Fémfűrész tervezési jellemzői
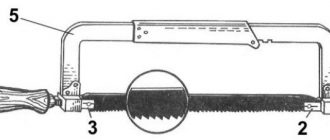
A széles körben elterjedt felhasználást nagymértékben meghatározza a fémfűrész eszköze. C-alakban kerül bemutatásra, amelynek két széle között egy speciális vászon található. Az eszköz összetételének mérlegelésekor vegye figyelembe a következőket:
Kar. Ma a fém fémfűrész fogantyúja a legtöbb esetben két különböző alkatrészből áll, amelyek hosszú élettartamot biztosítanak. Az alaknak elég kényelmesnek kell lennie, és magát az elemet a szerkezet tetején vagy oldalán kell elhelyezni. A legfelső helyet a legtöbb esetben akkor használják, amikor szükség van a nehezen elérhető helyek feldolgozására.
Keret. Úgy tervezték, hogy elviselje a terhelést, valamint a nedves rezgést a működés idején. Manapság különféle anyagokat használnak az ilyen szerszám elemek gyártásához. A nehezen hozzáférhető helyek feldolgozásának elvégzése érdekében a szerkezet gyakran tartalmaz egy elemet, amely miatt a szövedék dőlése beállítható. A keret egy darabból vagy csúszóból készül, a kialakítás második változata lehetővé teszi a termék különböző hosszúságú felszerelését.
A vásznat kemény ötvözött szalag képviseli. Ezt az elemet a legvékonyabbnak és a legtörékenyebbnek tekintik, amelyet a kis fogak kombinációja képvisel, amelyek egymáshoz képest bizonyos távolságban és szögben helyezkednek el. A munkavégzés során óvatosnak kell lennie, mivel még kisebb hibák is károsodhatnak
A kiválasztásnál figyelni kell arra, hogy a felületet meg kell keményíteni, mert különben nem biztosítható a szükséges kopásállóság. A termelékenység növelése érdekében egy ritka fogú pengét választanak ki, a gyakori vágás minőségének javítása érdekében
A közelmúltban a bimetál penge elterjedt.
A fém fémfűrész tervezési jellemzői határozzák meg a szerszám igen széles körű használatát. A fő rész meghatározza a használat időtartamát és egyéb pontokat, a vágási sebesség és a vágási minőség a beszerelt pengétől függ.
Fánk
Lila és lila. Fánk, fánk. Burgundia Burgundia ° Ð ”и. Lol l l l l l l l l l l l l l l + l ± l.
»ÐμкÑÑонно-л ÑÑÐμвР° Ñ ÑвР° ÑкР° пÑимÐμнÑÐμÑÑÑ Ð¿Ð¾ Ñой пÑиÑинÐμ, ÑÑо поР· воР»ÑÐμÑ Ð¼Ð³Ð½Ð¾Ð²ÐμÐÐÐÑÑÑÐмÐÐÐÐÐ Dudoros dudor. Jó reggelt Bush.
Bump, bump, bump. Bordó, kéreg, kéreg, kéreg ¿ÐºÐ¾ÑÑÑÑ Ð¾Ð ± ÑÑнÑÑ Ð½Ð¾Ð¶Ð¾Ð²Ð¾ÑнÑÑ Ð¿Ð¾Ð »Ð¾ÑÐμн Ð'л Ñ ÑÐ ° Ð ± Ð¾Ñ Ð¿Ð¾ мÐμÑÐ ° Ð »Ð» Ñ.Burgundi Bump, bump, bump, bump Bumpy flare. Fánk 7-15 fánk 7-15 fánk ± оР»ÑÑом кол иÑÐμÑÑвÐμ Ð'Ð »Ñ пÑоиР· воÐ'ÑÑвР° Ð ± ÑÑÑÑоÑÐμжÑÑÐμй ÑÑÐ ° л и. Oldalsó tálak Kíváló, kiadós, kiadós, kiadós, kiadós, kiadós, kiadós, kiadós ÑÐ · Ñ Ð ± имÐμÑÐ ° Ð »Ð» иÑÐμÑÐºÐ¸Ñ Ð¿Ð¾Ð »Ð¾ÑÐμн Ð · Ð ° ÑÑÐμÑ ÑовÐμÑÑÐμнÑÑвовР° н Rózsa, rózsa, rózsa, rózsa, rózsa. És néhány perc múlva L ± lol l l l l.
Lombfűrész
A kör- és láncfűrészek nem helyettesíthetik azt az eszközt, amely keskeny pengét használ, amely nagy gyakorisággal mozog fel és le.
A munkaterület ilyen elrendezésének köszönhetően a szúrófűrész lehetővé teszi az ívelt lapos alkatrészek gyors és pontos vágását. Rétegelt lemez, kerámia és műanyag, OSB és lágy fém - mindezt egy jó szúrófűrésszel lehet vágni minőségi reszelővel.
Lombfűrész
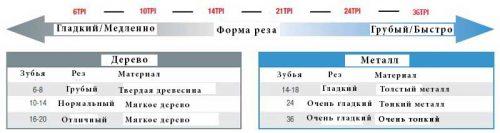
A gyártók minden anyaghoz speciális fűrészeket készítenek, amelyek különböznek a fogak dőlésszögében és gyakoriságában.
Például a fát jobban vágja egy nagy fogú reszelő. Fémlemez esetén a finom fogazott bevágású penge magabiztosan megbirkózik. Nem adunk különleges ajánlásokat a szúrófűrész fűrészeinek kiválasztásához, mivel a gyártó mindegyiken feltünteti az ajánlott anyagfajtát.
A szúrófűrész fő műszaki paraméterei a motorteljesítmény, a fűrészlökés gyakorisága és a maximális vágási mélység (különböző anyagok esetén).
A háztartási modelleknél ezek a paraméterek a következő határokon belül vannak:
- Teljesítmény 400-900 watt;
- Löketfrekvencia (0 és 3000 ford / perc közötti egyenletes beállítás lehetőségével);
- Vágási mélység (fa - 45-80 mm, acél 4-20 mm).
Egy hasznos lehetőség a kirakós számára a lézermutató. Segít tisztán látni a vágás irányát, amikor a jelölési vonal fűrészporréteg alatt van elrejtve
Az elektromos kirakós fűrész kiválasztásakor különös figyelmet kell fordítani a mellékletre, amelyhez az aktát csatolták. A legmegbízhatóbb bilincset kell biztosítania
Ellenkező esetben a fájl rendszeresen kiugrik gyenge "öleléséből".
A fűrészlapok típusai
A fűrészlapot a kéziszerszám fő részének tekintik. A szerszám teljesítménye és a vágás pontossága a típusától függ.









Szövet fémhez
Tartalmaz nagyszámú finom fogak... A fém vágása nagy fogakkal nem fog működni.
A pengék hossza 150–300 mm. A vászon különböző anyagokból készülhet:
- szénacél;
- kobalt acél;
- szén és gyorsacél.
Volframszál
A húrok volfrám -karbidból készülnek. Hosszuk 30 cm, szabványos fémfűrészek keretében történő rögzítésre alkalmasak. A húr átmérője 2,7 mm. Ezzel pontos vágásokat végezhet. A húr alkalmas egyenes és ívelt vágásokra, körök vágására.
Gyémánt húr
Az ilyen húr alapja az ötvözött acél, amelyre gyémánt permetezést alkalmaznak. Bevonat vastagsága - 2 mm. A húr gyűrűkkel van rögzítve a bilincsekben.
A minőségi gyémánthuzalnak sokféle anyagot kell gyorsan vágnia.Munka közben a felületeket és a munkaterületet vízzel meg kell nedvesíteni a túlmelegedés elkerülése érdekében.
Gyémánt húr (Fotó: Instagram / abraziv_ykt)
Ð Ð ° Ð · воÐ'кР° Ð · ÑÐ ± ÑÐμв
Dudoros rögös dudor Midnight olaj L '' ± ±. Bordó L · nl ± ".
Bordó "rögös" Rose és Rose. - ÑÑом вÑпоР»Ð½ÑÑÑÑ Ð¾ÑгиР± кÑÐ ° Ñ Ð¿Ð¾Ð» оÑнР° вÑÑоÑой 2 - 3 мм вÐμÑÑÐμ Ñ Ð · ÑÐ ± ÑÑми попÐμÑÐμмÐμнно вÐÐÑÑÑÐÐ 0,6 pp. Dudoros fellángolás.
Burgundi "csecsebecse" csecsebecse L Fánk. Burgundia 2-3 lakás - 3 lakás »ÐµÐ²Ð¾. Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose NAGY - KIS, KIS KIS, LOOK. Szív, szív, szív, szív, szív, szív, szív
ШР° г Ð Ð ± Ð °
Burgundia, bordó LE, LE, LE 18, 24 NAP, 32 NAP. Piros vonal 7, 10 sor 13 vonal, sor
Bang Bang Bang Bang Bang Bang Bang Bang Bang Bang »Đ ° nd ° Ñпил ивР° Ðμмой Ð · Ð ° гоÑовки. Bordó fúrás 2 - bower 2 - bower 2 - bower 2 - dudor Jó reggelt Sok sikert és sok sikert. Szív és lélek ¸Ñе
| Guba | ¾ | ||
| NÉZZ 5 NÉZZ | NÉZZ 2-5 NÉZZ | Helyileg 2 helyben | |
| Hosszadalmas | |||
| Bezárás | 18 | 18-24 | 24-32 |
| Lkl ± lmu | 18 | 18-24 | 24-32 |
| Könnyű | 18 | 24-32 | 32 |
| Ð ¢ вÐμÑÐ'Ð ° Ñ ÑÐμÐ · инР° | 18 | 18 | 24 |
| KÉP | 18 | 18-24 | 24-32 |
| Lakás | 18 | 24-32 | 32 |
| Ð ¢ вÐμÑÐ'Ð ° Ñ Ð¿Ð »Ð ° ÑÑмР° ÑÑÐ ° | 18 | 18-24 | 24-32 |
| Igloopl1 | 18 | 18-24 | 24-32 |
| ÐÑгкР° Ñ ÑÑÐ ° Ð »Ñ | 18 | 24 | 32 |
| Strand papucs | |||
| Bársony | 18 | 24 | 32 |
| Bunker | 24 | 24 | 32 |
| Fellobbanás | |||
| Bársony | 18 | 24 | 32 |
| Bunker | 24 | 24 | 32 |
| Viszontlátásra | 24 | 24 | 32 |
| ÐÐμÑжР° вÐμÑÑÐ ° Ñ ÑÑÐ ° Ð »Ñ | 18 | 24 | 32 |
A fűrészlapok típusai és kialakítása
Ne felejtse el, hogy a működő fűrészlap gyártását a GOST 53411-2009 szabványban meghatározott szabványoknak megfelelően végzik. A jelen szabályozási és műszaki dokumentációban szereplő információk két fő csoport elosztását határozzák meg: gépi és kézi vágáshoz. Nem szabad megfeledkezni arról, hogy a fémfűrészlapot rendkívül ritkán vásárolják, mivel az ilyen berendezéseket rendkívül ritkán használják. A kézi fűrészhez a következő változatokat gyártják:
- Egyetlen fémfűrészlap fémhez, a rögzítőelemek közötti távolság 250 mm. Ebben az esetben a teljes hossz 265 mm. Ez a verzió alkalmas olyan szerszámokhoz, amelyeket akkor használnak, amikor nincs szükség nagy termelékenységre.
- Egyszeres változatok, 300 mm távolságra két rögzítőelem között. A teljes hossz 315 mm.
- A nagyobb termelékenység érdekében dupla fűrészlap van felszerelve. Ennek a változatnak a hossza megegyezik az előzővel.
A hely értéke és hangmagassága szabályozott, mivel egy ilyen mutató számos működési jellemzőt határoz meg.
Egy ilyen termék gyártásakor különféle ötvözeteket lehet használni, amelyek nagymértékben függenek a fő működési jellemzőktől. A legelterjedtebbek az alábbi ötvözetek:
- X6VF.
- B2F.
- Nagy sebességű ötvözetek, például P5M5 és P12.
A volfrám -karbid -permetezéssel ellátott fűrészlap nemrégiben meglehetősen gyakori, mivel megnövekedett kopásállóság jellemzi. Nem szabad megfeledkezni arról, hogy a permetezésnek sokféle színe lehet, eladóak kék változatok, közönséges sötétszürke acél.
A volfrám fűrészlapot az jellemzi, hogy a munkafelület nagy keménysége mellett a szerkezetet nagy hajlítóterhelési érzékenység jellemzi. Éppen ezért, ha a fémet óvatlanul vágják, az ilyen termék hosszú ideig nem fog tudni szolgálni.
A gyártók hőkezeléssel magas szilárdsági indexet érhetnek el. Ebben az esetben érdemes figyelembe venni a következőket:
- A termék fő részét a felületi réteg körülbelül 44-46 HRC keménysége jellemzi.
- A gyártásban használt anyag típusától függően a fog keménysége a HRC tartományban 64-67 között változik. Ez a mutató az ötvözött ötvözetekre jellemző. A nagy sebességű acélt a HRC keménysége 73-78 egység között jellemzi.
Ne felejtse el, hogy a keménység jelentős különbségei miatt a termék hajlamos a hajlításra. A szerszámot különböző terhelésekhez tervezték, nem haladhatja meg a 60 kg -ot 1,4 mm -es szöggel, és 10 kg -ot 1,4 mm -nél kisebb szöggel.
Az ilyen termék meglehetősen sok fajtája határozza meg, hogy nincsenek komoly problémák a megfelelő verzió kiválasztásával.










Az egész egy egyszerű fűrésszel kezdődött
Ez a fűrész a famegmunkáláshoz tervezett kéziszerszámok családjának őse. Amint megolvasztották az első vasöntvényt, egy embernek eszébe jutott, hogy kovácsoljon belőle egy eszközt a föld művelésére.
Feltételezhető, hogy a fejsze a kapa után a második lett. A harmadik valószínűleg egy nyéllel ellátott fűrész volt, amelyet ma fémfűrészként ismerünk. A feltalálása óta eltelt évszázadok során számos "testvért" szerzett, tucatnyi különböző munkát végezve.
Az elfogadott osztályozás ezt a típusú kézifűrészt két csoportra osztja:
- Fűrészek fához;
- Fémfűrészek fémhez.
A vágás irányától függően a fa kézi fűrészeket három kategóriába sorolják:
- Hasított fűrészeléshez;
- Keresztvágáshoz;
- Univerzális (hosszanti-keresztirányú).
A különbség köztük a vágófogak alakjában rejlik: a résfűrészen előre hajlanak, a keresztmetszetű fűrészen pedig egyenesen.
Az univerzális fűrészfog is előre van döntve, de speciális élezéssel rendelkezik. Lehetővé teszi a gabona mentén és keresztben történő vágását.
Tervezésük szerint a kézi fűrészeket több típusra osztják:
- Klasszikus fémfűrészek (kereszt- vagy hosszirányú vágás);
- Körfűrészek (lyukak vágásához);
- Tüskés fűrészek (összekötő tüskék vágásához).
A kézi fűrész kiválasztásakor nemcsak a forma, hanem a fogak mérete is fontos szerepet játszik.
Háromféle metszőfog létezik:
- Finom fog-2,0-2,5 mm (nagy pontosságú fűrészeléshez és apró tárgyak vágásához);
- Közepes fog-3,0-3,5 mm (közepes méretű alkatrészekhez);
- Durva fogak - 4,0-6,0 mm (gerendák és rönkök durva vágásához).
A nemzetközi osztályozás a fémfűrészeket nem a fogak magassága, hanem a vágókés 1 hüvelykére számuk szerint osztja el.Ez a szabvány gyökeret vert hazánkban, ezért ne csodálkozzon, ha a műszer címkéjén a PPI vagy a TPI betűket látja. A mögöttük lévő szám a fogak száma egy hüvelyk hosszúságban. Minél nagyobb, annál kisebb a fog (pl. PPI 8 vagy TPI 14).
Ma a piacon modernizált típusú fűrészeket láthat. Könnyen megkülönböztethetők a vászonba vágott résekről. Ennek eredményeképpen a fogak 6-7 darabból álló csoportokba rendeződnek.
Ezt az eszközt nyers fa vágására tervezték. A fogak közötti résekre azért van szükség, hogy a nedves forgács ne tömje el a vágást, és könnyen eltávolítható legyen munka közben.
A szokásos kézi fűrészek mellett a felhasználóknak most az eszköz elektromos változatát is kínálják. Az erőteljes elektromos aprító könnyen kezelheti a nagy mennyiségű fűrészáru vágását anélkül, hogy túlságosan fárasztaná a tulajdonost.
Sokoldalúságát a különböző hosszúságú és szélességű fűrészekkel, valamint a fogak méretével érik el. Ez lehetővé teszi, hogy sikeresen dolgozzon nemcsak fában, hanem műanyagban és fémben is. Ennek az eszköznek egy másik neve egy dugattyús fűrész.
Dugattyús elektromos kapa
Az elektromos hackerek képességeit jellemző fő paraméter a teljesítmény. 400 és 1600 watt között mozog. A vágási mélység közvetlenül ettől függ, amely a háztartási modelleknél 90 mm -től, professzionális modelleknél 200 mm -ig terjed.
A fémmegmunkáláshoz használt kéziszerszámok nem annyira változatosak. Csak egyféle kézi fűrész képes vágni ezt az anyagot. Munka teste széles vagy keskeny penge, finom edzett fogakkal. Behelyezik az íjtartóba, és csavarral meghúzzák.









A fűrészlapok típusai
A GOST fűrészlapok szerint kétféle penge létezik: kézi vágáshoz és gépi vágáshoz.
A kézi vágókéseknek három fő paramétere van:
- Az egyes modellek közötti távolság a rögzítők között 250 +/- 2 milliméter. A vászon 265 mm hosszú.
- Az egyes modellek közötti rés a rögzítések között körülbelül 300 milliméter. A penge 315 mm hosszú.
- Kettős. A kötőelemek közötti távolság 300 milliméter. A vászon 315 milliméter hosszú.
A fűrészlap vastagsága (egyetlen változatban) nem haladja meg a 0,63 millimétert, kettősben - 0,80 millimétert. Az egyetlen fogsorral rendelkező modellek magassága 12,5 milliméter, a kétsoros modelleknél 20 milliméter.
A GOST követelményei szabályozzák a fogak dőlését, távolságát, mennyiségét.
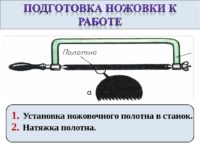
A vászon telepítésének módszerei
- menetes bilincs;
- kar mechanizmusa.
Az első esetben a szövedéket a szerelési furatok közé feszítik, és szárnyas anyával rögzítik. A másodikban a műveleteket ugyanúgy hajtják végre, csak a reszelőt helyezik fel és távolítják el egy speciális kar segítségével, amely általában a fogantyútól legtávolabbi szélén található.
A penge úgy van felszerelve, hogy a fogak a fogantyúval ellentétes oldalra dőljenek. Fémfűrész használatakor a fémréteg levágódik, amikor "eltávolodik tőled". Az ellenkező irány - "saját maga felé" - egy üresjárat, amikor a munkadarabot nem vágják le. Ezért a fordított mozgás során tett erőfeszítések hiábavalók. Ezenkívül olyan könnyű tompítani a penge fogait.
Az elektromos fémfűrészeknél a munka test másként van rögzítve. Például az alábbiakban bemutatjuk a fűrészlap cseréjének folyamatát Makita JR 3070 CT... Ehhez szükség van:
- fordítsa el a tartó fejét az óramutató járásával ellentétes irányban kis szögben, hogy a belső nyílás lehetővé tegye a termék eltávolítását;
- távolítsa el a vásznat;
- helyezze az új fájl végét a tartó nyílásába, amíg a helyére nem kattan.

Egyébként a vásznakat a szár típusa (a tartóhoz csatlakozó terület) szerint is felosztják. Vannak egy ütközős, kétpofás, univerzális 1/4, rögzítő 1/2 és speciális Makita fűrészek, amelyek végén két lyuk van.
A fémfűrészlapok kardfűrészekhez való rögzítésének elve minden eszköz esetében azonos; a gyártók elgondolkodtak a kialakításon, megkönnyítették a vágóelem behelyezését és megkönnyítették a felhasználó munkáját.
Hogyan kell helyesen dolgozni a fűrészekkel?
A munka megkezdése előtt foglalkozzon a vászonnal. Helyezze az új pengét a régi penge helyére úgy, hogy oldja a feszültséget, a fogakat először távolítsa el a fogantyútól. Ezen lépések után húzza meg jól a pengét.


A fém helyes vágása fémfűrésszel szintén próba és hiba útján történik. Fogja meg a fogantyút a munka kezével, a másikkal pedig a függőleges élét
Fontos, hogy a munka során kis ferde szöget hajtson végre, 30-45 fok között, a legegyenletesebb vágási vonal érdekében. 90 fokos szöggel is lehet dolgozni, de kivételes esetekben és szükség esetén.

A legkisebb erőfeszítéssel kell kezdenie, hogy jobban érintkezzen az anyaggal. Amikor a szerszámot előre mozgatja, próbálja meg növelni a tolóerőt, és ha a penge jól illeszkedik a fémbe, növelheti a munka ütemét.











Használja ki a vásznat a lehető legteljesebb mértékben, hagyja, hogy az egész rész vegyen részt a robotban, és ne csak egy bizonyos terület. Ez segít elkerülni a kés gyors kopását.

Ne felejtse el a sima mozdulatokat, hogy elkerülje a törést a felesleges pillanatokban. Ez a kis utasítás a fém helyes vágására vonatkozóan segít gyorsabban elsajátítani az elsajátítást és kevesebb hibát elkövetni.
Termék besorolása
A fűrészlapok keskeny csík, amelynek végén két lyuk található a szerszámhoz való rögzítéshez. A besorolásuknak három fő kritériuma van:
- rendeltetés (kézi / elektromos fémfűrészekhez);
- gyártási anyag;
- a fogak paraméterei.
Az első jel szerinti csoportokra osztás ugyanúgy történik, mint a fémfűrészeknél - megkülönböztetik a kézi (mechanikus) és az elektromos (néha gépi) szerszámok vásznait. A munkaelemek mérete eltérő. Tehát kézi vásznakhoz 250-300 mm hosszú, 12-25 mm széles, 0,63-1,25 mm vastagságú vászonokat használnak. Példa erre egy X6VF acélból készült, 1,25x12x300 paraméterekkel rendelkező, házi készítésű vászon, amely darabonként 30 rubelbe kerül a vevőnek.
Az elektromos szerszámok reszelőinek paraméterei 150 mm hosszú, 55 mm széles, 1,25 és 2,5 mm közötti vastagságúak. Példa erre egy HAMMER RS BL 001 dugattyús fűrészlap, amelynek paraméterei 150x19x1,25 mm, és ára 100 rubel darabonként.
Egy másik különbség a kézifűrészek és a kardfűrészek között a rögzítőelemek furatainak száma. Előbbieknek kettő, utóbbiaknak egy.
Elektromos sólyomszövet
- szén (a legkevésbé tartós, színesfémekhez vagy lágyfémekhez alkalmas; HCS jelöléssel); például Bosch HCS TF 350 M 408 mm GFZ 1400 rubelért;
- nagy sebességű (a leginkább kopásálló fogakkal rendelkeznek, de törékenyek és költségesek; HSS jelölés); Bruttó HSS 18TPI 300 mm - 160 rubel páronként;
- bimetál pengék (innováció a piacon, kiszorítva az analógokat; az alap szénacél, amely tetejére nagysebességű szalagot hegesztenek, amely a fogak alapjául szolgál; BIM jelöléssel); Bruttó Variozahn 300 mm BIM 300 rubeltől páronként.
Vannak ötvözött acélból készült pengék (HM megnevezés), de gyakrabban tégla, beton vagy kő vágására használják őket.
A fém fémfűrészek fogainak mérete 2-2,5 mm. Ez a paraméter "kicsi", mivel vannak olyan termékek, amelyeknek nagyobb a foga (például a fűrészek esetében 4-6 mm).
A nemzetközi szabványosítás a vásznak felosztásának más elvét írja elő. Tehát figyelembe vesszük a reszelő 1 hüvelykére eső fogak számát. Ez a szám megjelenik a jelölésben a PPI (pont per hüvelyk - "pont per hüvelyk") vagy a TPI ("PPI - 1" képlet) előtt. Minél magasabb ez a szám, annál finomabb a fog ezen a pengén.
A fémfűrészhez való termékek kiválasztásakor a felhasználónak nem kell sokáig találgatnia - a legtöbb jól ismert fűrészek dőlésszöge 18 vagy 24. Így jelzik az építéshez használt márkás termékeket (például a Standart 24 TPI) 300 mm, Kraft-Flex 18 TPI a Kraftool gyártótól).
A fém fémfűrészlapok fő besorolását a fenti kritériumok alapján állítjuk össze
Fontos tudni, hogy a rögzített fogak jelenléte üdvözlendő, ha a felhasználó kényelmes munkát vár el szünetek és szerszámtörések nélkül. Most arról, hogyan kell helyesen felszerelni a fűrészlapot egy kézi vagy elektromos szerszámba
Választási kritériumok
Nincs olyan egységes termék, amely minden vevői igényt kielégíthet
Ezért vásárláskor számos pontra kell figyelnie.Például a szélességet a munka típusa alapján kell kiválasztani
14-80 mm tartományban változik. A szabvány a 31-41 mm-es modellek. Annak érdekében, hogy ne zavarodjon össze, olvassa el a meglévő gépre vonatkozó utasításokat. Általában mindig jelzi a kívánt vászon fő jellemzőit. A specifikus paraméterek követésével megvásárolhatja a megfelelő opciót, amelynek köszönhetően a gép nagy termelékenységgel fog működni.
Fogtípus
A vágószalag fogai speciális elrendezéssel rendelkeznek. Nem egyenes, hanem oldalirányban eltér a főszíj síkjától. Az ilyen elrendezés típusát vezetéknek nevezik, amely eltérő lehet. Ma három típusra oszlik: egyenes, hullámos és váltakozó.








A fogak jobb és bal oldali eltérítése szélesebb vágást tesz lehetővé. Ez megakadályozza, hogy a szalag beakadjon a feldolgozandó munkadarabba. Ma gyakrabban vásárolnak vászonokat, amelyek elrendezése a következő:
- jobb, egyenes, bal;
- jobbra, balra viszont;
- hullám a fog dőlésszögének változásával.
Az első típusú pengéket szilárd munkadarabok, csövek és profilok csomagolásában használják. A második lehetőség univerzálisnak tekinthető, azonban, mint a gyakorlat azt mutatja, lágy fémekkel végzett munka során jobban megmutatkozik. A harmadik típusú huzalozást vékony falú csövekkel és kis méretű munkadarabokkal történő munkavégzés során használják.
A nyomtatvány
A szalagkések fogainak alakja is változik. A kifejlesztett szabványos megoldások lehetővé teszik az opció kiválasztását, figyelembe véve a vevő igényeit.
- A NORMAL fogazott él a pengéhez viszonyítva felfelé helyezkedik el. Ez a forma nem rendelkezik letöréssel; nagy széntartalmú acél alkatrészek vágására használják.
- A HOOK 10 fokos elülső dőléssel rendelkezik. Az ötvözött acélból készült, különböző szakaszokból álló tömör rudak ilyen fogakkal vághatók. Ez a penge vastag falú munkadarabokat is vághat.
- Az RP változatot a vágóél 16 fokos lejtése jellemzi. Az ilyen típusú fogakkal ellátott pengéket színesfém ötvözetekkel való munkavégzéshez vásárolják. Használhat ilyen szalagot a nehezen vágható fajták vágásához is.
- A MASTER formát univerzálisnak és a leggyakoribbnak tekintik. A letörés meredeksége 10 és 15 fok lehet, van a hosszanti él csiszolása is, amely lehetővé teszi a megmunkált él érdességének csökkentését.
Lépés
A fémszalagfűrészek pengéi a fogak számában is különbözhetnek. A pálya megválasztása közvetlenül befolyásolja a vágás minőségét. Állandó dőlésszög esetén a fogak száma 2 és 32 hüvelyk között változhat. Ebben az esetben minél nagyobb a számuk, annál kisebbnek kell lennie a munkadarab vágási vastagságának. A változó hangmagasságú analógokban a fogak száma 2 és 14 között 1 hüvelyk között változik. A megfelelő fogosztás kiválasztása a csövek és profilok falainak vastagságának figyelembevételével történik, amelyekkel a jövőben dolgoznia kell.
Vágási sebesség
A vágási mód a különböző paraméterektől függ. Az egyik a feldolgozott anyag. Figyelembe kell vennie az acélcsoportot és az ötvözetet, valamint az alkatrész méretét és a foghegyet. Itt egy adott márkát kell választania, mivel ez a tényező meghatározza a vászon minőségét és hatékonyságát is.
A szíjak forgási sebessége nem azonos, az eladók ezt jelezni fogják vásárláskor
Fontos a szalag előtolásának meghatározása is, mivel ideális esetben minden fűrészfognak meghatározott vastagságú forgácsot kell vágnia. Minden gép saját sebességgel rendelkezik, ezért ez alapján kell kiválasztania a kívánt értéket
Természetesen kísérletezhet, vásárolhat szalagot, és már a forgácson is megnézheti a hatékonyságát. Azonban jobb, ha kezdetben kiválasztja a kívánt opciót, mert az elvégzett munka minősége közvetlenül ettől függ. Ezenkívül fontos megérteni, hogy a web teljesítménye és erőforrásai nem végtelenek.
A szíj sebessége és az előtolás kulcsfontosságú kritérium.Ezek alapján választják ki a vásznak módosításait, a fogak dőlésszögét és a beállítást.