Bevezetés
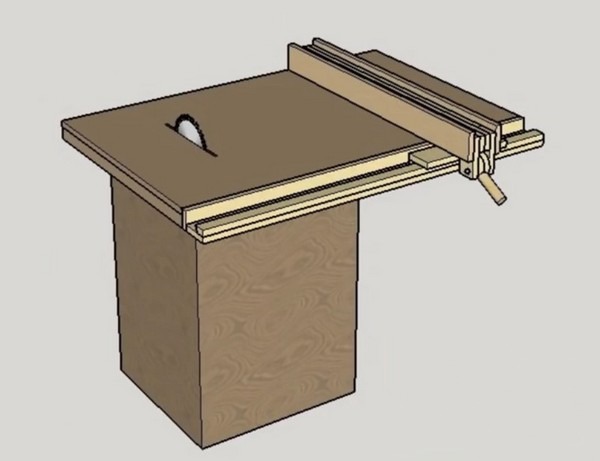
A gép három fő szerkezeti elemből áll:
- bázis;
- fűrészasztal;
- párhuzamos megálló.
Maga az alap és a fűrészasztal nem túl bonyolult szerkezeti elemek. Kialakításuk nyilvánvaló és nem olyan bonyolult. Ezért ebben a cikkben a legnehezebb elemet vesszük figyelembe - a párhuzamos hangsúlyt.
Tehát a párhuzamos ütköző a gép mozgatható része, amely a munkadarab vezetője, és ezen a részen mozog a munkadarab. Ennek megfelelően a vágás minősége a párhuzamos ütközőtől függ, mivel ha az ütköző nem párhuzamos, akkor a munkadarab vagy a fűrészek görbéje elakadhat.
Ezenkívül a körfűrész párhuzamos ütközőjének meglehetősen merev szerkezetnek kell lennie, mivel a mester erőt fejt ki, a munkadarabot az ütközőhöz nyomja, és ha az ütköző elmozdul, ez nem párhuzamossághoz vezet a fent jelzett következményekkel.

A párhuzamos ütközőknek különböző kialakításai vannak, attól függően, hogy hogyan rögzítik a kör alakú asztalhoz. Íme egy táblázat, amely bemutatja ezen lehetőségek jellemzőit.
| Rip kerítés kialakítása | Előnyök és hátrányok |
| Kétpontos rögzítés (elöl és hátul) | Előnyök: · Meglehetősen merev kialakítás · Lehetővé teszi az ütköző bárhol történő elhelyezését a kör alakú asztalon (a fűrészlap bal vagy jobb oldalán); · Nem igényli a vezető magasságát. Ez nagyon kényelmetlen a szükséges megállási helyzet kiválasztásakor, és gyakori átváltások esetén jelentős hátrányt jelent. |
| Egypontos rögzítés (elöl) | Előnyök: · Kevésbé merev kialakítás, mint az ütköző két ponton történő rögzítésekor · Lehetővé teszi, hogy az ütközőt bárhol elhelyezze a kör alakú asztalon (a fűrészlap bal vagy jobb oldalán); · Az ütköző helyzetének megváltoztatásához elegendő a gép egyik oldalára rögzíteni, ahol a mester található a fűrészelési folyamat során. szerkezet. |
| Rögzítés a kör alakú asztal résébe | Előnyök: · Gyors váltás. csak fémből). |
Ebben a cikkben elemezzük annak a lehetőségét, hogy egy rögzítési ponttal ellátott körlemezhez párhuzamos ütköző kialakítást hozzunk létre.
Az egyenes él egyszerű és érthető elem
Az ilyen típusú gumiabroncs, mint állandó vonalzó, a legegyszerűbb, legkönnyebben gyártható és használható. Az elkészítés során emlékezni kell arra, hogy bármilyen egyszerű a kialakítása, biztosítani kell a megbízhatóságot és a biztonságot. Egy jól elkészített ütköző kerítés használható elektromos kirakós fűrészhez, kézi körfűrészhez, egyszerű kézi fűrészhez. A gyártás a következő sorrendben történik.
- Készítsen elő egy csíkot fából vagy rétegelt lemezből. A szélességnek 20 centiméterrel meg kell haladnia a használt körfűrész platformjának szélességét.
- Ebből a csíkból vonalzó készül. A fennmaradó rétegelt lemez az alap elkészítésére szolgál.
- A kész szerkezetet az alaphoz csavarják. Ebből a célból facsavarokat használnak.
- A vonalzó kiálló részét óvatosan levágják. A széleket le kell marni.
Állj vonalzó
A kész szerszámmal való kezdés során célszerű több próbavágást elvégezni a másodlagos fatermékeken. Meg kell szokni, hogy a fűrészt a vonalzó mentén mozgatva különböző erőket kell alkalmaznia. Ezért némi tapasztalatot kell szerezni. Ezután folytassa a finom vágással.
Mire szolgálnak a gérvágó fűrészek?
Mindenféle kiegészítő eszköz: ütközők, bilincsek, rögzítőelemek a munkadarabok biztonságos rögzítésére szolgálnak. A gérvágó ütköző segít precíz vágásokat végezni a fa szemében. A gyári ütközőnek van egy hátránya, ami jelentősen csökkenti az alkalmazási területet. A vágás nem haladhatja meg a gyártó által megadott szélességet. Ez a paraméter egyéni. A szélesebb fűrészlapok fűrészelését az ütköző szilárd rögzítése szükséges.
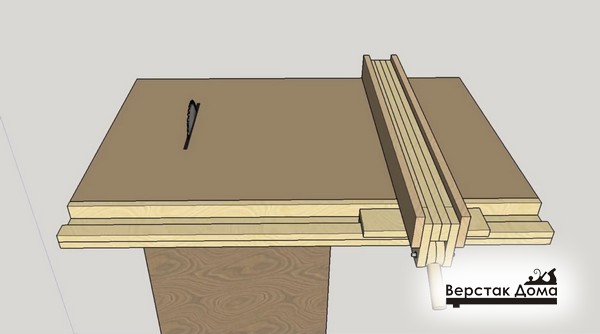
A kör alakú gép ütközőjének kialakítása
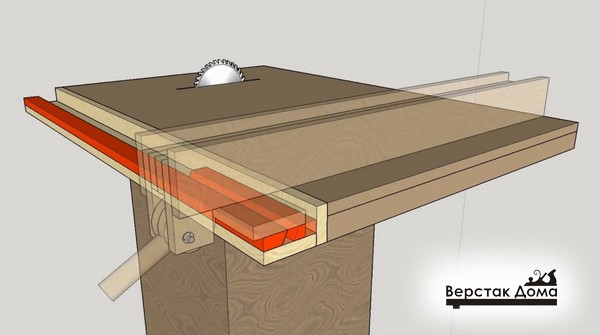
Az egész szerkezet két fő részből áll - hosszanti és keresztirányú (azaz - a fűrészlap síkjához képest). Ezen alkatrészek mindegyike mereven össze van kötve a másikkal, és egy összetett szerkezet, amely alkatrészeket tartalmaz.
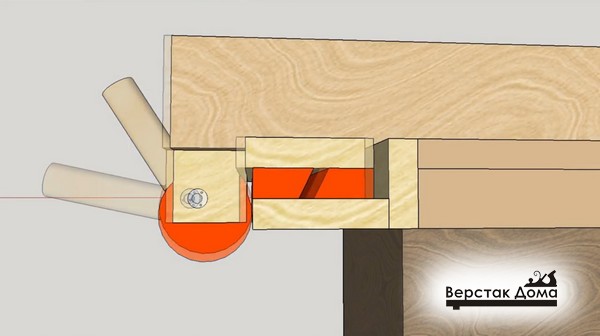
Ennek a stopnak a fő technológiai megoldása az elakadás elve két ferde végű keresztirányú vezető excentrikus és szoros megnyomásával.
A rögzítés az excentrikus mechanizmus elforgatásával történik.
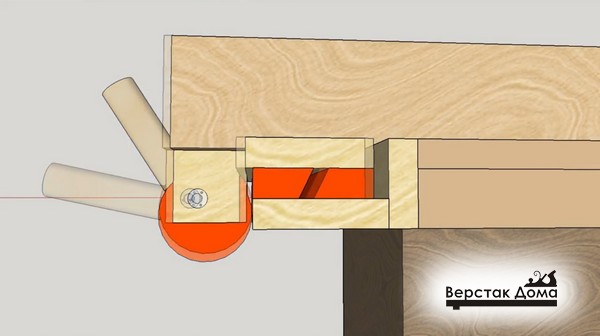
A szorítóerő elég nagy ahhoz, hogy biztosítsa a szerkezeti szilárdságot és biztonságosan megtartsa az egész szakító kerítést.
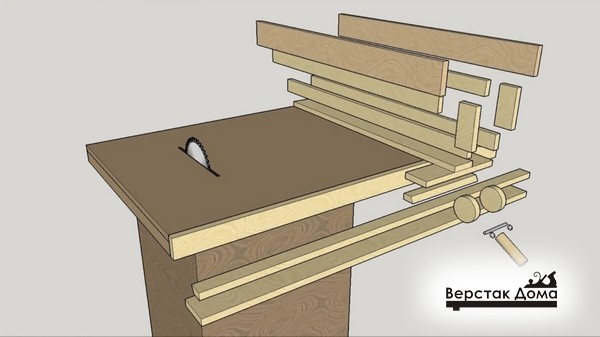
Az egész kialakítás nem triviális, és nagyszámú különböző részből áll, amelyek mindegyikének megvan a maga célja és mérete.

Más szögből.
Az összes alkatrész általános összetétele a következő:
- Keresztrész
- A keresztirányú rész alapja;
- Felső keresztirányú rögzítő rúd (ferde véggel);
- Alsó keresztirányú szorító rúd (ferde véggel);
- A keresztirányú rész vég (rögzítő) csíkja.
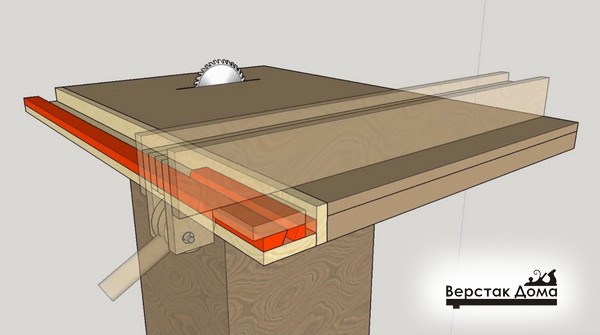
- Hosszirányú rész
- Sík csúszó elem (laminált forgácslap, 2 db);
- A hosszanti rész alapja;
- Clamp
- Különc
- Különleges fogantyú
Nyeregmegálló
Ha sok azonos rudat kell fűrészelnie körfűrésszel, akkor érdemes időt szánni egy egyszerű nyeregmegállóra. Alkalmazása több mint visszaadja a töltött perceket. A nyereg lökhárító különösen hatékony olyan vastag gerendák vágásakor, amelyek két oldalt két vágást igényelnek a tárcsán.








A nyeregütköző U alakú. Az alap 25 mm vastag deszka, szélessége pontosan megegyezik a fűrészáru vastagságával.
A 10 mm -es rétegelt lemez oldalfelületei az alaphoz vannak rögzítve. Az oldalfalak szélességének nagyobbnak kell lennie, mint a rúd szélessége, hogy támogassa a kör alakú platformot, amíg a fűrészlap nem érintkezik a rúddal.
A nyerget a munkaterületnek megfelelő vágási jelöléstől a fűrészlapig terjedő távolságra helyezzük a rúdra, és az oldalfalakon keresztül szorítókkal nyomjuk rá a rúdra. Ha az oldalfalat a fűrészplatform ütközőjeként használja, akkor a vágás történik. Ha a rúd vastagsága olyan, hogy egy vágás nem elegendő, akkor fordítsa meg, és végezzen újabb vágást. Az ütköző helyzete semmilyen módon nem változik.
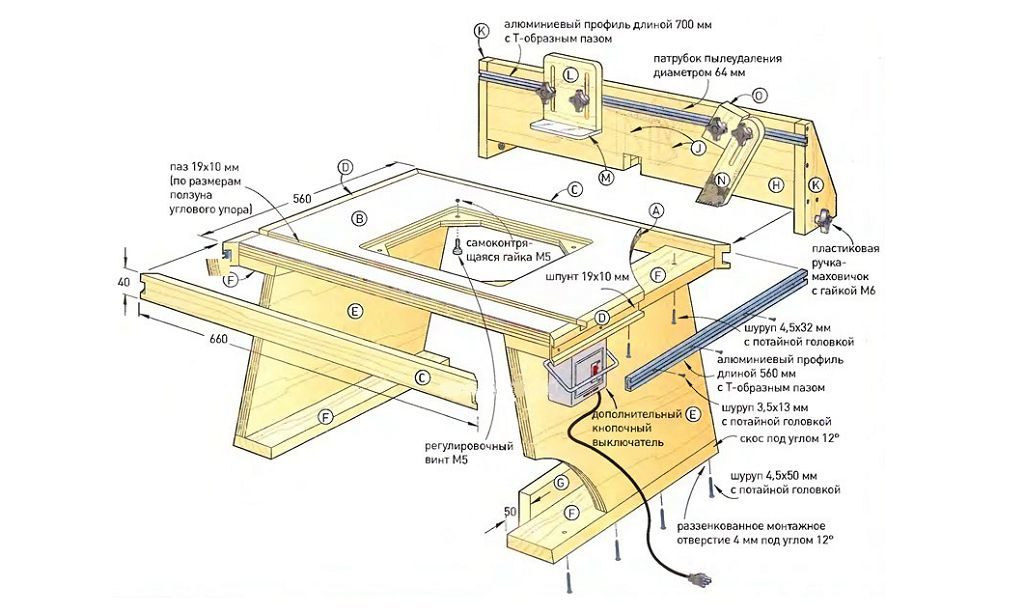
Körkörös szállítás és elülső és hátsó ütközők felszerelése:

- Hosszú munkadarabokkal történő munkához szükség van egy további sínre (F) a kocsin, 1. ábra. (Megjegyzés: A sín a jobb oldalra szerelhető, a csavarok T-anyái az ütköző belsejéből kerülnek az edénybe.)
- Ezután fúrjon át lyukakat az ütközőben és a kiegészítő sínben, helyezze be az anyákat és húzza meg a csavarokat.
- Vágjon egy vágást a csúszda alján, legfeljebb a kocsi teljes hosszának 1/2 -ét, S fotó.
- Kapcsolja ki a fűrészt. Négyzet segítségével állítsa a hátsó ütközőt a fűrészlapra merőlegesen, lásd C fotó. Rögzítse az ütközőt szorosan az alaphoz bilincsekkel.
- Használjon széles, darabokra vágott és tökéletesen párhuzamos fadarabot, és készítsen keresztmetszetet, D fotó.A vágás után fordítsa el az egyik felét 180 fokkal, és rögzítse a vágást a másik fele vágásához. A beállítás akkor tekinthető befejezettnek, ha nincs rés a vágások, D fénykép, betét között.
- Az összes beállítás után itt az ideje, hogy először a hátsó (C) csavart, majd az elülső (B) csavart rögzítse a csavarokhoz.
A tárcsavédő és a szánütköző blokk felszerelése:
- Ragassza fel és rögzítse a lemezvédőt (E) ütközőhöz (C), E fotó.
- Biztonsági okokból a körfűrész kocsijának meg kell állnia abban a pillanatban, amikor a fűrészlap teteje hozzáér a fűrészlapvédőhöz, 1. ábra.
- A kocsin és a kör alakú asztal oldalán mereven rögzített két darab fa megoldja ezt a problémát, 1. ábra.
- A fogantyúk elvesztésének elkerülése érdekében a G fénykép, a dörzsítő illessze a gumi O-gyűrűket a hosszabbító sín belső felületére, a H fotó.
- Készítsen munkaütköző blokkot a 2. ábra szerint, három részből áll: egy első ütközőblokkból (G), egy fő ütközőblokkból (H) és egy ütközőblokk -szalagból (I). Mielőtt ragasztaná a blokk három darabját, győződjön meg arról, hogy az összes oldal és széle négyzet alakú.
- A körkocsi kocsija viaszolva van a csúszda és a csúszka alján, ez lehetővé teszi a kocsi zökkenőmentes csúszását.
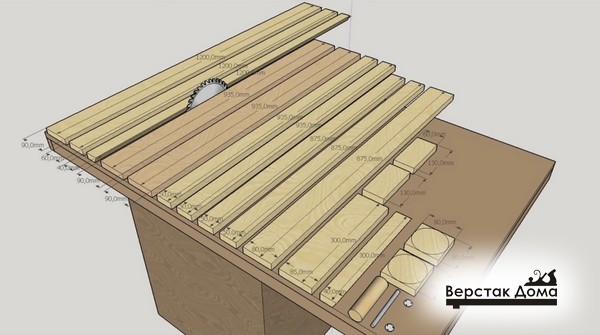
A kör előzetes méreteit az alábbi táblázat tartalmazza:
Hogyan készítsünk eszközt saját kezűleg
A levágó eszköz az elektromos szerszám egy adott modelljéhez készült. Mérje meg a körfűrész motorjától a talp aljáig mért távolságot és vonjon le 5 mm -t. A kapott eredmény a vezetőütköző magassága.

A körfűrész kívánt méreteinek eltávolítása.
Készítsen elő egy derékszögű rétegelt lemez alapot és párhuzamos élű fa léceket a méréshez.

Nyersdarabok keresztmetszetű eszköz összeszereléséhez körfűrésszel.
Mérje meg a távolságot a penge és a talp széle között.

Adjon hozzá 6-10 mm-es rést, és szereljen be egy vezetősínt a rétegelt lemez jobb végétől ilyen távolságra. Rögzítse a rudat süllyesztett csavarokkal, szigorúan merőleges helyzetét szabályozva.

Csavarja vissza az ütközőblokkot a hátlapra, és rögzítse a szerelvényt a munkaasztalhoz.

Fűrészelje a rétegelt lemezt a körfűrésszel a végső szélességig, és hozzon létre egy referenciavéget a rögzítőelem pontos elhelyezéséhez a vonalak mentén.

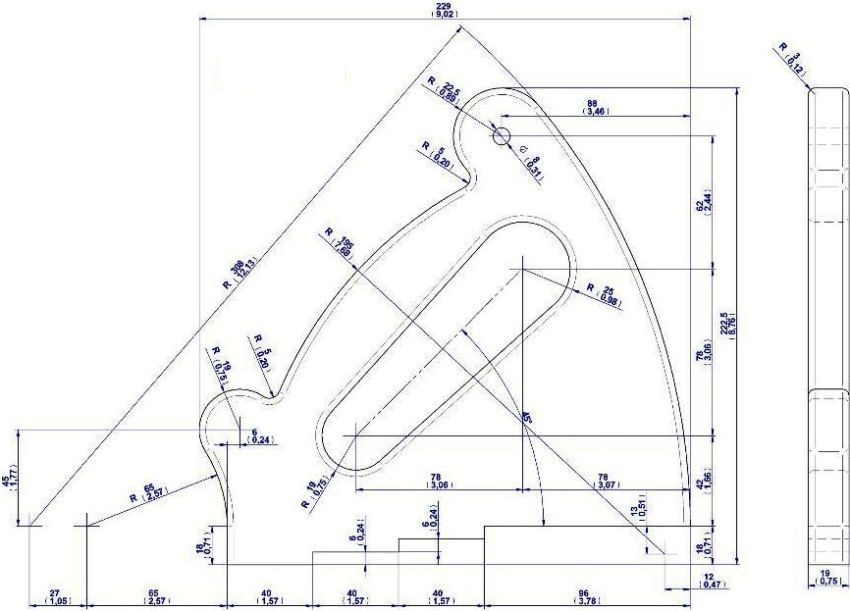
Rajzolja le a papírra az excentrikus bütyökmintát.
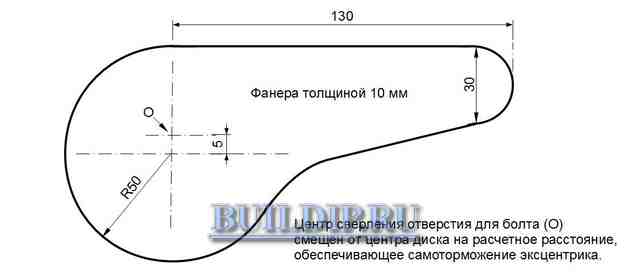
Különc szorító rajz.
Jelölje meg az alkatrészt 10 mm -es rétegelt lemezre, és jelölje be a csavar furatának közepét.

Fűrészfűrésszel fűrészelje ki a munkadarabot.

Készítsen 50 mm -es alátétet ugyanabból a rétegelt lemezből a fúró fához "Balerina".

Őrölje meg a munkadarabokat, és vegyen fel egy bajuszos (vagy négyzet alakú fejtámla) M6 vagy M8 bútorcsavart, kézikerék anyát, alátétet és perselyt. Ez utóbbi megfelelő átmérőjű csőből készülhet. A persely hossza az alap, a kar és a rétegelt lemez alátét teljes vastagsága.










Rétegelt lemezből készült kész excentrikus.
A hüvely átmérőjének megfelelően fúróval készítsen lyukakat az alapba, amelyek az excentrikus szorítót a vágandó deszka szélességének megfelelően rendezik át.
Lyukfúrási minta.
Szerelje össze az excentrikus mechanizmust: helyezze be a csavart a hüvellyel felülről, és alulról helyezze be a fából készült alátétet, magát a bütyköt és az acél alátétet. Húzza meg az alkatrészeket anyával.

Ragasszon egy csíkot az ütköző belső oldalára csiszolópapír a csúszás megakadályozása az excentrikus reteszelés pillanatában, ami akkor fordulhat elő, ha a készüléket simán gyalult munkadarabra rögzíti.

Ennek az eszköznek a befogórendszere egy ütéssel rendelkezik, amely biztosítja a rögzítést a deszkákon, körülbelül 10 mm szélességű felszállással. Ha különböző méretű munkadarabokat kell vágni vagy vágni, egyszerűen helyezzen egy fadarabot az ütközőrúd elé.

Példa egy eszköz használatára keresztvágáshoz egy kisebb szélességű tábla kézi körfűrésszel.
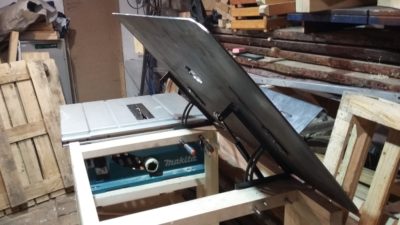
Kívánt esetben a vizsgált eszköz potenciálja kibővíthető 45 ° -os vágási szög hozzáadásával. Ehhez kissé meg kell növelnie a támasztóplatform méreteit, és ebben a szögben telepítenie kell a második tolórudat.
Beszéljük meg, hogyan kell dolgozni pormentes kőzetfúróval. És még: hátrányok porszívó használatakor, hogyan lehet elkerülni a port a fal és a mennyezet fúrása során.
A cikk megvizsgálja az egyszerű tartók, állványok és polcok készítését a kéziszerszámokhoz egy otthoni műhelyben.
Asztalos munkapadhoz készített házi oldalsó ütközők változatai figyelembe veszik. Egy rajzot mutatunk be, és részletesen bemutatjuk az egyik elkészítésének folyamatát.
Mesterkurzus a sikertelen cseréjéről nikkel -kadmium akkumulátor csavarhúzóval egy modern lítium polimerhez.
Lépésről lépésre egy fényképes utasítás megvizsgálja az egyszerű csapkulcs készítésének folyamatát saját kezével.


Először a végrehajtás
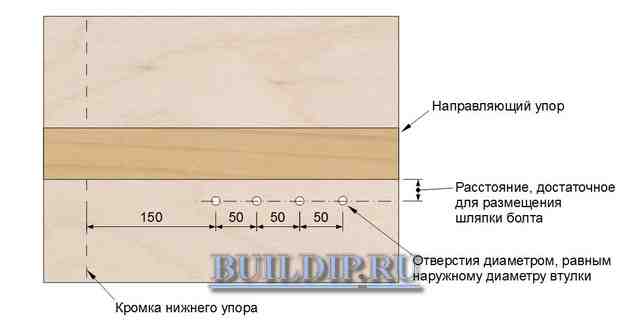
A fent említett sarokból 450 mm hosszú sín kerül ki. A helyes megjelölés érdekében ezt a munkadarabot a kör munkalapjára kell helyezni úgy, hogy a széles rúd párhuzamos legyen a fűrészlappal. A keskeny szalagnak a meghajtás ellenkező oldalán kell lennie a munkaasztaltól, amint az az ábrán látható. A sarok keskeny polcán (41 mm széles) távolság 20 mm a homlokfelületen három 8 mm átmérőjű lyuk középpontja van jelölve, a köztük lévő távolságoknak azonosnak kell lenniük. A megjelölt központok elhelyezkedési vonalától, 268 mm távolságban, további három, 8 mm átmérőjű (köztük azonos távolságú) lyuk középpontjainak vonalát jelölik. Ezzel befejeződik a jelölés.







Ezt követően közvetlenül folytathatja az összeszerelést.
- 6 db 8 mm átmérőjű lyukat fúrnak, a fúrás során elkerülhetetlenül sorjakat reszelővel vagy csiszolópapírral dolgozzák fel.
- Mindkét hármas szélső lyukaiba két 8x18 mm -es csapot nyomnak.
- Az így kapott szerkezetet úgy kell a munkaasztalra helyezni, hogy a csapok a körfűrészasztal kialakítása szerinti hornyokba kerüljenek, a fűrészlap mindkét oldalán a síkjára merőlegesen, a keskeny szögű rúd a a munkaasztal síkja. A teljes eszköz szabadon mozog az asztal felülete mentén a fűrészlap síkjával párhuzamosan, a csapok vezetőként működnek, megakadályozzák az ütközés ferdülését és a kör alakú tárcsa síkjainak párhuzamosságát és az ütköző függőleges felületét. .
- Az asztal aljáról az M8 csavarokat az ütközők csapjai közötti hornyokba és középső lyukakba helyezzük úgy, hogy menetes részük az asztal résébe és a sín lyukaiba kerüljön, és a csavarfejek az alsó felülethez támaszkodjanak az asztalról, és a csapok között kötött ki.
- Mindkét oldalon, a sín felett, amely párhuzamos ütköző, egy szárnyas anyát vagy közönséges M8 anyát csavaroznak az M8 csavarra. Így a teljes szerkezet merev rögzítése a munkaasztalhoz érhető el.


Működési eljárás:
- mindkét szárnyas anya kiold;
- a sín a korongtól a kívánt távolságra mozog;
- rögzítse a sínt anyákkal.


A sín párhuzamosan mozog a munkakoronggal, mivel a csapok, amelyek vezetőként működnek, megakadályozzák a párhuzamos ütköző ferde helyzetét a fűrészlaphoz képest.
Felkészülés a munkára
A munka megkezdése előtt el kell döntenie a szükséges eszközök és anyagok készletéről, amelyekre a folyamat során szükség lesz.
A munkához a következő eszközöket kell használni:
- Körfűrész vagy szúrófűrész használható.
- Csavarhúzó.
- Daráló gép.
- Bolgár (sarokcsiszoló).
- Lombfűrész.
- Kéziszerszámok: kalapács, ceruza, négyzet.
A munka során a következő anyagokra is szüksége lesz:
- Forgácslap.
- Furnér.
- Szilárd fenyő.
- Acélcső 6-10 mm belső átmérővel.
- Acélrúd 6-10 mm külső átmérővel.
- Két alátét megnövelt területtel és 6-10 mm belső átmérővel.
- Önmetsző csavarok.
- Asztalos ragasztó.
Gyártott kocsi körlevelekhez részekben.

- A csúszda aljának mérete (A) megfelel a műhelyben lévő kör alakú asztal méretének, 1. ábra.
- A hátsó (C) és az elülső (B) erdőkben egyenes szemű, mérsékelten sűrű, például cseresznye, juhar. Ügyeljen arra, hogy az ütközőknek teljesen merőleges élei legyenek. Az ütközők hossza méretben megfelel az alap szélességének (A).
- Amint az 1. ábrán látható, az első és hátsó ütközők (B) és (C) jelentősen megállnak a fűrészlap áthaladásakor. A súly és a kényelem csökkentése érdekében szalagfűrésszel vagy szúrófűrésszel kerekítse le az ütközők oldalait.
- A vezetősáv (D) elkészítéséhez sűrű keményfát használjon, a rúd (csúszka) mérete megegyezik a kör alakú asztal résének méretével.
- A fűrészlap méretei alapján készítsen védőt (E), majd kerekítse meg a közeli felső sarkot. (Figyelem: a védőburkolat nem fogantyú. Ne használja a szán mozgása közben!)
ALAP, TÁMOGATÓ ÉS ÚTMUTATÓ ÖSSZESZERELÉSE.

- Rögzítse a hátsó ütközőt (C) az alaphoz (A). Fúrjon és hajtson ki laposfejű csavarfuratokat az alap alján, hogy később beállítsa az ütközőt.
- Helyezze be a vezetőlemezt (csúszkát) (D) egy kis ragasztóréteggel megkenve a kör alakú asztal hornyába. Helyezze az alapot (A) a fűrészlapra merőlegesen a kör alakú asztalra és a vezetőrúdra (csúszka), és hagyja ott, amíg a ragasztó teljesen megszárad.
- Ezután vegyen ki néhány csavart, és rögzítse a vezetőlemezt először kívülről, majd belülről a csúszkán, a B kép szerint.
- Fordítsa meg az alapot, és ellenőrizze, hogy illeszkedik -e a kör alakú asztal hornyaiba, ha szükséges, kaparóval vagy csiszolópapírral távolítsa el a felesleges fát a csúszkán. (Megjegyzés: Grafitceruzával azonosíthatja a szűk pontokat. Dörzsölje meg a kör alakú asztal réseinek belső széleit ceruzával, majd helyezze be a csúszkát a vezetőbe, és mozgassa előre -hátra. jelzi, hol kell vágni.)
Furnér

Szükséges anyagok
Egy ilyen gumiabroncs készítéséhez három darab 10 mm vastagságú rétegelt lemezre lesz szüksége. Hosszuknak azonosnak kell lenniük, és általában egyenlőnek kell lennie a munkaasztal hosszával, amelyen a munkát végzik. Az egyik szegmensnek 25-35 cm szélesnek kell lennie (ez szolgál alapul), a másik kettő szélességét a gumiabroncs gyártása során határozzák meg. Készítsen elő önmetsző csavarokat is 16 mm -es fához.
Méretrajz:

Gyártási utasítás
Az útmutató létrehozásakor nagyon pontosnak kell lennie minden dimenzióval. Kis eltérések az eredmény éles romlásához vezethetnek. Kívánt esetben rétegelt lemez helyett laminátum is használható.
A rétegelt lemez vezetősávja több lépésben készül:
- mérje meg a fűrészlap belső széle és a szerszámtámasztó platformon található szakítóvezető nyílás közötti távolságot.
- Vágja le az egyik rétegelt lemez csíkot úgy, hogy szélessége 0,2-0,5 mm-rel kisebb legyen, mint az 1. lépésben kapott távolság. A rétegelt lemez felső furnérrétegének szálait hosszirányban kell irányítani.
- Az önmetsző csavarok segítségével csavarja a kapott csíkot egy széles rétegelt lemezre (alapra), pontosan igazítva a végeiket. Ez lesz a gumiabroncs pereme.
- Használjon nyers féknyerget a résvezető nyílás szélességének méréséhez.
- Csavarja a maradék rétegelt lemezcsíkot az alaphoz párhuzamosan az első csíkkal. Közöttük résnek kell lennie, amelynek mérete 0,2-0,5 mm-rel legyen kisebb, mint az előző bekezdésben mért horony szélessége.
- Annak érdekében, hogy ne sértse meg a vágni kívánt anyagot, az alsó oldalról egy puha ruhát kell ragasztani a kész vezetőhöz.
A házi útmutató készen áll, hátra van a kézifűrész előkészítése. Ehhez fűrészeljen le egy keskeny csíkot vastag rétegelt lemez vagy más kellően tartós anyag.Ennek a szalagnak a magasságának 8-9 mm-rel nagyobbnak kell lennie, mint a fűrészlapon lévő vezetőhorony mélysége. A szélesség ennek a horonynak a szélességének felel meg. A hossza néhány centiméterrel hosszabb, mint a talp.
A kapott ütközőszalagot úgy kell rögzíteni a vezetőhoronyba, hogy az a talp mindkét szélén túlnyúljon.





Hogyan használjunk rétegelt lemez gumit?
A vágáshoz két szorítóra és két lapos fadarabra lesz szüksége, amelyek kissé vastagabbak, mint a munkadarab. A vezetősín úgy van felszerelve, hogy a végei ezekre a rudakra vannak szerelve, úgy, hogy munkaszéle kissé túlnyúlik a munkaasztal asztallapjának szélén. Azokon a helyeken, ahol az abroncs a rudakon nyugszik, szorosan rögzítik bilincsekkel a munkaasztalhoz.
A ceruzával előre megjelölt vágóvonallal vágandó munkadarabot a gumiabroncs alá helyezzük, és a vágóvonalat a munkaéléhez igazítjuk. Végül a körívet a ráhelyezett határolószalaggal a gumiabroncsra kell felszerelni úgy, hogy a talp ütközője pontosan illeszkedjen az előkészített résbe. Most már vághat úgy, hogy szabad kezével fogja a munkadarabot, és enyhén nyomja a fűrészt a munkaasztal felé.
Árnyalatok a munkában
Összefoglalva, adunk néhány finomságot, amelyeket érdemes tudni, ha házi készítésű kocsit szeretne készíteni egy körfűrészhez:
- Ajánlatos vastag tömböt felszerelni a tartófalra azon a helyen, ahol a tárcsa áthalad, ami megakadályozza, hogy a fűrész kiugorjon a fal széléről, ami sérülést okozhat.
- Annak érdekében, hogy a szerkezet csúszóbb legyen, ajánlatos a futófelületeket csiszolópapírral tisztítani, és rendszeresen kenni a hornyokat gyertyacsonkkal (paraffintól vagy sztearintól). Néha viaszt vesznek, de nem ajánlott használni, mivel működés közben megolvadva tapad a futókhoz.
- Mielőtt ragasztót alkalmazna az alkatrészekre, fújja ki a szerkezetből a faport és forgácsot, hogy elkerülje a ragasztás utáni egyenetlenségeket.
- A falakon való fűrészelés után győződjön meg arról, hogy a fűrész szabadon halad át rajtuk. Ehhez fűrészelt lyukat készíthet, amely kissé nagyobb, mint a korong vastagsága.
Miután ilyen egyszerű módon készített egy végkocsit egy otthoni műhelyben, a mester kezében lesz egy könnyen használható, univerzális szerszám, amely a legtöbb ácsmunkában használható.
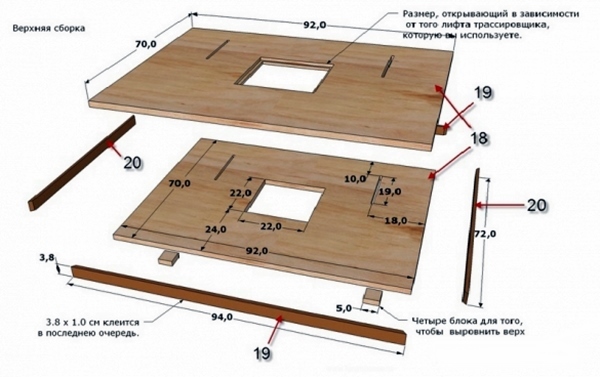
Munkaasztal készítése
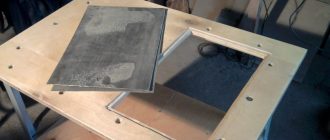
- Jelölje ki és vágja ki a kívánt méretű asztallapot rétegelt lemezből. Csiszolja a felületet csiszolópapírral.
- Az asztallap alsó részén kijelöljük a fűrész rögzítéséhez szükséges lyukak helyét. Ehhez el kell távolítania a pengét, és a fűrészt a kívánt helyre kell állítania, jegyzeteket kell készítenie. A csavarok lyukának felületén süllyedünk, és a csavarok kupakjait csiszolni kell.
- Ha az anyagot különböző szögben vágja, a tárcsa lyukát fordított trapéz alakban kell elkészíteni.
- Vigye fel a merevítő rögzítési pontjait a munkalapra (alulról, a széltől körülbelül 8 cm távolságra). A lábakat rögzíteni kell a bordákhoz. A bordákat 25 cm-es időközönként önmetsző csavarokkal kell felcsavarni és PVA-val ragasztani.
- A lábak 100 cm hosszú rúdból készülnek, majd rúdból esztrich készül a további szilárdság érdekében.
- Az asztali lábak magasságának beállításához alulról M14 csavarokkal ellátott anyákat kell rögzíteni.
- Alulról rögzítjük a fűrészt.
- Rögzítjük az aljzatot az asztal belsejében. Húzzuk belőle a vezetéket a kapcsolóhoz.
- Párhuzamos hangsúlyt fektetünk. Vágjon le két rétegelt rétegelt lemez csíkot, amelyek hosszúsága megegyezik az asztal szélességével. A csíkok szélessége 10 cm, a sarkokat kerekre tesszük. Mindkét csíkot őröljük és rögzítjük önmetsző csavarokkal. Ezután két azonos hosszúságú, de háromszor szélesebb csíkot vágunk. Rögzítjük őket. Ez lesz az útmutató. Rögzítjük az ütközőt és a vezetőt. Derékszöget teszünk ki a lemezhez képest. Rögzítjük a görgőket.
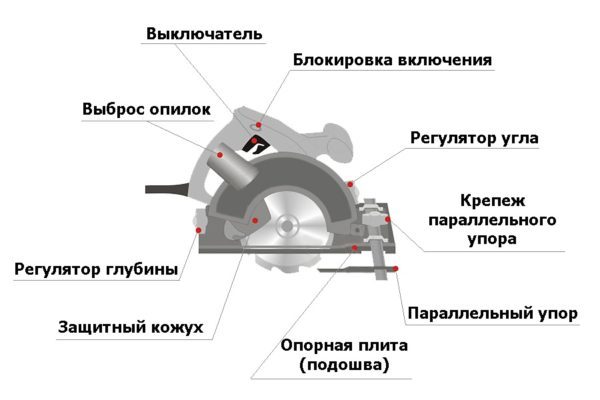
Asztali körfűrész
A körfűrész kiválasztásakor a következő jellemzőket kell figyelembe vennie:
- Fűrészerő. Ha a munka mennyisége meglehetősen nagy, akkor tanácsos legalább 1,2 kW teljesítményű szerszámot venni.
- Vágási mélység. A feldolgozandó anyag vastagsága ettől a paramétertől függ. A kézi fűrészeknél 40-70 mm.De ha a táblázatba van szerelve, akkor 10 mm -es csökkenés következik be.
- A gombok elhelyezése. A fűrészasztal kialakításának szabad és biztonságos hozzáférést kell biztosítania az összes vezérlőgombhoz, ellenkező esetben a vezérlőrendszert saját maga kell módosítania.
- Forgási sebesség. Favágásnál a nagy forgási sebesség prioritás. Ez befolyásolja a vágás minőségét. A műanyag esetében ez például nem túl jó. A műanyag felmelegszik a kerék nagy sebességétől. Ki kell választania az átlagos jellemzőket. 3-4 ezer fordulat percenként elég lesz.
Kör és kerítés kerítés lépésről lépésre:
1. lépés: Megállás.
Vágjon le három csíkot laminált forgácslapból, 1,1 m hosszú és 8 cm széles, majd szerelje össze őket U-profil kialakításához. A profil belső méreteinek megfelelően készítsen öt üres-betétet a merevség érdekében, és illessze be a profil belsejébe, ezek egy négyzetmetszetet fognak létrehozni a megálláshoz. Ennek az ütközőnek az előnye, hogy a fűrészlap mindkét oldalán használható (fotó a bal oldalon).
2. lépés: Bélés készítése a megállóhoz.
3. lépés: Az ütköző összeszerelése - 1. rész
Tehát a kör- és a párhuzamos ütközőnek van egy vezetőcsatornája. Az egészet összerakva, egy kis darab MDF -et használva, fordított "T" alakban, az ütköző hátoldalára lesz csavarva, és behelyezhető a vezetőcsatornába. A csatorna szélessége közvetlenül függ a T-alakú MDF-lemez vastagságától, ami biztosítja a T-alak szoros elhelyezését a csatornában.
4. lépés: Az ütköző összeszerelése - 2. rész
5. lépés: Állítsa le a reteszelő mechanizmust.
Az ütköző rögzítésekor az eredeti ütköző réseit használják. A zárómechanizmus egyszerű: menetes csavar anyával, lyuk a párhuzamos ütköző alsó csíkjában, fa alátét. A csavar meghúzásával a blokk lehúzza az ütközőt az asztallap felé, és nagyon szorosan rögzíti.
A hangsúly nem a legszebb projekt díját húzza, hanem fából és laminált hulladékból készül, a gyári eszközökből nem használt csavarok és anyák is bekerültek. A vágások méreteinek megváltoztatása gyors és sokkal egyszerűbb, mint az eredeti ütközőrendszerrel. A „zsebekben” lévő réseket ceruzák, mérőszalagok, vonalzók és egyéb szükséges eszközök tárolására használom, mint mondják, „mindig kéznél vannak”.
Edge stop
Ez már egy meglehetősen összetett eszköz, amely időt és precizitást igényel a gyártásban. Lehetővé teszi a vágni kívánt anyag szélével párhuzamos vágást. Hasznos lesz rajzot készíteni róla a munka megkezdése előtt, hogy ne lépje túl a méretet. Valójában egy ilyen hangsúly a körfűrész készletében található, de kis hossza nem mindig biztosítja az egyenletes vágást. A nagy méret és a kívánt szilárdság megköveteli, hogy az ütköző alapja legalább 15 mm vastagságú rétegelt lemezből legyen. Stopbar -t is készíthet belőle.

A dugók gyártásának lépései:
- hosszanti barázdákat készítenek a dübelek alján;
- a keményfa tiplik rögzítőelemhez vannak rögzítve;
- egy másik átmenő barázda van a hosszanti hornyok között, hogy a leállító rudat működés közben rögzítse;
- lyukat vágnak az alapon a körfűrészlap számára;
- az alap oldalán korlátozó csíkokat helyeznek el a kör alakú szereléshez, és bilincseket biztosítanak a megbízható rögzítéshez.
Amikor az ütközőt a feldolgozandó anyagra helyezi, az ütközőrúd az alap hornyaiban elmozdul a kívánt távolságra, és rögzítő szorítócsavarral rögzíti az átmenő résen. Annak érdekében, hogy egy vonalzóval ne szenvedjen minden alkalommal, rögzítheti (vagy egy darab mérőszalagot) a vezetőhornyok mentén lévő ütközés alapján.
A kitartó vonalzó egyszerű és egyértelmű elem
Mielőtt folytatnánk a folyamat leírását, emlékeztetünk arra, hogy a körfűrésszel való munkavégzés bizonyos kockázatokkal jár, ezért a körkörös tartozékok független gyártása megköveteli a biztonsági szabályok szigorú betartását.Most térjünk vissza a vágási ütközőhöz, amelyet gyakran használnak az elektromos szúrófűrésszel történő anyagfeldolgozás során, és jól jöhet, ha körfűrésszel dolgozunk, bár némi fenntartással. A helyzet az, hogy a körfűrész saját kezűleg összeállított ütközője hatásos egy szúrófűrész esetén, de vágással bizonyos kellemetlenségek merülhetnek fel, mivel ebben az esetben a gumiabroncsot a munkadarabhoz nyomják egy bilincs.
Ha ismeri az ilyen szerszámot, könnyen elképzelheti, hogy a konzol kiugrik a gép asztallapjának alsó és felső oldaláról. Ennek eredményeként a vágás hossza mentén lesz egy korlátozónk, de a fűrészmotor elkerülhetetlenül a szorítónak támaszkodik, és a vágást kizárólag két szakaszban lehet elvégezni. Az ilyen realitások alapján világossá válik, hogy az él minősége megkérdőjelezhető lesz, emellett nagy a valószínűsége annak, hogy egy jellegzetes nem kívánt lépés képződik. Ez nem meglepő, mert a tökéletes vágás biztosítása érdekében a vágókés folyamatos mozgása szükséges a fűrészáru elejétől a végéig. A kézművesekkel ellentétben a gyári modellekben a rögzítőelemet kiveszik a körfűrész kínálatából. ezért nem zavarja a kényelmes munkát.









