Kik ők?
A szalagfűrészek fő osztálya a következőket tartalmazza:
- fogazott;
- fogatlan;
- elektrospark formátumok.
A fogazott termék zárt fűrészelési kontúrral van felszerelve. Lehetővé teszi különféle anyagok fűrészelését és vágását. A másik két típus csak a fogak típusában különbözik. A kézi (más néven hordozható) szalagfűrész:
- kivágni a fákat a kertben;
- tűzifa előkészítése;
- vágja le a fából készült nyersdarabokat pontos méretekre;
- homokfából készült bútorok.

A bimetál pengékkel kiegészített eszközök nemcsak fa, hanem fém feldolgozására is használhatók. Az ilyen vászon fő részét egy speciális rugóacél képezi. Maga a munkaterület alaposan élezett szerszámacélból van kialakítva. De van egy másik vászonmegosztás is:
- az egész kötetben leállítva;
- azokra, amelyeket nem keményítettek meg;
- rugalmas pengéken, erős fogakkal.


A szélességgel megegyező keménységű termékek nagyon jól kompatibilisek a közepes átmérőjű tárcsákkal. Minél keményebbek a fogak, annál kevésbé tompák lesznek. Ezenkívül a fűrész megengedett forgási sebessége ettől a tulajdonságtól függ. Az asztali övrendszer a fogak és más alkatrészek erősségétől függetlenül kiváló teljesítményű, a lehető legmegbízhatóbban működik
Fontos jellemzője a munkafelület meredeksége, amely meghatározza az anyag vágási szögét.

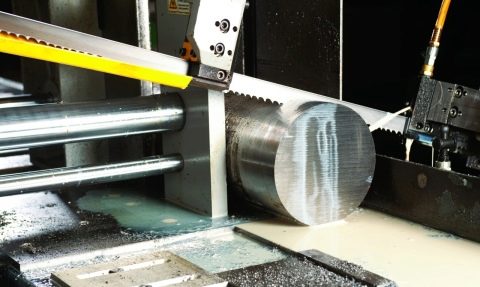
A vászon tájolása egy másik fontos differenciálási kritérium. A vízszintes és függőleges szalagfűrészek nagyon különböznek egymástól. A lámpatest függőleges formátumát szinte minden okból nagy ipari kirakósnak lehet nevezni. Kis mérete ellenére egy ilyen eszköz képes vastag anyaggal dolgozni. A szeletelést a legbonyolultabb úton lehet elvégezni.

A kétoldalas fűrészeket általában a megnövelt vágási pontosság jellemzi
De a teljesítményjellemzők mellett más műszaki paramétereket is figyelembe kell venni, beleértve a vágási mélységet. 8-50 cm -ig terjedhet
A vékony penge könnyen eltörhet, ha nehezen feldolgozható fával dolgozik. Ha nagyon erős fűrészt használ, a vékony rudak gyakran megsérülnek.
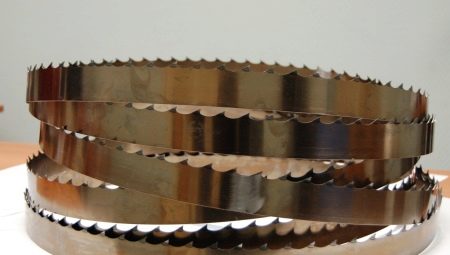









A szalagfűrészek leírása
 Két, az övet tartó forgó kereket helyeznek az ágyra. Ezeket elektromos motor hajtja. A vágószalagot két görgő és egy ütköző rögzíti a munkaasztal mellett, és beállítható. A fűrészlap fogainak méretét az egység mérete és a művelet típusa határozza meg, mint a kézifűrészekben. A fogakat az univerzális profil alakjára élezik.
Két, az övet tartó forgó kereket helyeznek az ágyra. Ezeket elektromos motor hajtja. A vágószalagot két görgő és egy ütköző rögzíti a munkaasztal mellett, és beállítható. A fűrészlap fogainak méretét az egység mérete és a művelet típusa határozza meg, mint a kézifűrészekben. A fogakat az univerzális profil alakjára élezik.
A vágókés csíkjának gyűrűbe zárásához használjon rézforrasztással történő forrasztást, így a végei egymáshoz vannak rögzítve, és a töréspont a javítás során össze van kötve. A gyárban a forrasztást elektromos hegesztéssel végzik, a kis műhelyek fáklyát vagy speciális fogót használnak.
Az aggregátumok fajtái
Három típusban kaphatók:
- fogazott pengével ellátott egységek;
- fogatlan súrlódó gépek;
- elektromos szikrahatás elvén működő fűrészek.
A fogazott fűrészszalag hossza méretben eltér a fűrészlapától, és gyűrű formájában készül, de nyitott állapotban nem különböznek egymástól. Fűrészes szalagokat használnak fém vagy fa szalagos gépekbe történő felszereléshez, hús- és haltermelésben használják a tetemek henteléséhez, az iparban habbetont, ásványi szigetelést, habot és egyéb építőanyagokat vágnak segítségükkel.
A fogatlan szalag -súrlódás elvét ugyanazon az elven alkalmazzák, mint a súrlódó lyukfűrészeket. A munkalapon is vannak fogak, de alakjuk nem a vágáshoz, hanem a kezelt réteg felmelegítéséhez járul hozzá. A hő leadása ebben az esetben növeli az egység teljesítményét. A súrlódó fűrészek vágókése 0,6-1,7 mm vastagságban, 6-26 mm szélességben készül.
A fűrész elektromos szikrahatását 150-400 mm vastagságú munkadarabok vágásakor használják, amelyek körfűrészekkel nem dolgozhatók fel a fájdalmas lépés és átmérő miatt, ami erős ütést okoz.
A vásznak anyagtípusai
A fa vágásához leggyakrabban magas széntartalmú acélcsíkokat, keményfémből készült, forrasztott fogakkal ellátott pengéket és bimetál szalagokat használnak. A bimetál változat rugalmas pengét és kemény fogakat biztosít, amelyekhez kétféle fémet használnak. A szalag alapja ruganyos anyagból készült, szerszám nagysebességű huzalt hegesztenek hozzá elektronnyaláb típusú hegesztéssel, amelyből később fogazott profilt marnak.
Univerzális pengéket és speciális fűrészeket gyártanak bizonyos acélokhoz. A felhasználási területet a fogak paramétereinek figyelembevételével választják ki:
- méret;
- keménység;
- geometria;
- vezeték.
Nagy munkadarabok vágásához nagy fogazatú szalagokat használnak, különösen a jelentős méretű lemezek megmunkálásához, a megnövelt elemekkel ellátott pengéket. A penge ütésének és a rezonancia jelenségek elkerülése érdekében különböző méretű fogakat rögzítenek ugyanarra a csíkra (változtatható dőlésszög).
 A vágóelemek keménysége az acél ezen indexétől függ. Leggyakrabban a fogak gyártásakor fémeket használnak M42 jelöléssel (ez az él keménységét jelenti a Vickers kategória szerint - 950 egység). A szerszámgépes acélhoz egy ilyen mutató nem elegendő, ezért a fogak keménysége M71 (100 egység Vickers szerint), közepes bonyolultságú munkához M51 keménység szükséges.
A vágóelemek keménysége az acél ezen indexétől függ. Leggyakrabban a fogak gyártásakor fémeket használnak M42 jelöléssel (ez az él keménységét jelenti a Vickers kategória szerint - 950 egység). A szerszámgépes acélhoz egy ilyen mutató nem elegendő, ezért a fogak keménysége M71 (100 egység Vickers szerint), közepes bonyolultságú munkához M51 keménység szükséges.
A geometriai alakzatot az élezési szög és a vágóelem profilja határozza meg. A profil (csatorna, sarok, T-rúd, I-gerenda, csövek) méretre vágásához erősített hátú fogakat kell kialakítani. Ezt a profil speciális alakja diktálja, amelynek vágásakor ütés és rezgés lép fel, ami forgácsokhoz és repedésekhez vezet. A viszkózus rozsdamentes acél vagy más hasonló tulajdonságú anyagok feldolgozásához a fogakat élesen készítik, jelentős rést hagyva közöttük.
A vágóelemek elrendezése a feldolgozandó anyag méretétől és masszivitásától függően történik. Például, hogy megakadályozzák a becsípődést, amikor masszív masszív anyagot vágnak, szalagokat használnak a fűrészen, váltakozó keskeny és széles beállításokkal.










A fűrészek típusai az anyaggal végzett munkától függően
 A feldolgozási anyag szerint a következő kategóriákba sorolhatók:
A feldolgozási anyag szerint a következő kategóriákba sorolhatók:
- kőre;
- fémhez;
- fához;
- szintetikusokhoz.
A kemény anyagokkal (fém, kő) végzett munkát olyan szerszámmal végezzük, amelyben a megmunkált fűrészlapot a megfelelő ötvözetek nagy teherbírású fogaival erősítik meg. A fűrészlap rossz megválasztása a töréshez és a vágott munkadarab éleinek romlásához vezet. Fűrész vásárlása előtt határozza meg az elülső részt a további munkához.
Sajátosságok
A szalagfűrész a fő eszköz a sokféle anyaggal való munkához. A szalagfűrész rugalmas hurkos szalagból áll, egyik oldalán fogakkal. A szalagot a motorhoz rögzített szíjtárcsákra kell helyezni.
A fűrészek sokféle konfigurációban készülhetnek, ami lehetővé teszi egy ilyen szerszám használatát a legkülönfélébb területeken: a bútorgyártástól az építőanyagok gyártásáig. A szalagfűrészek fajtái:
- fogazott;
- fogatlan;
- elektrospark cselekvés elve.
Ez az eszköz abban különbözik az egyszerű fémfűrészektől, hogy zárt működési elvvel rendelkezik.Szinte bármilyen anyag vágható ilyen eszközökkel.
A súrlódással és elektromos szikrahatással működő aggregátumok némileg eltérnek a klasszikus szalagfűrészektől.
Az eszköz kiválasztásakor tudnia kell, hogyan működik az ilyen egység. Például egy fémszalagfűrész mindenféle munkadarabot vág. A forgó mechanizmusok lehetővé teszik a vágást bármilyen szögben. A szalagfűrész kiválasztásának kritériumai:
- motorteljesítmény;
- mennyi az egység súlya;
- milyen méretűek a szíjtárcsák.
A berendezések megkülönböztetése általában a következő:
- szíjtárcsa átmérője 355 mm - könnyű gépnek tekinthető;
- szíjtárcsa átmérője 435-535 mm - közepes;
- ha az átmérő meghaladja az 535 mm -t, akkor az ilyen gép nehéznek minősül.
Az első típusú gépek 1,9 kW -os motorral vannak felszerelve, ha az egység masszívabb, akkor teljesítménye elérheti a 4,2 kW -ot.
A vászonhoz speciális szabványokra van szükség. Fém vágásakor bimetál pengéket is használnak; többféle anyagból készülnek. Leggyakrabban ez:
- tartós műanyag acél;
- huzal speciális nagy szilárdságú acélból.
A szénacél alapú vásznak nagyon népszerűek. A szalaglapátok is eltérőek:
- egybevágó sűrűséggel Állandó keménység;
- rugalmas alappal és tartós Flex háttal - Hard Edge fogakkal;
- edzett keményhátú vásznak.
Az első pengék, amelyek keménységi együtthatója azonos, minimális átmérőjű szíjtárcsákon működhetnek; ugyanakkor erejük elérheti a 49 egységet (HRc skála).
A második típusú, gömbgrafitos acélból készült fűrészek kemény fogak és meglehetősen összetett szerkezetűek. Csak a vágófog felső széle edzett (keménysége 64–66 a HRc skálán).










És végül, a harmadik típus a legtartósabb (keménysége 68 -ig a HRc skálán).
A fogak keménysége biztosítja a szerszám termelékenységét, tartósságát.
Választás
A megfelelő szerszám kiválasztása előtt ismernie kell a szalagfűrészek fő kritériumait:
- a vágás mérete;
- melyik vászonról van szó;
- Energia fogyasztás;
- motorteljesítmény;
- a paraméterek tömörsége;
- a súlyt;
- testreszabási képesség;
- az anyagellátás típusa.
A berendezések eltérőek lehetnek, ennek megfelelően az árak eltérőek.
Maga az öv is megváltoztathatja a mozgás sebességét 12 -ről 98 méterre másodpercenként.
Ezenkívül az egységek eltérnek a szíjfeszesség paramétereiben. A szalag teljesítménye 2100 W, és elérheti a 3000 W -ot és még ennél is többet.
Vizuálisan könnyen meghatározható vásárláskor: ha a szalag nagy fogakkal rendelkezik, ez azt jelenti, hogy nagyobb mélységbe vág. Van még egy mutató - ez a fogak beállítása, ez közvetlenül befolyásolja a fűrész hatékonyságát. Kis munkákhoz elegendő egy hullámprofil. A leghatékonyabb megoldás a fogak páros elrendezése.
Mi a körfűrész a fához?
Annak érdekében, hogy ne kövessen el hibákat a körfűrész fához való kiválasztásakor, a vevőnek tudnia kell, hogy milyen eszközt vásárol. A körfűrészt helyesebben kompromisszumos megoldásnak tekintik egy olyan technika esetében, amely közbenső helyet foglal el a hagyományos elektronikus kirakós és a láncfűrész között, amely képes vastag fatörzsek fűrészelésére.
Ez egy meglehetősen sokoldalú eszköz, amellyel professzionális feladatokat és háztartási műveleteket is elvégezhet. Az eszköz helyes használatával meglehetősen pontos és gyors vágásokat végezhet. Ennek a technikának köszönhetően egyenes vonalak érhetők el, míg különböző vastagságú fa feldolgozására használható.
A körfűrészek meglehetősen funkcionális eszközök, amelyek bármilyen fa alakot vághatnak. Ennek a berendezésnek a segítségével bármilyen dekoratív elemet kivághat a fából, míg az ilyen berendezés sokkal tovább szolgál, mint egy kis teljesítményű kirakós.
Ha megpróbálja értékelni a szóban forgó berendezés minőségét, és összehasonlítani egy hagyományos láncfűrésszel, akkor a körfűrész biztosítja a nagyobb feldolgozási pontosságot. A benzinfűrészek elég erősek ahhoz, hogy durva vágásokat hozzanak létre. Egy másik dolog, amikor olyan körfűrészt használnak, amely alkalmas a finom vágások elvégzésére.
Eszköz
Folytatva ismerkedésünket a fához készült körfűrésszel, meg kell térni arra, hogy ez az eszköz milyen alkotóelemeket tartalmaz.
Ennek a berendezésnek a fő eleme az elektromos motor. Van egy tengelye, amelyen a fűrészlap található. A legtöbb modell szinkron szálcsiszolt motort használ. Speciális kefékkel vannak felszerelve, amelyek működés közben fokozatosan elhasználódnak. Ezeket folyamatosan ellenőrizni kell, különben, ha ezeket az alkatrészeket nem cserélik időben, a motor meghibásodhat. Ezért ajánlott olyan körfűrészt vásárolni, amely képes automatikusan kikapcsolni a motort.








A motor teljesítménye közvetlenül befolyásolja, hogy a szerszám milyen hatékonyan hajtja végre a műveletet. Az erősebb modellek könnyen vághatnak vastagabb deszkákat. Ezenkívül a teljesítmény befolyásolja az eszközben használt kések átmérőjét. Ennek megfelelően az ár számukra ettől a mutatótól függően eltérő lesz.
A fentieken túl a körfűrészek terjedelmesebb berendezések, ha kellően erős eszközt vásárolnak. Emiatt, mielőtt végleges döntést hozna egy adott modell mellett, a vevőnek már tudnia kell, hogy milyen mennyiségű munkára fogja használni ezt a berendezést. Ha szerszámra van szüksége számos művelet elvégzéséhez, akkor nincs értelme nagy összeget költeni egy nagyon erős körfűrész vásárlására.
A berendezés paraméterei
Amikor elektromos típusú fához kézi körfűrészt választ, a vevőnek számos különböző paramétert kell figyelembe vennie, amelyek között a fordulatszám nagyon fontos. A legjobb megoldás egy körfűrészes modell, amely képes beállítani ezt a paramétert. Ennek eredményeként jobb minőségű vágás érhető el a berendezés optimális terhelésével.
Egy másik követelmény, amelyet teljesíteni kell, a kiválasztott fűrészlap elektronikus védelme. Ekkor a tulajdonos biztos lehet abban, hogy vészhelyzet esetén őt és az általa használt szerszámot megbízhatóan védik. Még abban a szakaszban is, amikor ezt a technikát választja a boltban, meg kell tudnia, hogy ennek az eszköznek van -e véletlen indítózára.
Arra is figyelni kell, hogy a megvásárolt berendezés hogyan néz ki. Kényelmes, ha ez a berendezés kiegészítő fogantyúval van felszerelve.
Nagy figyelmet kell fordítani az anyagra, amelyből a terméket gyártják - erősnek kell lennie, és képes ellenállni a stressznek és a mechanikai igénybevételnek.
A körfűrész költségeit nemcsak a teljesítményjelző befolyásolja, hanem a szétszerelés gyakorisága is. A legjobb, ha azokat a modelleket választja, amelyek lehetővé teszik a szerszám kényelmes egyensúlyát működés közben, és a fogantyúk nem csúsznak. Ekkor a felhasználó képes lesz szilárdan a kezében tartani a szerszámot, a sérülésektől való félelem nélkül.
A legjobb körfűrészek, amelyek vágási mélysége 70-85 mm
Háztartási használatra 70 mm vágási mélységre szinte soha nincs szükség. Ezért ebben az osztályban szinte minden szerszám professzionális eszköz, és melyik körfűrész jobb, a kiválasztott gyártási feladatok alapján kell választani.
| Makita 5008MG | Bosch GKS 190 | |
| Teljesítmény, W | 1800 | 1400 |
| Fordulatszám, ford./perc | 5200 | 5500 |
| Sebességszabályozás | ||
| Korong átmérője, mm | 210 | 190 |
| Felni átmérője, mm | 30 | 30 |
| Maximális vágási mélység 90 ° -os szögben, mm | 75,5 | 70 |
| Maximális vágási mélység 45 ° -os szögben, mm | 57 | 50 |
| Sima kezdés | ||
| Lehetőség vezetősínnel való munkavégzésre | ||
| Állandó sebesség fenntartása terhelés alatt | ||
| Súly, kg | 5,1 | 4,2 |
Körfűrész Makita 5008MG
A 210x30 mm -es tárcsa 75,5 mm -es és 57 mm -es vágások 57 ° -os dőléssel. A szerszám magabiztos működését 1800 wattos motor biztosítja, amely felgyorsítja a fűrészlapot 5200 fordulat / perc sebességig.
+ A Makita 5008MG előnyei
- A 4,8 kg nem a legnagyobb súly egy ilyen jellemzőkkel rendelkező fűrésznél.
- Munka közben a nagy teljesítmény azonnal érezhető - a fűrész simán és rángatás nélkül "fut".
- Jó súlyelosztás és általános ergonómia - szükség esetén lehetővé teszi a fűrész egy kézzel történő vezetését.
- Sima, tiszta vágás minden megfelelő vastagságú anyagon.
- Gumipárnák a fogantyúkon - a szerszám magabiztos tartása munka közben.
- A Makita 5008MG hátrányai
- Egy kis hálózati kábel - 2,5 méter nem mindig elegendő a kényelmes munkavégzéshez.
- A párhuzamos megálló rugós - nem mindig magabiztosan "tartja a pályát".
- A munkatalpban nincs horony a vezetősín mentén való mozgáshoz.
- A fűrész beindításakor a háttérvilágítás automatikusan bekapcsol - még akkor is, ha nincs rá szükség.
- A munkaterület megtekintésének nehézsége - a szerszám tervezési jellemzői miatt.
Körfűrész Bosch GKS 190
Professzionális körfűrész 1,4 kW -os motorral, amely 5500 fordulat / perc sebességgel forgatja a pengét. A fűrész 70 mm vágási mélységet biztosít, és ha a penge 45–50 mm -re meg van döntve.








+ A Bosch GKS 190 előnyei
- Hosszú tápkábel - 4 méter elegendő ahhoz, hogy a műszert nagy helyiségben mozgassa.
- A 4,2 kg -os súly nagyon kicsi, mint egy professzionális minőségű eszköz esetében - szükség esetén a szerszámot egy kézzel is meg lehet tartani, vagy függőleges síkon lehet használni.
- A nagy pengefordulatok tiszta, egyenletes vágást biztosítanak - a legtöbb esetben nem is kell tovább dolgozni.
- A talpnak a tárcsához viszonyított dőlésszöge 55 ° -on belül állítható be.
- A vágási mélység elegendő minden olyan helyzetben, amikor kör alakú kézzel kell vágni a deszkákat. Ha valóban többre van szüksége, akkor az alsó burkolat eltávolításával 200 mm -es tárcsát helyezhet el, és a vágási mélység 75 mm -re nő.
- Hátrányok Bosch GKS 190
- A hatszögletű tárcsabilincs észrevétlenül kieshet a tok tartójáról - a legjobb, ha külön tárolja.
- A fűrészporgyűjtő rendszer nem mindig látja el megfelelően a funkcióit - amikor a porszívó működik, a forgácsok gyakran kirepülnek a kés alól.
- A sima indítás hiánya - indításkor határozottan tartsa a fűrészt a kezében.
- Nehéz lehet olyan tárcsát találni, amelynek külső átmérője 190, belső átmérője 30 mm.