Az eszközök típusai és kialakításának jellemzői
A vágókat különféle kivitelben gyártják, és gyártásukhoz, amint azt fentebb említettük, különböző anyagok használhatók.
A sorjak szerkezete szerint a következők lehetnek:
- egykúpos kialakítás;
- kettős kúp;
- háromkúpú.
Az ilyen szerszám fejének alakja is variálható. Tehát vannak kúpok kúpos, hengeres, gömb alakú, ovális vagy félig ovális fejjel. Ennek vagy annak a szerszámtípusnak a megválasztása mind a technológiai feladatok jellegétől, mind a feldolgozandó termék geometriai paramétereitől függ.
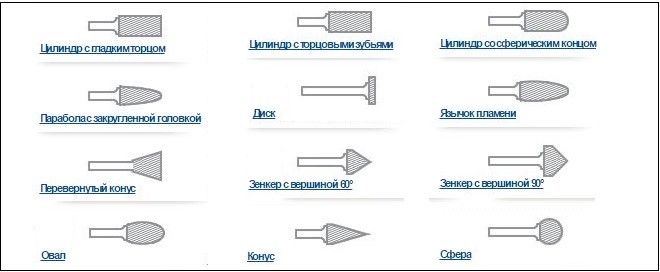
A kúpok működő fejének alakjai
A vágók a gyártás anyagában is különböznek. Ettől a paramétertől függően ezek lehetnek:
- szénacélból készült szerszámok;
- gyémántvágók, amelyek munkarésze gyémántforgáccsal van bevonva;
- csiszoló kúpok, amelyek a munka részre is permetezhetők vagy teljesen csiszolóanyagból készülhetnek;
- kemény ötvözet vágók, amelyek fémszárára kemény ötvözetből készült munkafej van forrasztva.
Forgó sorja szénacélból
A vágókat, amelyek gyártásához szénacélt használnak, leggyakrabban elektromos fúróval vagy csavarhúzóval együtt használják. Ez lehet egy fúrógép favágója és egy fémtermékek feldolgozására szerszám. Az ilyen sorja egyik fő előnye az alacsony ár.

A szénacél vágófogak nagyon kopottak keményfémekkel végzett munka során
Ezzel a fémszerszámmal akár háztartási környezetben is lehetséges komplex konfigurációjú mélyedések feldolgozása, éles élek kiküszöbölése a termékeken, egyenletes és tiszta lyukak létrehozása és a meglévők átmérőjének növelése.
Gyémántvágók
A kézi elektromos szerszámokkal együtt is használható gyémántvágók már professzionális eszközök. A lyukak finom csiszolásához és fúrásához használható. Az ilyen eszközök nemcsak a törékeny anyagok, például üveg vagy kerámia feldolgozásakor bizonyítják hatékonyságukat, hanem akkor is, ha nagy szilárdságú anyagokkal dolgoznak, ahol a fémvágók egyszerűen tehetetlenek.

Professzionális gyémántbevonatú bitek
A gyémántvágó pontosan az az eszköz, amellyel a gravírozógépek felszereltek, lehetővé téve a legapróbb részletek feldolgozását, különböző minták és feliratok felhordását a termékek felületére. A gyémántvágóval feldolgozott felületet minimális érdesség jellemzi.










Csiszolóvágók
Alkalmazás szempontjából a permetezéssel készült csiszolóvágó nem sokban különbözik a gyémánt típusú szerszámtól. Munkadarabjának nagy keménysége miatt a csiszolóvágó sikeresen használható olyan anyagok megmunkálására, mint fém, műanyag, kerámia és üveg, beton, mű- és természetes kő, tégla stb. A két korábbi kategória szerszámaihoz hasonlóan a csiszolóvágó bármilyen alakban és méretben elvégezhető, valamint fúróval és csavarhúzóval is használható.
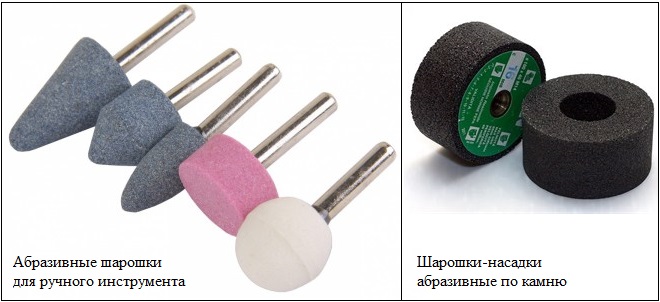
Korundvágók
A csiszolóvágóval felszerelt munkarész szórással készül, vagy teljes egészében csiszolóanyagból készül, amelyet leggyakrabban elektrokorundként használnak.A csiszolóanyagból készült hengerkúp bit olcsó, de sokkal kevésbé szolgál, mint akár egy fém szerszám.
Keményfém vágók
A vágókat, amelyek munkadarabja kemény ötvözetből készül, főleg gyártási körülmények között használják. Az erős és nagy sebességű elektromos szerszámokkal felszerelt keményfém vágókat nagy keménységű anyagok-öntöttvas, hőálló és rozsdamentes acél, titánötvözetek stb.-feldolgozására használják.

Fémvágók keményfém fejjel
Az ilyen típusú vágók a legjobb választás azokban az esetekben, amikor a hegesztett varratokat kiváló minőségben kell feldolgozni. A keményfém szerszámokat, amelyek munkadarabja is különböző konfigurációjú lehet, rendkívül hosszú élettartam jellemzi.
Szerszámválasztás
Az ilyen típusú eszközök nagy hatékonyságát számos specifikus paraméter határozza meg. A teljesítménymutatók közül a legfontosabbak:
- az elvégzendő művelet jellege;
- a feldolgozott anyag jellemzői;
- az alkatrész geometriai méretei;
- fej alakja;
- vágó bevágások típusa;
- az elektromos szerszám tulajdonságai.
A készülék kiválasztásakor ajánlott figyelembe venni a felszerelt berendezés teljesítményét és fordulatszámát is. A termék műszaki jellemzőinek meg kell felelniük a szerszám metrikus mutatóinak.
A finom, univerzális, ultrafinom vágással és lágy fémekkel való feldolgozásra alkalmas fémcsiszológépnek speciális fejformája lehet. A készülék hatékonysága a vágó rész alakjától és helyétől függ; a szerszámnak lehetnek:
- ritka fogak alumínium és réz ötvözetének feldolgozására;
- standard fogak szegélyezéshez és sorjázáshoz;
- többirányú fogak keményfémekkel való munkavégzéshez.
A színesfém termékek feldolgozásához a szakértők erősített élezésű korundcsiszolót javasolnak. A gyémánt- vagy csiszolóvágó, valamint a kettős élezés fő részével ellátott szerszám segít eltávolítani a sorjakat. A termékek felületeinek csiszolásakor kúpos sorját használnak ultravékony vágással.










Jellemzők fúróval történő munkavégzés során
Ha fémfelületek csiszoló berendezésével dolgozik, akkor két lehetőség közül választhat a szerszám elhelyezkedéséhez a feldolgozandó munkadarabhoz képest:
- A fúrót a kezében tartva. A legnépszerűbb és legkényelmesebb feldolgozási módszer. A mester csak szerszámmal dolgozik, és a munkadarab mozdulatlan marad. A fúró kézi vezérlésénél azonban figyelembe kell venni a szerszám szögét az alkatrészhez képest. Ha helytelenül választják, barázdák, szabálytalanságok és dudorok maradnak a felületen.
- Rögzített szerszám. Ez a fajta feldolgozás hasonló a szerszámgéppel végzett munkához. Az őrlés minősége és pontossága nő. A munkadarab mozgatása azonban kényelmetlen, nehezen hozzáférhető helyekre nehéz eljutni.
Mielőtt elkezdené a berendezéssel való munkát, ellenőriznie kell a csiszolóbevonat épségét, és azt, hogy mennyire van befogva a tokmányba. Nem szabad megfeledkeznünk az őrlési folyamat időtartamáról. Egyes felületek több tíz órán keresztül kezelhetők
Fontos, hogy az eszközt 10 percnyi erőteljes használat után pihentesse. Ez csökkenti a házasság kockázatát, a fúró mozgó elemeinek meghibásodását.
Ahhoz, hogy textúrát hozzon létre a munkadarab felületén, fémszálakkal ellátott fúvókával kell feldolgoznia, tetejére lakkot kell fednie.
Különböző anyagokkal végzett munkákhoz fémfelületek csiszolóeszközeit használják. A berendezés típusát a megmunkálandó felület típusától, a munkadarab alakjától, a szükséges csiszolási foktól függően választják ki. Figyelembe véve a fúró teljesítményét, a forgás sebességét, elkerülhető a berendezés meghibásodása és az anyag károsodása.
Anyagi jellemzők
A fémlapok horganyzott acélból készült profillapok, amelyekre polimer bevonatot alkalmaznak, amely megvédi az anyagot a rozsdától és a mechanikai sérülésektől. A tetőfedések gyártásához használt polimerek (pural, plasztiszol, poliészter) kellően alacsony olvadáspontúak, ezért nem ajánlott csiszolószerszámot használni fémcserepek vágásához. Az ilyen eszközök használata a következő következményekkel jár:
- Amikor a csiszolótárcsa nagy sebességgel működik, a polimer bevonat megolvad a vágás élei mentén, aminek következtében a fémlapok felületén védtelen fém "kopasz foltjai" képződnek.
- Fémcsempék csiszolószerszámmal nagy sebességgel történő vágásakor a vágás szélei jelentős hőmérsékletre melegszenek, ami miatt az acél tulajdonságai rosszabbra változnak, a cinkréteg megolvad.
- 1-2 év működés után azok a helyek, ahol a polimer és a cinkrétegek csiszolóvágó szerszám használata miatt megsérülnek, korróziós központokká válnak, és visszafordíthatatlanul tönkreteszik az anyag szerkezetét.
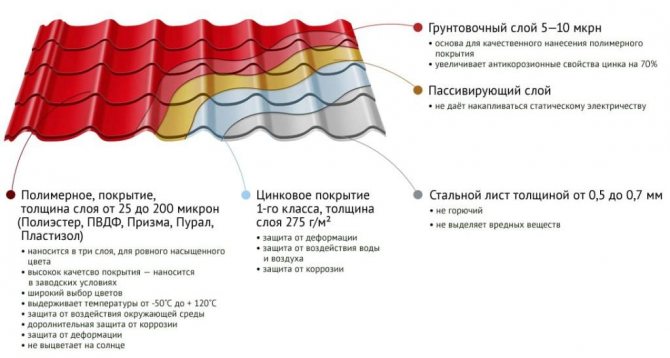
A fémlemez szerkezete
Famegmunkáláshoz
A fából készült nyersdarabok feldolgozása nem okoz olyan nehézségeket, mint a fémekkel való munka. A fa fúrószerszámok segítségével elvégezheti a munkadarabok nagyolását és befejezését. A kéziszerszámokhoz vágókat használnak, amelyekben a szár átmérője 8 vagy 12 mm. Különböző típusú marókat használnak különböző faanyagok feldolgozásakor. Fa vágók típusai:
- Kalevochnye. A sarkok lekerekítésére használják.
- Korong. Különféle hornyok és hornyok vágására szolgál.
- Filé - félkör alakú hornyok létrehozásához.
- V alakú. Sík felületeken hornyok vágására használják.
- Tövis - fecskefarok hornyok készítéséhez.
- Szegély - a termékek széleinek feldolgozására.
- Hengeres - lapos felületekhez.
- Vége - mélyedések és hornyok gyártásához.
- Kúpos - élek letörése.
- Fúrók, amelyeket lyukak készítésére terveztek fába.

Különféle technológiai műveletek elvégzéséhez a szükséges szerszámtípust választják ki. Ha vágószerszámmal dolgozik, be kell tartania a biztonsági előírásokat. A feldolgozás során a feldolgozott anyag darabjai elszállnak, és a vágószerszám meghibásodhat. Biztonsági okokból védőszemüveget és kesztyűt kell viselni.
Csiszolóeszközök változatai
Fúvókák fúrón a burkolat 6 fő csoportra osztható. Bármely berendezés két részből álló elem:
- A szár a fúvóka hengeres része, amelyben nincs érdesség vagy csiszolóanyag. Elektromos szerszám tokmányba való rögzítésre tervezték.
- Munkafej. Ez egy szerszám része, amelyre egy csiszolóanyag réteget visznek fel. Hála neki, felületkezelés következik be.
A fúvókák típusától függően a munkadarab alakja, a csiszolóanyag típusa és mérete változik.

Csiszoló tartozékok változatai
Lemezfúvóka
Összeomló lapos kerek lemezt jelent, amely alapból és csiszolópárnából áll. Kétféle lehet:
- műanyag;
- radír.
Az alaphoz különböző szemcseméretű csiszolópapír van rögzítve. A durva feldolgozáshoz nagy részecskékre van szükség. A befejező munkákat finom csiszolóanyagú csiszolópapírral végezzük.









Speciális tálak
Csiszoló tartozékok, amelyek fordított tálnak tűnnek. Az alap fémből vagy műanyagból készül. Fémbolyhokat rögzítenek rá, amelyek segítségével a felületet feldolgozzák. Ennek a berendezésnek a segítségével olyan textúra készül, amely fának tűnik. Felülről polírozó koronggal tisztítják, védőréteggel (folt, lakk) borítják.
Tárcsafúvókák
Ez a fajta felszerelés összehasonlítható a speciális tálakkal.A tárcsák műanyag alapból álló termékek, amelyekre fémhalmot rögzítenek. A tálakkal ellentétben azonban a bolyhok iránya a korong közepétől a szélei felé halad. A nehezen hozzáférhető helyek tisztítására fém cölöptárcsákat használnak. Ehhez gyakorlati készségekkel kell rendelkeznie ahhoz, hogy hatékonyan tudja használni a fémhalommal ellátott lemezt.
Hengeres fúvókák
Ennek a berendezésnek a második neve a dob. Hengeres alapot képviselnek, amelynek végén egy csiszolóanyaggal ellátott szalagot rögzítenek. Az alap tartós gumiból készült. Egy csavart csavaroznak a központi részébe a szárral ellentétes oldalról. Szükséges a csiszolóanyag cseréje. Csiszolóanyag cseréje:
- Távolítsa el a csavart.
- Távolítsa el a régi csiszolószalagot.
- Tegyen fel egy új, hengerrel ragasztott csiszolópapír csíkot.
- Húzza meg a beállító csavart.
Hengeres berendezés segítségével különböző átmérőjű lyukakat dolgoznak fel, fémfelületeket csiszolnak.
Puha tippek
Ha szükséges a védőbevonat befejezése, puha szerszámokat használnak. Tartalmaz puha bőrt, filcet, habgumit. A puha anyagot alátéttel rögzítik. Nem karcolják meg a kezelt felületet, távolítsák el a szabálytalanságok, törmelék, por rétegét.
Vége a körnek
Különböző formájú csiszolókövek. Különféle anyagok feldolgozása során használják őket. Alkalmasabb a sztrippelés befejezésére. A munkadarabok végeinek és széleinek feldolgozásához durva csiszolóanyagokat használnak. A kicsik nehezen elérhető helyek, ékszerek feldolgozását végzik. A finom csiszolóanyagból készült polírozó korong lehetővé teszi a fém, fa, kő, műanyag lágy feldolgozását.
Fúrási követelmények
A marás egy tárgy maróvágóval történő feldolgozására vonatkozik, a motorházban található. A mester irányítja a munkafolyamatokat, ő szabályozza a fordulatszámot és a munkadarabba való behatolás mélységét. Marógépen végzett munka során a megmunkált rész mozog.

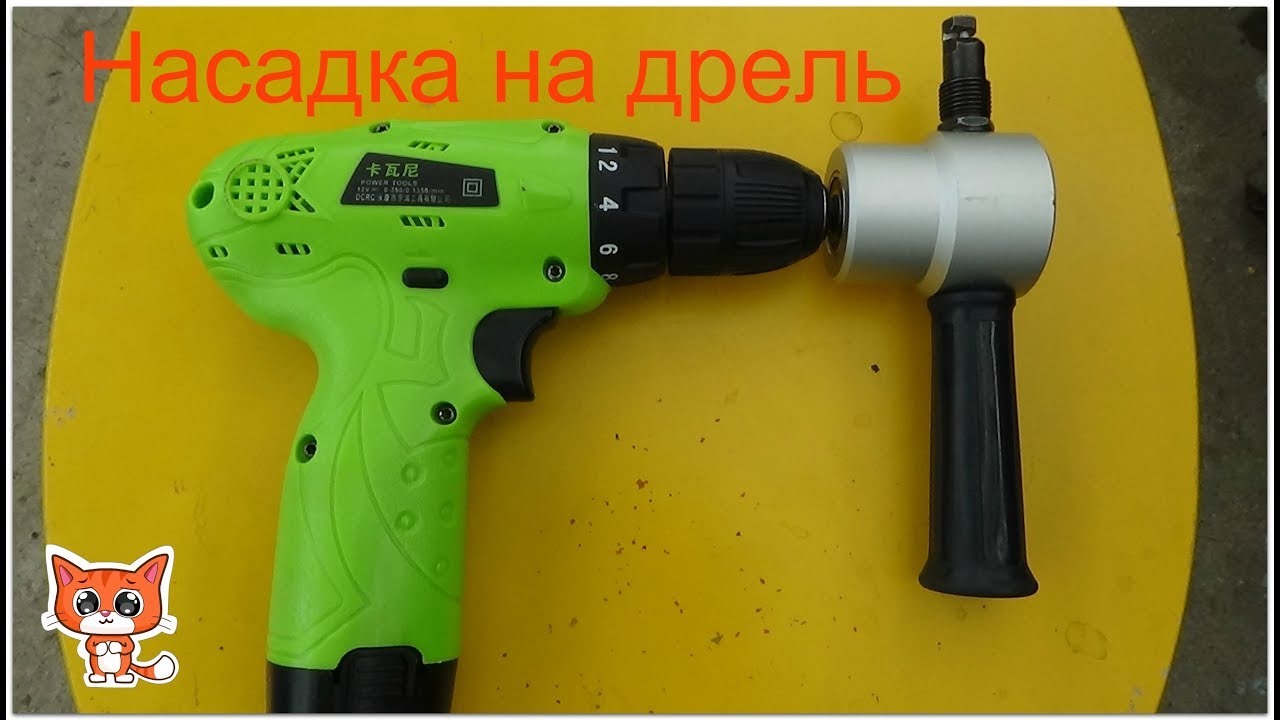
Elektromos fúró tartozékokkal
Fúró használatakor magát a készüléket is elmozdítják, ami alkalmas legyen a marásra. Nagyobb pontosságra van szükség ezeknél a műveleteknél, ahol a fő erő a hajtáson van.
Ha azt tervezi, hogy apró marási munkákat végez a műhelyben, amelyek nem ígérnek komoly terhelést, akkor egy normál elektromos készülék megteszi.
Az ilyen szerszám működési elve a tengely fordulatszámán alapul, és ezt a motor biztosítja. A funkcionális részből a terhelés a telepített szelepmozgatóra - fúróra vagy maróra - kerül.

Berendezés elemei
Ezek a berendezés elemei, speciális műveleteket kell végrehajtaniuk az anyaggal:
- alapos mintavétel;
- kontúr bevágás;
- hornyok vagy párkányok vágása.
A vágóelem beállítása a következők figyelembevételével történik:
- erőegység kapacitása;
- menedzsment módszerek;
- fúró márkák;
- gravitáció középpontja.
Csak nagy sebességgel lehet tisztán feldolgozni a tárgyat. Egy speciális gépen átlagosan 25 000 fordulat / perc értéket érnek el. A legnagyobb fordulatszámú fúró esetében ez az érték 4500 egység. Egyetlen modell sem érheti el ugyanazt a minőséget, mint a gyártási útválasztó, de nem mindig van rá szükség otthoni műhelyben vagy akár építkezésen. A kézi elektromos szerszámtól, amely forgó mozgásokat továbbít a berendezésre, a következő feltételekre van szükség:









- a tengely forgatása legalább 1500 ford / perc fordulatszámmal, kívánatos, hogy a fordulatokat szabályozzák;
- a mechanika ereje biztonsági tartalékkal, mivel a marás nagy oldalsó terheléssel történik;
- tokmány felszerelése, amely biztos fogást biztosít a száron.
Ha nem megfelelő helyzetben fúr, akkor helytelen az ellenállási erők irányítása:
- a terhelésvektor megváltozik, ami a sebességváltót üzemi állapotból, az anyagra nehezedő további nyomással vonja ki;
- a motort gyakran le kell állítani a túlmelegedés elkerülése érdekében;
- a horgony deformálódott;
- a patron nem fogja ellenállni a túlzott erő hatásának.
A profilmélyedések vágásához különböző mélyedésekkel, mélyedésekkel vagy hornyokkal, nemcsak fúrót, hanem vágási részt is ki kell választania a konfigurációnak és a szélességnek megfelelően.
Tervezési jellemzők
Amint fentebb említettük, szinte minden típusú marószerkezet megkülönböztető tervezési jellemzőkkel rendelkezik. Ez különösen igaz a terminális fajtákra. De ugyanakkor vannak olyan termékek, amelyek különböző fogakkal rendelkeznek.
Fontos eleme a fogak

a vágó tüskés fogai komoly hátrányt jelentenek
Az occipitalis fogak egészen másként viselkednek. Nem félnek a gyakori élezéstől vagy a fémmel végzett nehéz munkától. Ezért megbízhatóbbak és tartósabbak. Fúrókhoz, sőt szerszámgépekhez is ez az ideális megoldás.
A maró egy egész?
Az alakbeli különbségek mellett a marókat szilárd és előregyártott modellekre is fel kell osztani. Az első lehetőség egy üres lapból készül. A drága anyagok felesleges pazarlásának elkerülése érdekében sok apró marót készítenek egy rúdból. Ezért ez a megközelítés jelentősen csökkenti a termék költségeit.
Vannak előre gyártott modellek is. Ahogy a neve is sugallja, a vágót egyedileg gyártják, majd az összes alkatrészt összekapcsolják egymással. Leggyakrabban a test olcsó acélfajtákból készül, míg a fogak kemény anyagokból (leggyakrabban ezek ötvözetek). Természetesen a szerkezet költségei nőnek, de egy ilyen eszköznek köszönhetően az egyik komponenst könnyen le lehet cserélni egy másikra.
A fúróval való munkavégzés jellemzői
Ha marógép helyett fúrót használ, figyelembe kell vennie az ezzel az eszközzel való munka sajátosságait.
Fontos megjegyezni:
- A fúró forgási sebessége kisebb, mint a maróénál, ezért a vágás lassabb lesz.
- Az elektromos fúró motorja túlmelegszik hosszú használat során. A műszer hűtéséhez szüneteket kell tartani.
- A sebességváltó tengely csapágyai hosszirányú terhelésekre vannak tervezve, és sérülhetnek a keresztmetszet során. Ne használjon nagy erőket keresztirányban. Ez növeli a feldolgozási időt.
- Előfordulhat, hogy az elektromos fúró tokmánya nem ellenáll az oldalsó terheléseknek, ami az alkatrész károsodásához vezet.