A munka során felmerülő problémák és megoldások
1. Mint már említettük, a gyémánt pengéket kizárólag egyenes vágásokra tervezték. A vágási sebességet és az előtolási erőt úgy kell beállítani, hogy a munkaterület ne hevüljön túl. 700 ° C feletti peremhőmérsékleten a szintetikus gyémántok grafitizálódnak és erejük jelentős százalékát veszítik el. Egyszerűen növelheti a lemez erőforrásait - rendszeresen távolítsa el a vágásról anélkül, hogy kikapcsolná a sarokcsiszoló motort. A beeső légáram lehűti a lemezt, és enyhíti a hőterheléseket a központi rész és a munkaterület között.
A penge élettartamának maximalizálásának másik módja, ha nem vág túl mélyen egy menetben. Jobb, ha többször egymás után haladunk ugyanazon a pályán. Ez kissé megnöveli az üzemidőt, de a szerszám élettartama megkétszereződik.
2. A munkában felmerülő egyik fő probléma a munkaterület gyors kopása. Ennek oka elsősorban a szerszám rossz megválasztása, a túl nagy előtolás (befogás) vagy a sarokcsiszoló meghajtásának állapota. Ha ütések fordulnak elő benne, akkor a lemez élettartama élesen csökken, egyes esetekben különösen nagy rezgési amplitúdó esetén összeomolhat, ami nagyon veszélyes.
Ha a tárcsa oldala a vágóél alatt kopott, akkor az előtolás függőleges állapota megszakad, vagy a hajtás meghibásodik, ami oldalsó kifutást okoz.
3. Ha a szegmensek tompává válnak, ki kell cserélni a lemezt - nem alkalmas az adott anyagra. Ha a lemezt helyesen választotta ki, de a következő kép még mindig látható, gyakrabban kell lehűteni a lemezt. A túlterhelés miatt túlmelegszik. Ugyanezek az okok vezetnek a lemez alapjának elszíneződéséhez - kékes árnyalat jelenik meg az acélkörön.
4. Ha a lemez repedezettnek tűnik, azonnal cserélje ki. A lemez megreped, ha nem egyezik az anyaggal, vagy ha túl intenzíven használják. Gyakran ezek a hibák a vágás elakadása vagy a munka közbeni elmozdulás után jelentkeznek. A bajok elkerülése érdekében ellenőrizze a lemezt használat előtt, és rendszeresen működés közben a szerszám leállításával.
5. Nem megengedett gyémánttárcsával dolgozni, ha a sarokcsiszoló vagy más szerszám meghibásodott - oldalirányú és sugárirányú ütések, szabálytalan forgás, szabálytalan növekedés vagy csökkenés fordul elő. Ebben az esetben a műszert vissza kell küldeni javításra, vagy újat kell vásárolni.










A gyémánt penge erőforrásainak növeléséhez számos egyszerű szabályt kell követnie:
- használjon nagy átmérőjű köröket, ezáltal csökkenti a kristályok terhelését;
- A sarokcsiszolót vagy más szerszámot a lehető legerősebbnek kell választani, ez biztosítja a sebesség stabilitását;
- válassza ki a megfelelő lemezt az anyagnak megfelelően;
- ne lépje túl a megengedett sebességet.
A gyémántkorongokkal végzett munka során kesztyűt, védőszemüveget és légzőkészüléket kell használni.
Hogyan válasszunk gyémánt pengét a darálóhoz
A gyémántkorong kiválasztásakor ügyeljen arra, hogy milyen típusú anyaghoz készült a lemez, mérete, furatátmérője és a tárcsa forgási sebessége.
Anyag, amellyel dolgozni lehet
A legtöbb gyémánt kereket nemfémes anyagokkal való használatra tervezték. Leggyakrabban beton, kerámia, üveg, tégla és aszfalt vágására használják. De számos penge van, amelyek különböző keménységű fémek vágására szolgálnak. Vásárláskor ne feledje, hogy a különböző típusú gyémánt korongokat úgy tervezték, hogy különböző anyagokkal dolgozzanak.Vannak olyan betétek, kerámialapok, márvány, gránit, homokkő, kő és aszfalt.
Van egy bizonyos szabály a tárcsa kiválasztására - puha anyagoknál kemény gyémántbeállítású kerekeket, kemény anyagoknál pedig lágyat. Ezt a kerékpánton lévő műgyémántok kopásának mértéke határozza meg.









Kemény anyagok vágásakor gyorsabban elhasználódnak, és a következőek megfelelően puha vágószalagból kerülnek ki a helyükről. A puha anyagok viszont kevés hatással vannak a gyémántra; a lehető leghosszabb ideig a helyükön kell lenniük, ami szilárd anyagot biztosít, amelyben az ásványi anyag meg van téve.
Ezenkívül különböző mesterséges gyémántokat használnak a különböző körökhöz.
Kétféle gyémántot gyártanak iparilag:
- Monokristályos, szabályos alakú térbeli szerkezetet képvisel;
- Polikristályos, több kisebb kristályból áll, amelyek szorosan össze vannak kötve.
Az előbbiek nagyon tartósak és kemény anyagok és fémek vágására szolgálnak, utóbbiak összeeshetnek velük érintkezve, ezért viszonylag puha anyagokhoz tervezett olcsóbb szerszámokon használják őket.
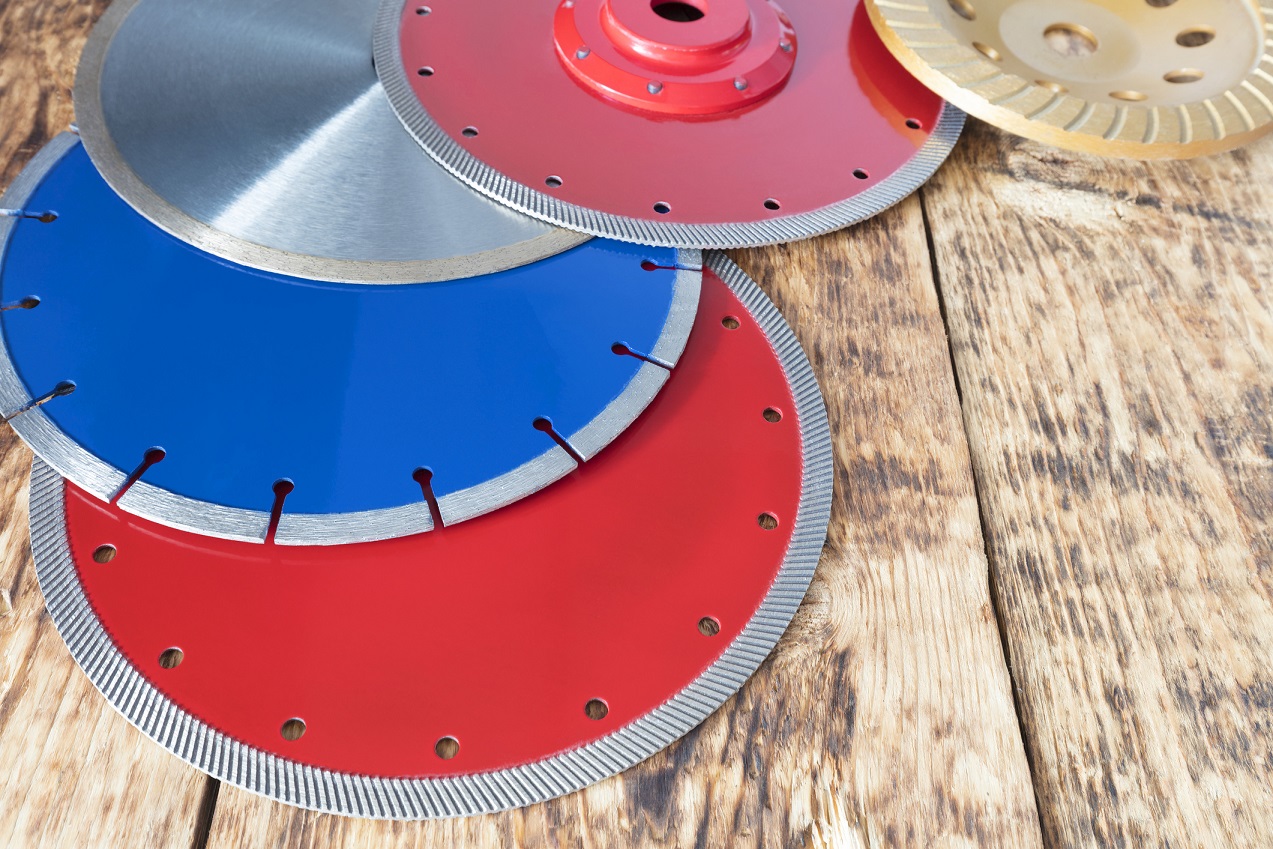
Gyémánt tárcsák méretei
A maximális vágási mélység és bizonyos esetekben a munka sebessége a tárcsa méretétől függ. A fő átmérők 115, 125, 180 és 230 mm, ami megfelel a legelterjedtebb márkájú sarokcsiszoló csiszolókorongoknak. Az akcióban 150, 300 és több milliméteres átmérőjű gyémántkorongokat is találhat. Nagy átmérőjű erős vágógépekre - gázvágókra, álló vágógépekre stb.
A leggyakoribb tárcsafuratok 22,2 mm vagy 25,4 mm lehetnek. Csak olyan méretű lemezt vásároljon, amelyre a hangszert tervezték.
A lemez forgási sebessége
Ezenkívül a tárcsák jelzik a maximális forgási sebességet és a lineáris sebességet. Ha a műszer képességei meghaladják a lemez jellemzőit, akkor nem teheti fel - a centrifugális erők egyszerűen széttépik.









A fa őrlőgépek használatának jellemzői
A fűrészelés kézi szerszámmal számos funkcióval rendelkezik. A fa heterogén természetes anyag, sűrűsége egyenetlenül oszlik el. Egy viszonylag laza terület után hirtelen sűrűbb terület kezdődhet, a vastagságban rejtőzhetnek hibák, ha gyantával töltötték meg a fa növekedése során. Előfordulhatnak fejlett vagy fejletlen csomók, és néha benőtt idegen zárványok (szögek, drót, lövés vagy akár golyók, amelyek például egy vadászat során az erdőben egy fába estek).

Így szinte lehetetlen egyértelműen kiválasztani a vágó kéziszerszám működési módját. Ez rángásokhoz vezethet, amelyek energiáját a kezek segítségével kell eloltani, különleges esetekben a hangszer akár ki is törhet. Ha egy vágófog ütközik a fémhez, akkor a következő fog elég gyorsan eltörheti és kidobhatja, hogy súlyos sérülést okozzon.

Amikor ezt a szerszámot a fa fűrészeléséhez igazították, a kézművesek gyakran eltávolították a védőburkolatot, ami a fa fent említett tulajdonságait tekintve kategorikusan elfogadhatatlan, mint természetes anyag, amelynek tulajdonságai előre nem láthatóak. Ha mégis felmerül a köszörűgép körfűrészként való használatának szükségessége a biztonság és a legnagyobb hatás elérése érdekében, akkor vásároljon egy speciálisan erre a szerszámra tervezett lemezt.
Modellek
A közelmúltban Kína, mint gyártó, vezető szerepet töltött be a különböző iparágakban, beleértve a leírt eszköz olcsó termékeinek gyártását. A német árukkal ellentétben, amelyek magasabb költségekben és minőségben különböznek, a kínai egységek lehetővé teszik a szokásos feladatok megoldását, miközben nem rendelkeznek hosszú eltarthatósági idővel, amelyet teljes mértékben kompenzál a rendelkezésre állás.









A modern piac összes modellje közül néhányat emelünk ki.
DEWALT DW4523 4-1 / 2 hüvelyk 1/4 hüvelyk Alacsony zárrendszerrel rendelkezik. A süllyesztett háló lehetővé teszi a végső munkát egy nyolcadik pengével. A modell 3 üvegszálas lappal rendelkezik, ami vonzó élettartamot eredményez. Magas csiszolóanyag -koncentrációval és sima futókerékkel rendelkezik.
Bevezetés a gyémánt vágótárcsákba
A víz nélküli vágáshoz gyémánt vágóélekkel ellátott kerekeket először a japán Sankyo Diamond Tools, a Hitachi Corporation részlegének tervezőirodáiban hozták létre.
Sok technológiát használtak először, így a körök nem voltak elég megbízhatóak és gyorsan megbuktak. Például egy gyémántot és egy vágóélet rögzítettek egy acél alaphoz magas hőmérsékletű forrasztással. A munka során, amikor nagy súrlódási erő lépett fel, a fém felmelegedett, a forrasztóanyag megolvadt, és a munkadarab egyszerűen leesett. Vízhűtéssel az ilyen körök többé -kevésbé tolerálhatóan működtek, de száraz súrlódással erőforrásuk kicsi volt.
Az a tény, hogy a gyémánt nem vágja le az anyagot, hanem porrá dörzsöli, a nagy súrlódási erőket gyors felmelegedés kíséri - a hőnek nincs ideje eltávolítani a kör teste mentén, ráadásul annak ellenére, hogy speciális rések, a kör deformálódik hevítéskor. Az alakváltozások csekélyek, és nem veszélyeztetik a pusztulást, de az ízület erejét negatívan befolyásolják.








A Sankyo Diamond mérnökei más megoldásokat is javasoltak - a munkadarab és az alapréteg nagy nyomás alatt történő szinterezését. Az ilyen csatlakozás tartósabb és jelentősen magasabb hőmérsékleteket is elvisel. Így lehetséges volt szegmentált és szilárd tárcsákat létrehozni, amelyek ellenállnak a hőnek és a deformációnak. A technológia ma is használatban van.
A második megoldás a lézeres hegesztés molekuláris szinten. Ezt a technológiát csak szegmentált körök előállítására használják. Az erő és a megbízhatóság tekintetében mindkét típusú tárcsa szinte azonos, bár sok szakember úgy véli, hogy a lézerhegesztett tárcsák jobbak.