérőjű szerszámokhoz és munkadarabokhoz különböző méretű gyűjtőlapokat kell kiválasztani.
A befogótokmányok egyik legjelentősebb alkalmazási területe a csúszófejű gépek felszerelése, ahol rögzítik a megmunkálandó munkadarabot.Az ilyen gépeken általában nem túl nagy átmérőjű munkadarabokat dolgoznak fel, ami lehetővé teszi, hogy rögzítőelemeket használjunk rögzítésükhöz. Eközben az ilyen gépek felszereléséhez használt befogótokmányok kialakításukban különböznek az esztergaberendezéseken használt befogótokmányoktól. A csúszógépek gyakran kétféle befogóval vannak felszerelve, amelyek közül az egyik, amint fentebb említettük, a megmunkálandó munkadarab rögzítésére, a másik pedig a használt szerszám szárának rögzítésére szolgál.
Hogyan válasszuk ki a megfelelő befogó készletet
Ha kézi útválasztóhoz rögzítőbilincset vásárol, akkor előfordulhat, hogy a rögzítőelemek nem lesznek nagyon jó minőségűek. Ezenkívül előfordulhat, hogy nem egyeznek a szerszámok szárának átmérőjével, amelyet szándékosan tartanak. Az ilyen helyzetek sajnos nem túl ritkák, és különösen azokban az esetekben jellemzőek, amikor olcsó készletet vagy kevéssé ismert gyártók termékeit vásárolják. Az egyetlen kiút az ilyen helyzetekből a marószerszám új gyűjtőcsomagjának megvásárlása.

A hüvelynek meg kell egyeznie a maró orsóval, és a hüvelynek meg kell felelnie ennek a tokmánynak. A hüvelyek gyakran különböző kúpkonvergencia szögekkel rendelkeznek, és csak a "szorítóanyájukhoz" illeszkednek
Annak érdekében, hogy ne szembesüljön azzal a problémával, hogy nem megfelelő minőségű és az útválasztóhoz nem megfelelő méretű gyűjtőlapokat vásárol, jobb, ha megbízható gyártók termékeit választja. Ha ez nem lehetséges, akkor alaposan ellenőrizni kell a készletben lévő rögzítőelemeket, hogy megfelelnek -e a marószerszám előírt minőségének és szabványos méreteinek.
Öngyártás
Egy kicsi fúró a legjobb fa, fém és műanyagok megmunkálásához, valamint különféle nyomtatott áramköri lapok készítéséhez. Fel kell szerelni egy kész mini-bilincs típusú rögzítőelemmel. De ha ez nem volt kéznél, akkor könnyen elkészítheti magát. Itt forrasztópáka, milliméter vastag acélhuzal és forrasztás szükséges. Továbbá a gyártási folyamat a következő séma szerint megy:
- Egy spirált forgatunk ki a huzalból. Átmérőjének meg kell egyeznie az elektromos motor tengelyének átmérőjével és a fúróval, amellyel dolgozni kell;
- Forrasztjuk a spirált. A kiváló minőséget a forrasztási fluxus vagy hasonló lehetőségek biztosítják;
- Ezután rátesszük a spirált a tengelyre - és a fúrónk mini tokmánya teljesen kész.
 A házi befogótokmányok nagyszerűek, ha nincsenek kész rögzítők a fúrókhoz, és ha rendelkezik a megfelelő készségekkel az ilyen mechanizmusok önálló gyártásához. Nélkülözhetetlenné válnak a háztartásban, ha különleges részletekkel kell dolgozni, és a kész bilincsek nem alkalmasak semmilyen tulajdonságra.
A házi befogótokmányok nagyszerűek, ha nincsenek kész rögzítők a fúrókhoz, és ha rendelkezik a megfelelő készségekkel az ilyen mechanizmusok önálló gyártásához. Nélkülözhetetlenné válnak a háztartásban, ha különleges részletekkel kell dolgozni, és a kész bilincsek nem alkalmasak semmilyen tulajdonságra.
A hüvely fontos eleme a különféle módosítások esztergáinak. Segítségével munkát végezhet a fém- és műanyag alkatrészek megmunkálásán és marásán. Ezenkívül könnyen elkészítheti magának hulladékanyagok felhasználásával. Az ilyen mechanizmusok ma rendelkezésre álló változatossága lehetővé teszi az optimális befogási modell kiválasztását a személyes igényekhez.
Nagyon fontos figyelembe venni az orsóhoz való rögzítés módját és a karima méreteit is, mivel ezek nélkül lehetetlen lesz felvenni a befogót. Sikeres munka különböző típusú bilincsekkel!








Működési rajz gyorscserélővel
A vágószerszám cseréje elvégezhető az orsó forgásának megállítása nélkül. A tokmánynak van egy furatkúpja, amely megfelel a szár kúpjának. A szerszám cserélhető hüvellyel van behelyezve, 2 horonnyal rendelkezik, és a test belsejében a gyorsan cserélhető fúrótokmányban 2 golyó és mélyedés található. A cserélhető hüvely hornyok golyókkal való igazítása biztosítja a szerszám befogásának megbízhatóságát a tartóban.

A rögzítőelemek külső rögzítőgyűrűvel vannak rögzítve.A fúró cseréjekor a gyűrű egészen felfelé emelkedik, és megnyitja a hornyokat, ahol a hüvely kihúzásakor a rögzítő golyó alakú rögzítőelemeket benyomják. A hüvely behelyezése emelt külső gyűrűvel is történik. Amikor leengedik, a golyókat a hüvely hornyaihoz igazítják, és befelé nyomják.
A szerszám munka közbeni spontán kioldódásának megakadályozása érdekében a gyorsan cserélhető fúrótokmány rögzítőgyűrűvel van felszerelve. A forgás az orsótól a fúróig a szár kúpján keresztül a hüvelyig terjed, amelyet a testben lévő golyók megbízhatóan tartanak. Ez egy függőleges előtolású fúróberendezés. Vízszintes fúrógép esetén a golyós rögzítőgyűrű rugókkal van felszerelve, amelyek bezárják a test lyukait, megakadályozva, hogy azok a lyukakba essenek, ami a hüvely különböző oldalakból történő rendszeres kioldásához vezetne.
Annak érdekében, hogy a munka gyorsabban menjen, a fúrókat előkészítik. A tokmány belső méretének megfelelő cserélhető hüvelyekben vannak rögzítve, és a használat sorrendjében kinyithatók. Nagy lyukak fúrásakor dupla pofás gyorscserélő fúrótokmányt használnak. A vele való munkavégzés elve ugyanaz, de a hárompofás gyorsrögzítésnek (a GOST szerint) kevesebb lehetősége van a maximális befogási méretre.
Az önbefogó fúrótokmány, valamint a gyorsan rögzíthető fúrótokmány megfelel a GOST-nak, a Morse kúpos rögzítési tartománynak megfelelően. Ezenkívül mindkét tokmánykategória nevezhető gyorsrögzítésnek, de csak azok, amelyek a fúrót anyával rögzítik a testen, kulcs használata nélkül, önszorítóak. A B16 és B18 a leggyakrabban használt kúp minden típusú menet nélküli tokmányhoz. Az önbefogó fúrótokmány ütése eltérő. A Morse kúp növekedésével megengedett értéke nő, függetlenül a gép pontosságától.
Esztergagép # 1. Morse kúp # 2, fúrótokmány - DRIVE2
Itt az én drágám 30 rubelért :) A fő fejfájás az üres. De érdekes kipróbálni, hogyan rágja meg a normál acélt. Vettem egy agycsavart, erősségi osztálya 10,9, és általában nagyon jó minőségűek. Edzett és edzett acél. Felesleges fúrni a kezükből fúróval - csak karcolni.
Tehát ez a kínai gyerek egy millimétert rágcsál passzonként, és rezgés nélküli módot is elkaphat - de szüksége van hűtőfolyadék -ellátásra, én azonnal túlhevítettem a vágót. És ezek metszőfogak Ali -val, nem élezve. Aztán elmentünk egy ismerősünkkel, és volt egy szombatja az "élezésben", és nekem meghegyezte őket, jaj! ez a dolog. Igen, természetesen hiányzik belőle a merevség, de éles metszőfogakkal még a jó acélt is meg lehet élezni.
Természetesen nem sikerült levágnom - eltörtem a vágót :) Az eddigi készletem a legolcsóbb.

Őszintén szólva nem tudom, miért vettem - akartam. Épp a minap bukkant rá egy öltözött régi, törött fúróm egy istállóba. Vegyünk belőle patront. Csak a 2. számú morze kúpot kell készíteni, a patronhoz menettel.
Elkapjuk a sarkot. Egyébként a készletből befogott hátsó középpont mindössze száz négyzetmétert ért el, ez körülbelül az orsó és a tokmány pontosságáról szól (természetesen nem köszörültem a bütyköket).
De a merevség ... a tokmányt száz négyzetméterrel kézzel lehet kikapcsolni 5 - és mit akartál egy ilyen készletből az áruház építőanyagaiból? És találtam ott egy kereket is - garázspántokat :)) Bár egy barátomnak még vannak kapcsolatai a gyárban, talán néhány hasznos lábat rögzítenek.
 Nevetett? De ez a kúp ragadt! Boldog voltam gyerekkoromban. Valószínűleg utoljára voltam ilyen boldog, amikor a főzés elkezdett működni. És még akkor is trollkodtam ezen a gépen, hogy csak alátéteket élesítsek. Aha alátétek, csak vágja le a legtöbb fájdalmat rajta
Nevetett? De ez a kúp ragadt! Boldog voltam gyerekkoromban. Valószínűleg utoljára voltam ilyen boldog, amikor a főzés elkezdett működni. És még akkor is trollkodtam ezen a gépen, hogy csak alátéteket élesítsek. Aha alátétek, csak vágja le a legtöbb fájdalmat rajta
Ez a gép nem tudja, hogyan kell egy hüvelykes szálat vágni, de a tokmányban egy hüvelykes menet.Ezért élezzük a csavart, hogy átmenetileg illeszkedjünk a patron menetébe. És persze hegesztés! :) Elfelejtettem fényképezni, valószínűleg nem teljesen világos. A kúpot egy nagyon magas anyából megmunkálják, egy csavart csomagolnak bele, a hátoldalán átmenetileg illeszkednek (középre állítjuk), és ez nem fordulna el - hegesztés.
De nem vagyok igazi hegesztő, így elvesztettem 5 hektárt, de nincs goromba
Nem üt
Tehát még egy fúrónál is oldalra, nem úgy, mint egy álló tokmánynál.
Nos, teszteljünk egy 10 ezer fúrót, diót dörzsölök - a legrosszabb dolog a forgatás szempontjából. Tehát a fúró a fúrótokmányban megfordult, de a kúpom nem!
Vannak tárcsák nulla eltolás nélkül. Goujon fogaskerékre változtatta, hogy legalább olyan nullát tudjon mozogni.
Ezért az első dolog, amit oda tettem, a DRO. Nos, van CNC is, legalábbis "elektronikus felszerelés". Mindezen műanyag fogaskerekek, amikor tompa vésővel próbálnak vágni, már megcsúsztak (a gitár nem túl merev), a fogak még mindig élnek.










A hüvely rögzítése a géphez és a kéziszerszámokhoz
A hüvely rögzítése és központosítása az eszterga orsón történik. Vegye figyelembe, hogy a patronok átmérője és telepítési módszereik szabványosak. A leggyakoribb orsóvégek a C és D típusú (bütyökzár) rögzítőelemeket tartalmazzák. A befogótokmányok beszereléséhez gyakran karimákat és előlapokat is használnak, amelyek az orsón találhatók.
Most elmondjuk, hogyan kell a hüvelyet egy kéziszerszám (elektromos fúró) motor tengelyére helyezni. A beállítást két síkban hajtják végre, míg először az ütést az egyik, majd a másik síkban szüntetik meg. A munka előrehaladása:
-
Rögzítse a fúrót az asztalhoz (fekvő helyzetben).
-
Forgassa el a tokmányt, amíg a kívánt csavarpár párhuzamos az asztallal.
-
Forgassa el a tokmányt 180 fokkal, és rögzítse a tokmány elhajlását.
-
Pár csavar meghúzásával és meglazításával kiküszöbölheti a kifutást.
Tegye ugyanezt a második csavarpárral. Ahhoz, hogy két síkban az eltérés észrevehetőbb legyen, használjon hosszú fúrót.