Ezen fúrók előnyei és hátrányai
A hagyományos fémfúráshoz használt elektromos fúrószárakkal összehasonlítva ezeknek a fúróknak a következő előnyei vannak:
- A lyukak készítéséhez nem kell nagy teljesítményű meghajtású elektromos kéziszerszámot választania.
- A lyuk belső oldala durva, ami nem jellemző más típusú berendezésekre.
- Alkalmas fúrókhoz, marógépekhez, esztergákhoz való rögzítéshez.
- A fúrási folyamat magas termelékenysége.
- Jelentős mennyiségű anyagot forgatnak.
- Nagy pontosságú munkavégzés, ha központosító berendezést használnak.
- Minimális zaj a munka során.
- A nagy számú vágóél növeli a gyűrűs bit termelékenységét.
- Nagy lyukak fúrása sokkal kevesebb időt vesz igénybe, mint más fúrók.
A gyengeségek közé tartozik a magasabb költség, a vakfuratok képtelensége. A gyémántbevonat nélküli bitek gyorsan unalmassá válnak.
Karnash márkaeszközök
Manapság nem nehéz kiválasztani és megvásárolni a magfúrókat bármilyen technológiai probléma megoldásához, mivel a modern piacon sokféle típussal és márkával jelennek meg. Ezek lehetnek fához fúrószárak fához, valamint tartósabb és kopásálló szerszámok betonhoz, vágók furatok készítéséhez fémtermékekben és szerkezetekben.
A gyakran magfúrókkal dolgozó szakemberek körében a Karnash márkanév alatt gyártott termékek népszerűek. Ezen magfúrók elterjedtségét nemcsak rendkívül magas minősége segíti elő, hanem az is, hogy széles választékban kaphatók, amelyek közül választhat egy eszközt egy adott feladat megoldásához.

Magfúrók Karnash
Tehát az ezen védjegy alatt gyártott termékek között meg lehet különböztetni a következő sorozat magfúróit:
- Gold-Line, nagysebességű HSS-XE acélból, amelynek felülete Gold-Tech technológiát alkalmazva kopásálló bevonattal van bevonva;
- Hard-Line, amelynek vágó része svéd keményfém betétekből áll (ennek a sorozatú magfúróknak a táguló spirálfurulyája egyszerűsíti a forgács eltávolítását a feldolgozási zónából);
- Rail-Line, amelynek munkarésze szintén keményfém betétekkel van felszerelve, a vágóélek többlépcsős élezésével (ennek a sorozatnak a eszközeivel vasúti síneket fúrnak);
- Blue-Line és Blue-Line Pro, edzett vasutak, öntöttvas, alumínium és rozsdamentes acél fúrásához.
Mire kell figyelni a magfúrók kiválasztásakor?
A fúrógép kiválasztásakor a következő paramétereket kell figyelembe venni:
- a sorozat, amelyhez a hangszer tartozik;
- munkaátmérő;
- a munkadarab keménysége;
- a legnagyobb fúrási mélység;
- a szár mérete, amellyel a fúró a berendezés tokmányába van felszerelve;
- rendeltetés (milyen fémet lehet feldolgozni ezzel az eszközzel);
- központosító módszer;
- a fúró által elérhető érdesség szintje.
Ennek a koronának a fogai kis szélessége (körülbelül 4 mm) lehetővé teszi a kéziszerszámok használatát
Természetesen figyelembe kell venni a magfúró tervezési jellemzőit is, akár teljesen gyorsacélból készül, akár keményforrasztott keményfém betétekkel van felszerelve.
Ha intenzív használathoz és összetett technológiai problémák megoldásához koronavágó szükséges fémhez, akkor jobb, ha előnyben részesítik a bevált európai gyártók termékeit. Az ilyen szerszám, bár sokkal többe kerül, mint az ázsiai és kínai gyártók hasonló fúrói, rendkívül magas kopásállósággal rendelkezik, és hosszú ideig képes szolgálni eredeti tulajdonságainak megváltoztatása nélkül.Ezenkívül a minőségi magfúró használata nagyobb termelékenységet tesz lehetővé a fémfeldolgozásban.
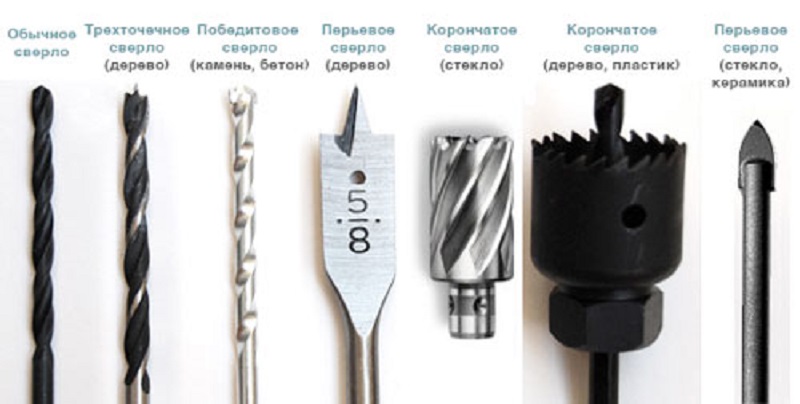
Korona típusok fémhez
A magfúrót 12 mm vagy nagyobb átmérőjű kis lyukak és 200 mm vagy annál nagyobb átmérőjű lyukak fúrására használják. A fúrók sokféle osztályozása létezik, a meghatározó paramétertől függően.

A szerszám vagy gép típusa szerint, amelyre a fúrót szánták, a következő kategóriákba sorolják:
- Fúrókoronák-hengeres vagy hatszögletű szárral rendelkeznek, amelyet lemez vagy vastag falú fém megmunkálására terveztek, általában 50-65 mm átmérőig.
- A mágneses fúrógépeken végzett fúrók megfelelő típusú szárral rendelkeznek, megnövekedett szilárdsági mutatókkal.
- A hagyományos fúrógépekre szerelhető bitek szabványos kialakításúak, és eltérnek a szár típusától.
A kialakítástól és a gyártási anyagtól függően a fémfúráshoz használt koronákat a következő típusokra osztják:
A nagy sebességű szerszámacélból készült szerszámnak nincs további felülete a munkadarabon vagy keményedő bevonat, a vágási tulajdonságok a fém szilárdsági jellemzői és a fogak bizonyos élezése miatt érhetők el
Ezeket a koronákat újra lehet élezni, de fontos megőrizni a fogprofil eredeti szögét.
Aprószilárdságú acélból készült bitek, de a vágóél keményfém felülettel. Hátrányuk, hogy nem célszerű újra élezni a fogat.
A nagyobb átmérő olcsóbb lesz, mint a hasonló átmérőjű HSS.
Hasznos tippek
Íme néhány iránymutatás a helyes és nagy teljesítményű fúrás eléréséhez.
1. Helyezze középre a fúrót.
Jelölje meg a lyukat a jelölések mentén (ehhez ne használja a kidobó csapot), helyezze a kidobó csapot a mélyedésbe, és kapcsolja be a mágnest. Ezt követően ismét ellenőrizze a csap helyzetét, mivel előfordul, hogy a mágnes bekapcsolásakor az állvány elmozdul.








A fúrási pont rögzítése 12 - 15 mm átmérőnél nagyon fontos. Nagyobb átmérőknél ez erősen ajánlott.
2. Válasszon sebességet.
Nagyon fontos a megfelelő forgási sebesség kiválasztása
Ügyeljen arra, hogy az ajánlott sebesség túllépése nem megengedett. A megengedett legkisebb sebesség körülbelül 25% -kal alacsonyabb az ajánlottnál
A keményfém fúrók érzékenyebbek a túl alacsony fordulatszámra, ami fokozott rezgést és fogforgácsolást eredményez. A HSS és poracél fúrók meghibásodnak, ha az ajánlott értékeket több mint 20%-kal túllépik.
3. Helyezze be a megfelelő etetőt.
A fúrás megkezdésekor csökkentse az előtolást az ajánlott felére (lásd az alábbi táblázatot). Ne feledje, hogy a fúrógépre gyakorolt túlzott nyomás nem növeli a sebességet - keményfém fúrógépekkel és nagysebességű gépekkel növelje a termelékenységet. Ha jelentős erőt kell kifejtenie, akkor a fúró tompa lehet, vagy a fúrandó anyag túl kemény.
| Anyag | Vágási sebesség, mm / perc | Előtolás, mm / ford |
| Szerkezeti acél 50 kp / m2 | 40 – 60 | 0,08 – 0,12 |
| Acél 50-70 kp / m2 | 30 – 50 | 0,08 – 0,12 |
| Rozsdamentes acél | 18 – 45 | 0,08 – 0,10 |
| Öntöttvas | 65 – 95 | 0,12 – 0,20 |
| Színesfémek, alumínium | 100 – 550 | 0,22 – 0,45 |
| Speciális ötvözetek | 10 – 30 | 0,05 – 0,08 |
4. Vezérlés fúrás közben
Ha a gép nem rendelkezik forgácstörővel, rendszeresen távolítsa el a fúrót, és tisztítsa meg a forgácsoktól. Ebben az esetben speciális horgot kell használni. A könnyű anyagok fúrása egy lépésben történik.
Ha 15-20 mm-nél mélyebb lyukakat fúr, tartsa be a következő szabályokat:
- 15-20 mm mélység elérésekor távolítsa el a fúrót a lyukból, és tisztítsa meg a forgácsot;
- töltse fel a lyuküreget zsírral;
- fúrjon alacsony előtolással, amíg a forgácsok újra megjelennek kívül;
- ismételje meg újra.
5. Hűtő kenőanyagok (hűtőfolyadékok) alkalmazása
Fontos, hogy jó minőségű hűtő kenőanyagokat használjon a fúrás során. Általában folyadékokat használnak - hűtőfolyadékot
A DURABLUE bevonattal ellátott fúrók használata hűtőfolyadék használata nélkül megengedett, a fúró élettartama ebben az esetben, összehasonlítva ugyanazokkal a feltételekkel, de hűtőfolyadék használatával, csökken. Ha 37 mm -nél nagyobb átmérőjű lyukakat fúr, mindenképpen erősen ajánlott hűtőfolyadék használata.
A megfelelő hűtés különösen fontos nehezen vágható és hőálló anyagok, rozsdamentes acél fúrásakor. Ezekben az esetekben gondoskodjon hűtőfolyadék -ellátásról belülről és kívülről.
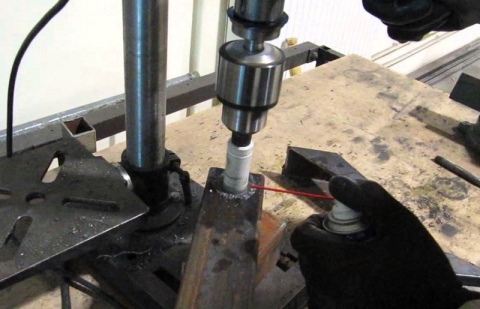
6. Ha a mag beragadt a fúró belsejébe
A mag fúró belsejében való ragadásának oka általában:
- túl nagy nyomás a munka során;
- hűtés hiánya vagy elégtelensége;
- helytelenül kiválasztott forgási sebesség:
- fúró kopás;
- kilökő rugó kopott vagy hajlított kidobócsap.
Nagyon gyakran a mag leesés után kiesik magától. Mindenesetre ne tegyen jelentős erőfeszítéseket annak visszaszerzésére:
- először próbálja meg kivenni, kissé rázza meg a kezével (viseljen kesztyűt, hogy ne vágja le magát);
- másodszor, csavarhúzóval vagy csavarhúzóval, minden oldalról egyenletesen, kalapáccsal enyhén megütve (lásd az ábrát).
- eltávolíthatja a fúrót, és enyhén megérinti a csapot egy kemény felületen.
7. Fúróanyagok nem párhuzamos síkokkal
A fő veszély a fúró kilépése, ezért csökkentse az előtolást a fúrás befejezése előtt. Javasolt továbbá HSS vagy por acél fúrók használata.









Ha automatikus előtolással ellátott gépeket használ, kapcsolja át kézi üzemmódra.
Hol használják?
Az ilyen típusú fúrók alacsony teljesítményű berendezéseken használhatók. Például egy mágneses gép használata, amelynek teljesítménye 800 és 1000 kW között változik. Ha lyukfúrót használ, akkor 30-35 mm átmérőjű lyukat kaphat. Ha csavart fúrót használnak azonos körülmények között, akkor ugyanazon teljesítmény mellett a lyuk sokkal kisebb lesz.

Az ilyen fúrógépekkel végzett munka nem igényel sok fizikai erőfeszítést és különleges előkészítést, és a megmunkált felületek pontossága és minősége sokkal magasabb lesz, mivel a furat érdessége csökken. Lehetőség van átfedő lyukak készítésére. Működés közben csak átmenő lyukak keletkeznek.


Működés közben a fúrók minimális zajt bocsátanak ki. Segítségükkel, más eszközökkel kombinálva:
- végezzen többszerszámos feldolgozást;
- lyukakat szerezhet a beton- és kőszerkezetekbe, kerámialapokba és természetes kőbe;
- vízszintes fúrást végezzen közművezetékek fektetéséhez.
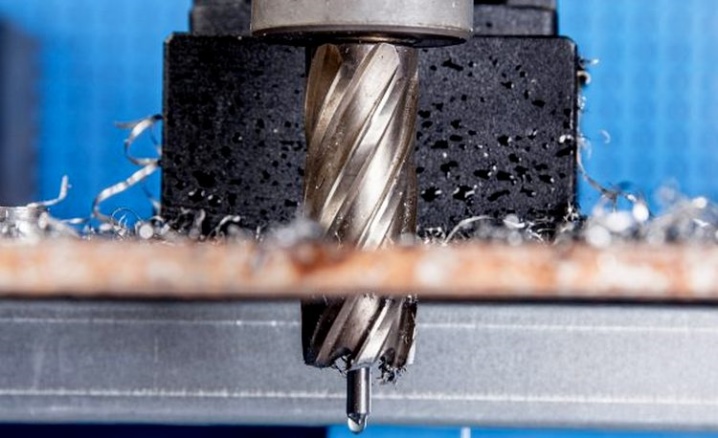
Eszköz
A magfúrót üreges vagy gyűrűs fúrónak is nevezik, mivel úgy néz ki, mint egy üreges henger. Fém- és fatermékek kerek mélyedéseinek fúrására szolgál. Működés közben eltávolítja az anyagot a furat kerülete körül, fúrási maradványokat hagyva a közepén. Ezek a fúrók kiváló alternatívája a drága, alacsony hatékonyságú opcióknak.

A fúrókat nagy teljesítmény jellemzi, meglehetősen összetett konfigurációval rendelkeznek, amely szárból, összekötő csavarokból, próbafúróból és magából a munkakoronából áll. Ahhoz, hogy egy szerkezetet összeállítson ezekből az elemekből, be kell illeszteni egy próbafúrót egy fém szárba, és csavarokkal kell csatlakoztatni. Ezután a szárral ellátott fúrót a koronába telepítik, és a kapott szerkezetet rögzítik.

Ennek köszönhetően a szerszám hosszú élettartamú, nagy fúrási pontossággal. A magfúrók minden minőségi szabványát és méretét a megfelelő GOST tartalmazza.Ezen előírások be nem tartása törvény büntetendő.
DIY fa korona
Bármely mester szembesülhet olyan szituációval, amikor nincs kéznél megfelelő átmérőjű fúró. Az olyan munkákhoz, amelyek nem igényelnek nagy pontosságot és pontosságot, egy fából készült korona egy kilépőnyíláshoz pár óra alatt önállóan elkészíthető. Az anyagok listája minimális: a szükséges átmérőjű fémcső, az ajtó csuklópántjából "ököl", fúró, csavar, téglalap alakú acéllemez.
- Az "ökölben" satu segítségével lyukat kell fúrni, amely megfelel a fúró átmérőjének.
- Az „ököl” oldalán, legalább 1 cm távolságra a széltől, készítsen egy másik menetes lyukat a rögzítőcsavarhoz.
- A cső széle mentén, csiszológép segítségével olyan vágásokat kell végezni, amelyek utánozzák a fogakat.
- Hegeszthessen egy lemezt a cső hátoldalára, amelynek közepén lyukat készít a fúróhoz.
- A szerkezet összeszereléséhez fúrót helyeznek az "ökölbe", és csavarral rögzítik. A fúró alsó része illeszkedik a koronába, a felső része pedig a szerszám tokmányába (fúró vagy csavarhúzó).









Jellegzetes
A magfúró az 1970 -es évek elején jelent meg, és Diz Haugen találta fel. Eleinte az ilyen gyakorlatokat nem észlelték az emberek, és figyelmen kívül hagyták. Haugen különféle gyártóknak ajánlotta fel találmányát, de nem mutattak érdeklődést iránta. Csak a közönséges fémmegmunkálók érdeklődtek, és úgy döntöttek, hogy kipróbálják a know-how-t.
Ekkor hagyományos fúrógépekkel fúrógépeket használtak, amelyeket nagy tömeg jellemez, és legalább két munkásnak kell dolgoznia. A fúrási művelet során sok kellemetlenség volt, és néha a munkást is ledobták a szerkezetről. Miután Haugen javasolta a magfúrót, a fúró könnyebb konstrukcióját hozták létre, amely körülbelül 13 kg súlyú volt.
Mi az a magfúró? Ez a név egy üreges rögzítésre vagy fúvókára utal, amely belül üres henger alakú, és amelyet színesfémekkel és acéllal való használatra terveztek. A magfúrókat úgy tervezték, hogy a mélyedést csak a kontúr mentén vágják be a fémbe, ehhez nincs szükség nagy teljesítményű berendezésekre.
Egy ilyen fúróval fúrva kiváló belső érdességű lyukat kaphat a belső részen. Ezt nagyon nehéz elérni hasonló tervezésű eszközökkel. A gyűrűs szerelvényeket különböző típusú berendezésekben használják, és ezek nemcsak fúrógépek, hanem maró- és esztergagépek is.
Ezeket más eszközökkel együtt is használhatja, azaz többszerszámos feldolgozást végezhet. Ez a fúró lehetővé teszi nagy mennyiségű fém feldolgozását egy mozdulattal. Annak a ténynek köszönhetően, hogy a gyűrűvágók nagy szilárdságú és gyorsacélból készülnek, a munkát nagy sebességgel és maximális pontossággal végzik. Működés közben a gyűrűs vágások minimális zajjal rendelkeznek, és a munkadarabban található nagy számú vágóél biztosítja a szerszám magas termelékenységét.
Ezeknek a fúróknak két típusa létezik a fémhez: ezek a HSS fog és a keményfém fúrók. A fogkoronák kevésbé termelékenyek és olcsóbbak, és keményfém anyagokból készültek, amelyek nagyobb fordulatszámon működnek, és keményfém és magas krómtartalmú acélok fúrására szolgálnak.
A legköltségkímélőbbek a fémhez készült bimetál bitek, vágó részük gyorsvágásból készül, a fő test pedig egyszerű szerkezeti acélból. A hagyományos fúrókhoz képest a korona társaik meglehetősen magas költségek.
Mire használják?

A magfúrókat széles körben használják fémlemez, fa, műanyag, gipszkarton, rétegelt lemez, forgácslap lyukainak előállítására. A nagy átmérőjű fúrások egyszerű technológiája, a lehető legkisebb erőhatással, ezeket a fúrókat nélkülözhetetlen eszközzé tette nemcsak a fenti anyagokhoz, hanem más típusú munkákhoz is. A speciális célú fúrókat a következőkre használják:
- a megfelelő alakú lyukak megszerzése a beton- és kőépítési szerkezetekben;
- kerámia csempe, természetes kő, üveglap és egyéb törékeny anyagok fúrása;
- vízszintes fúrás közművezetékek fektetésekor;
- lapos körök és hengeres nyersdarabok gyártása esztergálás nélkül.
Ehhez bizonyos esetekben a fúró (fúró) kialakítása biztosítja a munkadarab meghosszabbítását megfelelő betétek hozzáadásával.
A betonnal végzett munkákhoz csak gyémántbevonatú vagy forrasztott magfúrókat használnak. Itt 2 csoport van:
C1 - a korona 5 MPa -ig ellenáll a terhelésnek.
C2 - a korona működés közben akár 2,5 MPa terhelést is ellenáll.










A rendelkezésére álló felszerelés alapján érdemes magát a koronacsoportot választani.
TL300 fúrók a RUKO -tól
A RUKO védjegy alatt gyártott TL300 fúrók jól ismertek a hazai fogyasztók számára. Ennek a modellcsaládnak a fúrója megfizethető költségei, valamint magas minősége és megbízhatósága miatt választható. Ennek a sorozatnak a fúróit, amelyeknek a DIN 1412C szabványnak megfelelően keresztélesített hegyük van, 3 mm-nél nagyobb átmérővel gyártják. A TL300 fúrók 130 fokban élezettek, és a sorozat egyes modelljei titán -nitriddel, titán -alumínium -nitriddel és más anyagokkal bevonhatók.

A RUKO védjegy fúrói
Ennek a sorozatnak a modelljei a többcélúak kategóriájába tartoznak, de optimális tulajdonságaik alkalmasak olyan fémek fúrására, amelyek hajlamosak a közepes és hosszú forgácsok kialakulására.
Ennek a sorozatnak a típusai (HSS-G) optimálisan alkalmasak lyukak kialakítására szénből, valamint öntöttvasból, rézből és alumíniumötvözetekből készült alkatrészekben.
A HSS-EE modellek a fenti fémeken kívül saválló acélokhoz is választhatók. Még sokoldalúbbak a HSS-G TiN és a HSS-G TiAIN fúrómodellek, amelyek titán és titánötvözetek fúrására választhatók.