Gyártás.
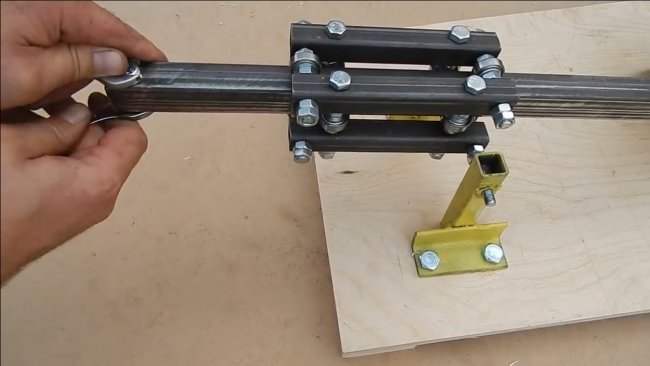
Először is megtaláltam a csuklópánt alkatrészeit, amelyeken a daráló megfordul.
A kiváló minőségű vágáshoz a csuklópántnak elég erősnek kell lennie, és a legkisebb ellenállás nélkül.
Találtam egy régi tengelyt és karimát a Volgovskaya szivattyúból és számos csapágyat, beleértve a megölteket is.
Összeszereltem egy ilyen szendvicset, hogy maximalizáljam a közöttük lévő csapágyakat.
Találtam egy csődarabot a csuklópánt külső ketrecéhez.
Kicsit túl nagy volt az átmérője, ezért hasítottam, hogy a csapágyakat bilincsként rögzítsem.
Hegesztett pár sarkot és lyukakat fúrt a megfelelő helyekre
Az állvány második alkotóeleme egy inga csiszolószalaggal. A daráló tartó 2,5 mm -es csíkból hajlott ki.
A többi 20 x 20 mm -es profilcsőből készül.
Hegesztettem a tartót, és igyekeztem a csiszológép párhuzamosságát a kar forgási síkjához tartani, amennyire csak lehetséges. Ehhez főzés közben rudakat helyeztem a rögzítő lyukakba - irányítottam a párhuzamosságot mentükön.
A harmadik összetevő az alap. 3 2x32 mm -es sarokból van hegesztve.
Középen két 20 x 20 alakú cső vezeti az állítható ütközőt, amely rögzíti a munkadarabot.
Az asztal 30 x 30 cm 3 mm vastag lemezből készült, 2 részre fűrészelve. M5 csavarokkal rögzítve az alaphoz.







Az asztal folytatásában egy 3 mm -es lemezt hegesztünk az alapra. Arra szolgál, hogy rögzítse a visszatérő rugót, és kiegyenlítse az asztalt a vezetők mentén.
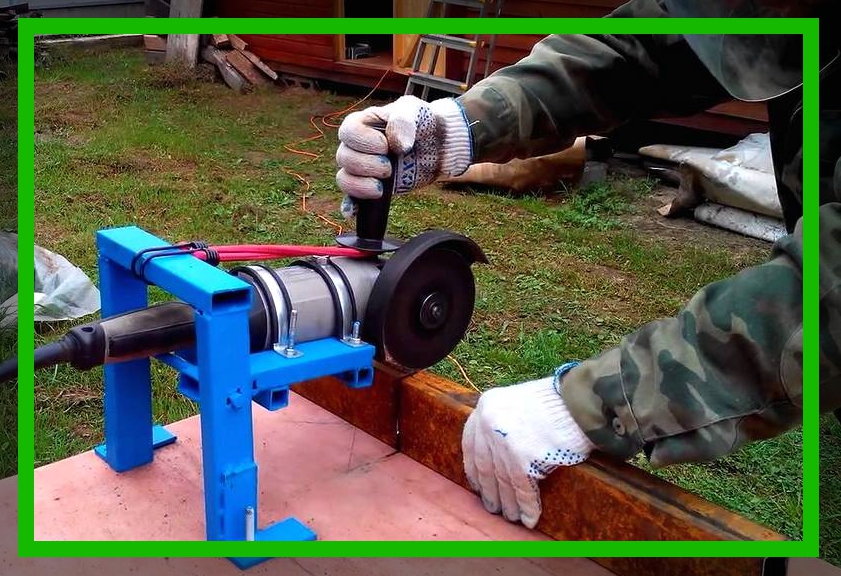
Minden illesztés és beállítás után összeraktam az állványt.
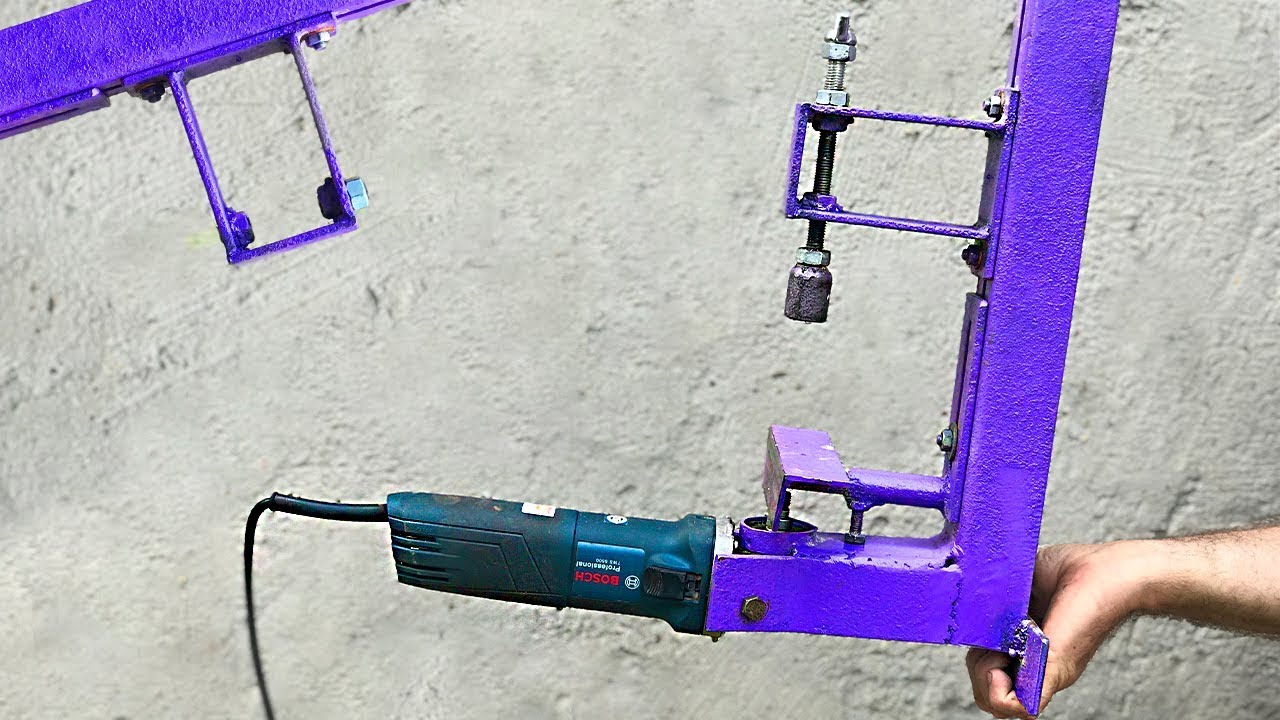
Így van rögzítve a daráló.
Egyrészt szabványos fogantyúval csavarják, másrészt - M8 csavarral.
A daráló függőleges beállítása - felülről és alulról két ütközővel (lábak a bútoroktól).
A csapágyak egy ketrecben vannak rögzítve M6 csavarral.
Az igát két M6 csavarral az alaphoz csavarják.
A jobb oldali lyuk ovális, így beállíthatja a csipesz helyzetét.
Ugró rugó - Volgovskiye párnákból.
Annak érdekében, hogy ne ugorjon le a tartóról, horganyzott bilincset készítettem.
A beállításról:
Annak érdekében, hogy pontosan meg lehessen jelölni a tárcsa forgássíkját, a tárcsa helyett két féknyerget rögzítettem a darálóba. Ezek szerint pontosan és egyértelműen beállíthatja a daráló helyzetét.









Először a tárcsa síkját párhuzamosra állítottam az ágy hosszanti hornyával.
Ehhez a csuklópánt rögzítésére szolgáló egyik furat ovális (nyíllal jelölt).
Ezután a korong síkját az asztalra merőlegesen állította be.
Ez a beállítás a daráló rögzítésének két ütközőjével történik.
Amikor minden kiegyenlítődött, a karra rögzített darálóval vágtam az asztalon.
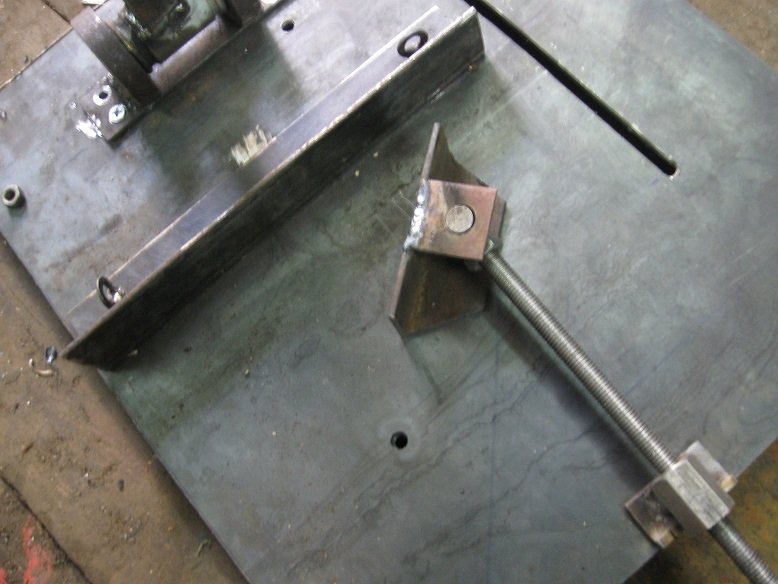
Most meg kell állnia, hogy rögzítse a munkadarabot a kívánt szögben. Az ütköző nyersdarabja egy 32 x 32 mm -es sarokdarab volt, ugyanaz, amelyből az ágy készült. 2 mm -es lemezt hegesztettem hozzá.
Annak érdekében, hogy a rögzítőcsavar félkör alakú hornyát átfűrészeljem, a burkolatból egy szúrógépet készítettem, és körben 3 mm -es lyukakat fúrtam.
Ezután rajtuk 6 mm -es fúróval.
A lyukak közötti ugrókat fémfűrésszel vágtam.
És reszelővel kiegyenlítette.
Aztán körben levágta a felesleget.
Az amúgy is felesleges szúrógépből és 2 M6 -os csavarból egy rögzítő rudat készítettem az ütközőhöz. Alulról illeszkedik az ágyon lévő horonyba.







Kiderült, hogy ez a hangsúly.
A vezetőhorony teljes hosszában mozgatható és a kívánt szögben rögzíthető.
A bilincs kialakításával még nem találkoztam, miközben a bilincset használom.
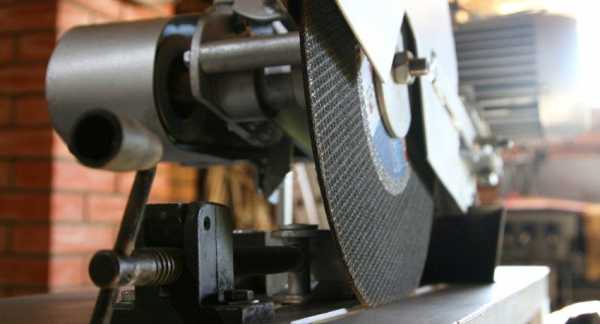
A vágás egyenletesnek, letisztultnak, a megfelelő szögben derül ki - pont erre vágytam.
Házi szerző: Gleb Minszkből. Fehéroroszország.
Konzolos gép darálóból
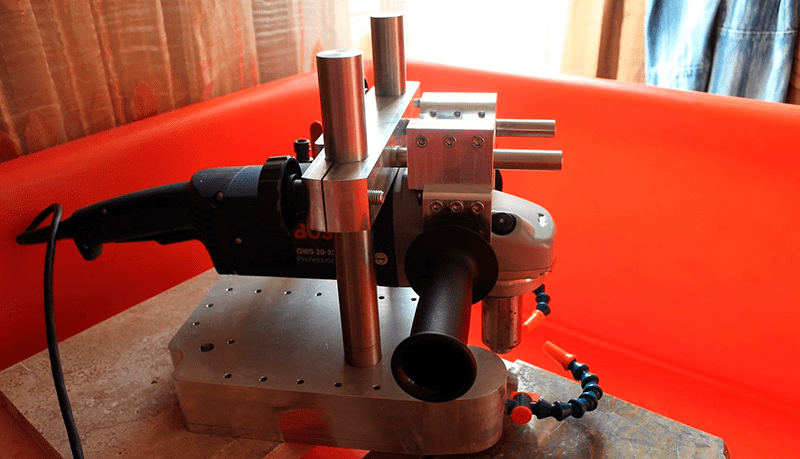
A gép alapja egy fémből (acélból vagy alumíniumból) készült, körülbelül 50X50 cm méretű munkaasztal.Ha időnként hosszú munkadarabokkal vagy fémlemezekkel szeretne dolgozni, akkor az asztal szélessége megnövelhető, vagy további sík felszerelése biztosított. Ehhez használjon visszahúzható konzolot vagy összecsukható síkot, amely általában az asztal alatt található, és alapul szolgál.
Az asztalra egy konzol van felszerelve a daráló rugós felfüggesztéshez való rögzítéséhez. A rugó erejét úgy választjuk meg, hogy a csiszolót ferde helyzetben tudja tartani a vágótárcsa magasságában a munkadarabtól legalább 15-20 cm. Vágáskor a szerszámot egy kicsi, de kézzelfogható erő.
A sarokcsiszoló egy doboz típusú házba van rögzítve csavarokkal. A nyomólemezek méreteit és konfigurációját úgy választják meg, hogy:
- könnyű hozzáférést biztosított a start gombhoz;
- a szerszám szilárdan tartott, és a vágóerővel nem volt ütés és eltérés;
- összeszerelése és szétszerelése nem sok időt vett igénybe.
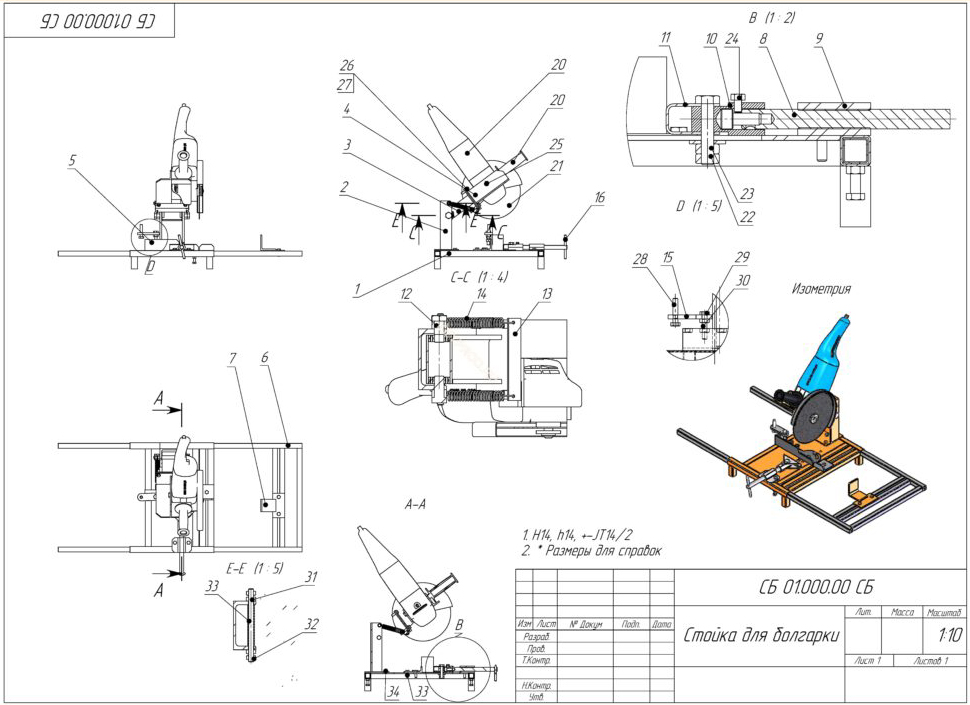
A házi szerszámgép rajzai az adott szerszám méretétől és teljesítményétől függően állíthatók be
Itt csak egy dolog fontos - hogy a szerszámot szilárdan tartsák, és a tárcsa forgássíkja szigorúan merőleges legyen az asztal síkjára. Az asztalon, a kör forgási körében egy rés van kialakítva, hogy a szerszám munka része szabadon belépjen, és ne érintse meg a fémet
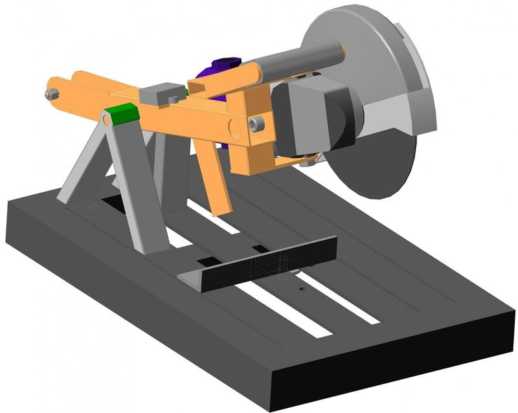
Szerelési lehetőség - "U" alakú konzol fúrt lyukakkal a daráló standard menetes foglalatai helyett. A szerszám rögzítésekor két csavart és egy fogantyút használnak, amelyek a vágási zónába táplálják. Ez az opció nagyon kényelmes, ha a gép egy darálóhoz készült, ha másik modellt kell használnia, akkor lehetetlen megjavítani, újra kell tennie a konzolot. Az áramkör a konzol változó méreteivel szintén meglehetősen hatékony, de nehezebb gyártani.







Elektromos rész
Mivel a daráló alulról lesz rögzítve, a továbbiakban nem tudjuk a szokásos módon bekapcsolni. Biztosítanunk kell a következő elemek telepítését:
- egy bilincs, amely folyamatosan tartja a vezérlőgombot "be" helyzetben;
- aljzat a daráló csatlakoztatásához;
- egy vezérlőállomás, amely ezen a konnektoron be- és kikapcsolja az áramot.
Nagyon jó ilyen kialakításban ipari vezérlőhelyiséget használni. Ennek az egységnek két kulcsa van. A "Start" gomb meglehetősen szoros, ami megakadályozza a véletlen bekapcsolást. A nagy és puha "Stop" gomb lehetővé teszi, hogy szükség esetén gyorsan kikapcsolja a készüléket, és elérje azt a test bármely részével.
És tulajdonképpen miről is beszélünk?
A lemezek, tekercsek és hosszú anyagok precíz vágásához több tucat hagyományos kivitelű aggregátum ismert, ez nem számít a lézer stb. Számára a magas technológiák évszázadából. Továbbá megfontoljuk azokat a gépeket, amelyek oszcilláló munkamodullal és körkörös forgó vágótesttel rendelkeznek - csiszoló- vagy fűrészlappal. Az ilyen vágógépeket ingagépeknek nevezzük. Ezek a legsokoldalúbbak (beleértve a nyitást is - korlátozott hosszúságú hosszanti vágást végeznek), és önállóan is elvégezhetők egy garázsban. Amikor azt mondják, hogy "levágógép", akkor az esetek túlnyomó többségében az inga (angolul ingavágott daráló) értendő.
Motor vagy sarokcsiszoló?
Ez a gép meghajtására vonatkozik - külön vagy monoblokkban kombinálva, működő (vágó) testtel és erőátvitellel. A külön motor előnye, hogy az egység lengő része - a lengőkar (inga, lengőkar) megfelelően kiegyensúlyozható, ami nagyban leegyszerűsíti a gépen végzett munkát és növeli a termelékenységet; ez utóbbi viszonylag gyengén függ az anyag vágási ellenállásától
Ezenkívül az egész gépet alkalmassá lehet tenni az intenzív, kör műszakos munkára, ami fontos lehet azok számára, akik bevételt termelnek úgy, hogy a kezük ott nő, ahol kell, és a fej úgy működik, ahogy kell.Az LBM (daráló), mint tudod, 20-60 percig folyamatosan dolgozhat
(típustól függően), majd a szerszám hűtésére kényszerített műszaki. De alkalmi használatra a sarokcsiszolónak számos előnye van:
- Egy meglehetősen strapabíró és pontos vágógép darálóból elforgatott alkatrészek nélkül, minimális hegesztési munkával vagy anélkül is elkészíthető, lásd alább.
- Az alapszerszám továbbra is alkalmas a gépen kívüli kézi munkára.
- Tápegység - egyfázisú 220 V -os háztartási konnektorból.
- Az indítóberendezésekre és a védőföldelésre nincs szükség. csak a kettős szigetelésű sarokcsiszolókat értékesítik széles körben.
- Az LBM kollektormotor külső jellemzői lágyabbak, mint a mókuskockás rotorú aszinkron villanymotor, ami megtakarítja a motor teljesítményét és az áramfogyasztást. A legtöbb esetben (kivéve a vastag tartós és / vagy viszkózus anyagok vágását) feltételezhető, hogy a 800 W -os elektromos daráló egyenértékű az aszinkron motorral, amelynek tengelyén 1,2 kW (lásd alább), és az 1300 W -os sarokcsiszoló egyenértékű egy külön motorral, 2, 2 kW -ra.
- A sarokcsiszolókból készült vágógépek könnyebbek, kompaktabbak és szállíthatóbbak, mint külön meghajtással.
- Az olcsó köszörűgépek nincsenek fordulatszám -szabályozóval felszerelve, de a fúró rendszeres fordulatszám -szabályozója megfelel nekik (legfeljebb 20 USD; általában 5–6 USD). A "Frekvenciaváltó" legfeljebb 2,5 kW -os aszinkron motorokhoz 50 dollártól kerül.
A sebességszabályozásról
Miért kell szabályozni a lemez sebességét? Ne lépje túl a rajta megadott maximális lineáris élsebességet és / vagy forgási sebességet. Ellenkező esetben előfordulhat, hogy a lemez nem törik el, de teljesítménye drámaian csökken, a kopás megnő, és a vágás minősége romlik. Az aszinkronmotorok névleges forgási sebessége 2800-2850 min-1 lehetővé teszi a hagyományos tárcsák használatát, amelyek átmérője legfeljebb 350-400 mm vagy nagyobb, ami legalább 150 mm vágási mélységet biztosít. A daráló orsója sokkal gyorsabban forog (6000 perc - 1), és veszélyes a hagyományos, 160 mm -nél nagyobb átmérőjű tárcsa. A vágási mélység akár 50-60 mm is lehet, a nagy sebességű tárcsa pedig drága és gyorsan törlődik. A sebességszabályozó telepítése megoldja a problémát. A vágási teljesítményre és a minőségre nincs hatással a vágóél mentén történő lineáris forgási sebesség határozza meg.
A névről
Az LBM "technikailag" hangzik, de valójában pontatlan, tk. darálóval sokkal többet vágnak, mint őrölnek. A "szögfúró" még sajnálatosabb, mert fúrni - fúrni, fúrni, amelyre a sarokcsiszoló általában alkalmatlan. A sarokcsiszoló angol nyelvű nyomkövető papír. "Sarokcsiszoló gép". De az angol őrölni a jelentésében sokkal tágabb, mint a csiszolófeldolgozás minden típusa. Például egy húsdaráló egy húsdaráló. A „csiszolni” nincs pontos orosz analóg; abban az értelemben ez valami olyasmi, mint "apróra vágva a hátsó utcákban". Általánosságban elmondható, hogy a köznyelv "bolgár" terminológiailag helytelen, de röviden, és egyértelmű, hogy miről van szó.
Biztonsági szabályok, ha házi készítésű géppel dolgozik
A munka során fontos betartani a biztonsági szabályokat
- A gép védőburkolatának le kell fednie azt a területet, ahol a munkavállaló tartózkodik;
- Sokan saját kezűleg szeretnének faipari munkákat végezni egy gépen. De tudnia kell, hogy a speciális fogazott tárcsát nem ilyen nagy sebességre tervezték, és gyorsan elhasználódik. Ezenkívül nagyon veszélyes fűrészlappal dolgozni. A gépen való munkavégzéshez csak csiszolófelületű sarokcsiszológépek speciális maróit kell használni.
Videók a sarokcsiszológépek házi készítésű szerszámgépeinek több modelljéről:
Végül
Egy gyárilag gyártott fémvágógép daráló rögzítésére az interneten vásárolható meg. De gyakran teljes egészében duralumin ötvözetekből készülnek, és nem szabad az erejükre hagyatkozni. A holtjáték nagyon gyorsan megjelenik, és pontos vágást végezni, különösen keményfémen, meglehetősen nehéz. Ugyanakkor egy ilyen telepítés ára meglehetősen magas - ugyanannyi összegért sokkal jobb teljesítménnyel készítheti el saját gépét.
Stacionárius levágás darálóból látta - a készülék univerzális, és nem igényel bizonyos gyártási szabványok betartását. A gép saját verzióját saját maga is kifejlesztheti, de a konzolos inga keret javasolt elve, amelyre a darálót rögzítik, optimálisnak tűnik mind az amatőr, mind a profi munkához. A fémvágó gép sokkal biztonságosabb, mint a hagyományos csiszológép - eltűnik annak a veszélye, hogy a vágásban lévő kört megharapja, a szerszámot kihúzza a kezéből és elferdíti a munkadarabot.