A szalagfűrészek működési elve
A szalagfűrészek alapvető működési elve, hogy a munkadarabokat folyamatosan mozgó zárt acélszalagfűrésszel fűrészeljék.
Ennek az elvnek köszönhetően a szalagfűrészeknek számos előnye van:
- A vágásokat gyorsan, pontosan és tisztán végzik.
- Különböző keménységű anyagokat vesznek fel a munkába, köztük különösen erős fémeket.
- Az eszközök jól megbirkóznak a megnövelt vastagságú munkadarabokkal.
- A berendezés lehetővé teszi számos meglehetősen összetett fűrészelés elvégzését, beleértve az ívelt fűrészelést.
- A penge mozgása a gépekben a munkaasztal felé történik, ezért kizárt a munkadarab visszarúgása és kidobása a kezelő felé.
- A vágás nagyon keskeny, így kevés fűrészpor van itt, ezáltal megspórolva az eredeti anyagot.
- Sok szalagfűrész olcsóbb, mint a hasonló tulajdonságokkal rendelkező körfűrész.
- Az egységek meglehetősen kompaktok, kis területre van szükségük a munkához. Vannak asztali lehetőségek is.
- A műveletek során a gépek kis zajt bocsátanak ki, ami lehetővé teszi, hogy például lakóépületek közelében található műhelyekben használják őket.
A szalagfűrész javítás során történő használatának előnyei és hátrányai
A szalagfűrészek széles körű alkalmazásának okai a kisvállalkozásokban és a magángyakorlatokban a következők:
- Alacsony költségek a készülék telepítéséhez: a szerszám kompakt és nem igényel speciális alapozást; a gép összeszereléséhez nincs szükség speciális képzésre;
- nagy átmérőjű alkatrészek vágásának képessége;
- egyszerű használat;
- a tervezés egyszerűsége;
- magas termelékenység, beleértve a vágások beállításának képességét, sima fémvágást, minimális anyagveszteséget a fűrészelés során, a feldolgozás pontosságát;
- alacsony hőátadás a levegőbe (nincs hirtelen hőmérséklet -ugrás a szobában).
A szalagfűrész használatának hátrányai az építési és javítási munkák során:
- Magas zajszint (lakóhelyiségek közelében végzett munka nem ajánlott);
- jelentős rezgés a kézi telepítésnél (a CNC gépek nem állnak rendelkezésre személyes használatra, és csak a nagy iparágakban kerülnek bemutatásra);
- a szerszám nagy méretei: a fűrész nem használható kis helyiségben, további hely szükséges a munkadarabok tárolásához.
A szalagfűrészek osztályozása
Tervezési jellemzőik szerint a szalagfűrészek a következők:
- Konzolos (inga) szalagfűrész - gyártásakor speciális fűrészkart használnak, amely a csukló forgó hatása miatt emelkedik és esik. Ezt a típust rozsdamentes acélcsövek, előre csomagolt profilok, hengerelt termékek fűrészelésére használják.
- Egyoszlopos - vízszintes fűrészkereten alapulnak, amely függőleges oszlop mentén ereszkedik le. Tervezési paramétereit tekintve hasonlít egy radiális fúrógéphez. Ennek a típusnak a fő előnye a fémtermékek szögben történő vágásának képessége.
- Kétoszlopos - használjon vízszintes fűrészkeretet is, amely 2 függőleges oszlop mentén mozog. Az ágyhoz való csatlakozás merev, zárt hurok segítségével történik. A kétoszlopos fűrészek előnye a verseny súlyossága; a szerszám bármilyen fém vágására használható.
- Portálgépek - rögzített munkaterületből és mozgatható vágányból állnak, amelyeken nagyméretű anyagokat (lemezeket, öntvényeket) lehet feldolgozni.Az eszköz előnye a tömörsége: mivel a portál az asztal lineáris vezetői mentén mozog, a berendezés nem igényel sok szabad helyet.
- Függőleges szalagfűrész fémhez - mind a külső, mind a külső kontúr mentén egyenes vagy ívelt vágáshoz. Működési elv: a munkadarabot nem satuba szorítjuk, hanem kézzel tartjuk a munkaterületen.
- Forgatható (szögletes) - lehetővé teszi a fém vágását az alkatrész tengelyéhez képest különböző szögekben. Kialakításuk egy függőleges tengely körül forgó, elforgatható fűrészkeretre épül. Ez lehetővé teszi a vágási szög egy mozdulattal történő beállítását.
Az automatizálás mértékével
Manuális (gravitáció) - a fűrészkeretet a munkavállaló fizikai ereje és saját súlya hajtja.
| Előnyök | hátrányai |
| 1. Ár-minőség arány (a berendezés alacsony költsége és a szerszám nagy teljesítménye).
2. Képesség a vágási szög beállítására (legfeljebb 60o). |
1. Jelentős rezgés működés közben, ami a berendezés gyors kopásához vezet.
2. Megbízható automatikus tisztítómechanizmusok hiánya. 3. A szíjtárcsák dőlésszintjének kézi vezérlésének szükségessége. 4. A berendezés munkadarabra gyakorolt nyomóerejének automatikus szabályozásának hiánya. |






- Félautomata fűrészek-minden műveletet (a satu rögzítése-kinyitása, a fűrészszalag leengedése-felemelése) automatikusan hajtják végre hidraulikus hajtással. A munkás feladata csak a fém mozgásának ellenőrzése. A termékek feldolgozása -60 ° és + 60 ° közötti szögben lehetséges. Alkalmas nehézfémek vágására, beleértve a szilárd tuskókat öntöttvasból, színesfém ötvözetekből, rozsdamentes acélból.
- Automatikus szalagfűrész fémhez - nagy ipari termeléshez használják. A kezelő feladatai minimálisak: csak a fémfeldolgozás paramétereit kell beállítania, amikor a munkadarabot satuba helyezi. A további folyamat automatizált, a fűrészelési folyamatot a CNC vezérli. A berendezést a legmagasabb termelékenység és a nagy pontosság jellemzi.
A funkcionális jellemzők alapján
- Az I. osztályú fűrészeket a nagyüzemi gyártásban mindenféle fém megmunkálására használják (kohászati üzemek, gyártóüzemek, nehézgépipar stb.). A szövedék szélessége nem kevesebb, mint 27 mm. A vágófelületeket nagy szilárdság jellemzi, amely alacsony kopási arányt és alacsony vágási költséget biztosít.
- A II. Fokozat a szalagfűrészek népszerű típusa. Ezeket a gépgyártó vállalatok üres gyártásában használják színesfémek, ötvözött acél, hőálló ötvözetek, titán vágására. Az öv szélessége 20 mm -től.
- III osztály - leggyakrabban konzolos fűrészek képviselik. Ezeket csövek, profil hengerelt termékek gyártásával foglalkozó kis iparágakban használják. Alacsony termelékenységű szerszám nagy fogkopással. Webszélesség - 17 mm -től.
- IV osztály - kisméretű, könnyű eszközök 50 mm -nél nem nagyobb átmérőjű alkatrészek vágására. A IV. Osztályú szalagfűrészeket nem használják ipari termelésben. Igényesek a javítóműhelyekben és magán használatra. A szövedék szélessége nem haladja meg a 13-15 mm-t.
A szalagfűrészgépek megkülönböztető jellemzői:
- Szíjtárcsa átmérője. Minél nagyobb, annál kisebb a vágószerszám hajlítási sugara, ennek eredményeként csökken a fűrészlap feszültsége, és végső soron hosszabb a fűrészlap élettartama. A professzionális sorozatú gépek fűrésztárcsái a következők: 400 mm, 500 mm, 600 mm és több.
- Maximális vágási magasság és szélesség. Ezek a paraméterek mutatják, hogy melyik maximális munkadarabot tudja megmunkálni. A professzionális berendezések vágási magassága általában 250 mm vagy annál nagyobb, szélessége 390 mm vagy több.
- Az asztal mérete és felszereltsége. Minél nagyobb a munkaasztal, annál kényelmesebb a terjedelmes munkadarabokkal való munka, és jó felszereltsége jelentősen kibővíti a gép funkcionalitását. A munkaasztalok: 580x420 mm, 630x485mm, 700x600mm. Ezenkívül a professzionális sorozatú gépeken az asztalt 0-45 ° tartományban kell megdönteni, hogy szögben vághasson. A berendezés a következő lehet: ütköző vonalzó, ütköző kis munkadarabok vágásához, eszköz körkörös vágások végrehajtásához, automatikus adagoló, további asztalok, amelyek növelik a gép munkaterületét és még sok más.
A berendezés jellemzői
A fából készült nyersfeldolgozó szalagfűrészgépek kiválasztásakor figyelni kell az asztal tömegére, teljesítményére, vágási magasságára és szélességére, az asztal méreteire, a dönthetőségére. A WoodTec -en 1,5 és 3 kW teljesítményű fa szalagfűrészt vásárolhat a legjobb áron.
Kapható LS 40NEW készülékkel vágási magasság 250 mm és 390 mm széles, az LS 50NEW modell 300 mm vágási magassággal és 480 mm szélességgel, valamint az LS 60NEW 350 mm vágási magassággal és 580 mm szélességgel
A WoodTec -en 1,5 és 3 kW teljesítményű fa szalagfűrészt vásárolhat a legjobb áron. Az LS 40NEW modell 250 mm vágási magassággal és 390 mm szélességgel, az LS 50NEW modell 300 mm vágási magassággal és 480 mm szélességgel, valamint az LS 60NEW 350 mm vágási magassággal és szélességgel kapható. 580 mm.
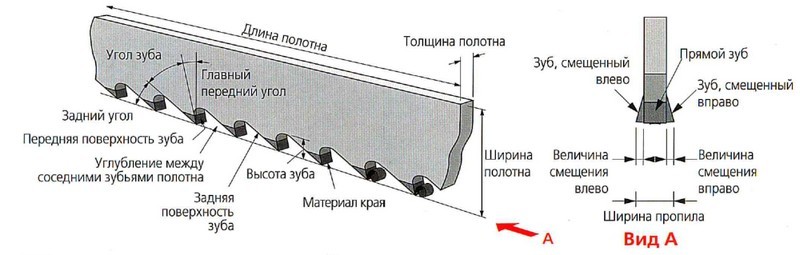
Az övpenge idő előtti meghibásodásának fő okai.
A)
- Fogcsikorgatás (kiütés)
- A fűrészpálya túl sekély.
- Túl durva fűrészelést látott.
- A munkadarabok nincsenek biztonságosan rögzítve.
- Túl alacsony fűrészsebesség, ami túlvágáshoz vezet.
- Túl nagy előtolási nyomás hatására a fűrész túlságosan belevág az anyagba.
- A fűrész lazítása csúszást okoz.
- A fűrész megcsúszása (leállítása) terhelés alatt, ami a fűrész túlzott mértékű vágását jelenti az anyagba.
- A fűrészkefe hiányzik, nem működik vagy elhasználódott
B)
- Repedések a fogak barázdáiban.
- Nehéz fűrészmozgás a vezetőkben és a szíjtárcsákban a szennyezett szíjtárcsák vagy a vezetők csökkentett holttere miatt.
- A vezetők közötti rés túl nagy.
- A vezetők túl messze vannak a munkadarabtól.
- Az oldalsó sínek szorítják a fűrészt a foghornyok területén.
- A lazán meghúzott oldalsó sínek megdöntik a fűrészt
- Helytelen fűrészfeszítés.
V)
- Repedések a fűrész hátoldalán.
- A felső tartócsapágy kopása a vezetőkben
- Magas tápnyomás.
- Kopott oldalsó vezetők.
- A penge a szíjtárcsa vállához van nyomva.
G)
- Fűrészütés (rezgés)
- Ívelt hegesztés.
- Túl messzire látta a pályát.
- Fogak hiánya (kitört).
- A tápnyomás túl alacsony vagy magas.
D)
- Korai tompa fogak.
- Túl gyors fűrészsebesség az anyaghoz képest.
- Túl finom vagy túl durva fűrész
- A fűrészlap nem párhuzamos az előtolás irányával.
- Hibák az oldalsó síneken.
- A vezetők lazák vagy kopottak.
E)
- Nem merőleges vágás.
- A fűrészlap nem párhuzamos az előtolás irányával.
- Nagy rés a vezetőkben.
- Az asztal felülete nem merőleges a fűrészre.
- A satu nem merőleges a fűrészre.
- A fűrész feszültsége túl laza.
- Az oldalsó vezetők lazák.
F)
- Égett forgács.
- Nagy takarmány.
- A fűrésztisztító kefe nem működik.
- Tompa fűrész.
- Nincs hűtés.
Használati tippek
Fontos figyelembe venni, hogy óvatosnak kell lennie a szalagfűrésszel való munkavégzés során. A rendszeres karbantartás magában foglalja a kábelezést és a gondos élezést. Ezek a manipulációk meglehetősen bonyolultak, és munkatapasztalat hiányában célszerű a szervizközpontok segítségét igénybe venni.
A fűrészeket élesítheti speciális kerekekkel ellátott működő szalaggal. Az élesítő eszközök kiválasztása a műszer fogainak erősségének megfelelően történik
Ezek a manipulációk meglehetősen bonyolultak, és munkatapasztalat hiányában célszerű a szervizközpontok segítségét igénybe venni. A fűrészeket élesítheti speciális kerekekkel ellátott működő szalaggal.Az élesítő eszközök kiválasztása a műszer fogainak erősségének megfelelően történik.









De az élező részek geometriáját a fűrész technológiai paraméterei is meghatározzák. Az élezés előtt győződjön meg arról, hogy a szerszám fogai a lehető legegyenletesebben vágják a felületeket. Ilyen munkát elvállalva nem lehet rángatózni. Ellenőrizni kell a csiszolószerkezetben lévő megfelelő mennyiségű hűtőfolyadékot. A fogak beállításának pontossága ettől függ. Amikor az élezés befejeződött, ellenőriznie kell a szalagfűrészt. Az esetleges sorjakat, törmeléket és részecskéket el kell távolítani. A szerszámot szigorúan élesíteni kell védőszemüvegben, légzőkészülék viselése közben. Javasoljuk, hogy előnyben részesítse a professzionális minőségű csiszológépeket.
A fogak beállítása ugyanolyan fontos, mint az élezés. Az ilyen manipuláció feladata a súrlódási erő csökkentése. A komplex kábelezést csak képzett szakemberek végzik. Szükséges a szalagfűrész beállítása is. Ez az eljárás minden újonnan összeszerelt gépnél és a penge cseréje után szükséges. A tárcsák tisztítása elengedhetetlen. Még stabil porvédelem mellett is szükség van rá. A beállítás tartalmazza a vásznak szükséges feszítését is. Gyengül, ha azt tervezik, hogy 2-3 napig nem dolgoznak.
A fa szalagfűrészek helyes élezéséhez lásd a következő videót.
Blokkoljuk a hirdetéseket! (Miért?)
Fűrészszalag sebessége.
A vágási módot több paraméter határozza meg, először is ez a munkadarab anyaga. Figyelembe kell venni, hogy az acélok és ötvözetek melyik csoportjába tartozik. Ismernie kell a feldolgozandó munkadarab méretét is, és ki kell választania a megfelelő fogközöket.
Ugyanakkor nem kis jelentőségű, hogy melyik cég gyártotta a vásznat. A szalagfűrész -eladók javaslatokat tesznek az optimális szalagfűrész -sebesség kiválasztására egy adott típusú berendezéshez
Az amerikai JET cég által gyártott berendezés jól bevált - a VS indexű modellek fokozatmentes sebességváltóval vannak felszerelve, amely lehetővé teszi a vágási sebesség optimális kiválasztását egy adott anyagcsoporthoz. Ezenkívül ezek a gépek beépített nyúlásmérővel vannak felszerelve a fűrész feszültségének szabályozására, ami szintén fontos a fűrész élettartamának növelése szempontjából.
A fűrészlap előtolási sebességének meghatározása. Az optimális vágáshoz a szalagfűrész minden foga bizonyos forgácsvastagságot vág. A gyakorlatban a takarmányt a berendezésgyártók ajánlásai vagy a forgácsolás során kapott forgács típusa szerint választják ki. Vékony vagy poros forgácsok esetén növelje a kés előtolási sebességét vagy csökkentse a vágási sebességet. Az enyhén hullámzó forgácsok jelzik a helyes vágási módot. A vastag vagy kék forgács túlzott előtolást jelez, vagy növeli a vágási sebességet.








Osztályozás
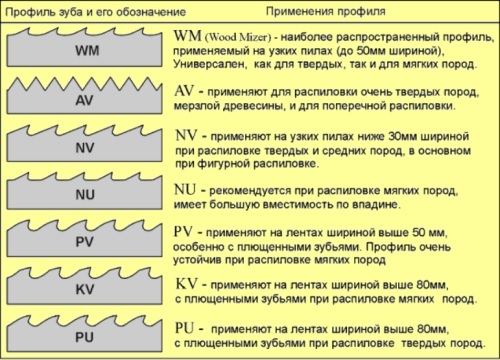
A szalagfűrész szerszámok típusaira való felosztás több alapvető paraméter szerint történik. Ez a vászon célja. A választáskor figyelembe kell venni, hogy a termék melyik anyaghoz készült:
- Fűrészek fához. Fontos a megfelelő kopásállóság és az élezés minősége. A feldolgozás után az alkatrészt simára kell vágni, minimális tűréssel a befejező műveletekhez. Fafeldolgozási műveletekhez a penge speciális változatban készül. Kiszámították az acél foghosszát, szíjszélességét és szilárdsági jellemzőit. A teljesítmény romlása esetén a javítás és az élezés megengedett.
- Fűrészek fémhez. A feldolgozandó anyag erősségétől függően a szükséges paraméterekkel rendelkező szalagfűrészlap -modellt választják ki, például a vágó rész szilárdságának, a fogak hosszának és dőlésszögének elegendőségét.
- Univerzális vásznak. Úgy tervezték, hogy különböző szerkezetű és szilárdságú anyagokkal dolgozzanak. Egy fűrész fémre és fára egyaránt használható. Bár nyilvánvaló előnyei vannak, jelentős hátrányai is vannak. Az ilyen vásznak szűkös fókuszú speciális termékekhez használhatók.Célszerű ilyen szalagfűrész -berendezést csak különféle műhelyekben és kisboltokban végzett munkákhoz használni, ahol ez a választás teljesen indokolt lesz. A valamivel rosszabb teljesítményt ellensúlyozza a sokoldalúság. Nincs szükség a szalagfűrész berendezésének újbóli beállítására és a penge cseréjére. Számos változat áll rendelkezésre különböző típusú vágóélekkel és foghevederekkel, különböző acélminőségekből. Szélességük szerint a pengék szabványos méretekre vannak osztva, 6 és 54 mm között.
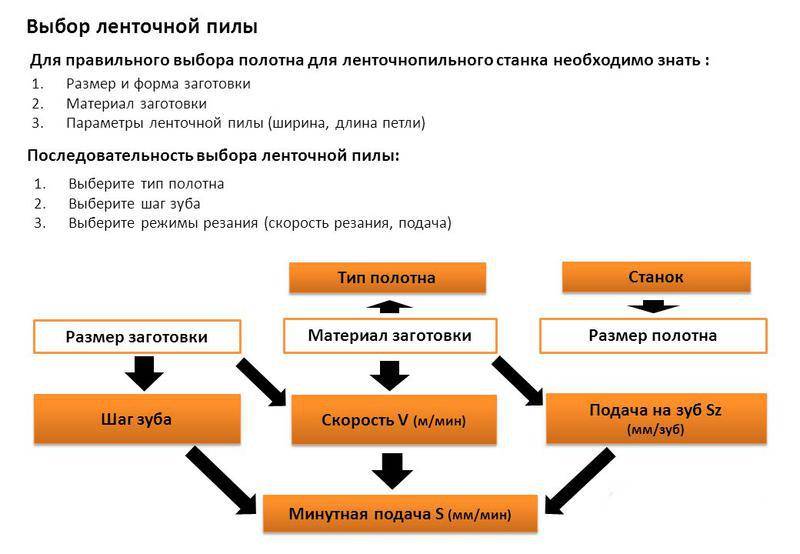
Fűrészszalag kiválasztása
A vágó rész minősége nem kis jelentőséggel bír. A gyártási anyagtól függően a vászonokat az alábbiak szerint osztályozzák:
-
Bimetál. Kiválóan használható keményfémekkel 45 HRC -ig. A lista rozsdamentes, magas hőmérsékletű és saválló acélokat tartalmaz.
A bimetál szalagfűrészlapokat széles körben használják, és sokoldalúságuk és kiváló teljesítményük miatt egyre népszerűbbek.
- Szerszámacél pengék. A szalagfűrész eszközök nagyon nagy csoportja. A legtöbb gyártó nem árulja el az összetétel titkait, és a termékeket a tervek és a kémiai összetétel nagyon eltérő tartománya képviseli. A vásznak olcsók, és bölcsen használva tartósak. A legtöbb fűrész szerszámacélból készül. Javítható és újraélezhető.
- Keményfém fűrészek. Működés közben sajátosságaik vannak. Mindenekelőtt az ilyen penge választása annak köszönhető, hogy meg kell vágni a nehezen megmunkálható fémeket, amelyek erőssége legfeljebb 65 HRC. Az ilyen fűrészek hatástalanok viszkózus és puha anyagok vágásakor. Kényes hozzáállást igényelnek. A túlzott ütésterhelés nem csökken. A keményforrasztott fogak leeshetnek. Az ilyen típusú szalagfűrész -szerszámok javítása képesítést és speciális felszerelést igényel. Tehát az élezéshez csak egy gyémánt csiszolószerszám és egy speciális gép alkalmas a penge geometriájának, dőlésszögének és szögeinek fenntartására.
- Gyémánt fűrészek. A legtartósabb termékek ebben az osztályban. A gyémántporzás érzékeny a feldolgozási módokra. A pengét speciális szalagfűrészgépekben való használatra tervezték, kötelező folyadékhűtéssel. Nagyon speciális iparágakban használják ultra-erős acélok, üveg és kő feldolgozására. A termék drága, és a vágóél javítása lehetetlen, ezért csak szűken megcélzott területeken használják.
A vásznak típusai
A választás finomságai
Az optimális szalagfűrészek kiválasztásának legfontosabb szempontja a feltörekvő táblák kifogástalan minősége. Minden "zuhanás", "hullámzás" és így tovább kategorikusan elfogadhatatlan. A teljesítmény szempontjából ezeket az eszközöket a következőkre osztják:
- szakmai;
- félig profi;
- házi.
A félig professzionális terméket kisvállalkozásoknak és kiegészítő műhelyeknek ajánljuk. Egy ilyen szerszám elég hosszú ideig működhet, beleértve a kemény anyagok vágását is. De ha nagy átmérőjű fagyasztott erdőt kell feldolgoznia, csak professzionális eszközök alkalmasak. A vágási mélység szintén fontos szerepet játszik. Ez egyenesen arányos a motor teljesítményével.








Figyelnie kell a vágási szélességre is. A feldolgozott táblák szélessége ettől a mutatótól függ.
A nagyiparban telepített gépek akár 61 cm széles munkadarabokat is vághatnak, ellenőrizni kell a fogak élezésének mértékét, ami befolyásolja a vágás egyenletességét. A fűrészek, amelyek lehetővé teszik a munka sebességének megváltoztatását, egyértelműen jobbak, mint a hagyományos változatok.
De emlékeznünk kell arra, hogy egy háztartási eszköz ritkán rendelkezik ilyen funkcióval. A segédopciókért fizetett összeg nem túl jelentős, de azonnal tükröződnek a munka kényelmében. A kés gyors megfeszítésének lehetősége csökkenti az elvesztegetett időt, és csökkenti a munka munkaintenzitását. Célszerű a milliméteres skálával rendelkező változatokat is választani. Növelik a vágás pontosságát, különösen, ha 2 vagy több ütés van.
Népszerű modellek
A Jet cég mintegy 50 fémet vágógépet és körülbelül 15 fafeldolgozásra tervezett eszközt gyárt. Az asztalosipar legnépszerűbb modelljei az orosz piacon a következő egységek.
- A JWBS-10 az egyik legolcsóbb és legegyszerűbb fűrész, amelynek teljesítménye 0,37 kW, egy vágási sebesség és a vágott darab maximális szélessége 25 cm, legfeljebb 10 cm mélységben.
- JBS -12 100001021M - 0,8 kW -os háztartási modell. A web maximális sebessége 800 m / perc. A sebességváltó jelenléte lehetővé teszi a feldolgozási sebesség beállítását (2 sebesség opció áll rendelkezésre). A munkaasztal méretei ehhez a modellhez csak 40x48 cm, a segítségével végzett vágás maximális szélessége 30 cm, a munkafelület akár 45 ° -os szögben is dönthető.


- A JWBS-15-M félprofi modell 1,8 kW teljesítményű és 760 m / perc fűrészelési sebességgel, amely lehetővé teszi akár 35,6 cm magas munkadarabok megmunkálását.
- A JWBS-18-T egy félig professzionális gép, amelynek teljesítménye 3,5 kW. Két munkasebességgel rendelkezik - 580 és 900 m / perc, ami lehetővé teszi a készülék használatát különböző keménységű fafajok feldolgozására. A feldolgozandó munkadarabok maximális magassága 40,8 cm, szélességük nem haladhatja meg a 45,7 cm-t.
- A JWBS-20-T egy erőteljes (6 kW) professzionális egység két feldolgozási sebességgel (700 és 1280 méter / perc). A gépre 3–38 mm szélességű pengéket lehet felszerelni, a maximális vágási mélység 40,6 cm, a szélessége pedig 50,8 cm. Ez a tulajdonságkészlet lehetővé teszi, hogy az egységet bármilyen fafaj nagy fűrészeléséhez és felosztásához használja. -méretarányos iparágak.
Az ilyen fémfeldolgozó berendezések a legnépszerűbbek az oroszok körében.
- A J-349V egy háztartási hordozható (20 kg-nál kisebb) gép, 1 kW teljesítményű, a feldolgozási sebesség zökkenőmentes beállításával (30-80 m / perc), forgó (legfeljebb 60 °) kerettel és maximális munkadarab átmérője 12,5 cm.
- Az MBS -56CS egy háztartási költségvetési gép, 0,65 kW teljesítménnyel, három sebességgel (20, 30 és 50 méter / perc), forgó kerettel (-45 ° és 60 ° között) és a feldolgozandó munkadarabok maximális átmérőjével -12,5 cm.
- A HBS-814GH félprofi modell, 0,75 kW teljesítményű, a sebességváltó lehetővé teszi 34, 50 és 65 m / perc sebesség beállítását. A munkadarab átmérője - akár 20 cm.


- Az MBS-1213CS félprofi változat 1,5 kW teljesítményű, fokozatmentes fordulatszám-szabályozóval 40-80 m / perc tartományban, maximális munkadarab-átmérővel 30 cm.
- A HBS-2028DAS egy professzionális félautomata gép, amelynek teljesítménye 5,6 kW, nyomáspalackkal és a szövedék sebességének zökkenőmentes beállításával 20 és 100 m / perc között. A munkadarabok átmérője legfeljebb 51 cm.
- Az MBS-1012CNC professzionális 1,1 kW-os CNC-gép nagy pontosságú fém- és kőmegmunkálásra.

