A választás finomságai
Az optimális szalagfűrészek kiválasztásának legfontosabb szempontja a feltörekvő táblák kifogástalan minősége. Minden "zuhanás", "hullámzás" és így tovább kategorikusan elfogadhatatlan. A teljesítmény szempontjából ezeket az eszközöket a következőkre osztják:
- szakmai;
- félig profi;
- házi.

A félig professzionális terméket kisvállalkozásoknak és kiegészítő műhelyeknek ajánljuk. Egy ilyen szerszám elég hosszú ideig működhet, beleértve a kemény anyagok vágását is. De ha nagy átmérőjű fagyasztott erdőt kell feldolgoznia, csak professzionális eszközök alkalmasak. A vágási mélység szintén fontos szerepet játszik. Ez egyenesen arányos a motor teljesítményével.
Figyelnie kell a vágási szélességre is. A feldolgozott táblák szélessége ettől a mutatótól függ.
A nagyiparban telepített gépek akár 61 cm széles munkadarabokat is vághatnak, ellenőrizni kell a fogak élezésének mértékét, ami befolyásolja a vágás egyenletességét. A fűrészek, amelyek lehetővé teszik a munka sebességének megváltoztatását, egyértelműen jobbak, mint a hagyományos változatok.

De emlékeznünk kell arra, hogy egy háztartási eszköz ritkán rendelkezik ilyen funkcióval. A segédopciókért fizetett összeg nem túl jelentős, de azonnal tükröződnek a munka kényelmében. A kés gyors megfeszítésének lehetősége csökkenti az elvesztegetett időt, és csökkenti a munka munkaintenzitását. Célszerű a milliméteres skálával rendelkező változatokat is választani. Növelik a vágás pontosságát, különösen, ha 2 vagy több ütés van.

Szalagos gépek alkalmazása és kiválasztása
Nem nélkülözheti a fa szalagfűrészt, ha szüksége van:
- fa, faalapú panelek (farostlemez, forgácslap, MDF), bútorlapok egyenes / ívelt vágása;
- rönkök fűrészelése deszkákba;
- vágódeszkák lamellákba;
- az alkatrészek durva vágása;
- nem szabványos faipari munkák;
- a drága fűrészáru gazdaságos fűrészelése.

Fát fűrészelni
Könnyebb kiválasztani a megfelelő szalagfűrészgépet, ha előre eldönti, hogy milyen műveletekre van szüksége. Azt is el kell dönteni, hogy mely további funkciókra lesz igény, és melyeket lehet elhanyagolni.
- A lényeg a metszőél minősége. Plusz egy tömör acélból készült fűrészlap - sokáig éles marad, és megtartja a csíkot még akkor is, ha mesterséges fából készült pengékkel dolgozik. Mínusz - ha a fűrész már unalmas, akkor ki kell cserélni, nem lehet újra élezni. A kemény pengékkel szembeni előnyök és hátrányok lágyabb nikkel acélból készült pengék. Az ilyen szalagokat sokszor lehet élezni, elválni, és ha hegeszteni is hegesztik. A nikkelfűrészek azonban gyorsabban is tompulnak.
- Vágási mélység - vagyis a maximális anyagvastagság, amelyet a szalagfűrész képes kezelni. Egy kis műhelyhez 150 mm érték elegendő. A 300 mm -es vagy annál nagyobb fűrészvastagság megfelelő, ha a masszív alkatrészeket vékony részekre kell fűrészelni a berendezésen.
- Fűrészelési sebesség. Javasoljuk, hogy válassza ki a fa maximális sebességét.
- Működés közben a meghajtó szíjtárcsán felhalmozódott fűrészpor okozhatja a fűrészszalag csúszását. Az álló súrolókefék söpörik el a fahulladékot, hogy megakadályozzák a szíjtárcsa szennyeződését. Ugyanezen okból kívánatos a zárt csapágy kialakítás.

Fa szalag gép
A multifunkcionális asztalos megmunkáló központoktól eltérően a fa szalagfűrészek viszonylag olcsó berendezések, ezért választják őket közepes és kis méretű gyártáshoz.
Kiválasztjuk a gépet
A fém szalagfűrész -berendezések előnyben részesítése - közvetlenül a vágandó anyagoktól és a vágási körülményektől függ
Soroljuk fel, mire kell elsősorban figyelni, mielőtt gépet választ
- Helyesen kiválasztott vágóél fém. Az acél vágásához - ötvözött és ötvözetlen - szénpengékre van szükség.Öntöttvassal, valamint titánt és nikkelt tartalmazó ötvözetekkel végzett munkához karbid anyagokat használnak. Csiszolóanyagok vágásához - nagy szilárdságú gyémánt fűrészlapok. Nagy igénybevételű fűrészeléshez-nagysebességű bimetál.
- Az elektromos hajtás teljesítménye és a sebességszabályozás jelenléte. A háztartási és alkalmi fémvágáshoz általában gyenge motorral rendelkező gépeket használnak. Nagyüzemi gyártás esetén azonban a termelékenység a főmozgás meghajtásának teljesítményétől és a munkadarab előtolásától függ. Ezért ezek a paraméterek meghatározóak lehetnek.
- Kezelés - kézi vagy automatikus. Kézi üzemmódban a kezelő önállóan felemeli a vágókeretet, és satuba szorítja a munkadarabot. Automatikus esetén a varázsló állítja be a programot. A további műveletek - a munkadarab hidraulikus satuba rögzítése, betáplálása a vágási zónába, a fűrészkeret felemelése és leengedése - automatikusan megtörténnek. A kézi gépekre kereslet van a könnyűfémek vágására a kisiparban. Automatikus - soros fűrészeléshez nagyvállalatoknál.
- A keret / asztal / satuba forgási foka fém szögletes vágásához.
- Hűtés. A vágott fém és maga a vágószerkezet nagyon felforrósodik a fűrészelés során, ezért a legnagyobb súrlódás helyére hűtőfolyadékot, általában vizet vagy vizes emulziót szállítanak. Az ilyen hűtés további előnye, hogy a fém fűrészpor lemosódik, és nem viszi messze a vágási helytől.
- Kívánatos, hogy olyan funkció legyen, mint az automatikus leállítás az átmenő vágás befejezése után.
- A szerkezet általános merevsége. Minél stabilabb a gép, és jobban ellenáll a rezgéseknek, annál pontosabban képes fémet vágni.









Kevés cég engedi meg magának, hogy gépet válasszon és vásároljon, függetlenül annak árától. A berendezés költségét a rendeltetése, méretei, a gyártó neve és a viszonteladók száma határozza meg.
Szalagfűrész alkalmazások
A szalagfűrészgépeket a következő műveletek elvégzésére használják:
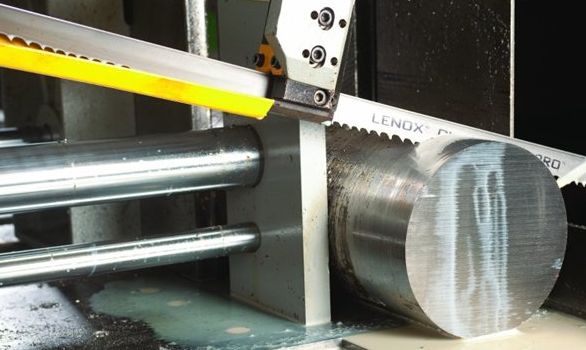
- Különféle kemény anyagok - fém, fa, sziklák és így tovább - fűrészeléséhez.
- Munkadarabok vágásához, amelyek lemezek, kerek fémtermékek, csövek, sarkok és így tovább.
- Fagyasztott élelmiszerek felosztására.
- Megnövelt szilárdságú anyagokkal való munkavégzéshez.
- Nehéz vagy nagy munkadarabok vágásához.
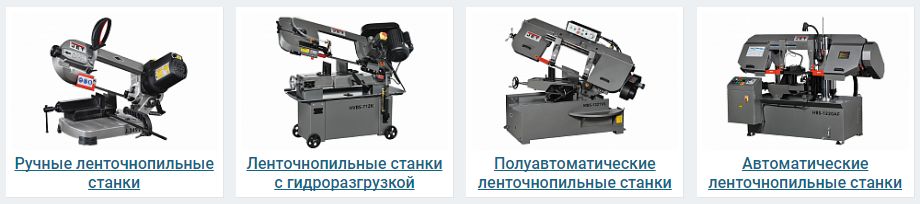
Ebben az esetben a szalagfűrészgépek, attól függően hatókörüket háztartási és ipari modellekre oszlanak. A háztartási lehetőségeket otthoni műhelyekben használják.
Az ipari gépek erőteljes termelési egységek, amelyek viszont a feldolgozandó anyag típusától függően fém- és faipari berendezésekre vannak felosztva. Ezen típusok mindegyike a modellek nagy listájából áll, amelyek különböznek a legfontosabb technológiai jellemzőkben.
1 Pengék szalagfűrészgépekhez - típusok és kivitelek
A modern fémmegmunkáló szalagfűrészekhez a piacon szénacélból készült pengéket, valamint rugós alapú bimetál pengéket és keményfémből vagy nagysebességű acélból készült fogakat kínálnak. A szalagfűrészek kivitelű változatai és az optimális vágási módok lehetővé teszik a kellően magas termelékenység biztosítását, és jelentősen csökkentik a szalagfűrész -berendezések fémfeldolgozásának költségeit, összehasonlítva a munkadarabok vágásának más módszereivel.
A minőségi, magas széntartalmú szerszámacélból készült szalagfűrészlapokat ötvözetlen és ötvözött ötvözetek széles körének kezelésére tervezték.Működési és műszaki jellemzőiket tekintve azonban jelentősen elmaradnak a bimetál szalagfűrészektől, amelyek szélesebb körben elterjedtek, különösen nagysebességű acélfogakkal. Ezeknek a késeknek az alapja speciális rugóacélból készül, amely biztosítja a fűrészek szilárdságát és tartósságát.

A fogak vágó (működő) része nagysebességű M42 ötvözetből készül, amely a 11P2M10K8 analógja. Ez a kobalt és molibdén ötvözött acél nagy (akár 950 HV) keménységgel, kopással és vörös ellenállással rendelkezik. Az alap megbízható összekötése a vágófogakkal elektronnyaláb -hegesztéssel biztosított, és lehetővé teszi a bimetál lapátok használatát a legnehezebb ipari körülmények között. Az új kialakítású, kombinált fogosztású fűrészek leginkább a változó keresztmetszetű termékek, profilok, csövek vágására alkalmazhatók.
A változtatható dőlésszög jelentősen növelheti a hatékonyságot és a stabilitást, csökkentheti a különböző változó keresztmetszetű munkadarabok vágási folyamatának rezgését.
Keményfém szalagfűrészeket használnak a legnehezebb vágási körülményekhez. Merev, kettős oszlopos és nagy teljesítményű szalagfűrészgépeken használják nehezen megmunkálható anyagok vágásakor:
- ritkaföldfémek;
- nem ferromágneses ötvözetek;
- vasöntés;
- ötvözetek, például Hasteloy, Inconel, Monel;
- más ötvözetek magas titán- és nikkeltartalommal.

Választás
Annak ellenére, hogy kívülről a szalag kialakítása egyszerűnek tűnik, számos megkülönböztető jellemzővel rendelkezik, amelyek jelzik, hogy a vászon milyen feladatot végez jobban, és mire szolgál. Ezek közé tartozik a fog száma és alakja, valamint a vágási sebesség és beállítási lehetőség.
A fogak száma és mérete
Ha szalagfűrészlapot néz, figyelnie kell a vágóél oldalán lévő fogak számára. Nem véletlen, hiszen a vágás egyenletessége ettől függ.
Minél több van belőlük, annál könnyebb egyenletesen vágni a vastag falakkal rendelkező részen. Ha a fogak sűrűsége alacsony, akkor ez tükröződik az alkatrészek terhelésében (csökken). Ha sok vágófoga van, akkor a munka során a feszültség a penge teljes területén eloszlik.








Ami a fogak méretét illeti, minden egyszerű: minél kisebbek, annál kisebb a vágási mélység. Például, ha a penge kicsi vágóélekkel rendelkezik, akkor jobb, ha túlnyomórészt vékony falú lapokkal dolgozik. A szabványos fogakat elsősorban vékony munkadarabokra tervezték. Az ilyen vásznak használhatók, ha göndör vágásra van szükség. Ha mély vágásra van szükség, akkor érdemes a durva fogak változatát megvásárolni.
Lépés
Itt nem minden ilyen egyszerű: a megfelelő opció megvásárlásához korrelálnia kell a lépést a gépen lévő megfelelő paramétereivel. Itt figyelembe veheti, hogy egy nagy és állandó dőlésszögű penge készül a vékony kis részek vágásához (a ritka fogak nem tudnak megbirkózni a nagy vastagsággal). Ha nagy lapot kell vágni, érdemes szalagot vásárolni, amelynek fogai közel vannak egymáshoz. Lágy anyaggal végzett munka esetén tanácsos szalagot vásárolni, amelynek fogai változóak.
Vezeték
A szalagfűrészlap típusától függően a fogak különbözőképpen helyezhetők el. A gyűrű alakú szalag síkjához képest enyhén eltérnek az oldalaktól. A vágás minősége és a rezgés mértéke ezzel vagy azzal az anyaggal a vezetékektől függ. Ezen kívül maga a szerszám csiszolási sebessége is ettől függ.
A válás lehet szokványos, csoportos és hullámszerű. A standard változatban a fogak mindkét irányban felváltva helyezkednek el, a harmadik pedig középre néz.Az ilyen huzalozású pengét vízszintes berendezéseken méretes fémrészek kivágására, valamint függőleges előtolással felszerelt gépeken kontúrfűrészelésre és nyersanyagok vágására használják.
A csoportos vágási profilban a fogak felváltva néznek jobbra és balra. Egy ilyen penge forgási sebessége nagyobb (más analógokkal összehasonlítva). Ezenkívül nem okoz hatalmas terhelést a munkadarabokon, és kiváló vágási minőséggel rendelkezik. Hullámhalmazban a fogak felváltva néznek mindkét irányba, ugyanakkor egyszerre több elem is nézhet minden irányba egyszerre. Ez az elrendezés hasznos vékony anyagok és kis munkadarabok vágásához.
Vágási sebesség
A penge hasznossága a tervezett feladatok megoldásában a vágási sebességtől és az előtolástól függ. És itt a feldolgozandó anyag típusára kell építenie. A megfelelő opció kiválasztásához egy adott gyártó választására kell épülnie, mivel minden fognak le kell vágnia egy adott vastagságú forgácsot a feldolgozandó munkadarabról. A pengét a szalagfűrész berendezés jellemzői alapján választják ki, mivel minden gép saját vágási sebességgel és anyagadagolással rendelkezik.
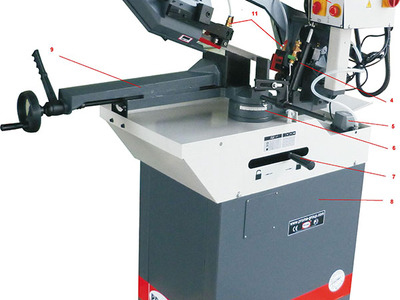
A szalagfűrészgép működésének elve és képességei
A szalagfűrészek legtöbb modelljének hajtómechanizmusának fő eleme egy szíj, amelyet két lendkerék fölé húznak. A szalag a gép bekapcsolása után azonnal mozogni kezd - ettől a pillanattól kezdve már lehetőség van a munkadarabok betöltésére és vágására.
A fémszalagfűrészt úgy tervezték, hogy a vágási folyamat során egyenletes nyomáseloszlás biztosított legyen a munkadarabon, ami lehetővé teszi nagyon pontos vágások elérését ilyen berendezések segítségével. A szalagfűrésszel történő vágást kényelmesen a berendezés tengelyére merőlegesen és legfeljebb 60 fokos szögben is elvégezheti. A szögben történő vágást vagy a vágókés helyzetének megváltoztatásával, vagy a mozgatható keret elforgatásával, amelyre ez a kés van rögzítve, vagy a munkaasztal elforgatásával biztosítható.
Működés közben a vágókés nagyon felforrósodik, ami végül meghibásodáshoz vezethet. Ennek elkerülése érdekében egy vágófolyadékot (hűtőfolyadékot) szállítanak a vágási helyre, amely nemcsak a megmunkáló pengét védi a gyors kopástól, hanem megakadályozza a fémpor és a fűrészpor bejutását a környező levegőbe. Ilyen folyadékként közönséges vizet vagy speciális készítményt lehet használni, amely nemcsak a szerszám hűtését, hanem állandó kenését is biztosítja.









A szalagfűrészek gyártásában részt vevő egyes vállalatok speciális kefékkel látják el modelljeiket, amelyek segítségével a munkalapot folyamatosan megtisztítják a fémforgáctól és a portól. Egy ilyen egyszerű kiegészítésnek köszönhetően lehetővé vált a simább vágás, megbízható védelem a kezelő számára, és jelentősen meghosszabbítva a szerszám élettartamát.
A fémszalagfűrész több alapvető fűrésztípussal is felszerelhető:
- szénacélból - ötvözetlen és ötvözött ötvözetek vágásához;
- bimetál ötvözetekből, amelyeket speciális vágási módokhoz használnak;
- keményfém anyagokból - nehezen feldolgozható fémek (öntöttvas, jelentős titán-, nikkeltartalmú ötvözetek) vágására;
- gyémánt bevonatú - csiszolóanyagok vágásához.
Automatizálási végzettség
A kézi fémszalagfűrész kialakításában és mechanizmusában hasonló a konzoloshoz. A szalagfűrészek ezen osztályában a fűrészlapot a munkás fizikai erőfeszítése vagy maga a keret önsúlya mozgatja. Előnyük:
- Meglehetősen alacsony költségek mind a berendezések, mind a karbantartás és üzemeltetés szempontjából.
- A legtöbb esetben a vágás akár hatvan fokos szögben is elvégezhető.
Hátrányok:
- A fűrészkeret kézi leengedési módja rezgést okoz a fűrész működése közben, ami csökkenti a gép élettartamát.
- A legtöbb esetben nem látható vizuálisan a fűrész és a munkaállvány tisztításáért felelős mechanizmusok terhelésének mértéke.
- Manuális munkavégzés esetén rendszeresen be kell állítani a lapáthajtó szíjtárcsákat.
Leggyakrabban az ilyen kézi eszközöket fém vágására szalagfűrészen kis ipari vállalkozások használják.
Félautomata fémszalagfűrészek, amelyekben a mechanizmusokat hidraulikus hajtás hajtja. Kézi munkából a kezelőnek csak az üreseket kell betáplálnia.
A félautomata gépben a munkadarabbal végzett munka a következőképpen történik:
- A szalaggép elindítása után a munkadarab automatikusan megfogásra kerül.
- A speciális vágási sebességet és nyomást egy speciális hidraulikus henger biztosítja.
- A fűrészrúd felemelése az alsó vágási pont elérése után automatikusan történik.
Az automata gépeket főként nagy gyárakban használják nagyszámú munkadarab vágására. Ennek az eszköznek a fő előnye, hogy nincs szükség fizikai erőfeszítésekre - a dolgozónak csak egy aljzatba kell helyeznie az alkatrészt, és be kell állítania a feldolgozáshoz szükséges paramétereket.
Szükség esetén az ilyen típusú szalagos gépek könnyen átvihetők kézi vezérlési módba.
Videó: JET MBS -56CS - fém szalagfűrész.
Szalagfűrész automatizálás
A szalagfűrészgépek, amelyek gyártását - többek között orosz vállalkozások is - létrehozták, különböző fokú automatizálással rendelkezhetnek.
Kézikönyv
A konzol formájában készült fűrészkeret leeresztését ilyen gépekben vagy az őket kiszolgáló kezelő erőfeszítéseivel vagy a keret súlyával lehet elvégezni, akkor az ilyen gépeket gravitációsnak nevezik. A keret előtolási sebességének szabályozásához, emelésének és rögzítésének biztosításához a kiindulási ponton speciális hidraulikus hengert használnak, amely hidraulikus kiürítésnek nevezik. A kezelő rögzíti és megjelöli a munkadarabot, valamint beállítja a fűrészkeret leengedési sebességét.









A kézi gépeket leggyakrabban kisiparban használják. Az ilyen berendezések előnyei a következők:
- alacsony költség, könnyű használat és karbantartás;
- a szögben történő vágás képessége.

Kézi működtetésű asztali szalagfűrész HT150M
A kézi gépeknek számos hátrányuk is van.
- A fűrészkeret leeresztésének módszerei gyakran nem kerülik el a rezgést a vágási folyamat során, ami jelentősen csökkenti a vágókés élettartamát.
- A kézi gépekben gyakran nincs lehetőség a szövedék feszességének vizuális szabályozására, és nincs tisztító mechanizmus sem.
- Szükséges rendszeresen ellenőrizni és beállítani a vágótárcsát hajtó szíjtárcsákat.
- Lehetetlen ellenőrizni és szabályozni a vágókés által az alkatrészre gyakorolt nyomást. A vágókés leengedésére és felemelésére szolgáló mechanizmus hidraulikus hengere nagyon kis tartományban csak a süllyesztési sebesség megváltoztatását teszi lehetővé.

Kézi szalagfűrész Pilous ARG 130 Mobil
Félautomata
A következő technológiai műveletek automatizáltak félautomata szalagfűrészgépekben: a fűrészkeret leengedése és felemelése, a munkadarab befogása satuba, és a vágási folyamat befejezése után elengedése. A kezelő feladata ilyen gép üzemeltetésekor csak a munkadarab behelyezése a szorítómechanizmusba. A munkadarab vágása félautomata gépekben a következő:
- a munkadarab automatikus rögzítése a szalagfűrész elindítása után;
- vágás adott sebességgel, amelynél az alkatrészre gyakorolt nyomást és a rá kifejtett erőt egy speciális hidraulikus henger biztosítja;
- a fűrészkeret automatikus felemelése és a munkadarab kioldása, miután a vágókés eléri az alsó vágási pontot.

Félautomata fémszalag látta a YOURTIME-t
A kisméretű gyártás felszereléséhez félautomata szalagfűrészgépeket használnak, amelyek lehetnek egyoszlopos, kettős oszlopos és konzolos változatok.
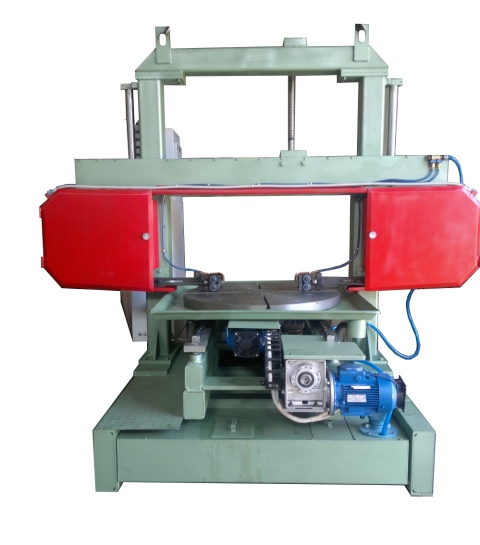
Automatikus
A nagy ipari vállalkozások felszereléséhez, ahol nagyszámú azonos típusú munkadarabot kell vágni, fém szalagfűrészeket használnak. Az ilyen gépek, amelyek lehetnek egyoszloposak, kétoszloposak, konzolosak, függőlegesek és portálok, lehetővé teszik a következő technológiai műveletek automatikus végrehajtását: a munkadarab rögzítése satuba, a fűrészkeret leengedése és felemelése, dőlésszögének megváltoztatása és az asztal elforgatása, a vágóerő, a nyomás és a fűrészkeret előtolási sebességének beállítása. Szükség esetén ezek a szalagfűrészgépek manuális vezérlési módba kapcsolhatók.
Az automatikus gépek három műszakos üzemmódban működhetnek, és ugyanazt a műveletet hajthatják végre (hosszú munkadarabokat darabolhatnak meghatározott hosszúságú darabokra) kezelő jelenléte nélkül.

Automatikus kettős oszlopos szalagfűrész-levágó gép PMS 530/530 ACN