Hogyan kell használni?
A "daráló" levágó kerék működtetése a telepítés és eltávolítás szabályainak betartásával kezdődik.

Telepítés
Ellenőrizze az alsó rögzítőanya helyzetét, amelyen a lemez nyugszik. Résének meg kell egyeznie a daráló tengelyének résével. Csúsztassa a kört a tengelyre. A jelölési adatokat tartalmazó oldalnak jól láthatónak kell lennie.
Csavarja fel a felső rögzítőanyát. Kezével fogva próbálja a lemezt a mozgása irányába fordítani. A fémvágás során a tárcsa és az anya forgásirányának különbsége önfeszítő hatást kelt. Telepítéskor nem szükséges a felső anyát csavarkulccsal meghúzni.


Felvenni
Várjon, amíg a forgás teljesen leáll. Válassza le a darálót az elektromos hálózatról. Helyezze be a speciális kulcs „szarvát” a felső záróanya lyukaiba, és nyomja meg a reteszelő gombot.
Forgassa el a kulcsot az óramutató járásával ellentétes irányba. Amikor az anyát kihúzzák a helyéről (a kezdeti erő miatt), akkor kézzel ki lehet csavarni. Bármely sarokcsiszoló fogantyú csatlakozóval van felszerelve. Ne dolgozzon eltávolított fogantyúval.


Vágótárcsák kiválasztása
 A fémek leggyakoribb vágókorongjai a 22,0 és 22,23 mm furatú szerszámok. Ez azt jelenti, hogy 22 mm -es tengelyű csiszolókhoz alkalmas. A második standard leszállási méret 32 mm, de a kör külső mérete 300 mm -től lesz, és hasonló szerszámot használnak a gépeken. Vannak 10, 13, 16 mm lyukú tárcsák is, de külső átmérőjük 50-100 mm, és használatuk korlátozott.
A fémek leggyakoribb vágókorongjai a 22,0 és 22,23 mm furatú szerszámok. Ez azt jelenti, hogy 22 mm -es tengelyű csiszolókhoz alkalmas. A második standard leszállási méret 32 mm, de a kör külső mérete 300 mm -től lesz, és hasonló szerszámot használnak a gépeken. Vannak 10, 13, 16 mm lyukú tárcsák is, de külső átmérőjük 50-100 mm, és használatuk korlátozott.
A 115-ös átmérőjű kerekeket kis teljesítményű sarokcsiszolókon használják. Vágótárcsa fémhez 125 és 150 mm átmérőjű csiszolókhoz közepes teljesítményű sarokcsiszolókhoz. A professzionális szerszámokon általában 180 és 230 mm átmérőjű levágó kerekeket használnak.
A vastagság kiválasztásakor a következő szabályt követik: minél vékonyabb a kör, annál kevesebb erőfeszítést kell elvégezni a vágáshoz, és kevesebb időt töltenek, és fordítva, minél vastagabb a tárcsa, annál több idő és erőfeszítés szükséges. A vékony tárcsa vágási aránya nem kevesebb, de biztonságosabb vele dolgozni. Ez annak köszönhető, hogy a vékony termékek nagyobb rugalmassággal és hajlító képességgel rendelkeznek, mint a vastag körök.
A körök vastagságának összehangolása a leggyakoribb átmérőkkel.
- 115 mm külső átmérő esetén a szabványos vastagság 1,0; 1,6; 2,0; 2,5; 3,0; 3,2 mm 22,23 mm furat mellett;
- D = 125 mm esetén 0,8 vastagság biztosított; 1,0; 1,25; 1,6; 2,0; 2,5; 3,0; 3,2 mm és illeszkedik 13, 20, 22, 32 mm;
- D = 150 mm 0,8 vastagságnak felel meg; 1,0; 1,25; 1,6; 2,0; 2,5; 3,0; 3,2 mm, és illeszkedik 13, 20, 22,23 és 32 mm;
- D = 180 mm esetén az illeszkedés csak 22,23 és 32 mm, vastagsága 1,0; 1,25; 1,6; 2,0; 2,5; 3,0; 3,2; 4,0 mm;
- Ugyanez a furatméret 230 mm külső átmérőhöz, 1,6 vastagsághoz; 2,0; 2,5; 3,0; 3,2; 4,0 mm.
A keménység kiválasztásakor az elv érvényesül - minél keményebb a feldolgozandó anyag, annál kisebb legyen a csiszolószerszám keménysége. A vágótárcsákhoz általában a CT1, CT2, CT3 keménységet használják - közepesen kemény (O, P, Q) vagy T1, T2 - kemény (T, S). Ez a látszólag logikátlan választás azért következik be, mert a kerék keménysége azt jelenti, hogy a kötés képes arra, hogy megakadályozza a csiszolószemcsék megrepedését a feldolgozott anyag hatására. Ha túl kemény kört választ, akkor a szemek "zsírosodnak", és a vágási hatékonyság jelentősen csökken.
Bakelit vagy vulkanit?
 A fő különbség a bakelitből készült vulkanitkötésen lévő vágókerekek között az, hogy a vulkanit nagyobb rugalmassága miatt a termékek kisebb vastagságúak és nagyobb termelékenységűek lehetnek. Fémek vágásmentes vékony vágására szolgálnak. A vulkanitkötésen lévő kerekek emulziók jelenlétében is működhetnek, de a kerozin elpusztítja őket. A vulkanit fő hátránya az alacsony hőállóság, mindössze 160-200 fok. Ezért a terhelés és a hőmérséklet növekedésével a lemez rosszabbul kezd működni.
A fő különbség a bakelitből készült vulkanitkötésen lévő vágókerekek között az, hogy a vulkanit nagyobb rugalmassága miatt a termékek kisebb vastagságúak és nagyobb termelékenységűek lehetnek. Fémek vágásmentes vékony vágására szolgálnak. A vulkanitkötésen lévő kerekek emulziók jelenlétében is működhetnek, de a kerozin elpusztítja őket. A vulkanit fő hátránya az alacsony hőállóság, mindössze 160-200 fok. Ezért a terhelés és a hőmérséklet növekedésével a lemez rosszabbul kezd működni.
A bakelit-kötésen levágott kerekek hőállóbbak, de hosszan tartó működés és 250-300 fokos felmelegítés esetén törékennyé és csillogóvá válnak. Egyébként helyes a lemezt úgy felszerelni a műszerre, hogy működés közben a szikrák feléd repüljenek. Ezután, ha a korong megsemmisül, a töredékek ellenkező irányba repülnek.
Összehasonlítás gyártók és árak szerint
A leggyakoribb márkák vágókorongjainak tesztelése eredményeként meghatározták a tárcsák hatékonysági együtthatóját. A szerszámkopást egy sor vágás után mérték, és a szakítószilárdságot is ellenőrizték, amihez a kerekeket a bejelentett sebesség majdnem kétszeresére gyorsították.
Hozzáteszem, hogy a piac számos vállalat termékeit mutatja be, amelyek nem szerepeltek ebben a tesztelésben. Hagyományosan a kiváló minőségű és olcsó kerekeket a Kosulinsky csiszolóüzem, a Krasznogorszki csiszolóüzem és az Ivanovo ISMA JSC gyártja. A NORTON márkájú lemezek jó véleményekkel és átlagos árkategóriával rendelkeznek. A választás mindig a fogyasztónál marad, és a promóció és a magas ár egyáltalán nem minőségi mutatók.
Fajták és méretük
A levágott kerekek kisebb profilúak - vastagságúak, mint a csiszolókorongok. A mű a végrészüket használja, amely a fémmel érintkezve szó szerint tönkreteszi. Az ilyen típusú lemez kétféle vastagságú konfigurációval rendelkezik: 1,5 és 2 mm. A központi szerelőnyílás minden típusú tárcsánál azonos: megfelel a daráló rögzítőtengelyének átmérőjének. Erre az értékre egyetlen szabvány vonatkozik az eurázsiai kontinensen. Minden általános célú sarokcsiszolónak ugyanaz a szerelőtengely átmérője, mint amelyre a cserekorong van felszerelve.
Az egységes szabványos átmérőket az alábbiakban soroljuk fel:
- 115 mm;
- 125 mm;
- 150 mm;
- 230 mm.
Vannak speciális körök, amelyeket "problémás" fémekből készült termékek fűrészelésére terveztek: lágy, viszkózus, magas széntartalmú. A többi fajta megkülönböztetéséhez a gyártók jelölési kódokat használnak. Egy ilyen jelölés segítségével meghatározhatja, hogy melyik kört érdemes használni:
- acél - acél;
- rozsdamentes acél vágásához - inox;
- öntöttvas termékek vágása - castiron;
- lágy fémek - alumínium fűrészelése.

Mi az?
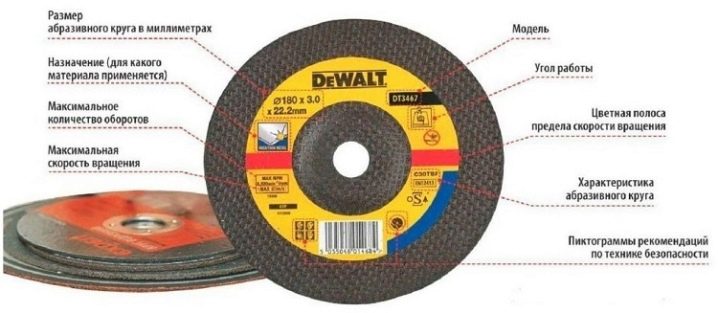
Vágótárcsák a "darálóhoz" - kemény körök, sötét szürke színűek, durva tapintású, középpontjában rögzítőlyukkal, horganyzott acélgyűrűvel keretezve. Ezek különböznek a gyártási anyagban, a méretben, a konfigurációban és az egyéb jellemzőkben, amelyeket a sarokcsiszolókkal elvégzendő munka típusa határoz meg. Az építési gyakorlatban a fém köröket széles körben használják.
A vágási hatást nagy szilárdságú mesterséges anyagok hozzák létre, apró forgácsokra aprítva. Elektrocorundumot használnak - szuperkemény, tűzálló, kémiailag ellenálló vegyületek, amelyek alumínium -oxidon alapulnak.
A kör céljának megfelelően az elektrokorund a következő alapokon használható:
- magnézium-szilícium;
- béna titán;
- monokorund;
- cirkónium;
- óriási;
- króm.
Vágótárcsák sarokcsiszoló fémhez - fogyóeszköz, amelyet a gyártó nem szállít a "darálóval" együtt. A szerszámgyártó nem felelős a fogyóeszközök minőségéért és tartósságáért.


Előrehalad
A "daráló" bekapcsolásakor azt olyan erővel kell tartani, amely elegendő az indítónyomaték leküzdéséhez. Az indításkor a kezekből kiengedett sarokcsiszoló károsíthatja a kezelő egészségét és károsíthatja a kész felületeket. A működő "darálót" tartsa egyenesen, elkerülve a test éles forgását. Lassan vigye a forgótárcsát a fémdarab közelébe. Erőfeszítés nélkül merítse, így az egység saját súlya megteremti a szükséges súrlódási együtthatót.
Ha a vágókorong 10–20%-kal merül az anyagba, ügyeljen a fűrészelés simaságára.Ha a sarokcsiszoló megrándul, és megpróbál előre húzni, érdemes lehet megváltoztatni a test hajlásszögét, vagy csökkenteni a tárcsa nyomását a fémre
Ha a fém munkadarab belső feszültséggel rendelkezik, vágja le 90% -kal, és fejezze be a folyamatot kézzel. Ellenkező esetben a fémfeszültség felszabadulása a fűrészelés idején a penge éles lefogásához és tönkremeneteléhez vezethet.

A következő videóban a daráló vágótárcsáinak tesztjeit és a népszerű márkák összehasonlítását találja.
Biztonsági intézkedések
A munka megkezdése előtt meg kell gondolnia, hogyan kell elvégezni a vágást (a "daráló" helyzete a térben a vágási helyhez képest), meg kell határoznia a szikrák áramlásának irányvektorát, amely a merülést fogja kísérni a lemezt a fémbe. Távolítson el minden gyúlékony tárgyat és anyagot a szikravezetékről. Szükség esetén fedje le a szikráknak kitett kész felületeket védőfelszereléssel.
Ellenőrizze magát az elektromos szerszámot víz, szennyeződés, homok tekintetében, és ellenőrizze a tápkábel épségét. Végezzen próbaüzemet annak ellenőrzésére, hogy az egység zökkenőmentesen működik -e, és hogy a vágótárcsa szabadon foroghat -e. Értékelje a vágni kívánt tárgyat: szilárdan rögzítve kell lennie, nem kell deformálódnia, és távol kell lennie az elektromos vezetékektől.

A szemeket speciális szemüveggel kell védeni, amely széles és tiszta rálátást biztosít. Színezett lencsével ellátott szemüveg nem ajánlott. A legbiztonságosabb arcvédő egy átlátszó plexi maszk. Ha a tárcsa vágás közben eltörik, töredékei nagy sebességgel szétszóródnak a kezdeti centrifugális erő irányába. Ez a maszk megvédi a fej elejét a bejutástól. A hallószervek is védelemre szorulnak. Ehhez építő fejhallgatót vagy szilikon füldugót használnak.
Az LBM kezelő berendezéseinek meg kell felelniük a következő biztonsági intézkedéseknek:
- köpenyek tartós és természetes anyagból;
- A mérsékelten laza, de túl hosszú ujjak elfogadhatatlanok;
- kesztyű, amely szorosan illeszkedik a kézre, erős anyagból, amely megtartja az elsődleges vágást;
- zárt cipő kompozit orrbetétekkel.
