Az élezés szükségességének meghatározása
Ennek a kérdésnek a relevanciája elsősorban az asztalos szerszámokra vonatkozik, mivel a fával végzett munka nem tűri a pontatlanságokat. Ha valami túlságosan le van vágva, vagy a vágás ferde, és nem felel meg a megadott paramétereknek, akkor minden munkát újra kell végezni.
Ezért az olyan jellemzők, mint a szervizelhetőség és a minőség alapvető fontosságúak, és időszerű meghatározást igényelnek. Ez vonatkozik minden gyalutípusra is, vagy inkább a késükre, amelyeket mindig ki kell élezni és használatra készen kell tartani.
Az élezés szükségességének azonosításához figyelni kell a következő finomságokra:
- A kés pengéje folyamatosan érintkezik a különböző anyagokkal, ami fokozatos tompuláshoz vezet. Nem szabad elfelejteni, hogy egy bizonyos szögben helyezkedik el, és élessége biztosítja a vágás pontosságát és helyességét.
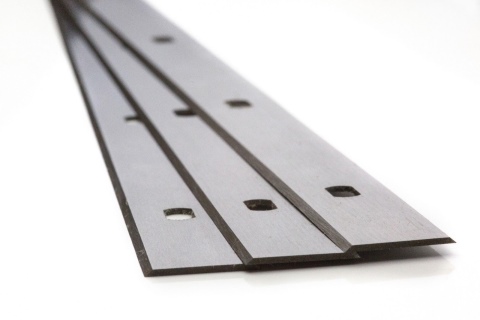
- Az elektromos gyalukban a kések közvetlenül a forgó dobon találhatók, és két vágóélük van. Amikor legalább az egyikük unalmassá válik, a kés megfordul. Annak ellenére, hogy az ilyen kések nagy szilárdságú mutatókkal (volfrám -karbid) ellátott acélból készülnek, idővel sikeresen unalmassá is válnak.
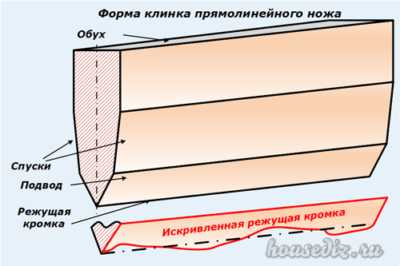
Ismeretes, hogy a különböző alakzatok mindenféle síkmodellben rejlő mutatók. Lehetnek egyenesek, lekerekítettek és hullámosak. Néhány amatőr úgy véli, hogy az egyenes kések leginkább tompák, de ez nem igaz, ez a folyamat bármilyen szerkezetet érinthet, ezért figyelemmel kell kísérni az állapotot.
Azok az emberek, akik szakmai feladataik miatt szinte állandóan fafeldolgozással foglalkoznak, gyakrabban szembesülnek ezzel a jelenséggel. A változások általában az elvégzett munka minőségében és gyorsaságában tükröződnek, és a következő jelekkel járnak:
- nehézségek a termelt mozgásokban;
- a régóta dolgozó felületek nem változtatják meg alakjukat;
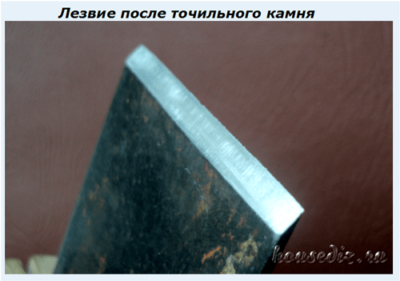
- fényes szálszerű csík megjelenése a letörésen (vágóél).
Gyalukések élezése a gépen és beállításuk
Az elektromos gyalukések fogyóeszközök.
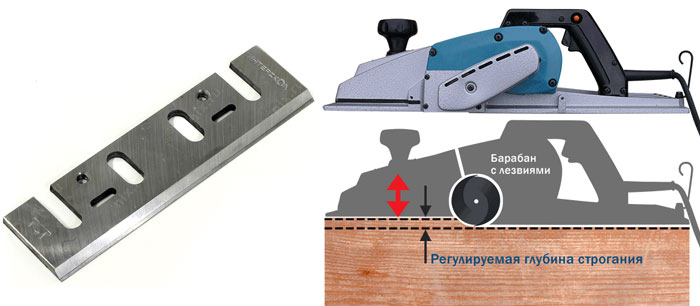
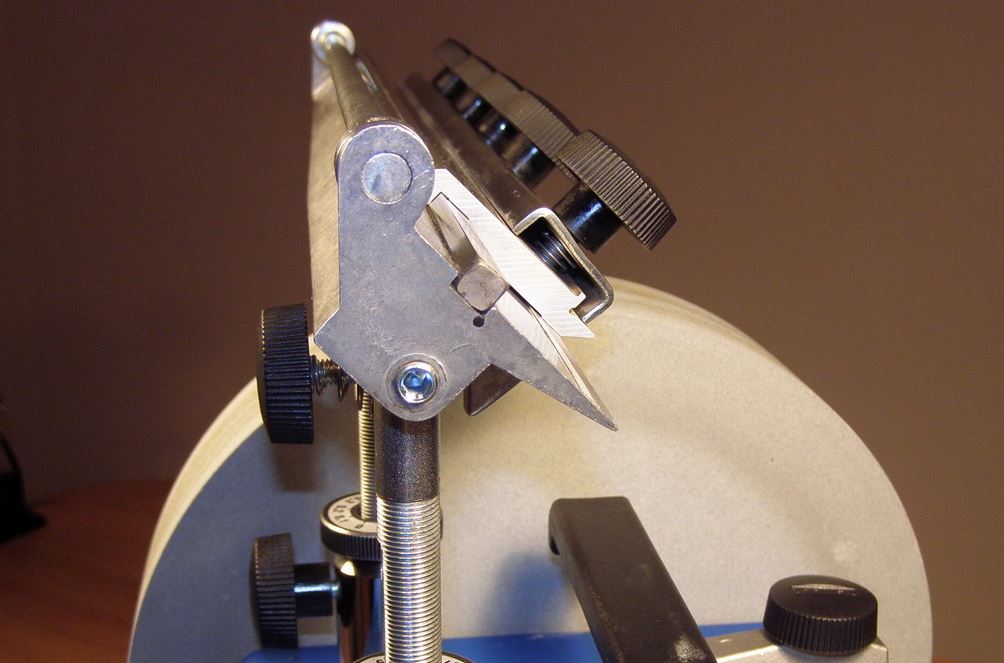
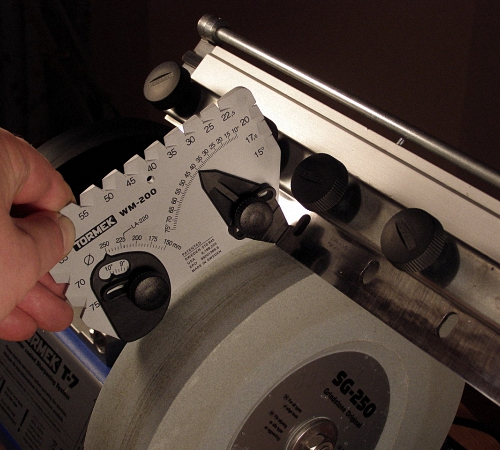
A legtöbb esetben speciális gépet használnak a gyalu élezéséhez. Elég könnyű megtanulni, hogyan kell élesíteni egy szerszámot rajta - csak el kell olvasnia az utasításokat. Ez a berendezés tartalmazza a Tormek gépet (4. kép). Erős motorral van felszerelve, alacsony fordulatszámmal rendelkezik, és meglehetősen hosszú ideig élesíti a szerszámot. A magas tisztaság és az élezés pontossága biztosítja a kés élének vízhűtését.
Az élezett késeket a tartóhoz rögzített tartók rögzítik. A gép működése során lehetőség van a nyomás, a letörés szélességének, a kerék forgási sebességének beállítására. A gép bármilyen fémből készült szerszámokat élesíthet. Maga a gépen végzett munka nagyon egyszerű, csak be kell tartania néhány biztonsági szabályt.
A kézi gyalu gyakori típusa az elektromos változata. Kései fogyóeszközök. Általában 2 db van belőlük. Egy speciális dobra vannak szerelve, és eltávolítják a felső réteget a munkadarabról. Ezek a termékek speciális szerszámacélból készülnek. Jól alkalmasak az élezésre. Egyes modelleknél volfrám -karbidból készülnek, ami különösen tartós.
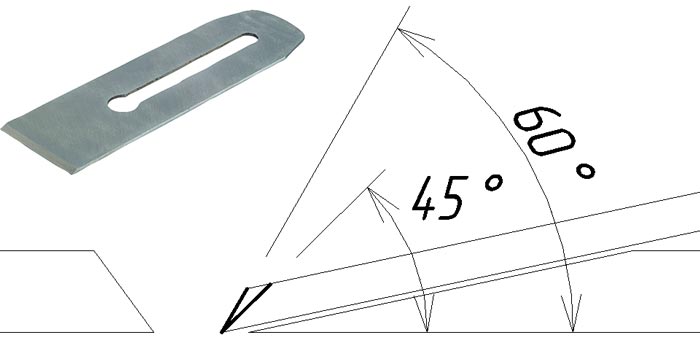
A gyalu szögét 45-60 fokos szögben kell élezni.
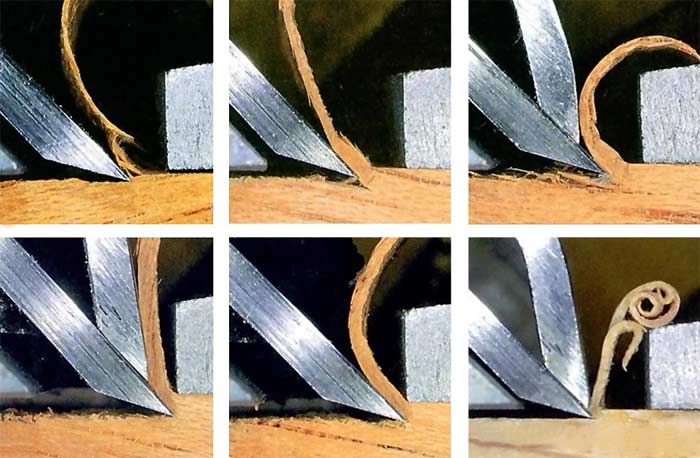
A kések formájukban is különböznek. Ők:
- egyenes;
- lekerekített;
- göndör.
Az egyenes pengéket keskeny munkadarabokhoz és negyedeléshez használják. A lekerekített pengéket széles felületek vágására használják. A végek görbületei tisztává teszik az átmeneteket a gyalugépek között. A hullámos göndör pengéket különböző idős felületek szimulálására használják. A síkkal végzett munka megkezdése előtt ellenőrizni kell a kések helyes beszerelését. Ehhez fordítsa fejjel lefelé a gyalugépet, és nézze meg a pengét: vágóélének 0,3-0,5 mm-rel kell kinyúlnia a talp fölé.
Az Interskol és a Baikal gyaluk nagyon jó minőségűek más gyártókhoz képest.
Szükség esetén állítsa be a pengéket. A beállításhoz a rögzítőcsavarokat meglazítják, majd a beállító csavarokat különböző irányokba forgatják, amíg a kések a helyükre kerülnek. Ezt követően meg kell javítani őket. Az új elektromos gyalugépek általában előre beállítottak a gyárból. Azonnal felhasználhatók. A beállításokat azonban rendszeresen ellenőrizni kell, mert azok abban a pillanatban megváltozhatnak, amikor a penge egy csomóval vagy egy szeggel találkozik. A beállítás után a gépet szükségtelen rúdon vagy táblán ellenőrzik.
A Baikal és az Interskol repülőgépek nagyon megbízható és tartós pengékkel rendelkeznek. Kicsit szélesebbek, mint a többi modell, vastagságuk is valamivel nagyobb. A szokásos módon élezik. Az élezési szög körülbelül 30 fok. Annak érdekében, hogy a gyalulás minősége magas legyen, a vágóélnek mentesnek kell lennie a sorjától. Ehhez az élezett késeket csiszolókoronggal kell vágni. A vasdarabot a készülékbe szerelik, és egyik oldalról a másikra mozgatják. A kerékre vagy a kövekre gyakorolt nyomásnak minimálisnak kell lennie, nehogy túlmelegedjen az alkatrész. Ennek a manipulációnak köszönhetően a kés különleges élességet kap.





Amikor finomhangolást végeznek különféle kövek használatával, vizet, olajat és kerozint használnak hűtőfolyadékként. Ha a köveknek mindkét oldalán más a szerkezetük, akkor először a durva szemcsét, majd a finomszemcsés oldalt kell használni. A próbakövet rendszeresen le kell öblíteni, hogy ne legyen zsíros.
Hogyan kell élezni a gyalukést
És így a kés mindkét oldala kifejlesztette élességét, folytatjuk az élezést. Általános szabály, hogy az első mozdulattól az öltözködés befejezéséig a kés és az élezőszerszám közötti érintkezési szögnek változatlannak kell maradnia. A csiszológép mozgásának a vágófelületen kell haladnia.
Számos módszer létezik:
Kézi élezés nem állítható zárral
Az élezéshez speciális eszközt használnak - késtartót (jig). Egyenletes erővel körkörös mozdulatokat hajtunk végre egy köszörű- vagy egy kövek mentén, ügyelve a teljes vágóél feldolgozására.

Használhat sík felületre elterített csiszolópapírt. Ez az opció csak rövid késekhez használható.
Az ilyen tartók gyakran elektromos repülőgéppel érkeznek. Jelentős hátránya, hogy nem lehet beállítani az élezési szöget. A keményfém késeket így nem lehet élezni.
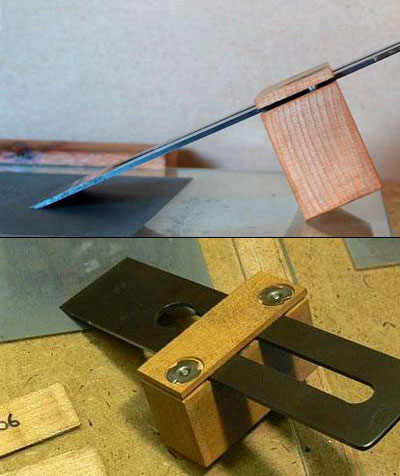
Kézi élezés állítható zárral
Ez a módszer félig professzionális. A feldolgozás minősége a legmagasabb, de kis gépesítést nem alkalmaznak. Az állítható magasságú ütköző a szöget rögzítő eszközként működik. A kényelem érdekében hengerrel is felszerelhető.

- Ha a kést hosszirányban a csiszolófelületen mozgatja, kiváló minőségű feldolgozást érhet el.
- A nyomást a kéz erőfeszítése szabályozza.
- Egy ilyen eszköz lehetővé teszi, hogy bármilyen szélességű kést otthon élesítsen, minden a csiszoló területétől függ.
A fő feltétel a tökéletesen sík felület. Kényelmes vastag üveget használni szubsztrátumként.Vízzel megnedvesített vízálló csiszolópapírt rögzítenek rá. A folyamat egy durva frakcióval kezdődik, fokozatosan a "nullára". Az élezési szögnek körülbelül 25-30 foknak kell lennie, könnyen szabályozható az ütköző magassága.
Ennek a módszernek a hátránya, hogy időigényes. Ezt több mint kompenzálja a magas színvonalú munka. A keményfém kések élezése ezzel a módszerrel szinte lehetetlen.
Kézi élezés csiszológéppel
Ebben az esetben a kés mereven rögzített, és a csiszoló kő képes állandó szögben mozogni a kezelt felület mentén.
Ha biztosítja, hogy a csiszoló mozgásának iránya merőleges legyen az élezendő felületre, az eredmény kiváló minőségű lesz. Az egyik változat a diagramon látható.

A folyamat fáradságos, de az eszköz gyártása valójában nem igényel pénzügyi költségeket. Meg kell jegyezni, hogy ez az opció nem alkalmas kemény ötvözetek megmunkálására.
Gépesített élezési módszerek
Kis csiszológépeket használnak, állítható állvánnyal. Vásárolhatók a boltban, de az ilyen termékek ára magas. Ezért a legtöbb házi kézműves inkább önállóan készít ilyen gépeket.

A forgástengely mentén elhelyezett vezető segítségével a kés mozog a csiszológépen a "támadási szög" megváltoztatása nélkül. Az élezés kiváló minőségű, az időköltség minimális. A körök megváltoztatásával élesítheti és szerkesztheti a késeket.

Szükséges az élezés, amíg a fóliához hasonló, alig észrevehető sorja nem jelenik meg. Ezeket egy próbakővel távolítják el, amelyet a vágás hátoldalán a késsel párhuzamosan kell vinni.






Ennek a módszernek a hátránya a tervezés összetettsége és az alkatrészek viszonylag magas költsége. Ugyanakkor nincsenek korlátozások sem a megmunkálandó marók méretében, sem keménységében.
Az utolsó szakasz a kés kiegyenesítése.
Ebben az esetben a felület majdnem tükörbe kerül. Az él élességét papírral ellenőrzik. Úgy kell vágni, mint a borotvapengét. A szerkesztés ugyanúgy történik, mint az élesítés.
Manuálisan kijavíthatja az elektromos sík kés szélét, lásd ezt a videót.
Csak a csiszolóanyag szemcsemérete legyen gyakorlatilag nulla. Az ideális megoldás a japán vízálló csiszolópapír használata az utolsó szakaszban, 2000-3000 szemcsével.
Polírozó paszta és nemezkerék segítségével tükörszerű ragyogást kölcsönözhet a felületnek. De ne ragadja magával a megjelenést, nehogy tompítsa az élét.
Elektromos gyalukések élezése
A meghajtó típusú gyaluk késeinek fő jellemzői a kétoldalúság, valamint a kizárólag a faszálak mentén történő munkavégzés. Ha a kések szerszámacélból készülnek, akkor élesíthetőek, míg a keményfém késeket ki kell cserélni. Ha a kés egyik része tompa, akkor a másik oldalra fordítják, és továbbra is használják.
Az elektromos gyalukéseknek a következő változatai vannak:
- Egyenes - keskeny termékhornyokkal dolgoznak;
- Lekerekített - szélesebb felületek gyalulására alkalmas;
- Göndör vagy hullámos, amelyeket texturált felületek kialakítására használnak a terméken.
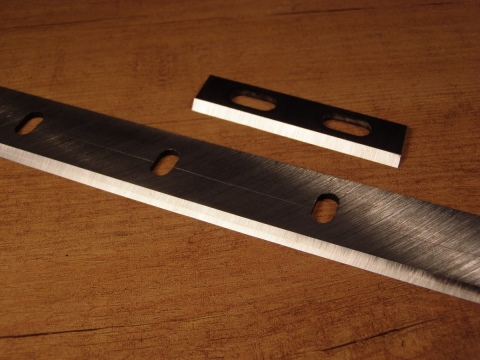
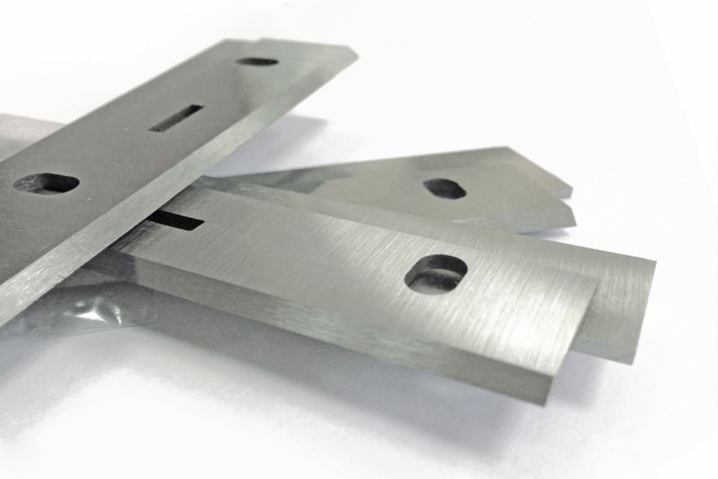
A kések méretükben is különböznek, különösen a hosszukban. Az importált szerszámok szabványos mérete 82 mm, az ilyen késeket a gyakorlatban "lemezeknek" nevezik. Néhány hazai gyártó azonban a késeket kompatibilisé teszi a külföldön gyártott eszközökkel. A megnövelt teljesítményű elektromos gyalugépeket (tartósabb fával való munkavégzésre tervezték) 110 mm szélességű vastagabb késsel szerelik fel. Az ilyen kések sajátossága a rögzítő lyukak jelenléte.
Minél hosszabb a kés, annál könnyebb élezni.
Az előző esethez hasonlóan fontos tudni, hogy milyen anyagból készült a kés.Az elektromos gyaluk kések élezésének folyamata a következő
Először a vágóél aktuális állapotát határozzák meg. Ha egy fényes csík jól látható a kés letörésén, akkor az ilyen szerszámot élezni kell. Ezt 30 ° -os élezési szögben kell elvégezni, előzetesen vízzel megnedvesített köszörűkorong és vezetőfül segítségével. A köszörülés történhet a kés kölcsönös és körkörös mozdulataival is. Az első változatban a mozgásokat a penge munkafelületén kell végrehajtani. A csiszolás során elengedhetetlen a hűtés: az elektromos gyaluk pengéi sokkal nagyobb sebességgel működnek, ezért rendkívül érzékenyek a keménység csökkenésére. Pontosan ez történik, ha az őrlést normál levegőben végzik: az acél felszabadul, és keménysége csökken.

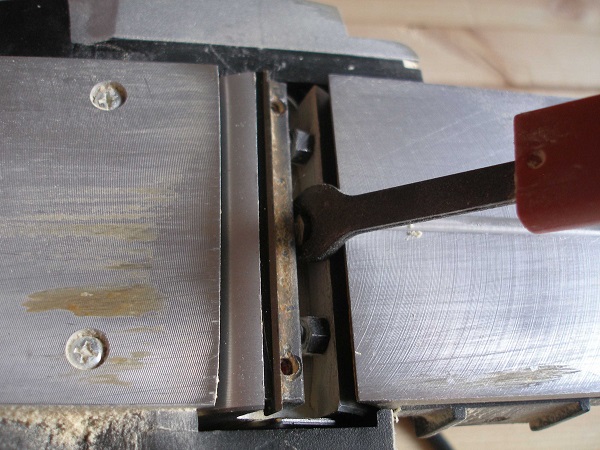
Meg kell jegyezni, hogy az elektromos gyaluk minden modellje speciális tartókkal van felszerelve. Miután rögzített egy kést egy ilyen tartóba, viszonylag kényelmes élezni egy szokásos csiszolórúdon. Az élezés során a pengefelület állapotát vizuálisan ellenőrzik: a munkaszélnek tükrös felülettel kell rendelkeznie.
A munka befejezése után a köszörűkorong vagy a kő felületét alaposan meg kell tisztítani a zsírtól.
Hogyan kell élesíteni egy síkést
A vágóél kiegyenesítésére tett első kísérlet az asztalos szerszámok élezésére létrehozott eszköz jó teljesítményét mutatta, de azonnal rámutatott hiányosságaira, amelyeket sietve elismertek.
Ami megnehezíti az élező kocsi munkáját
A test magasságáról
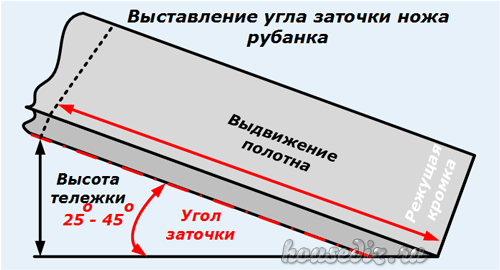
A kiváló minőségű vágóél létrehozásához helyesen kell beállítani az élezési szöget. Egy sík kés kinyújtásával jön létre, amelyet egy derékszögű háromszög hipotenuszaként használnak.

Ezt a tényezőt figyelembe kell venni a kocsi magasságának kialakításakor. A legélesebb sarkok kialakításához a lehető legnagyobb mértékben ki kellett tolnom a kést az élezőből, és ez nem túl kényelmes.










Ezért a beállítás során a készülék magasságát minimálisra csökkentettem, levágva a test egy részét. Mindössze néhány percet vett igénybe, és az eszköz lehetőségei és használhatósága bővült.
A kerekek közötti távolság szélességéről
Itt is hiba történt. A széles kocsihoz nagy köszörűkő vagy nagy felületű csiszolópapír szükséges. Nem gazdaságos.
Amennyire csak lehetett, csökkentettem a golyóscsapágyak közötti távolságot, és elkezdtek illeszkedni egy házi csiszolókövön, amelyet kerámialapokból készítettem. Segítségével kényelmes elvégezni a vágóél simítását, miután durva szemcsés bőrön kiegyenesítették.
Egyéb ajánlások
Kényelmesebb rúdból készült testet készíteni egy rúdból három összetevőből:
- az alsó, amely tengelyként szolgál a kerekek rögzítéséhez és a felső adapterhez van rögzítve;
- közepes téglalap alakú;
- a rögzítőlemez tetejét.
A csapágyakkal ellátott alsó nyersdarabot a gyalukés szélességénél keskenyebbre lehet tenni, és külön csavarokkal a középsőhöz lehet rögzíteni, a csapokat pedig a középső és felső részekbe lehet helyezni. Így a vágószerszám kényelmesebb lesz.
Élezési technológia
Ebben a kérdésben nincs semmi nehézség, ha a gyalukés megfelelően van felszerelve. A betáplálási síknak pontosan a köszörűkő felületén kell feküdnie abban a pillanatban, amikor a kocsi munkaállásban van
Figyelnie kell a következőkre:
- a felületek sűrűsége és egyenletessége;
- a vágóél szigorúan merőleges helyzete az élezőkocsi mozgási irányához képest;
- nincs akadály a kerekek útjában.
Maga az élezés gyors. Segédem, általános iskolás, nagy érdeklődéssel végezte ezt az egyszerű feladatot, és az előkészített eszközt egyenletesen elterített csiszolópapírszalagon gurította.

Elég kielégítő eredményt kapott: teljesen normális, egyenletes vágóél, de alul nem teljesen kialakított ferde sík.

Van még egy kis munkám a jelzett hiba kijavításán. Aztán finom vágású, házi köszörűkövön hozta a vágófelületet jó állapotba.

A felület minősége javult. Ezután szerkeszteni kell bőrön vagy gumin GOI paszta segítségével.
De még ebben az állapotban is a gép elkezdte jól megtervezni a fát, vékony és egyenletes forgácsokat képezve.
Az anyag bemutatójának befejezéseként szeretném felhívni a figyelmet arra, hogy a gyalukések, vésők és más asztalos szerszámok élezésére szolgáló eszközök különböző kialakításúak. A legegyszerűbbek egy közönséges fából készült blokkból készülnek, amelyben szögvágást végeznek a vágókés rögzítésére.
Ezt a tömböt egy köszörűkövön vezetik át. Az élezés meglehetősen kielégítő, de további súrlódás tapasztalható a fán, amelyet ráadásul fokozatosan őrölnek. És a leírt kialakításban a gördülőcsapágyak enyhítik ezt a terhelést.







Az általam javasolt dizájn kezdőknek készült, akiknek nincs gyakorlati tapasztalatuk. A professzionális ácsok drága és nagy pontosságú szerszámokat használnak.
Andrey Yarmolkevich részletesen mesél róluk "A kézrepülőgép élesítése" című videójában.
Hasznos áruk
- Fafaragó pengék
- Tablettanyitó eszköz
- Lézeres szint 3 üzemmódhoz
Hogyan készítsünk eszközt a gyalukés vagy véső élezésére és élesítésére saját kezűleg
Ha a mirigy egyik sarka kinyúlik, akkor azt a kiálló sarok oldaláról érkező enyhe kalapácsütéssel korrigálják (4c. Ábra).
A vasdarab helyes felszerelése után végül ékkel rögzítik. Az éket nem szabad túl erősen meghajtani, nehogy elszakadjon a válla.
Rizs. 4 Gyalu beállítása: a - helyes fogás; b - kés (vasdarab) kiütésének fogadása; d - a mirigy ferde rögzítése (elölnézet)
A fém ekék beállítása szorítócsavarral történik. A hangolás után a műszert egy táblán kell tesztelni. Egy jól hangolt repülőgép könnyedén eltávolítja a forgácsokat, a síkokat pontozás és karcolás nélkül.
Asztalosipar. Mesterleckék. Tartalom
Kés kialakítás
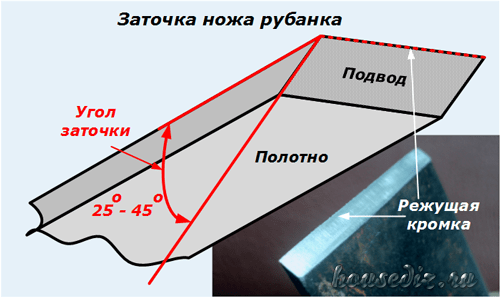
A kézi sík kés egy működő és egy alátámasztó részből áll. A kés munkarészének konfigurációjában vannak:
- Egy letörés, amely a penge hátoldalán képződik. Csökkenti a kés fába vágásának erejét, mivel kiküszöböli a hátsó rész súrlódását a munkadarab anyagával szemben.
- Rake szög, amely a legtöbb esetben egybeesik a kés elfogadott dőlésével a gyalutestben.
- Maga a letörés hátsó sarka.
- Az élezés munkaszöge, amely megegyezik a letörési szög és a kés síkbeli dőlésszöge közötti különbséggel.
A szóban forgó szerszám tartóssága szempontjából a dőlésszög a legnagyobb jelentőségű: ez határozza meg a gyalult felület simaságát, a forgács eltávolításának feltételeit a feldolgozási zónából és a penge terhelését.

Az adott szög optimális értékének kiválasztásakor a következő tényezőket veszik figyelembe:
- A feldolgozott anyag fizikai és mechanikai tulajdonságai. Különösen a keménység növekedésével a szöget növelni kell. Lágy fa (hárs, nyár, fenyő, vörösfenyő) megmunkálásához ajánlott a kést 45 ± 5 ° -os szögben beállítani, keményebb fákon (gyertyán, tölgy, körte) végzett munkáknál - 60 ± 5 °, és amikor még keményebb anyagok feldolgozása - akár 80 ° -ig. Az ilyen ajánlások a csiszolóhatással járnak, amely a forgács áthaladását eredményezi, amikor a gyalulási zónából felemelkednek;
- Gyalulás típusa. Szinte minden fafajta megköveteli a gyaluk bizonyos dőlésszögét a feldolgozandó munkadarab síkjához képest. Például a fenyőfa a legjobban gyalult, ha a szerszámot kézi síkbeli késélesítési szögre döntik a tábla tengelyétől 40 ... 50 °. A kevésbé lágy fajtákat 25 ... 30 ° élezési szögben dolgozzák fel. Ez a technika jobb minőségű gyalulást biztosít, ugyanakkor a kés jobban felmelegszik, és ezért gyorsabban unalmassá válik;
- A kés anyaga és keménysége.A P12 vagy akár P18 nagysebességű acélok a legalkalmasabbak ezekre a célokra (ezért néhány házi kézműves a súrlódó fűrészlapok alkatrészeit használja gyalukések készítéséhez, amelyek hasonló körülmények között működnek). A közönséges U7 vagy U8 szerszámacélból készült gyalukések kevésbé tartósak.
A penge igazításának ellenőrzése
Az élezés után a kést nem szabad azonnal elindítani. Szükséges ellenőrizni és beállítani a penge helyzetét a gyalugépben. Amikor a pengéket megmunkálták és beszerelték, gondosan meg kell vizsgálni a síkot, és meg kell becsülni a távolságot, ameddig a kés kimozdul a helyzetéből. Az optimális paraméterek a következők.
- A penge kiemelkedése nem haladhatja meg a 0,5 mm -t. Ha durva vágásra van szükség, akkor a vágóelem 1 mm -rel meghosszabbítható.
- Nagy rés nagy zsetont eredményez. A munka minőségének javítása érdekében csökkentse a rést a fa felülete és a penge között. Ezután a forgács minimális lesz, és ez csökkenti a fém kopását.
Ezenkívül szem előtt kell tartani, hogy ha a gyalut más szerszámokkal hasonlítja össze, akkor ez eltér tőlük abban a lehetőségben, hogy finom feldolgozásra használják. Ez csak akkor érhető el, ha a szerszámtervben megfelelően beállítja a kések helyét, és kiválasztja a megfelelő szöget. A kések élezésével és beállításával kapcsolatos összes eljárás befejezése után fel kell mérni a gyalu teljesítményét. Ehhez érdemes megpróbálni feldolgozni a fa felületét. Ha a feldolgozás során sima lesz, az azt jelenti, hogy az élezést helyesen végezték el.
A kézi gyalukés élezésének árnyalatai az alábbi videóban.
A munka jellemzői
A gyalukések a legmegfelelőbb szögben vannak élesítve gyári körülmények között, de amikor szükségessé válik az élességét vesztett szerszám élezése, akkor meg kell őrizni a meglévő élezési jellemzőket.
Ha a munkát megfelelő eszközök használata nélkül végzik, akkor különös figyelmet kell fordítani az élezett felület helyes helyzetére, ha csiszolóanyagnak vannak kitéve. De ha szükség van az élezési szög megváltoztatására, akkor itt speciális eszközöket kell használni.
Leírásukat az alábbiakban mutatjuk be, és nem véletlen, hogy kézi élezésre szolgálnak, mivel az elektromos árammal működő élezők nem teszik lehetővé a magas eredmények elérését. A csiszolófelület nagy fordulatszáma miatt a következő élezés után a megmunkált penge rövid idő alatt puha és unalmas lesz. Számos szakember régóta nem használ elektromos darálót, amikor saját kezűleg élezi a szerszámot.








A fajok áttekintése
A gyalukések minőségétől függően meghatározzák a szerszám sebességét, valamint a végeredményt.
Ezenkívül a penge típusa befolyásolja a felület feldolgozásának módját és a munka végén elérhető formát. A szerszámgépgyártók többféle gyalugépet gyártanak, amelyek mindegyike főként a kialakításban megadott penge típusban különbözik.
Ha a gyalulókat a felületkezelési módszer szerint osztályozzuk, akkor a következő típusú késeket különböztetjük meg.
Közvetlen
Segítségükkel lehetőség van kis méretű munkadarabok feldolgozására. Ha kívánja, választhat egy negyedet a szükséges munkák elvégzésére. A pengék klasszikus egyenesek és szögben vannak a kívánt eredmény eléréséhez.

Kerekítve
Nagy szélességű felületek kezelésére van igényük. Az ilyen pengéket akkor használják, ha a gyalulósíkok között tiszta és sima átmenetet kell szervezni.

Göndör
Ebbe a kategóriába tartoznak a gyalugépek, amelyek kései lehetővé teszik komplex geometriai formák elérését egy fa felület feldolgozásakor. Szerkezetileg a pengék a klasszikus gyalukésekhez hasonlítanak, azonban számos tulajdonsággal rendelkeznek.Göndör kések használatával hullámos felület jön létre, az "idős" fa utánzatát végezzük. A megfelelő kés kiválasztásához a gyártók speciális jelöléseket használnak, amelyek megtalálhatók a felületen. Így a penge vásárlásakor gyorsan kiválaszthatja a megfelelő opciót.

Spirál
Adja meg a legpontosabb vágást. Főként gyalugépek könnyű modelljeibe vannak felszerelve, amelyeket könnyű használatuk különböztet meg. Előnye a gyalulási mélység beállítása. A famegmunkáló berendezések szerkezetébe épített kések nemcsak a felületélesítés alakjában, hanem számos más paraméterben is különböznek egymástól.
